Microstructure Control of Welded Joints of Dissimilar Titanium Alloys by Isothermal Forging

 ,
,
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Microstructure Analysis of Welded Joints
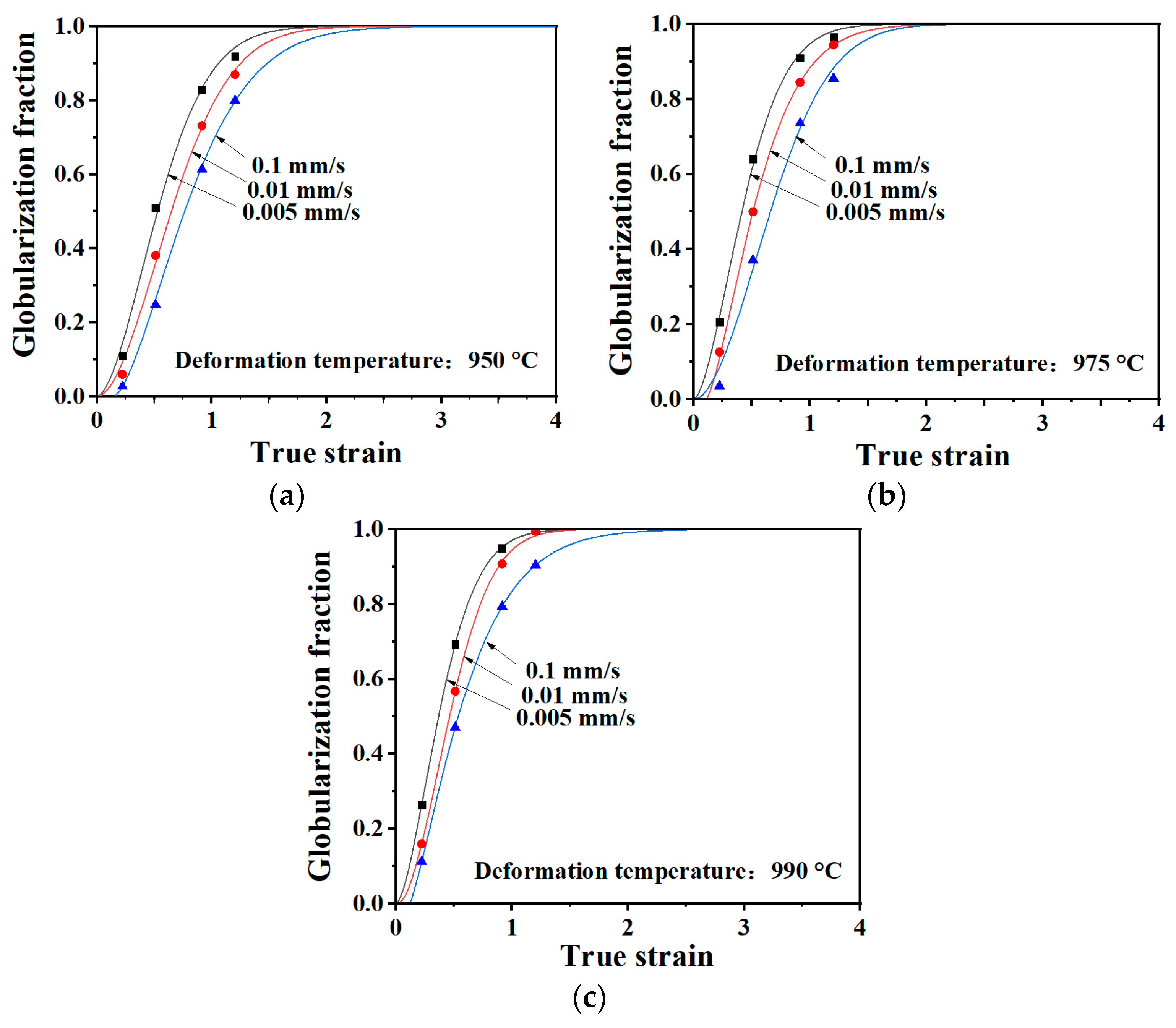
3.2. Characterization of Dynamic Globularization Kinetics
4. Conclusions
- (1)
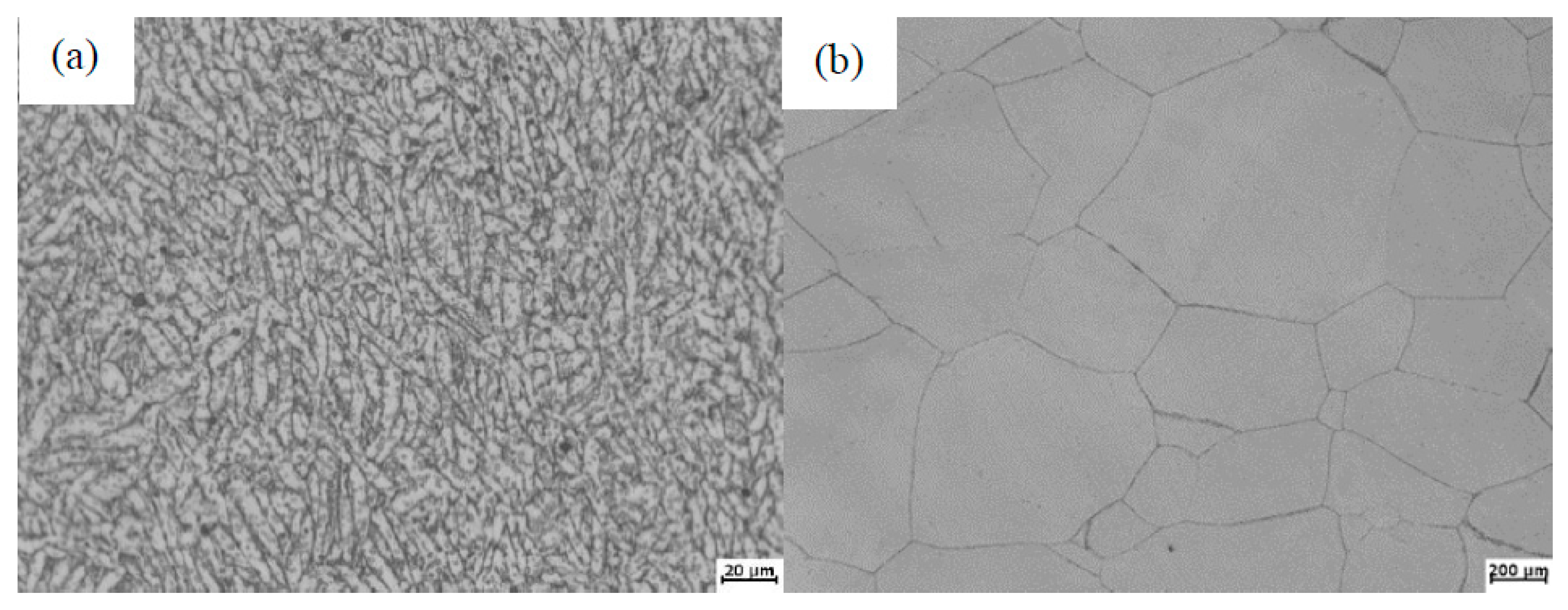
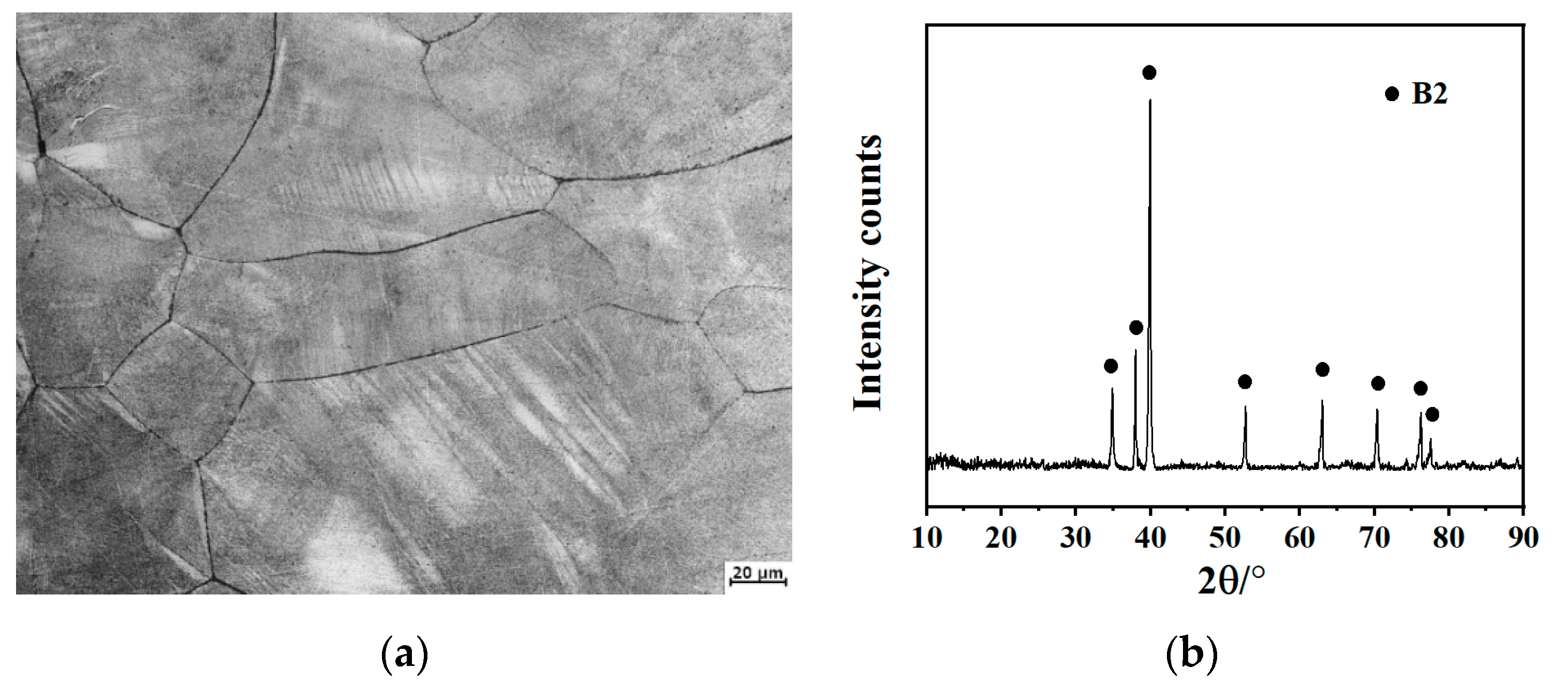
- The welded joint of Ti600/Ti-22Al-25Nb contained coarse B2 grains without any precipitated phase. By isothermal forging, the original coarse dendritic grains were broken up effectively to form a large number of equiaxed grains. Meanwhile, many second phases were precipitated in the grain.
- (2)
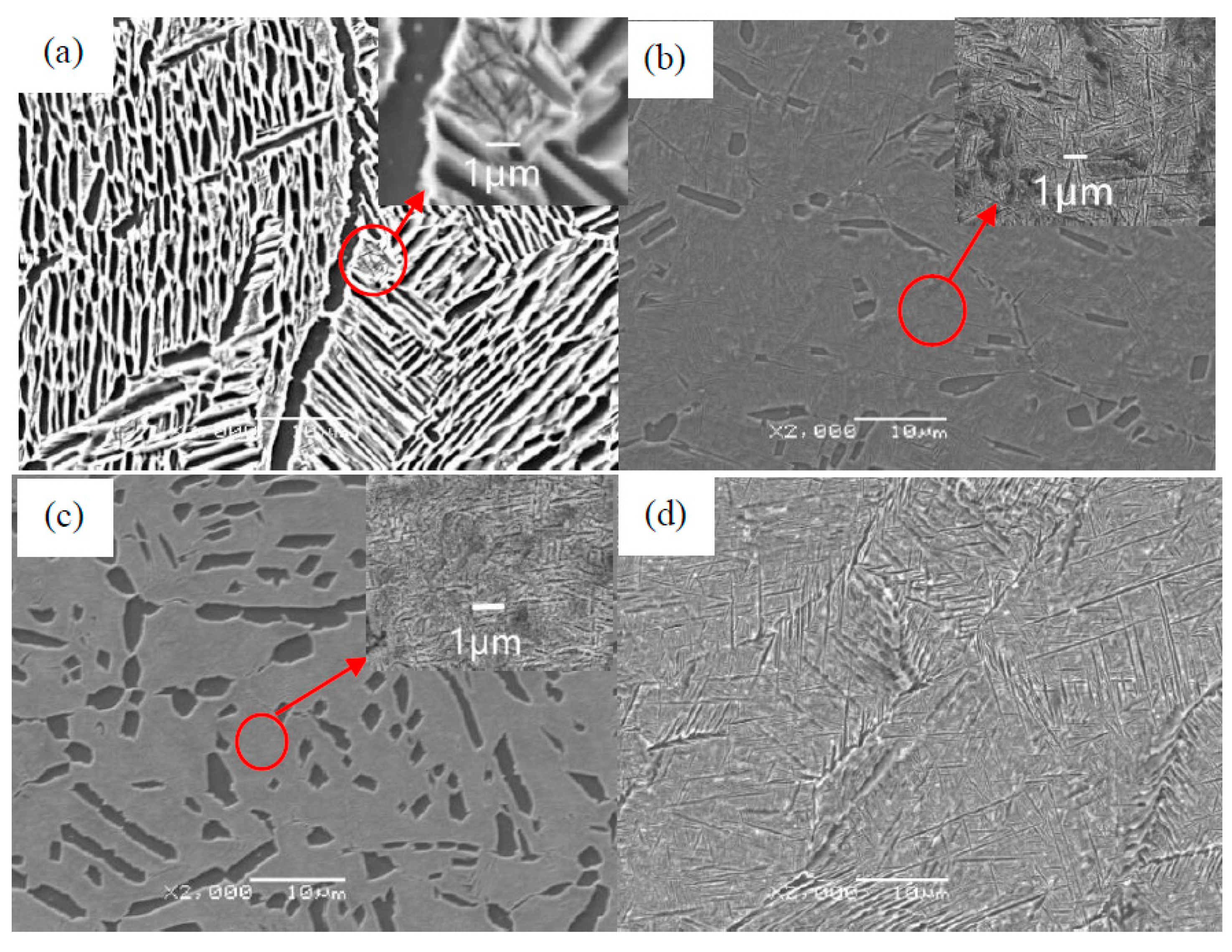
- When the deformation temperature was below 1010 °C, some lath α2/O phase within the welded joints underwent globularization, and then formed spherical or necklace-shaped phase. When the deformation temperature was above 1010 °C, only spicular O phase could be observed in the B2 matrix.
- (3)
- The dynamic globularization kinetics of second phases were analyzed, and found to be in accordance with the Avrami type equation. The dynamic globularization kinetics and globularization rate were sensitive to deformation conditions. It was found that the process of dynamic globularization was promoted by decreasing the strain rate and increasing the deformation temperature.
Author Contributions
Funding
Conflicts of Interest
References
- Chen, Y.H.; Deng, H.B.; Liu, H.; Zhang, T.M.; Li, S.H.; Wang, S.L.; Chen, C. A novel strategy for the reliable joining of Ti6Al4V/2A12-T4 dissimilar alloys via friction melt-bonded spot welding. Mater. Lett. 2019, 253, 306–309. [Google Scholar] [CrossRef]
- Wang, S.Q.; Li, W.; Zhou, Y.; Li, X.; Chen, D. Tensile and fatigue behavior of electron beam welded dissimilar joints of Ti–6Al–4V and IMI834 titanium alloys. Mater. Sci. Eng. A 2016, 649, 146–152. [Google Scholar] [CrossRef]
- Chun, Q.; Zekun, Y.; Dongya, Z.; Yongquan, N.; Hongzhen, G.; Zhanglong, Z. Effect of Hot Work on Stress Rupture Properties of Electron Beam Welds of Ti-24Al-15Nb-1.5Mo/TC11 Dual-Alloy. Rare Met. Mater. Eng. 2013, 42, 2207–2211. [Google Scholar] [CrossRef]
- Yang, J.; Li, J.; Xiong, J.; Liao, J.; Jin, F. Effect of welding parameters on microstructure characteristics and fatigue properties of dissimilar joints prepared by linear friction welding on TC11 and TC17 titanium alloys. Weld. World 2020, 64, 683–695. [Google Scholar] [CrossRef]
- Li, L.; Wang, S.; Huang, W.; Jin, Y. Microstructure and mechanical properties of electron beam welded TC4/TA7 dissimilar titanium alloy joint. J. Manuf. Processes. 2020, 50, 295–304. [Google Scholar] [CrossRef]
- Wang, S.; Chen, Y.; Li, L. Effect of beam deviation on electron beam welded Ti-22Al-25Nb/TC4 dissimilar alloys. Weld. World 2020, 64, 661–670. [Google Scholar] [CrossRef]
- Shao, L.; Wu, S.; Peng, W.; Datye, A.; Liu, J.; Lefoul, M.A.; Ju, H.; Liu, Y. Microstructure and mechanical behavior of an annealed automatic gas tungsten arc weld joint of TA16 and TC4 titanium alloys. Mater. Res. Express 2019, 6, 056523. [Google Scholar] [CrossRef]
- Utama, M.I.; Park, N.; Baek, E.R. Microstructure and Mechanical Features of Electron Beam Welded Dissimilar Titanium Alloys: Ti–10V–2Fe–3Al and Ti–6Al–4V. Met. Mater. Int. 2018, 25, 439–448. [Google Scholar] [CrossRef]
- Burkhardt, I.; Ventzke, V.; Riekehr, S.; Kashaev, N.; Enz, J. Laser welding and microstructural characterization of dissimilar gamma-TiAl-Ti6242 joints. Intermetallics 2019, 104, 74–83. [Google Scholar] [CrossRef]
- Li, J.; Shen, J.; Hu, S.; Zhang, H.; Bu, X. Microstructure and mechanical properties of Ti-22Al-25Nb/TA15 dissimilar joint fabricated by dual-beam laser welding. Opt. Laser Technol. 2019, 109, 123–130. [Google Scholar] [CrossRef]
- Zhu, F.; Peng, H.; Li, X.; Chen, J. Dissimilar diffusion bonding behavior of hydrogenated Ti2AlNb-based and Ti-6Al-4V alloys. Mater. Des. 2018, 159, 68–78. [Google Scholar] [CrossRef]
- Malikov, A.; Karpov, E.V.; Orishich, A.M. Effect of temperature on the fracture behaviour of heat-treated Al–Cu–Li alloy laser welds under low-cycle fatigue loading. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 1250–1261. [Google Scholar] [CrossRef]
- Shi, Y.; Wu, S.; Liao, H.; Wang, X. Microstructure and mechanical properties of CLF-1/316 L steel dissimilar joints welded with fiber laser welding. J. Manuf. Processes. 2020, 54, 318–327. [Google Scholar] [CrossRef]
- Wang, X.; Wang, J.; Gao, Z.; Hu, W. Effect of Heat Treatment on Thermal Expansion Behavior and Corrosion Resistance of Martensitic Stainless Steel Manufactured by Submerged Arc Welding. Int. J. Electrochem. Sci. 2020, 15, 3955–3968. [Google Scholar] [CrossRef]
- Zou, L.; Sun, Y.; Yang, X. An Entropy-Based Neighborhood Rough Set and PSO-SVRM Model for Fatigue Life Prediction of Titanium Alloy Welded Joints. Entropy 2019, 21, 117. [Google Scholar] [CrossRef]
- Mourer, D.; Raymond, E.; Ganesh, S.; Hyzak, J. Dual Alloy Disk Development. Superalloys 1996, 637–643. [Google Scholar] [CrossRef]
- Tsuda, O.; Kanamaru, N.; Furuta, S. PM Nickel-base Superalloy Dual-property Disks Produced by Superlastic Forging. Metal. Powder. Report. 1991, 46, 31–35. [Google Scholar] [CrossRef]
- Lu, X.F.; Shi, K.; Zhou, J.H.; Li, X.Y. Weld Thermomechanical Treatment with Roller Compaction and It’s Application in Coiled Tubing Manufacture. Welded Pipe Tube 2009, 32, 35–37. [Google Scholar] [CrossRef]
- Ding, C.; Shi, Q.; Liu, X.; Zheng, L.; Li, R.; Hang, Z.; Yu, B.; Wu, W. Microstructure and mechanical properties of PM Ti600 alloy after hot extrusion and subsequent annealing treatment. Mater. Sci. Eng. A 2019, 748, 434–440. [Google Scholar] [CrossRef]
- Zhang, J.; Wu, J.; Luo, Y.; Mao, X.; Guo, D.; Zhao, S.; Yang, F. Hot Deformation Mechanisms of Ti22Al25Nb Orthorhombic Alloy. J. Mater. Eng. Perform. 2019, 28, 973–980. [Google Scholar] [CrossRef]
- Zhang, J.; Guo, H.; Li, K. Effect of Isothermal Deformation Amount on Electron Beam Welded Joint of Ti60/Ti-22Al-25Nb. Mater. Manuf. Process. 2016, 31, 2130–2135. [Google Scholar] [CrossRef]
- Jia, J.; Zhang, K.; Lu, Z. Dynamic recrystallization kinetics of a powder metallurgy Ti–22Al–25Nb alloy during hot compression. Mater. Sci. Eng. A 2014, 607, 630–639. [Google Scholar] [CrossRef]
- Wu, C.-B.; Yang, H.; Fan, X.-G.; Sun, Z.-C. Dynamic globularization kinetics during hot working of TA15 titanium alloy with colony microstructure. Trans. Nonferrous Met. Soc. China 2011, 21, 1963–1969. [Google Scholar] [CrossRef]
- Shell, E.B.; Semiatin, S.L. Effect of initial microstructure on plastic flow and dynamic globularization during hot working of Ti-6Al-4V. Met. Mater. Trans. A 1999, 30, 3219–3229. [Google Scholar] [CrossRef]
- Zhang, J.; Guo, H.; Liang, H. Dynamic Recrystallization Behavior of Ti22Al25Nb Alloy during Hot Isothermal Deformation. High Temp. Mater. Process. 2016, 35, 1021–1030. [Google Scholar] [CrossRef]
- Chen, W.; Wang, H.; Lin, Y.C.; Zhang, X.; Chen, C.; Lv, Y.; Zhou, K. The dynamic responses of lamellar and equiaxed near beta-Ti alloys subjected to multi-pass cross rolling. J. Mater. Sci. Technol. 2020, 43, 220–229. [Google Scholar] [CrossRef]
- Qiu, P.; Han, Y.; Huang, G.; Le, J.; Lei, L.; Xiao, L.; Lu, W. Texture Evolution and Dynamic Recrystallization Behavior of Hybrid-Reinforced Titanium Matrix Composites: Enhanced Strength and Ductility. Met. Mater. Trans. A 2020, 51, 2276–2290. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Welding Method | Accelerate Voltage /kV | Focusing Current /mA | Welding Current /mA | Welding Speed /mm·s−1 |
|---|---|---|---|---|
| Position welding | 150 | 1950 | 6 | 8 |
| Welding | 150 | 1950 | 22 | 8 |
| Modify welding | 150 | 1950 | 10 | 8 |
| Element | Ti | Al | Nb | Sn | Si | |
|---|---|---|---|---|---|---|
| Phase | ||||||
| B2 | 63.74 | 7.32 | 27.66 | 1.17 | 0.11 | |
| α2 | 68.43 | 11.79 | 17.16 | 2.14 | 0.49 | |
| O | 59.48 | 7.33 | 36.20 | 2.31 | - | |
| Properties | Rm/MPa | Rp0.2/MPa | A% | Z% | |
|---|---|---|---|---|---|
| Samples | |||||
| Welded sample | 713 | 686 | - | - | |
| Forged sample * | 963 | 861 | 7.0 | 21.0 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Xue, X.; Zhang, J.; Li, H.; Guo, P.; Pan, H.; Hou, H.; Jia, G. Microstructure Control of Welded Joints of Dissimilar Titanium Alloys by Isothermal Forging. Materials 2020, 13, 3347. https://doi.org/10.3390/ma13153347
Zhang Y, Xue X, Zhang J, Li H, Guo P, Pan H, Hou H, Jia G. Microstructure Control of Welded Joints of Dissimilar Titanium Alloys by Isothermal Forging. Materials. 2020; 13(15):3347. https://doi.org/10.3390/ma13153347
Chicago/Turabian StyleZhang, Yongqiang, Xiangyi Xue, Jingli Zhang, Huiming Li, Ping Guo, Hao Pan, Hongmiao Hou, and Guoyu Jia. 2020. "Microstructure Control of Welded Joints of Dissimilar Titanium Alloys by Isothermal Forging" Materials 13, no. 15: 3347. https://doi.org/10.3390/ma13153347
APA StyleZhang, Y., Xue, X., Zhang, J., Li, H., Guo, P., Pan, H., Hou, H., & Jia, G. (2020). Microstructure Control of Welded Joints of Dissimilar Titanium Alloys by Isothermal Forging. Materials, 13(15), 3347. https://doi.org/10.3390/ma13153347