3.4. Constitutive Analysis
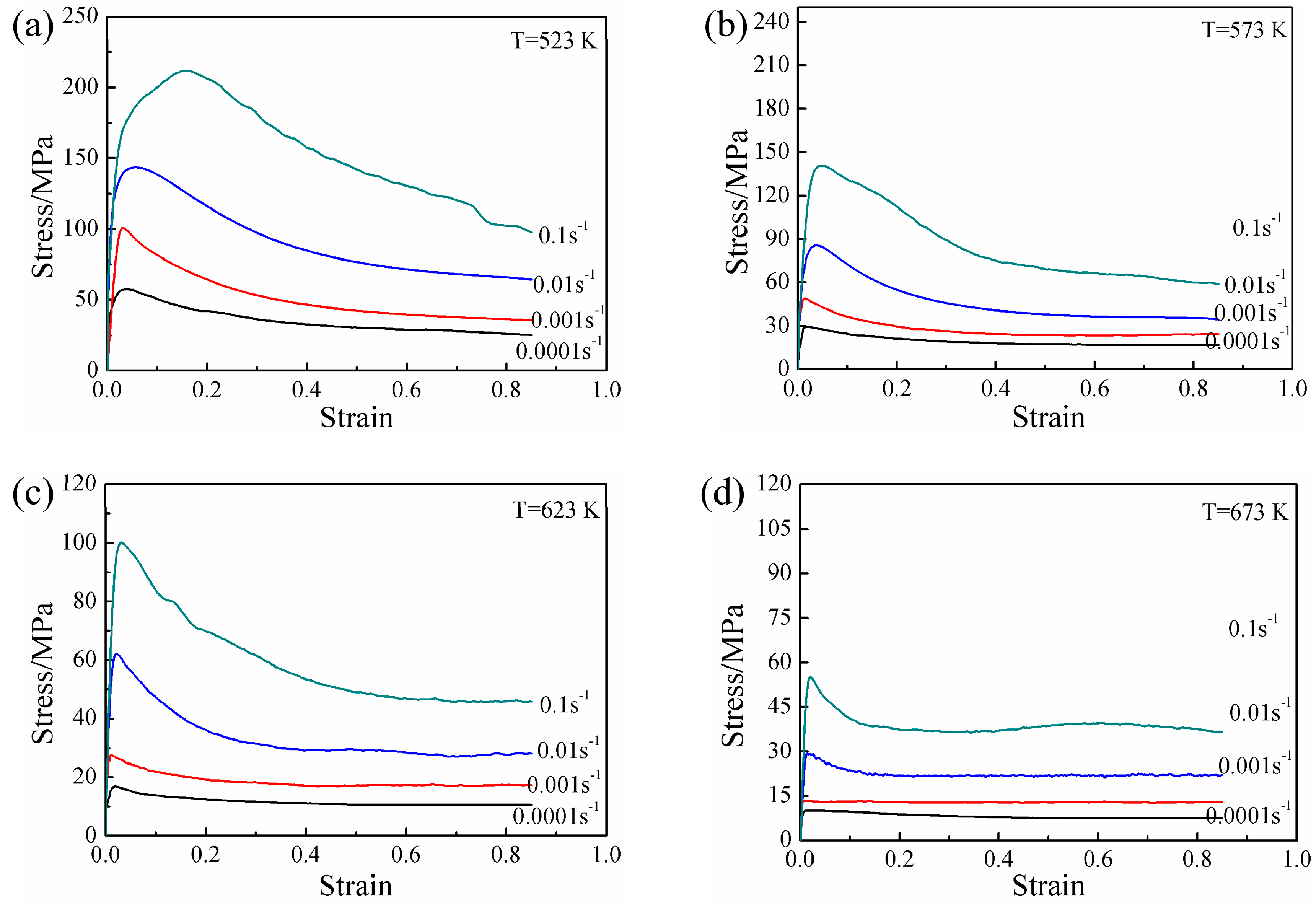
Research on different materials reveals that thermal deformation is a process controlled by thermal activation. The deformation behavior was greatly affected by strain rate and deformation temperature. According to the characteristics of the flow stress–strain curves, the relationship between flow stress and deformation conditions (temperature and strain rate) can be expressed by the hyperbolic sine Arrhenius-type equation proposed by Sellars [
23]:
where
is the strain rate,
A (s
−1) and
α (MPa
−1) are the material constants,
σ is the flow stress (MPa),
n is the stress index,
R is the general gas constant (8.314 J·mol
−1K
−1), T is the absolute temperature (K), and
Q is the activation energy of thermal deformation (KJ/mol). Equation (1) can be expressed as two power-law expressions, which are expressed as Equations (2) and (3), under low-stress and high-stress conditions, respectively [
24]:
where
A1,
A2,
β =
αn1 are material constants. The maximum stress (peak stress
σp) in the flow curve can be used as the representative stress of each flow curve [
25]. To study the flow characteristics of Mg-16Al Mg alloy during hot working after solution treatment, the peak stress,
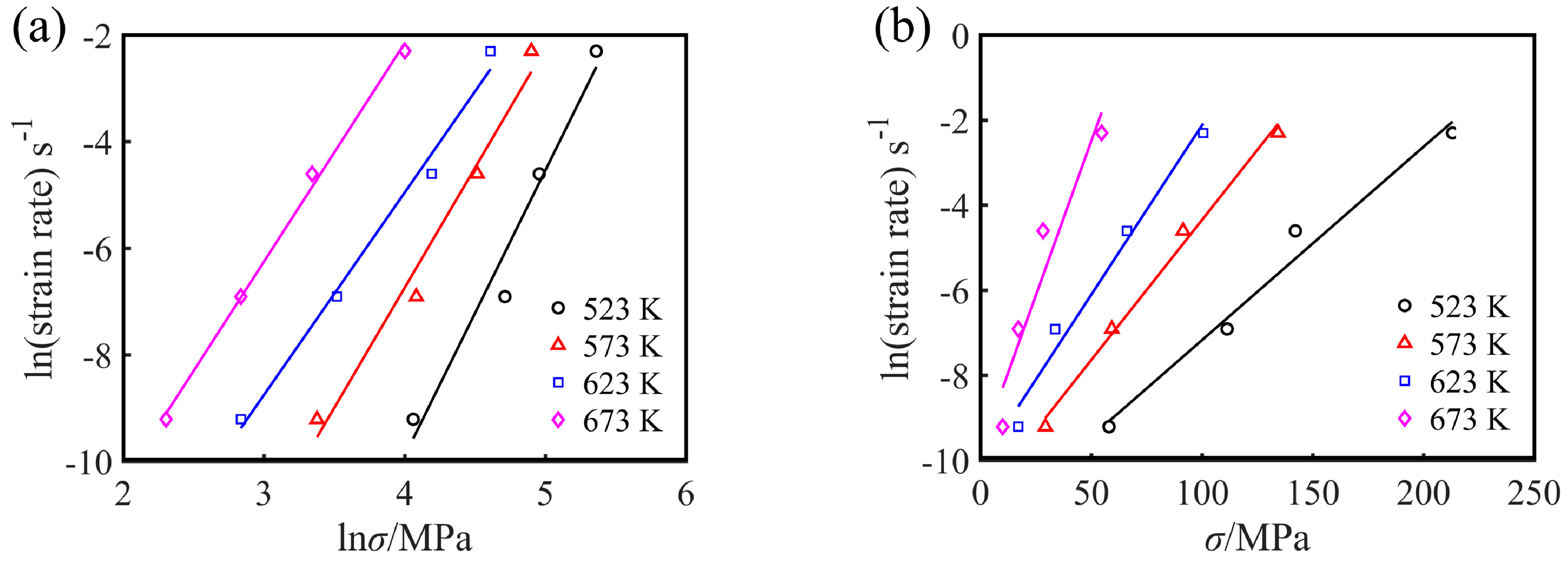
σp, was used to calculate the constitutive equation parameters in this work. After taking the natural logarithms for both sides of Equations (1)–(3), it is found that
n,
n1, and
β are the slopes obtained from the linear fitting results of the curves of ln
versus ln
σ,
σ, and ln[sinh(
ασ)], respectively, as shown in
Figure 6 and
Figure 7a. The
n1,
β,
n, and
α values of the experimental alloys under various deformation conditions were 4.437, 0.084, 2.840, and 0.0189, respectively.
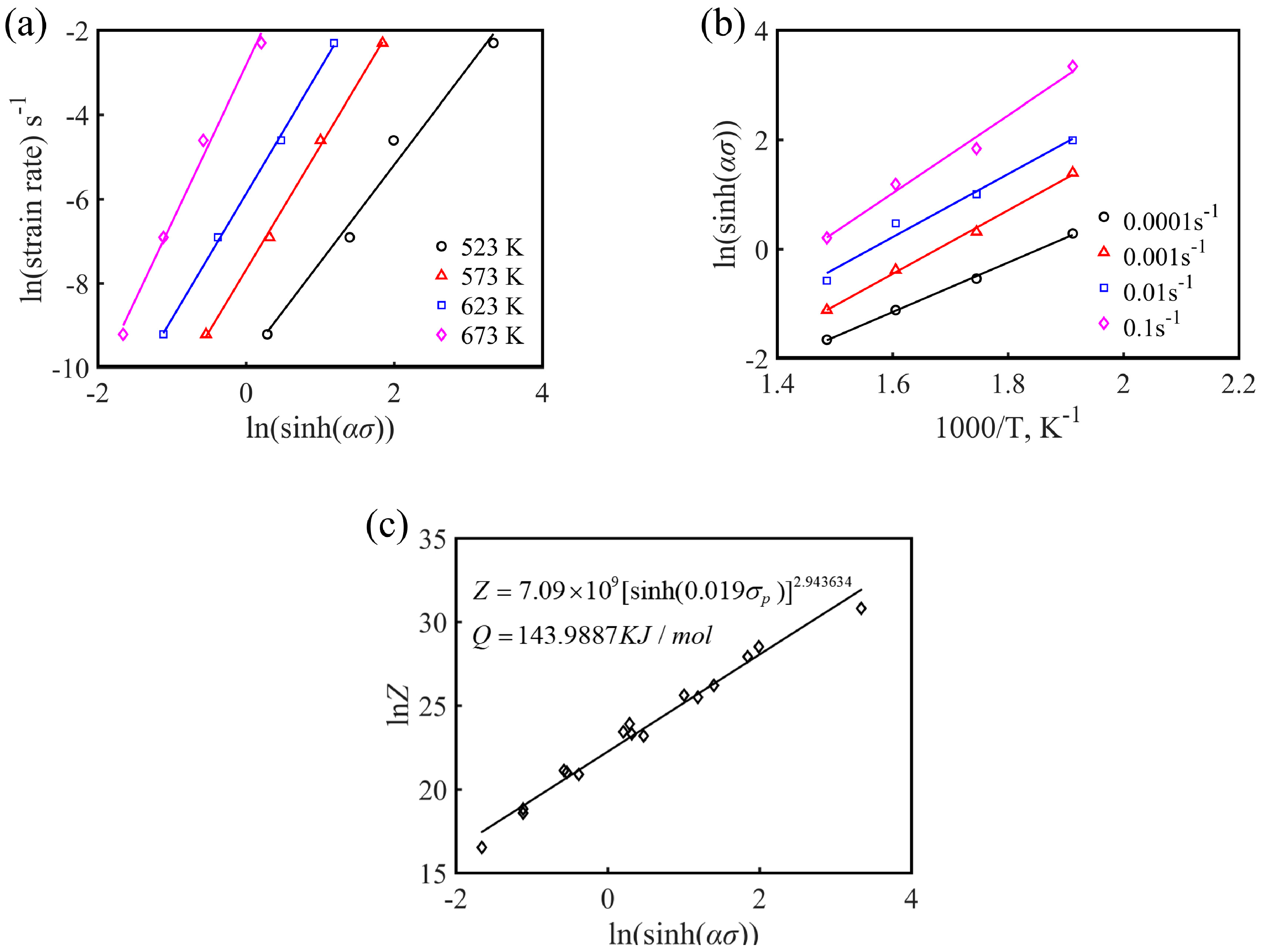
According to Equation (1), the deformation activation energy
Q can be defined as
where the stress index,
n, is the average slope of the ln
-ln[sinh(
ασ)] linear fitting curves at a certain temperature, and S is the average slope of the ln[sinh(
ασ)]-1/T linear fitting curves at a certain strain rate. According to the linear fitting results of
Figure 7a,b, the average activation energy
Q of Mg-16Al Mg alloy under different deformation conditions can be calculated to be 143.99 KJ·mol
−1.
Additionally, the constitutive equation parameters (
Q,
α, and
n) obtained for different types of AZ-based deformed Mg alloys [
22] under various deformation conditions were summarized, as shown in
Table 1. The
Q of the experimental alloy was greater than the values of AZ41, AZ61, and AZ80. Moreover, this value was far greater than the activation energy of grain boundary self-diffusion in Mg (92 kJ/mol) [
26], which was higher than that of lattice self-diffusion energy in Mg (135 kJ/mol) [
27]. However, the
Q value was close to the diffusion activation energy of Al in Mg (143 KJ/mol), indicating that the rate control mechanism of the alloy during the initial deformation was solute diffusion [
28]. The
Q values of AZ41, AZ61, and AZ80 decreased with increasing Al content. The reason was that the
β-Mg
17Al
12 phase particles become softened at temperatures exceeding 423 K [
29], and the second phase particles at the GBs weaken the obstacles to dislocation motion, thereby reducing the deformation activation energy of the alloy. However, for the experimental alloy, the relatively high deformation activation energy may be explained in terms of two effects. On the one hand, the solution treatment was performed prior to the plastic deformation, but many of the Al atoms were only partly dissolved in the alloy matrix. To a certain extent, the barrier effect of
β-Mg
17Al
12 phases at the GBs and the Mg
17Al
12 phases precipitated from the matrix during the deformation was weakened. The number of particles in the second phase was more than that of other alloys, and the inhibition effect was negligible. On the other hand, numerous Al atoms dissolved in the matrix increased the hindrance to dislocation motion, thereby increasing the energy required for dislocation cross slip and climb.
A different stress index,
n, reflects different creep mechanisms. When
n is 2, the grains can rotate with each other, the grain boundaries can be coordinated, and slip can occur; when
n is 3, the grains of the matrix larger, with fewer and coarse grain boundaries, solute dragging the grain boundaries will occur, at which time the dislocation slip creep becomes the main deformation mechanism; when
n is 5, the creep mechanism is the dislocation creep controlled by climbing [
30]. The
n value of Mg-16Al Mg alloy was approximately equal to 3 under different strain conditions, which was lower than that of other AZ-based Mg alloys, indicating that the deformation mechanism of the alloy during deformation was controlled by dislocation slip.
The influence of temperature and strain rate on the flow behavior can also be expressed by the Zener–Holloman (
Z) parameter, which is given by Equation (5):
Taking the natural logarithm on both sides of Equation (5), Formula (6) is obtained:
Figure 7c shows the results of the linear regression of ln
Z and ln [sinh(
ασ)]. The slope,
n, and intercept ln,
A, of the experimental alloy were 2.944 and 21.696, respectively, and the corresponding
A value was 7.09 × 10
9. B substituting the calculated parameter values (
n, α,
Q, and
A) into Equation (1), the hot deformation constitutive equation of the Mg-16Al Mg alloy can be obtained.
As shown in
Figure 7c, it can be clearly found that the change of peak stress,
σp, and
Z value exhibited a good linear relationship, and the
Z value increased with the increase of the peak stress value,
σp, which indicated that the constitutive equation established was effective. The equation describing the relationship between the peak stress,
σp, and the
Z parameter is as follows:
3.4.1. Compensation of Strain
The influence of strain on the thermal deformation behavior of metallic materials is considered (in general) negligible, and, hence, the influence of strain is neglected in Equation (1). However, many studies have shown that the strain variable has a significant effect on the deformation activation energy and material constants in the entire strain range [
31,
32,
33,
34,
35,
36]. To further explore the flow deformation behavior of the Mg-16Al Mg alloy,
α,
n,
Q, and ln
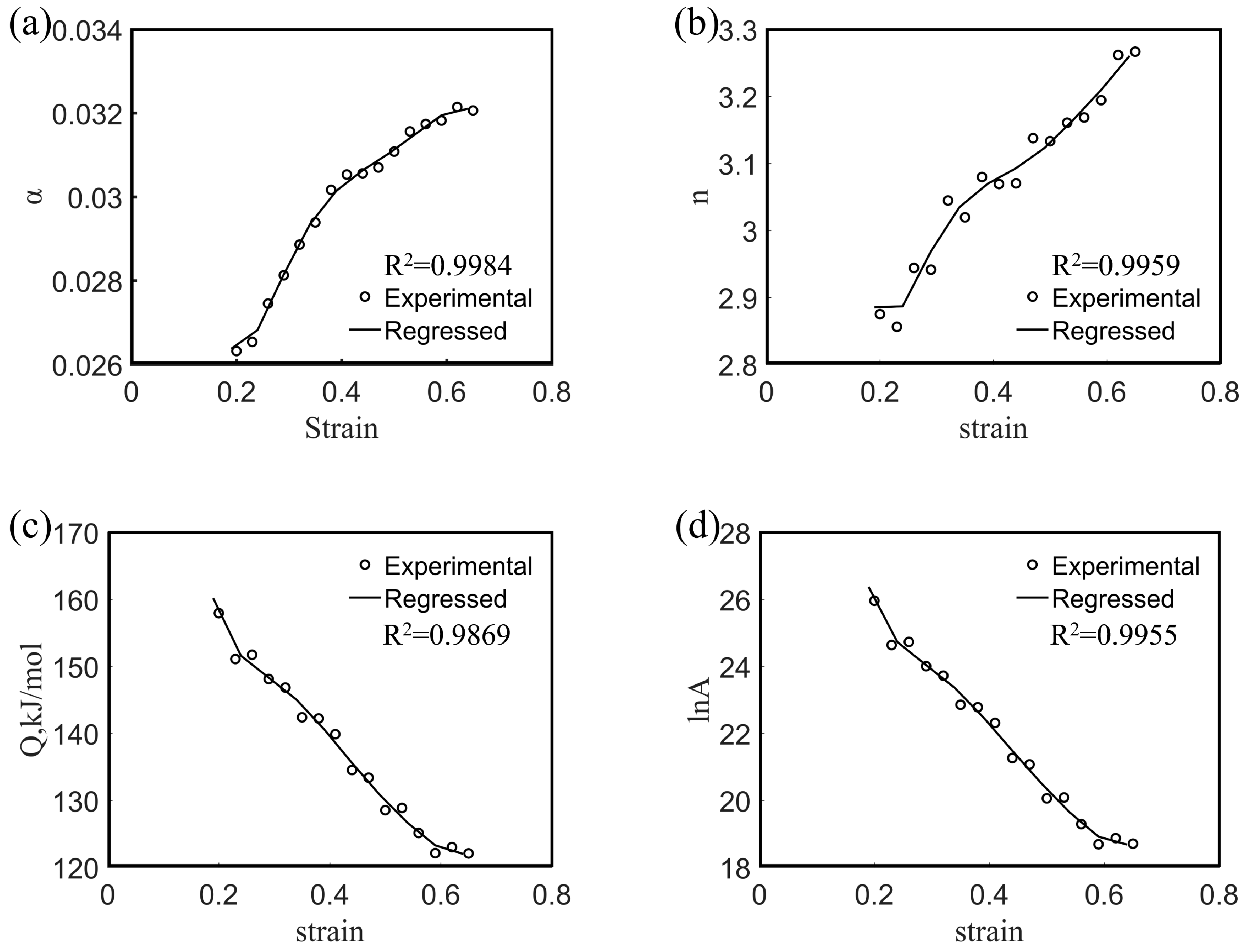
A values were obtained under different strains based on experimental data.
Figure 8 shows the
α,
n,
Q, and ln
A values of the experimental alloy as a function of the strain. Each value varied significantly with the strain. Therefore, the effect of strain must be considered in order to obtain a constitutive equation that accurately describes the thermal deformation behavior. To incorporate the influence of strain into the equation, the activation energy,
Q, and the material constants (
α,
n, and ln
A) are assumed to be polynomial functions of the strain [
25].
According to the literature [
20], the sixth-degree polynomial functions between the material constants and the true strain are given as follows:
The polynomial functions (9) were fitted based on the material constants and activation energies obtained under different true strain conditions. The coefficients of the sixth-order polynomial functions are shown in
Table 2, and the fitting curves are shown in
Figure 8. As shown in the figure, the experimental data exhibited good correlation with the material constant obtained via polynomial function fitting. After the deformation activation energy and material constants are determined from the fitting function, the flow stress under specific strain conditions can be predicted as follows:
3.4.2. Verification of Constitutive Equation
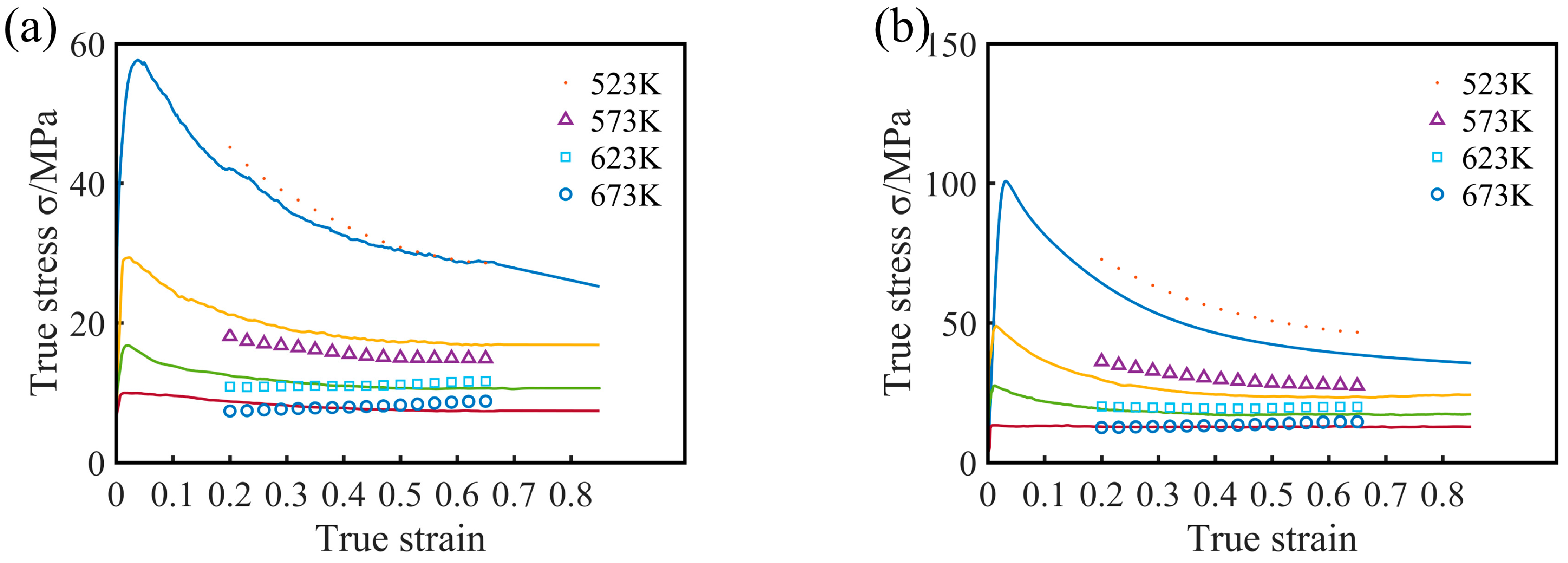
The predicted values and the measured values of the Mg-16Al experimental alloy under different conditions are compared in
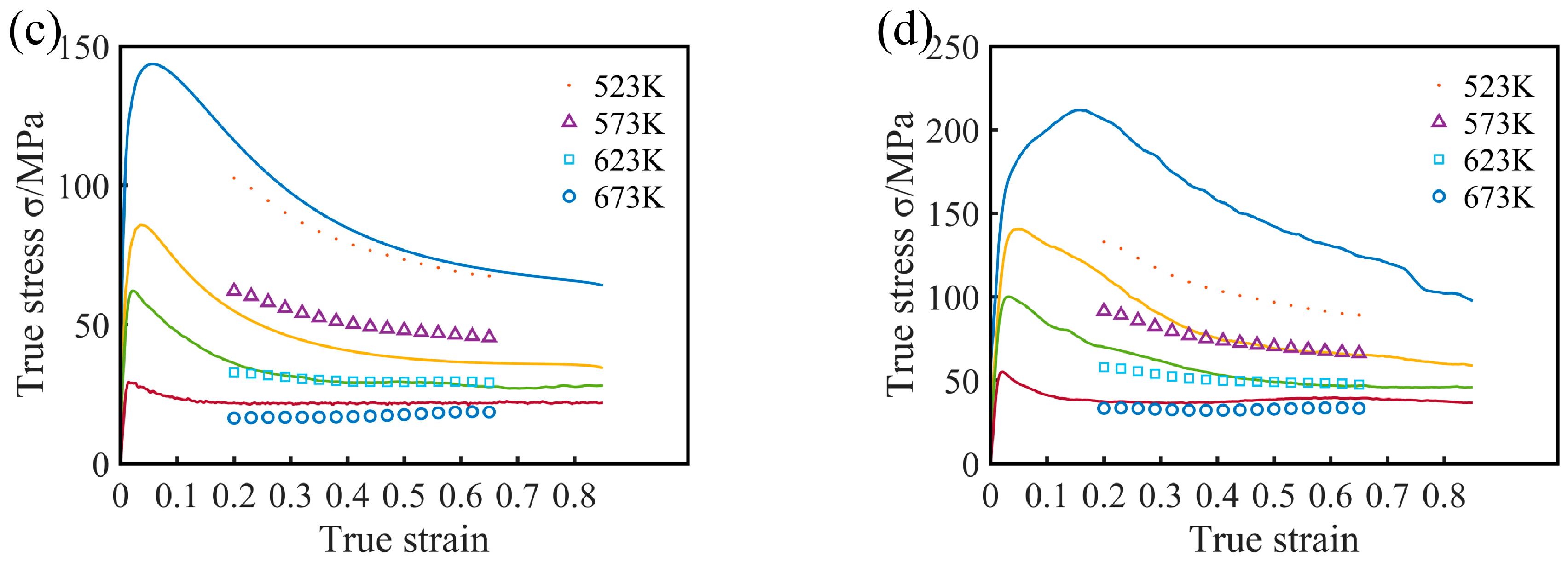
Figure 9, and the curves are the true stress–strain curves obtained by the experiment. As the figure shows, the predicted stress values concurred (in general) with the experimental values. However, at low temperature and high strain rate (523 K/0.1 s
−1), the predicted values were significantly smaller than the actual values, leading to the failure of the constitutive equation. This may be attributed to two factors, namely (i) numerous twin structures are generated in the experimental alloy during deformation, as shown in Figure 18a, and (ii) the permanent microscopic strength of the Mg
17Al
12 phases varied significantly with the temperature, as shown in
Figure 10 [
37]. Under this deformation condition, many
β-Mg
17Al
12 phases, which were undissolved in the matrix, became attached to regions near the twin boundaries. However, the
γ-Mg
17Al
12 phases, which were dissolved in the
α-Mg matrix, were re-precipitated from the matrix. At this time, the microscopic strength value of the Mg
17Al
12 phase (420 MPa) was considerably greater than the strength of the experimental alloy. These may have resulted in an increase in the overall stress values of the alloy under the condition of low temperature and high strain rate. Consequently, the predicted stress values were lower than the experimental values.
The accuracy of the constitutive equation was further evaluated, and the predictive power of this equation was quantified. This was achieved by calculating, from Equations (11) and (12) [
33], the correlation coefficient (
R) and the average absolute relative error (AARE,
ER) between the experimental and predicted flow stress values:
where
E is the experimental flow stress value, and
P is the flow stress value predicted by the constitutive equation. Moreover,
are
the average values of experimental and predicted flow stress, respectively.
N is the total number of the data in the study.
The correlation coefficient,
R, represents the linear relationship strength between the experimental and the predicted stress values. The predicted value of the model may be higher or lower (than the actual value), but the
R value increases non-monotonically with the goodness of the fit [
38,
39]. Therefore, the unbiased statistical parameter
AARE was also used in this study, to verify the predictability of the model.
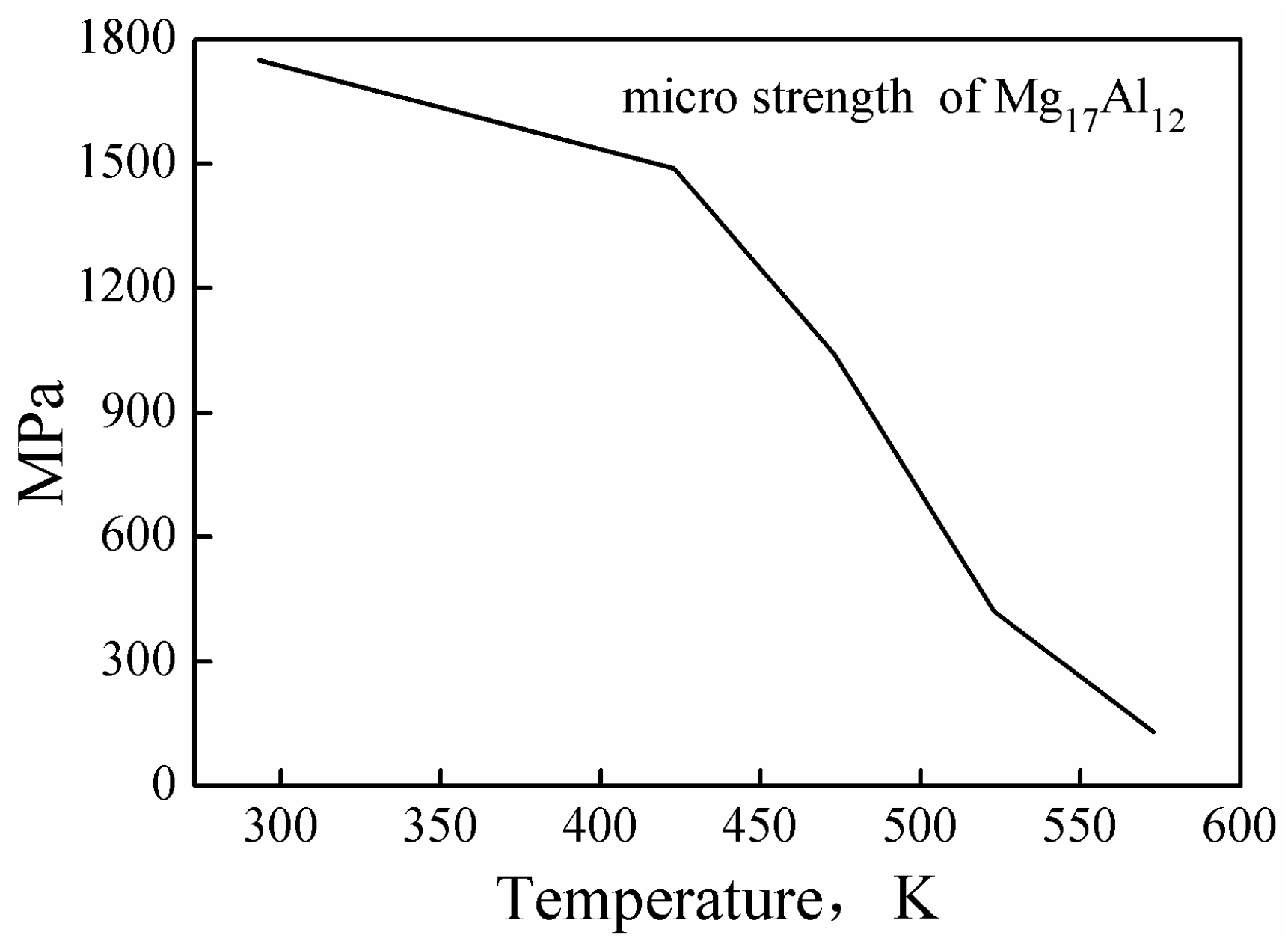
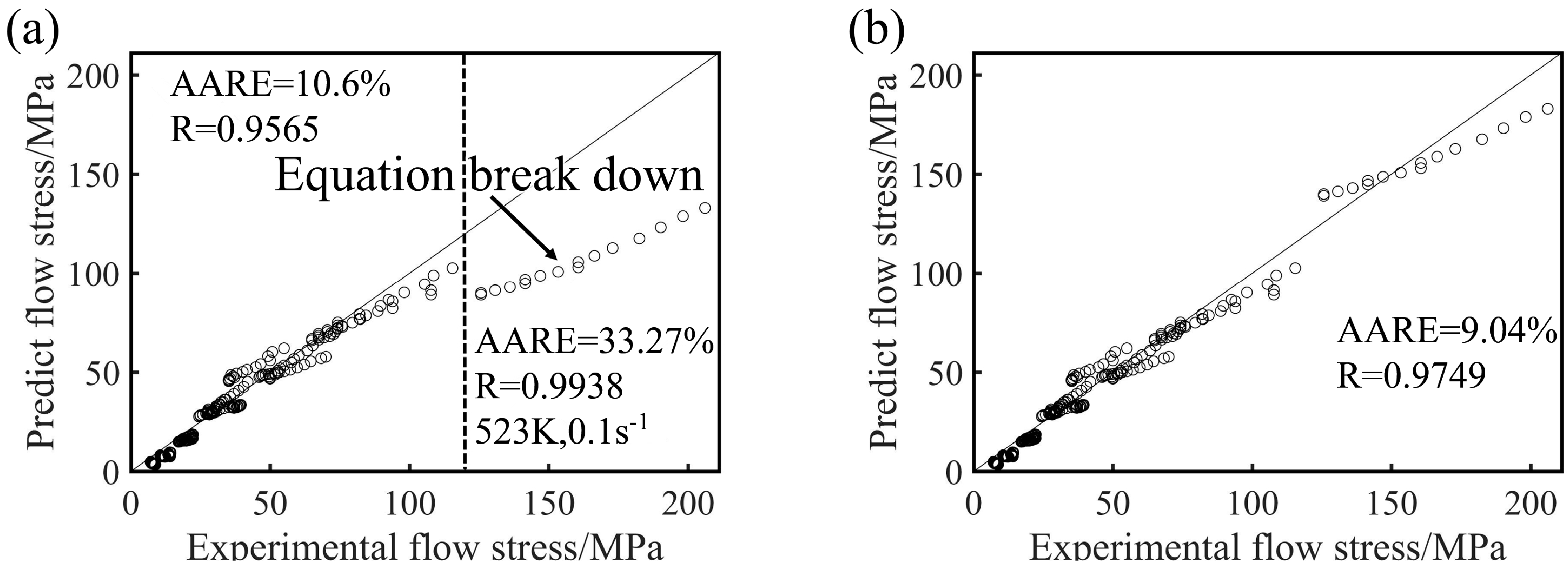
R and
AARE values of 0.9565 and 10.6%, respectively, were calculated for large-scale deformation conditions (see
Figure 11a). This reflected the good correlation between the experimental data and the predicted data, and a good predictive ability of the proposed constitutive equation was noted. However, a maximum
AARE value of 33.27% was calculated for deformation conditions such as low temperature and high strain rate (523 K/0.1 s
−1). This value indicated that the constitutive model was inapplicable and the equation was invalid. The predicted stress values of the constitutive model were considerably smaller than the experimental stress values, and, therefore, a stress value (
) was added to Equation (10), for improved stress prediction. A comparison of the predicted stress value with the experimental stress value revealed a value of 50 MPa (see Equation (13)) for the constitutive equation corresponding to this condition).
Figure 11b shows the comparison between the experimental flow stress values and the predicted stress values after inclusion of the additional stress. Under all deformation conditions, the calculated
R and
AARE values were 0.9749 and 9.04%, respectively. After the stress value was added, the flow stress at a temperature of 523 K and a strain rate of 0.1 s
−1 was accurately predicted by the constitutive equation (i.e., Equation (13)).
3.5. Critical Conditions of DRX
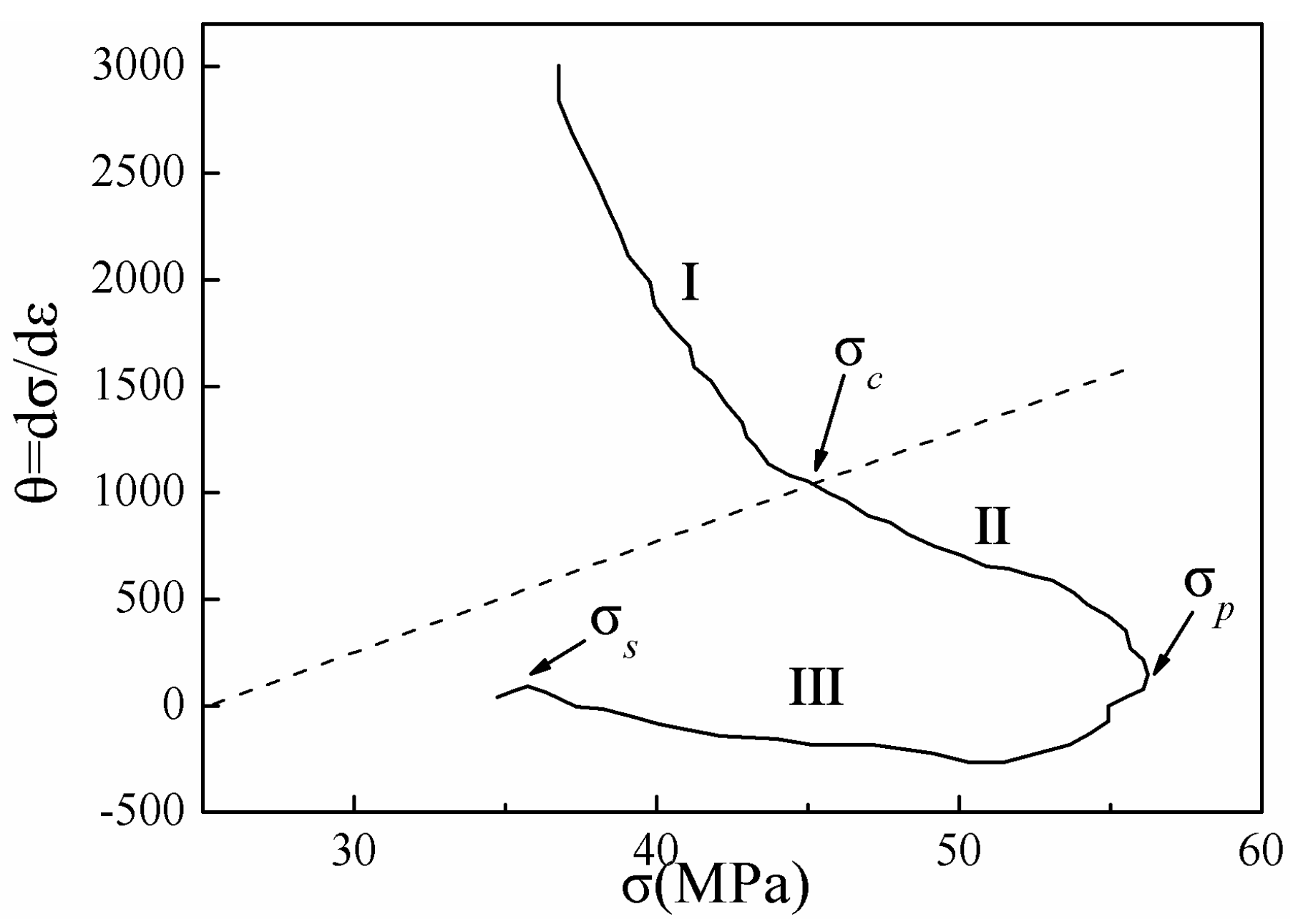
Figure 12 shows the typical strain hardening rate (
θ = d
σ/d
ε) versus flow stress (
σ) obtained at 673 K and 0.1 s
−1. The
θ-
σ diagrams can be divided into three distinct stages. The first stage lasted from the initial stress to the critical stress (
σc), where the value of
θ decreased sharply. The second stage encompassed the deformation from DRX (corresponding to
σc) to the peak stress (
σp). At this time, DRX began inside the material, and the strain hardening rate decreased with increasing flow stress, until the peak flow stress (corresponding to
σp) was reached. At
σp, the work hardening effect and dynamic recrystallization softening effect were balanced. The third segment lasted from
σp to the steady-state flow stress (corresponding to
σs), where recrystallization softening played a dominant role. At this time, the flow stress began to decrease, and the strain hardening rate decreased to a negative value. Upon rebalancing of the recrystallization softening and work hardening processes, the material entered a steady-state flow stage [
40].
Poliak and Jonas [
10] proposed a method of determining the critical condition required for DRX by considering the inflection point of strain hardening rate
θ–
σ (
θ = d
σ/d
ε) relation curves. For accuracy of the calculation, the second derivative method was used to obtain the minimum values of (−d
θ/d
σ)–
σ relation curves as the critical stress values of DRX, and the corresponding critical strain values were calculated.
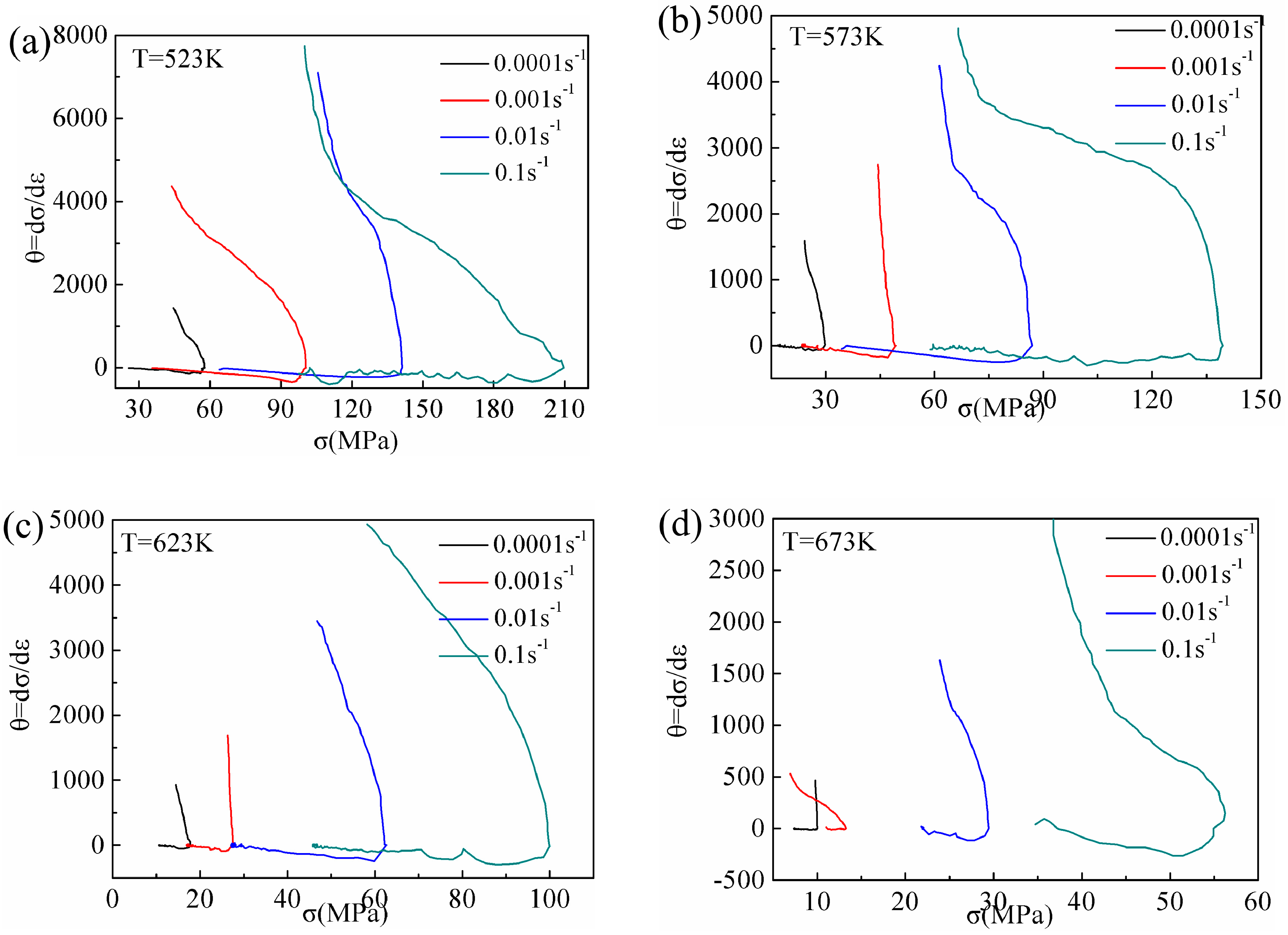
Figure 13 shows the relation curves between the
θ and
σ of Mg-16Al Mg alloy under certain deformation conditions. In this study, the critical strain and critical stress values under different deformation conditions were determined via the second derivative method.
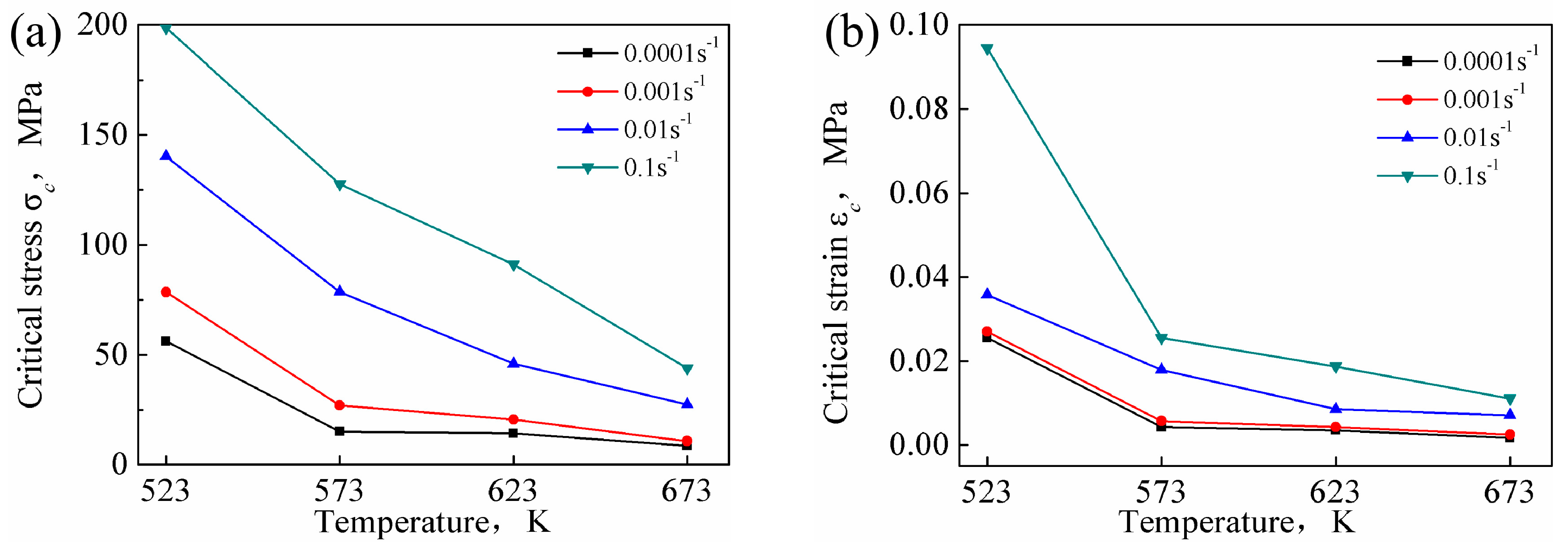
The
σc and
εc of DRX are affected by both the temperature and the strain rate (as shown in
Figure 14). For a given strain rate, the critical condition values decreased with increasing temperature. The diffusion rate of atoms increased with increasing deformation temperature, and the dislocations were prone to slip and climb. Moreover, the propensity for grain boundary slip increased, which was conducive to the occurrence of DRX. For a given temperature, the critical condition values increased with increasing strain rate. The time for dislocation movement was insufficient under high strain rate conditions, and, hence, elimination of the internal stress in the grains was difficult, resulting in aggregation of the dislocations. Similarly, the nucleation and growth time of recrystallized grains was also insufficient, which was unfavorable for the occurrence of DRX.
The critical stress values for DRX of the Mg-16Al Mg alloy were lower than that of other AZ-based Mg alloys [
16,
17], indicating that several Mg
17Al
12 phases hindered grain boundary migration. The consequent grain growth inhibition yielded uniform and fine grains. Moreover, many Mg
17Al
12 phase particles obstructed dislocation movement, causing dislocation accumulation, and the accumulation sites served as DRX nucleation points. This promoted the nucleation of recrystallized grains, and these regions were prone to DRX.
To further illustrate the effect of strain rate and temperature on the
εc of DRX, the Sellars model [
14] was introduced to characterize the
εc model:
where
a and
b are constants and
Z is the Zener–Hollomon parameter. The average activation energy
Q of Mg-16Al Mg alloy under different deformation conditions was 143.99 KJ/mol. The logarithm of both sides of Equation (14) is taken as follows:
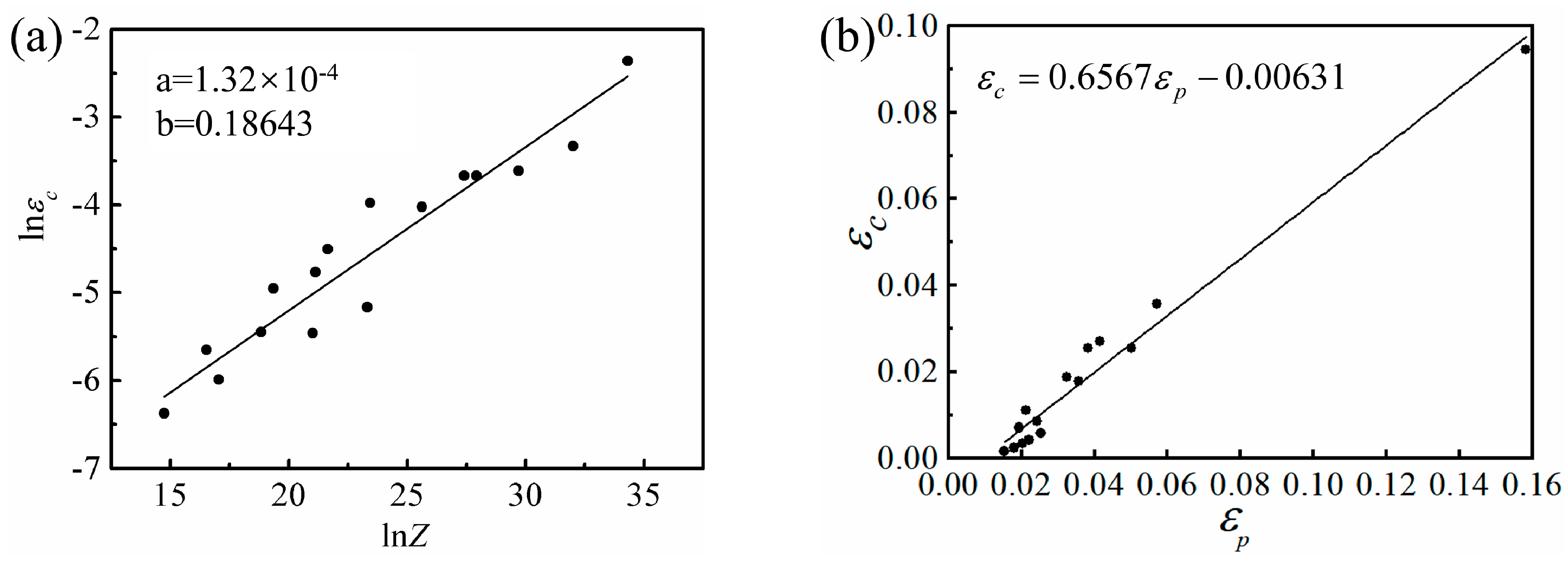
The
εc,
Q, and microstructure of the experimental alloy were analyzed. For different strain rates, the single-factor linear regression of ln
εc-ln
Z was performed (see
Figure 15a), and Equation (16) described the critical strain prediction model of the Mg-16Al Mg alloy. The results of the model revealed that the high deformation temperature reduced the
Z parameter and the critical strain,
εc, of DRX, thereby promoting the occurrence of DRX. However, the high strain rate led to an increase in the
Z-parameter, and, hence, the
εc required the occurrence of DRX, thereby suppressing the occurrence of DRX.
Univariate linear regression was performed on the
εc versus peak strain (
εp) curves of the Mg-16Al Mg alloy (see
Figure 15b for the linear relationship). The linear regression results of the
εc-εp curves can be described by Equation (17), which showed that DRX occurred before the peak strain was reached.
3.6. Hot Processing Map
Processing maps based on dynamic material model theory are considered to be effective methods for optimizing the hot working parameters of many metals and alloys over a wide range of temperatures and strain rates. In this model, the workpiece is regarded as an energy dissipator, and the instantaneous power during plastic deformation is given as follows [
41]:
where
σ is the flow stress, and
is the strain rate. The first integral is expressed in
G, which represents the energy consumed by plastic deformation of materials, most of which is converted into heat energy, and a small part is stored in the form of crystal defect energy. The second integral is expressed in
J, which represents the energy consumed by the evolution of microstructure during the plastic deformation of materials. The distribution ratios of
G and
J can be described by the strain rate sensitivity index,
m, of flow stress:
According to
m, the dimensionless power dissipation efficiency,
η, relative to microstructural changes, can be obtained as follows:
The power dissipation diagram is the contour map of the power dissipation efficiency,
η, drawn on the ln
-T two-dimensional plane under a certain strain. The metallographic observation can be used to analyze the deformation mechanism of different regions with the power dissipation efficiency map. Based on the extreme principles of irreversible thermodynamics, the continuous instability criterion is defined as follows [
42]:
The instability map consisting of , ln, and T, and when the unstable parameter is negative, indicating that the rheological instability such as wedge cracking, localized deformation, shear deformation, and so on has occurred.
According to Equations (20) and (21),
η and
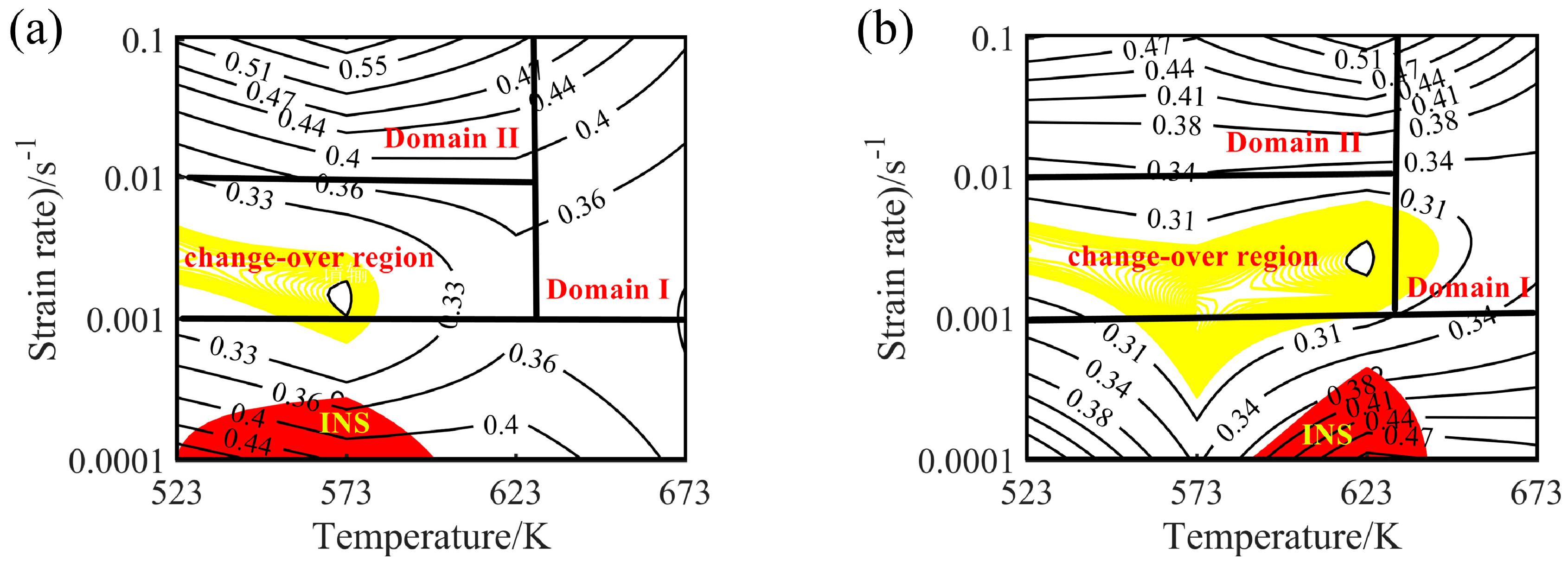
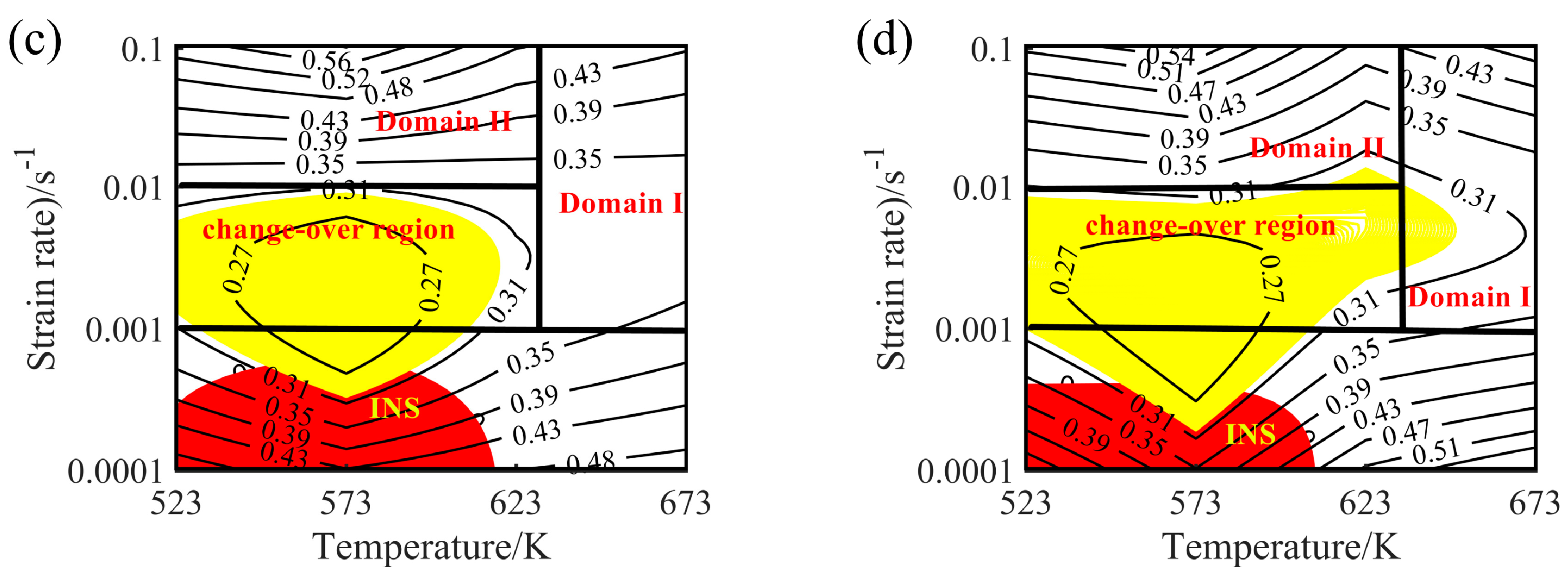
values under different strain conditions can be obtained, and the hot processing maps can be obtained by superposing the power dissipation diagrams and instability diagrams. The hot processing maps under different strains are shown in
Figure 16.
The contour lines in the hot processing map represent the value of energy dissipation efficiency, the yellow area represents the transition region (change-over region), and the red area represents the instability area (INS). The value of power dissipation efficiency greater than 30% is suitable for hot deformation of Mg alloys [
43]. Generally speaking, the dissipation efficiency increases with the increase of temperature and the decrease of strain rate. Similarly, the dissipation efficiency of Mg-16Al Mg alloy increases with increasing temperature. However, when the strain rate ranges from 0.001 to 0.1 s
−1, the values of power dissipation efficiency increase with the increase of the strain rates. While the strain rate ranges from 0.0001 to 0.001 s
−1, the values of power dissipation efficiency decrease with the increase of the strain rates.
The hot processing maps of the Mg-16Al Mg alloy under different strain conditions are shown in
Figure 16. Four different areas can be clearly distinguished, namely a workability region (Domain Ι), a metastable workability region (Domain ΙΙ), a transition region (change-over region), and an instability region (INS). The area of the change-over region and the INS increased significantly with an increasing amount of strain.
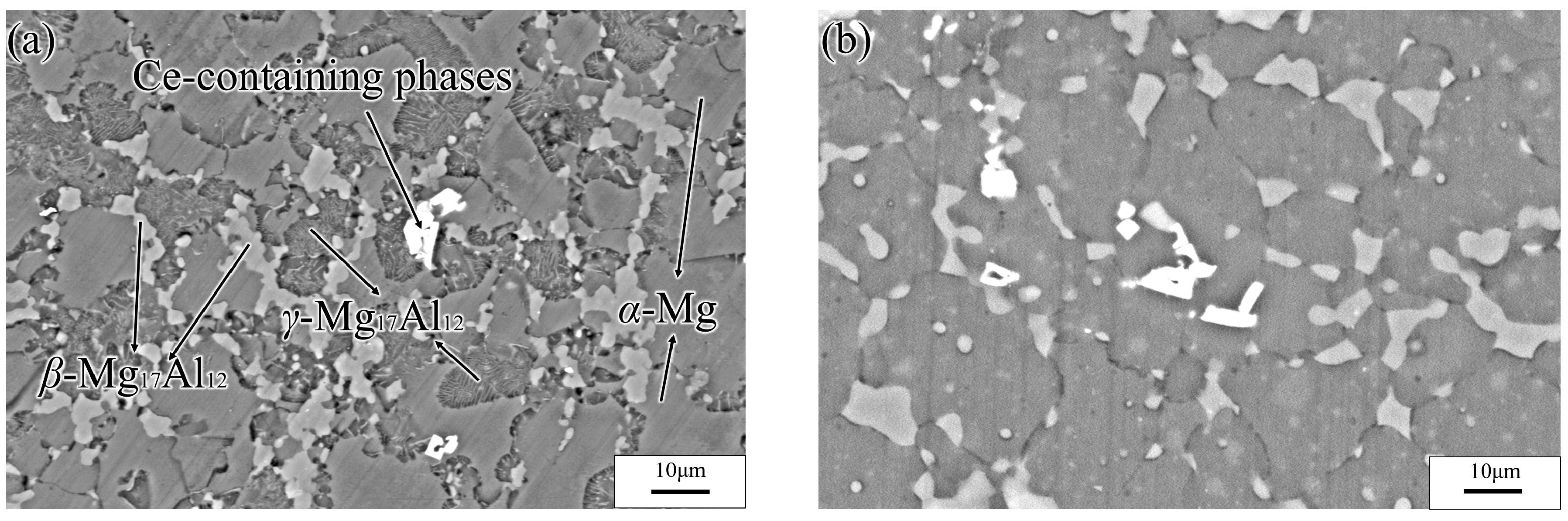
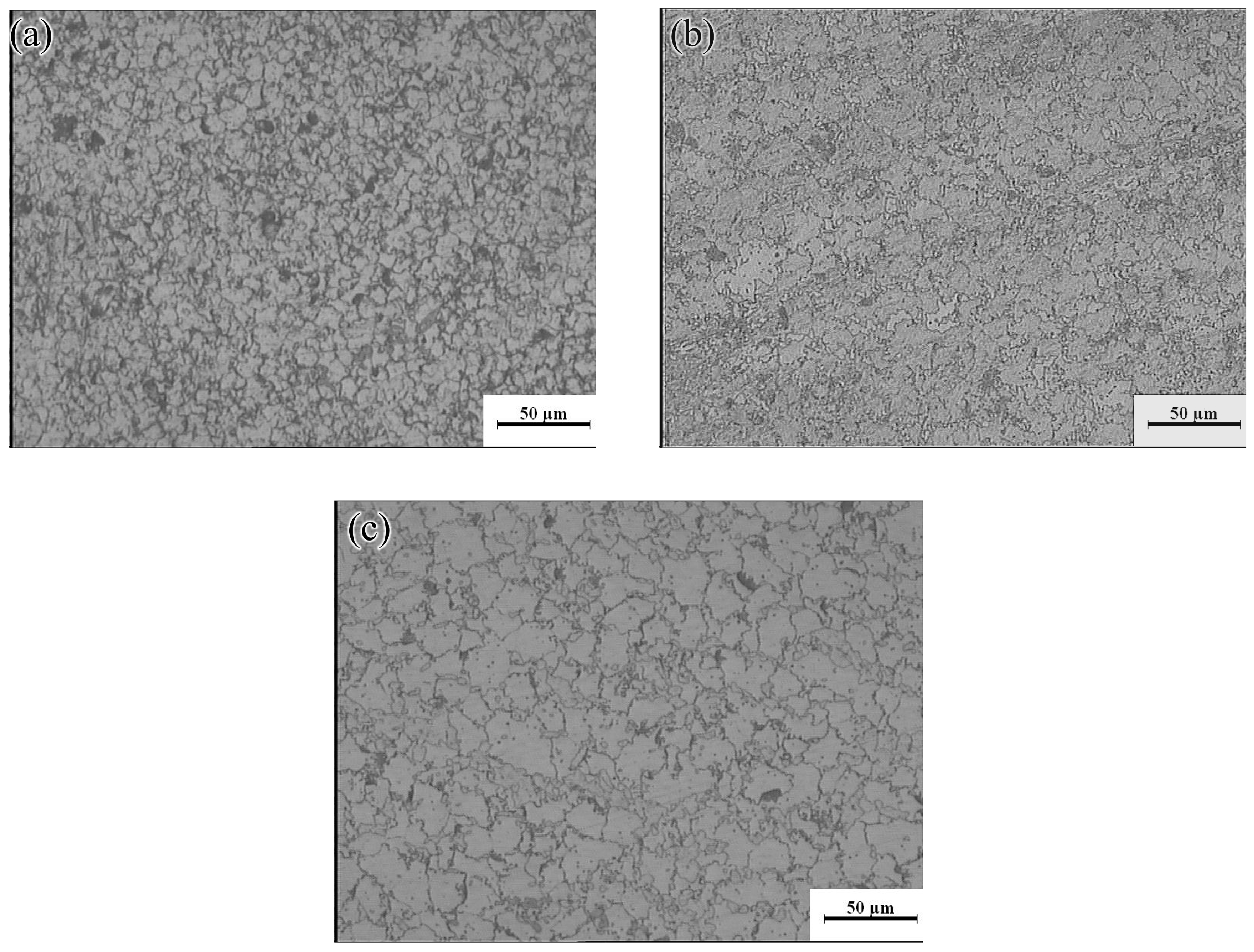
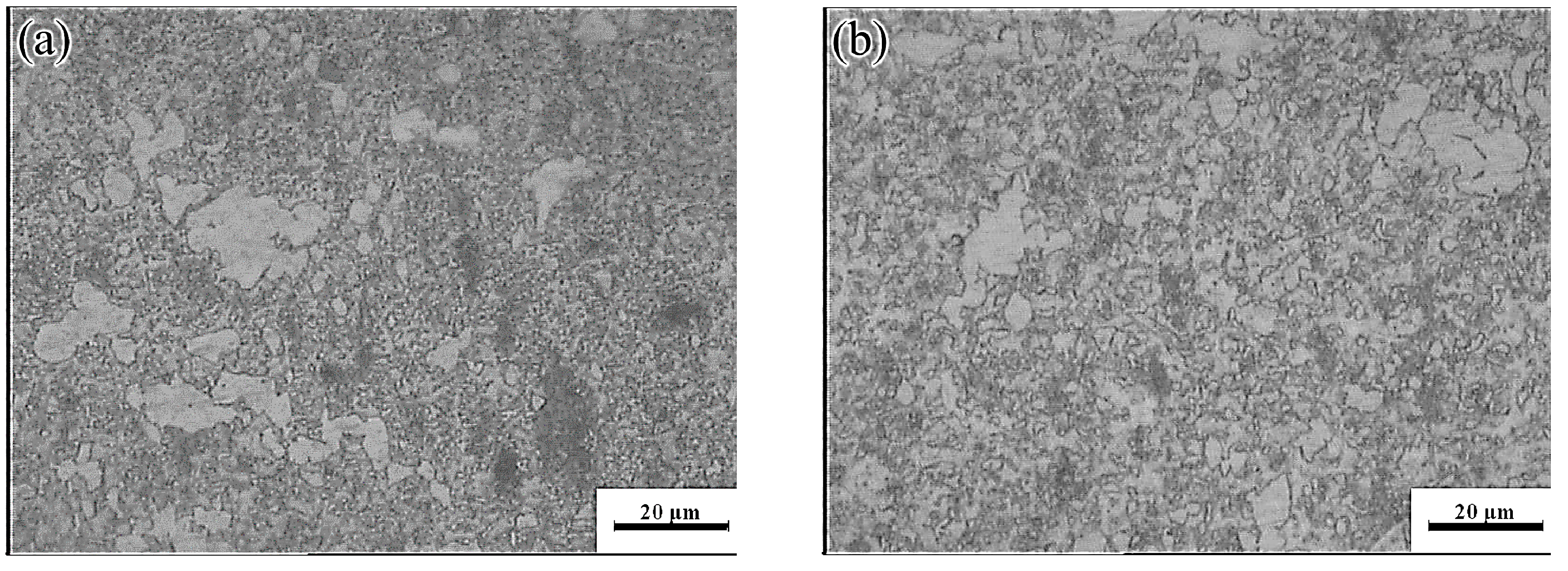
Figure 17 shows the microstructure of the alloy under different deformation conditions in the workability region. These results confirmed that microstructural evolution was correlated with the value of the power dissipation efficiency. In Domain I (633–673 K and 0.001–0.1 s
−1), the peak value of the efficiency was ~45%. The high deformation temperature enhanced thermal activation and promoted grain boundary sliding. Furthermore, the initiation of non-basal slip systems and the increasing dislocation density during the thermal deformation process facilitated the nucleation of DRX. In addition, the movement of dislocations was hindered by many
β-Mg
17Al
12 phases distributed in a discontinuous network at the GBs and the Mg
17Al
12 phases precipitated from the
α-Mg matrix. This resulted in the accumulation of dislocations, and the accumulation sites became the nucleation sites for DRX.
Figure 17 shows the microstructure after deformation at 673 K and different strain rates. The microstructure consisted of a uniform equiaxed structure, with a small amount of elongated
β-Mg
17Al
12 phase sandwiched at the GBs. With decreasing strain rate, the DRX grains had sufficient time to grow, and the average grain size increased from 12 μm at a strain rate of 0.1 s
−1 to 22 μm at a strain rate of 0.001 s
−1. Due to the large number of Al atoms in the experimental alloy, Mg
17Al
12 phases were inevitably precipitated at the GBs and inside the grains. Decreasing strain rate led, however, to a reduction in the precipitation of these phases from the matrix within the GBs and grains (except for the discontinuous bulk
β-Mg
17Al
12 phases). At a strain rate of 0.001 s
−1, only a small amount of Mg
17Al
12 phases precipitated at the GBs.
Domain II was characterized by a peak dissipation efficiency value of 60% (523–623 K and 0.01–0.1 s
−1). Unfortunately, although the dissipation value in this region was high and increased with increasing strain rate, the deformed specimen will generate high local viscosity heat, due to the high strain rate. This may lead to the generation of local shear bands and microcracks.
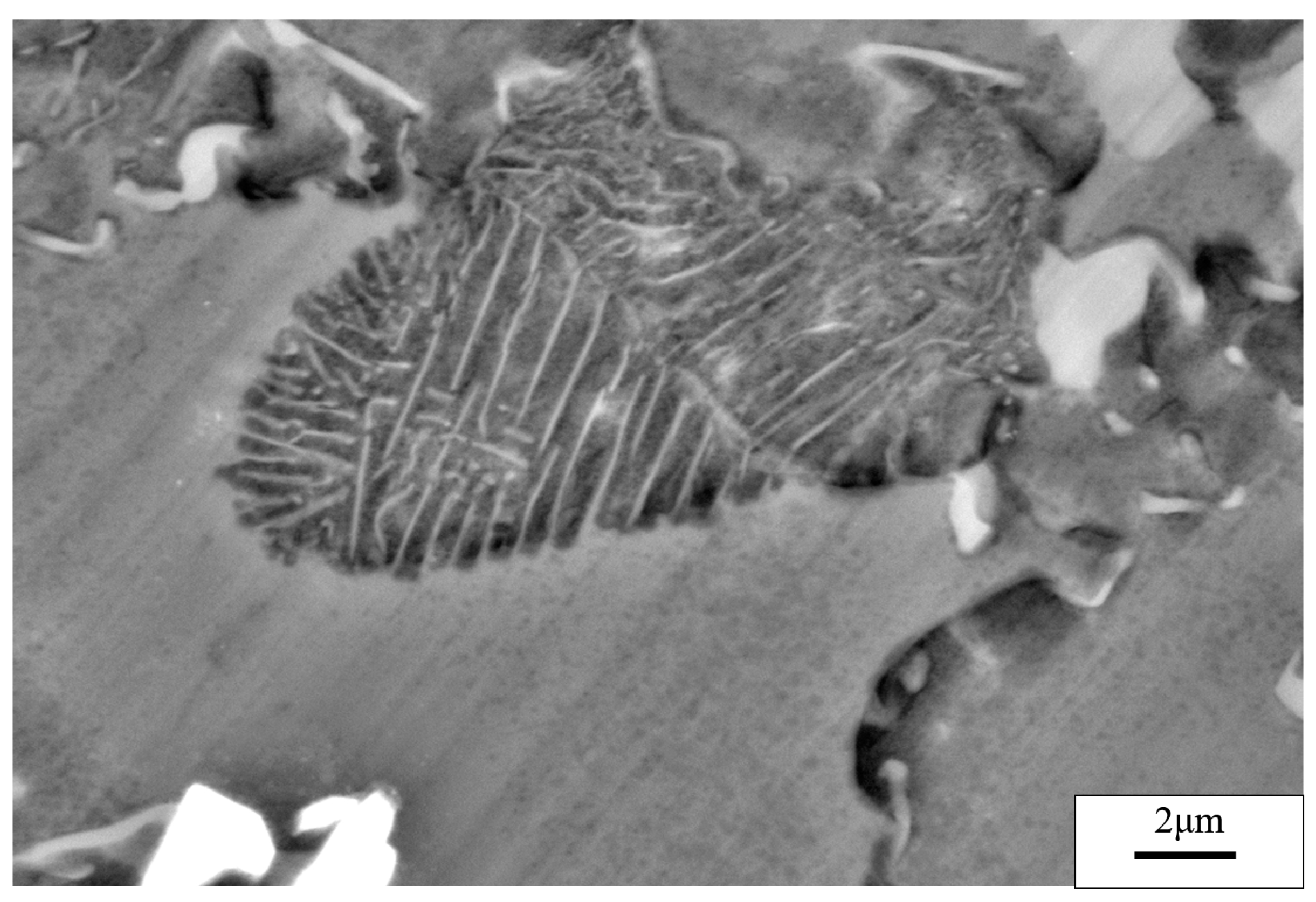
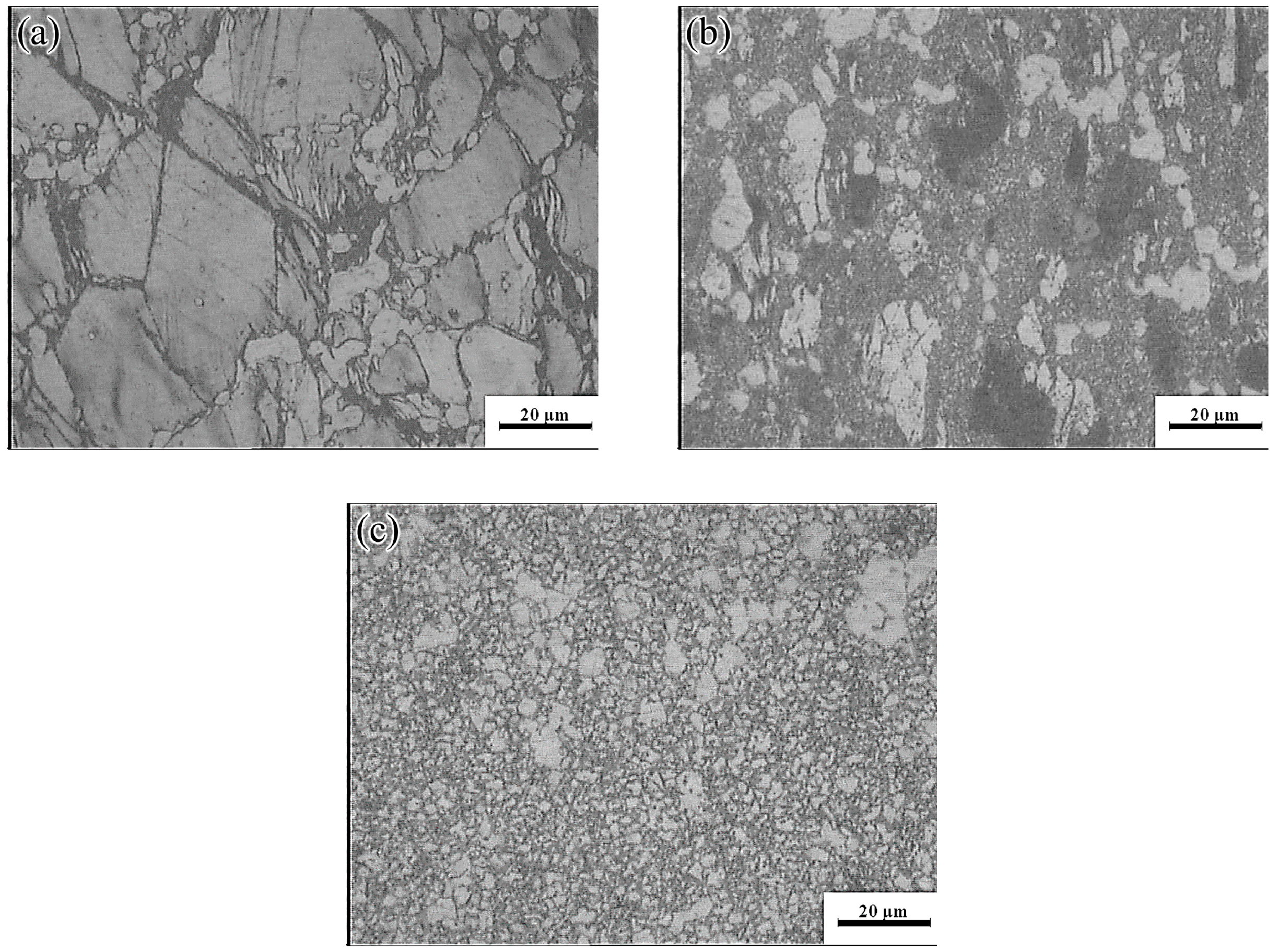
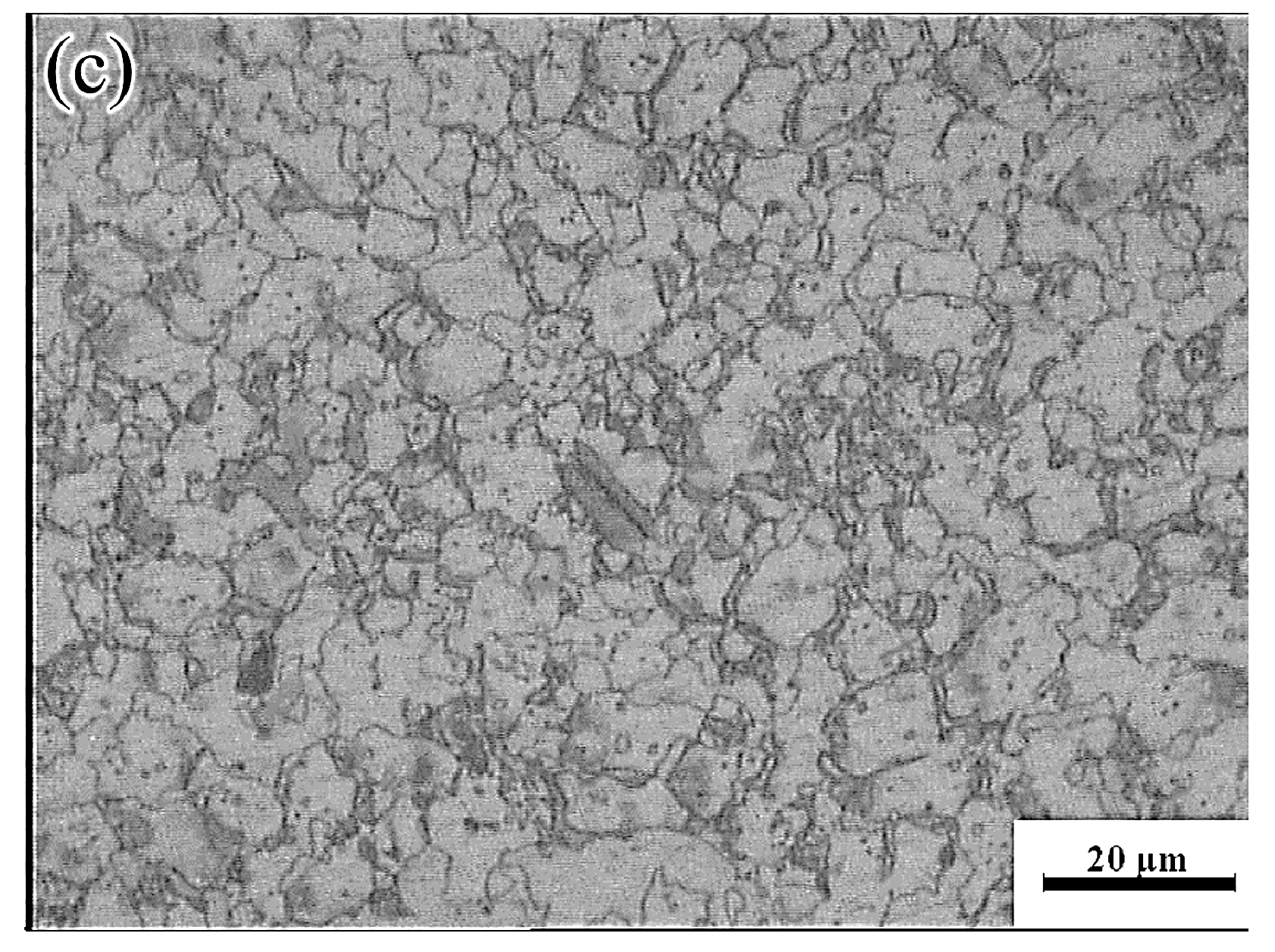
Figure 18a shows the plastic deformation at a temperature of 523 K and a strain rate of 0.1 s
−1. Considerable dislocation proliferation and entanglement occurred during the deformation process. The corresponding formation of numerous
β-Mg
17Al
12 phases increased the hindrance to dislocation motion, resulting in a large stress concentration at the GBs and, consequently, crack initiation. In addition, at low temperatures (<573 K), basal slip was the dominant deformation mechanism, with only a small amount of cylindrical slip and conical slip occurring along favorable orientations. During deformation, twin nucleation was promoted, and the number of sub-crystals increased. The coordinated plastic deformation of these crystals in subsequent deformation may lead to a chain-like recrystallization structure (see
Figure 18a), and partially DRX grains appeared near the
β-Mg
17Al
12 phases and the GBs. With increasing temperature, dislocation climb and slip became easier than at lower temperatures. The increase in dislocation density during deformation facilitated the nucleation of DRX. Many fine DRX grains appeared in the microstructure, as shown in
Figure 18b. When the deformation temperature reached 623 K, the
σc of non-basal surface slip decreased, the degree of stress concentration was significantly reduced, and the atomic thermal activation capacity was enhanced. At this time, each sliding system, especially the non-basal surface sliding system, became the dominant means of releasing stress concentration and coordinating plastic deformation. The Mg-16Al Mg alloy underwent continuous DRX at a temperature of 623 K and a strain rate of 0.1 s
−1, as shown in
Figure 18c. The resulting microstructure consisted of fine equiaxed crystals and several discontinuous Mg
17Al
12 phases that were distributed at the GBs.
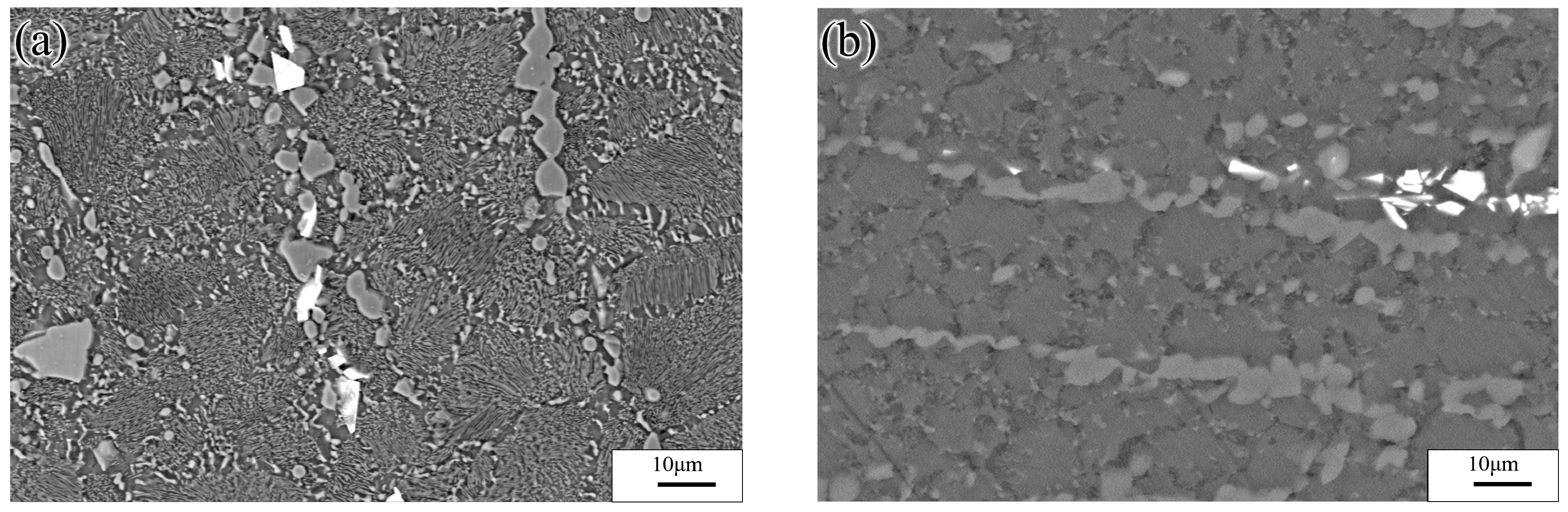
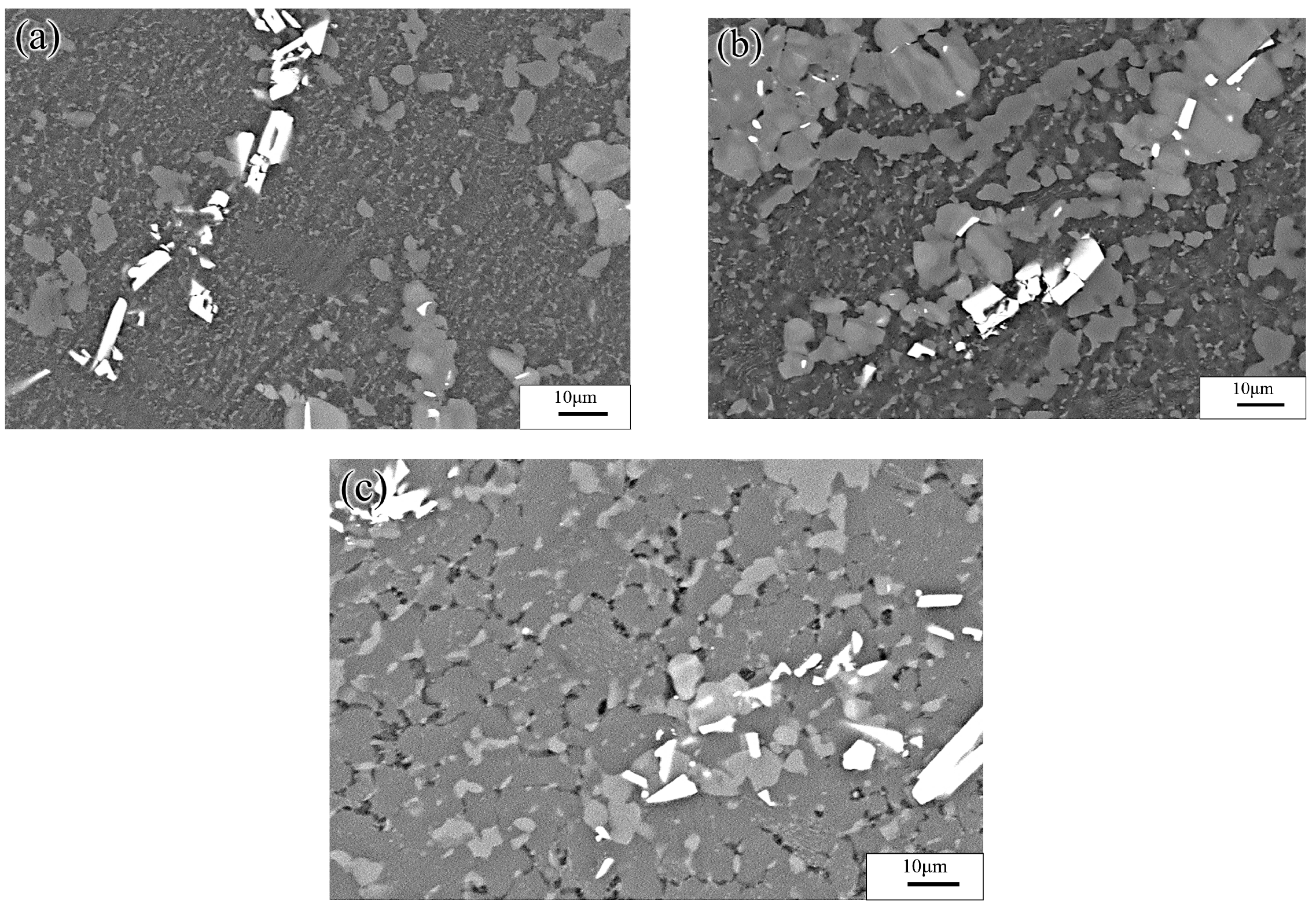
The yellow part in the processing map corresponded to the change-over region (523–637 K and 0.001–0.01 s
−1; peak power dissipation efficiency: ~30%). The optical micrographs and the SEM images are shown in
Figure 19 and
Figure 20, respectively. Microstructures undergoing DRX were observed at 573 K and strain rates of 0.01 and 0.001 s
−1, respectively. A small amount of massive discontinuous
β-Mg
17Al
12 phases was present in these microstructures. Moreover, many discontinuous fine Mg
17Al
12 phases were reprecipitated in the recrystallized grain boundaries and even within the grains. With decreasing strain rate, the average recrystallization grain size increased from 2 to 4 μm. Deformation conditions of 623 K and 0.001 s
−1 yielded a fully recrystallized coarse-grained microstructure consisting mainly of equiaxed crystals (
Figure 19c). The recrystallized grain size increased from 2 μm at 0.1 s
−1 to 12 μm, and the discontinuous massive
β-Mg
17Al
12 phases were distributed on triangular grain boundaries. As shown in
Figure 20c, a small amount of dot-like Mg
17Al
12 phases precipitated inside the recrystallized grains.
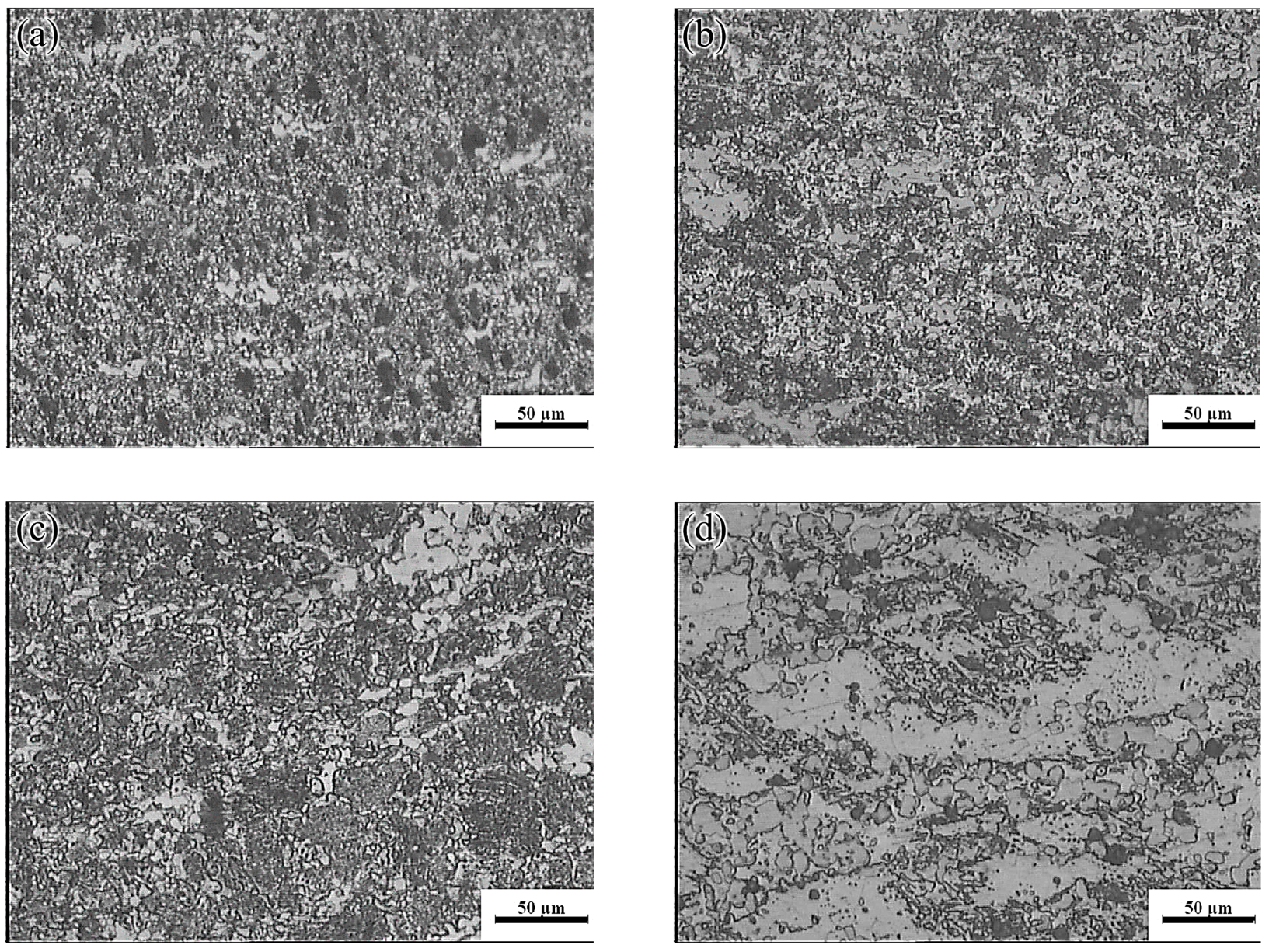
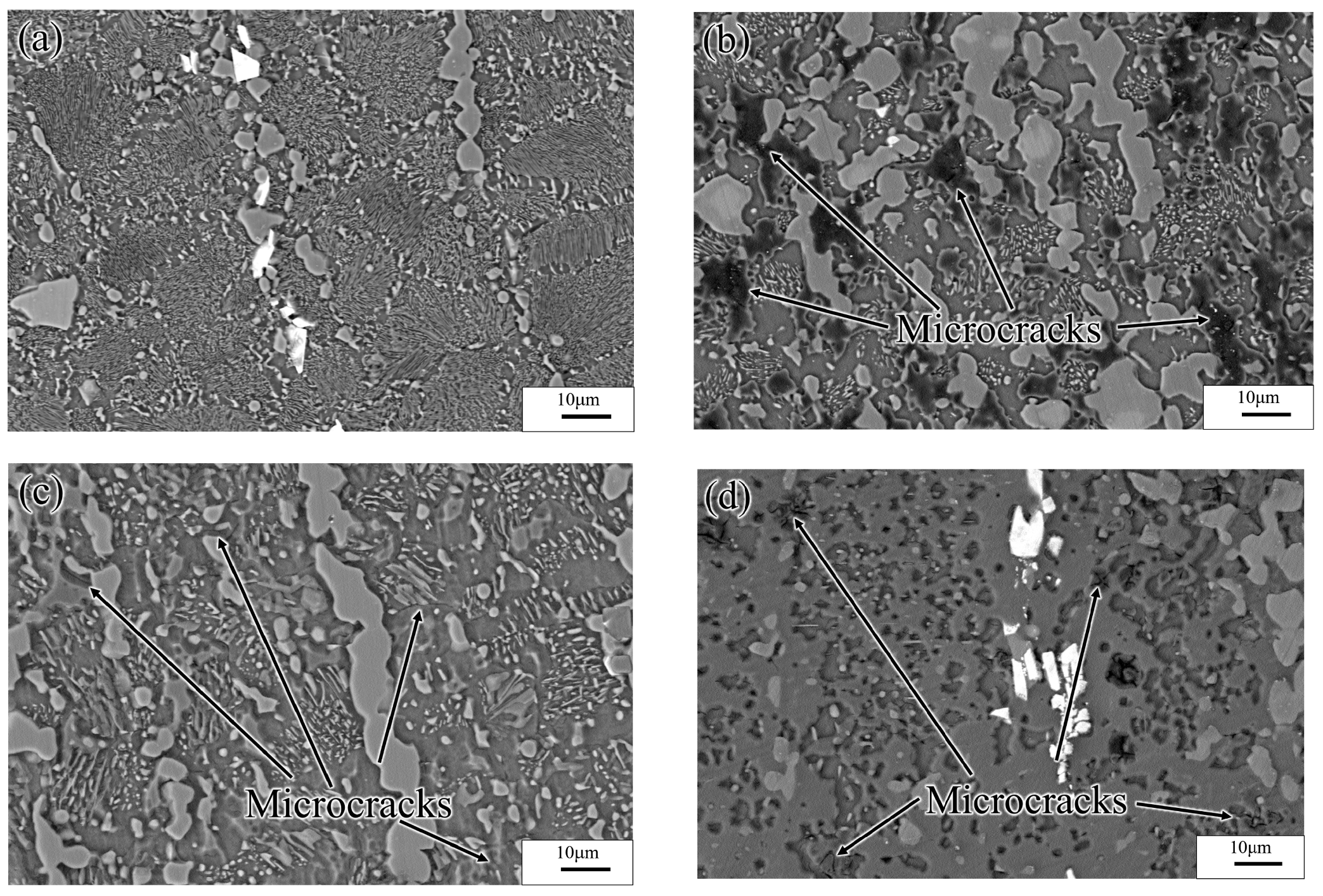
A distinct instability region (523–633K and 0.0001–0.001 s
−1) was observed in the processing map. As shown in
Figure 21, when hot deformation occurred at a low strain rate, each deformed specimen underwent complete DRX (irrespective of the temperature), and the size of the recrystallized grains increased with increasing temperature. The dissipation efficiency was high (peak value: 50%) in the INS, owing to the occurrence of complete DRX. Due to the low strain rate, sufficient time for Al-atoms diffusion, and the high Al content of the alloy specimens, several
γ-Mg
17Al
12 phases dissolved in the experimental alloy were re-precipitated from the α-Mg matrix.
Figure 22a shows SEM images of the specimens deformed at 523 K and 0.0001 s
−1. As the results showed, the Mg
17Al
12 phases precipitated from the recrystallized grains, and the discontinuous
β-Mg
17Al
12 phases, which were undissolved in the matrix, occurred throughout the entire specimen microstructure. This may have resulted in the high dissipation efficiency. For deformation at temperatures above 573 K, the sizes of the recrystallized grains increased with increasing temperature. Furthermore, numerous
γ-Mg
17Al
12 phases precipitated from the recrystallized grains, as shown in
Figure 21b,c.
Figure 21d shows that, for deformation conditions of 673 K and 0.0001 s
−1, the recrystallized grains grew significantly and were elongated along the direction perpendicular to the compression direction. Moreover, except for the bulk
β-Mg
17Al
12 phases that were undissolved in the matrix, the
γ-Mg
17Al
12 phases were discontinuously precipitated inside the grains. The INS was observed by means of SEM, as shown in
Figure 22. Many microcracks occurred in this region. The generation of numerous Mg
17Al
12 phases, microcracks, and vacancies may lead to an increase in the dissipation efficiency. Therefore, hot working in this unstable region should be avoided.
The hot processing maps and microstructure of the Mg-16Al Mg alloy were analyzed, and this analysis revealed that a high Al content was unfavorable for the plastic forming during hot working. Moreover, compared with other areas, Domain I, which consisted of uniformly sized DRX grains, was associated with high dissipation efficiency and was more suitable for hot working. The window for hot deformation applying the range of test parameters considered was very narrow, as indicated by temperature and strain rate ranges of 633–673 K and 0.001–0.1 s−1, respectively.

 ,
, 

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}