5.3.1. Oxidation at 800 °C
The starting (cast) microstructures of the three alloys were summarised in
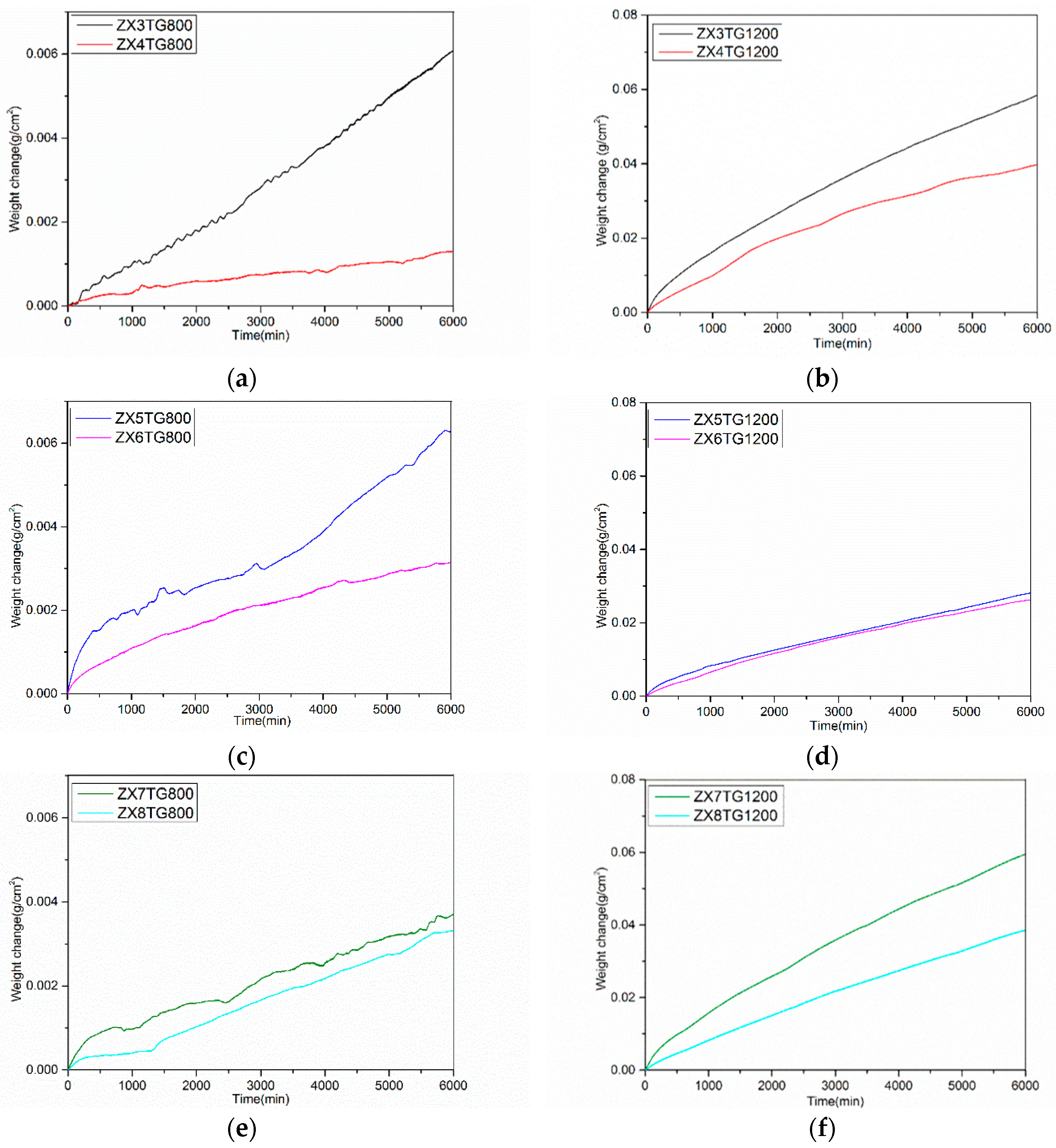
Table 1. The isothermal oxidation data was shown in the
Figure 6a,c,e and the oxidation rate constants and weight gains of the alloys were summarised in
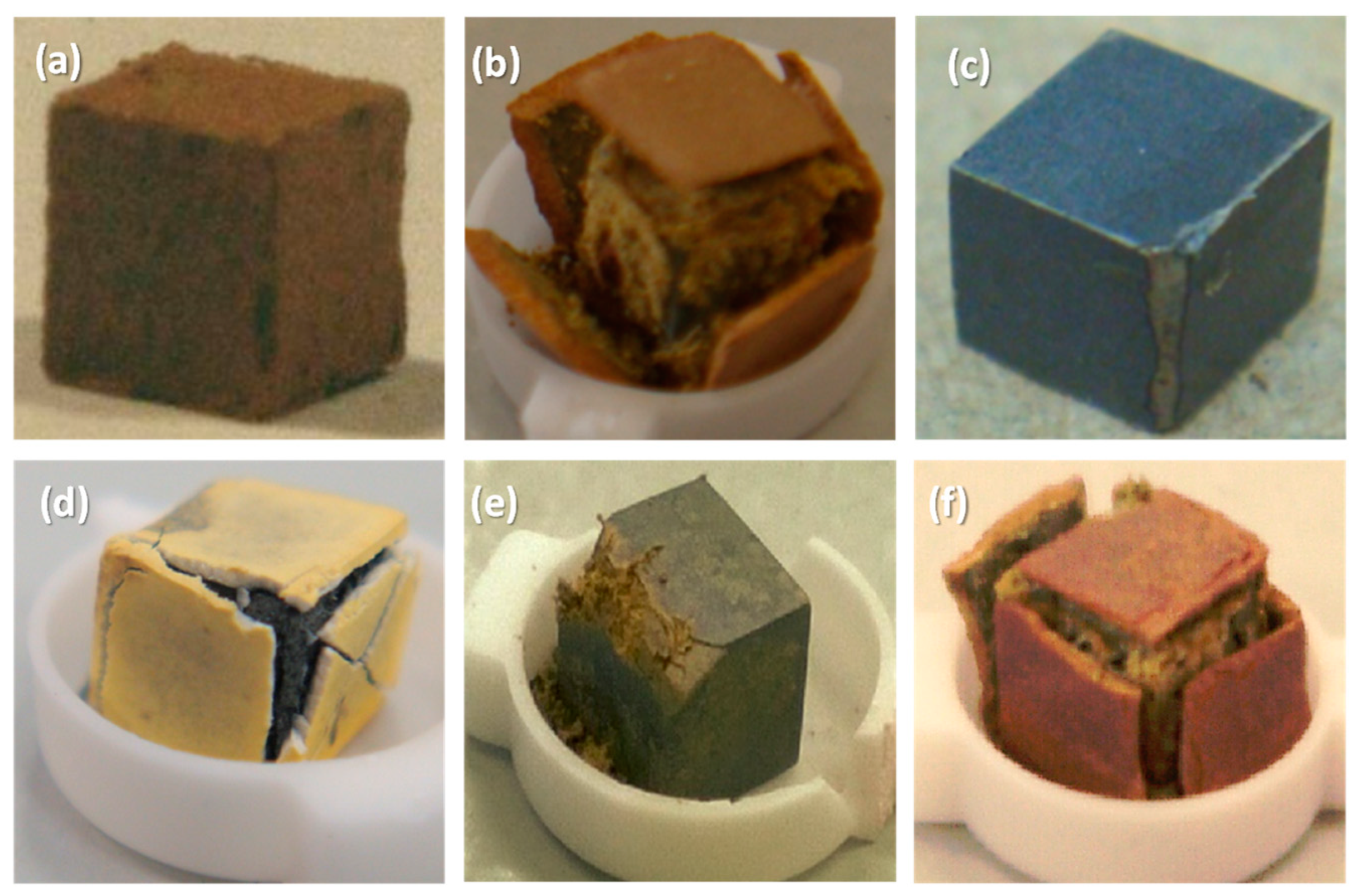
Table 3. The alloys did not pest (
Figure 5a,c,e). The WDS analysis data for the oxides in the scales of the alloys are given in
Table 5 and
Table 15. The oxides in the scales, the phases in the diffusion zone, and the bulk microstructures of the oxidised alloys are summarised in
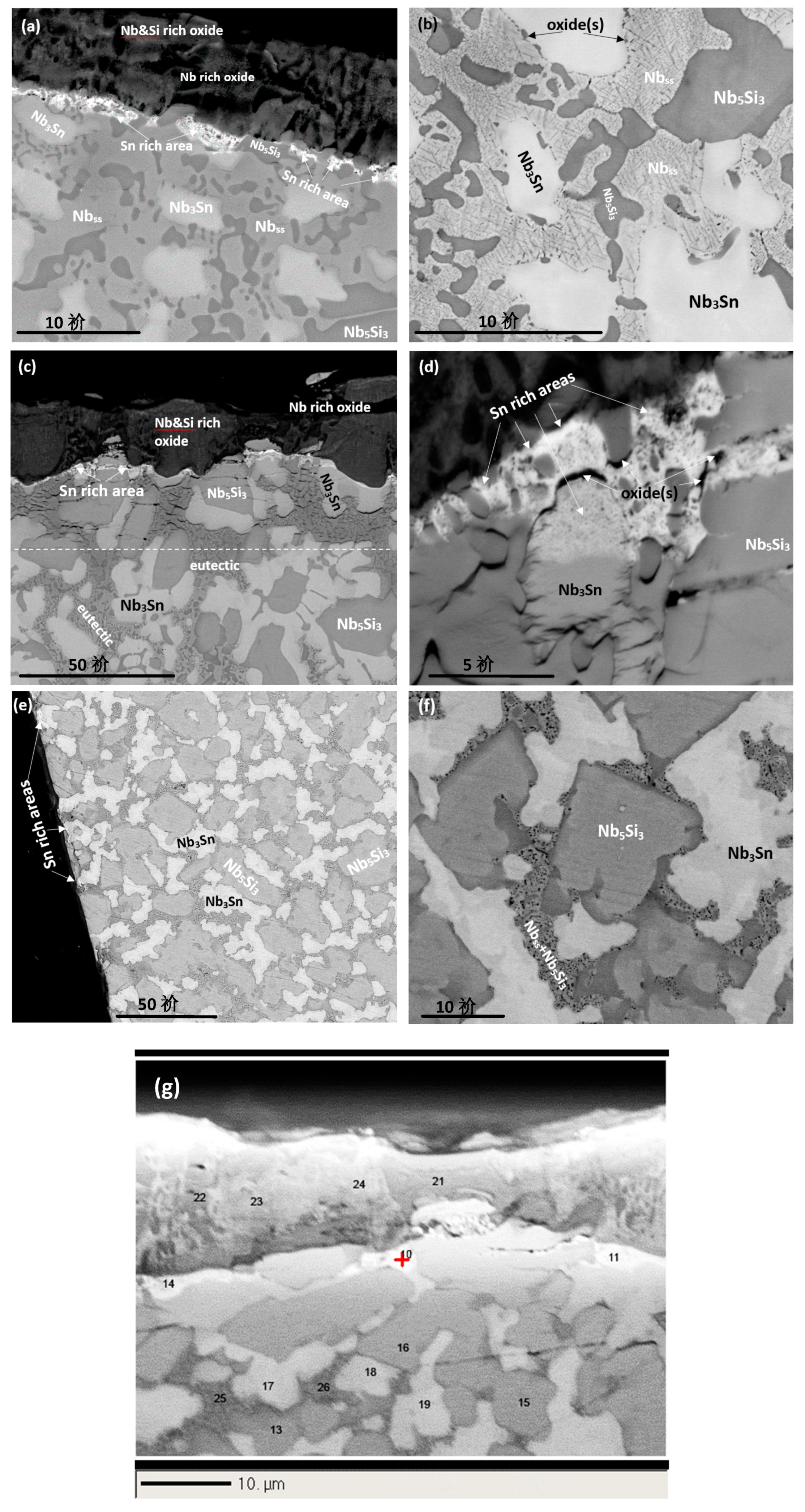
Table 20. The chemical compositions of the Nb rich and Nb and Si rich oxides formed in the scales of the three alloys are compared in
Table 21 and the average chemical compositions of the Nb
ss, Nb
5Si
3, and Nb
3Sn in the bulk microstructures of the oxidised alloys, for which the data are given in
Table 4,
Table 6 and
Table 8, are compared in
Table 22. Note that, for the solid solution, there are only data for the alloy ZX4.
The TG data showed less breakaway oxidation for the alloys ZX4 and ZX6, compared with the alloy ZX8. Up to about 20.8 h the weight gain of the latter exhibited essentially the same behaviour as the alloy ZX4, but after that time the weight gain of the former (ZX8) accelerated relative to the latter, and after about 87.5 h it was equal to the weight gain of the alloy ZX6 and exceeded that over longer times. However, the data for the alloy ZX8 must be considered with care for the reasons discussed in the
Section 4.3.1. The lowest weight gain was exhibited by the alloy ZX4 (
Table 3).
Considering the Nb rich oxide in the scales of the alloys ZX4, ZX6, and ZX8 compared with the lower Sn content alloys ZX3, ZX5, and ZX7 [
13], the concentrations of Al and Cr in the oxide increased when the latter two elements were present in the alloy simultaneously (alloy ZX8) (
Table 15). The concentrations of Sn and Cr decreased and Al increased in the Nb rich oxide when Al and Cr were present individually in the alloys compared with the low Sn content alloys ZX3, ZX5, and ZX7. In the “best” alloy at 800 °C (alloy ZX4) the Nb rich oxide had the lowest (Nb + Ti)/Si ratio (
Table 21).
In the alloy ZX4, the Nb and Si rich oxide had the highest Si and Si + Sn, and the lowest Sn and (Nb + Ti)/Si of all the studied alloys (i.e., including the low Sn content alloys ZX3, ZX5, and ZX7). The Nb
ss was contaminated by oxygen in the bulk. Comparison with the data for the low Sn content alloys would suggest that the contamination of the solid solution in the bulk increased as the Sn concentration in the alloy increased. However, in the alloys with low and high Sn content, the Si/Sn ratio for the Nb
ss in the bulk was essentially the same, about 0.57. In the alloy ZX4, the Cr and Sn concentrations in the Nb
ss were the highest of all studied alloys (i.e., including the low Sn content alloys ZX3, ZX5 and ZX7) and the Nb
ss of this alloy also had the lowest Ti/(Al + Cr + Si + Sn) and Nb/Ti ratios and the highest Si + Sn and Ti + Si + Sn + Al + Cr concentrations. In the “worst” alloy at 800 °C (ZX5 [
13]) the Nb
ss had the highest Ti/(Al + Cr + Si + Sn) ratio.
There was contamination by oxygen of the Nb
5Si
3 in the bulk of all the alloys after oxidation at 800 °C. The increase of Sn concentration in the alloy resulted in a slight increase in the Sn concentration in the Nb
5Si
3, but did not have any strong effects on the composition of Nb
5Si
3 in the bulk. The Nb
3Sn in the bulk of the alloys was also contaminated by oxygen, but the concentration of the latter was the same (about 6 at.%,
Table 22) regardless of whether the Al and Cr were present individually or simultaneously in the alloys. In the “best” alloy at 800 °C (alloy ZX4) the Nb
3Sn had the highest Si and Sn concentrations.
5.3.2. Oxidation at 1200 °C
The starting microstructures of the three alloys were summarised in
Table 1. The isothermal oxidation data was shown in the
Figure 6b,d,f and the oxidation kinetics data and weight gains of the alloys were summarised in
Table 3. The scales that formed on the alloys spalled off (
Figure 5b,d,f). The WDS analysis data for the oxides in the scales of the alloys is given in
Table 15. The thickness of the scales and the Sn rich area, the oxides in the scales, the phases in the Sn rich area, and the bulk microstructures of the oxidised alloys are summarised in
Table 23. The chemical compositions of the Nb, Nb and Si, and Ti rich oxides that formed in the scales of the alloys ZX6 and ZX8 are compared in
Table 24. Note that there are no data for the alloy ZX4. The average chemical compositions of the Nb
ss, Nb
5Si
3, and Nb
3Sn in the bulk microstructures of the oxidised alloys, for which the data are given in
Table 10,
Table 12 and
Table 14, are compared in
Table 25. Note that for the solid solution, there are data only for the alloy ZX4.
The alloys started oxidation at 1200 °C with only the alloy ZX8 not having the Nb
ss in its micro-structure. The contamination of the latter alloy by oxygen did not stabilise the Nb
ss during oxidation at 1200 °C. In the alloy ZX6, the Nb
ss was not stable after the heat treatment at 1500 °C (see
Section 5.2) and the Nb
ss was not observed in the oxidised alloy ZX6. The Nb
ss was not present in both the oxidised alloys ZX6 and ZX8, of which the former gained less weight at 1200 °C.
The TG data (
Figure 6 and
Table 3) suggested break-away oxidation only for the alloy ZX4 even though the latter had almost the same linear oxidation rate constant with the alloy ZX8. These two alloys contained the Laves phase in their starting microstructures and, after oxidation at 1200 °C, had gained the same weight in the early stages of oxidation (up to about 8.3 h) and after about 100 h. However, between these times, the weight gain of the former increased, owing to the breakaway oxidation, which would suggest that the simultaneous presence of Al and Cr in the latter alloy improved the mechanical behaviour of the scale when the Sn content in the alloy had increased. This phenomenon must be attributed to Al, as the weight gains of the two Al containing alloys, ZX5 and ZX6, were essentially not significantly different, but the oxidation of the alloy ZX6 (higher Sn content) was linear throughout while that of ZX5 was initially parabolic followed by linear behaviour with a linear rate constant slightly lower than ZX6. This would suggest that with Al in the alloy, the 2 at.% Sn addition is good enough for oxidation at 1200 °C. However, as we discussed in the previous section, the higher Sn content of ZX6 compared to ZX5 was beneficial for pest oxidation.
Figure 11 shows that three oxides were present in the scale, namely Nb rich, Nb and Si rich, and Ti rich oxides. As the Sn content of the alloys increased, Ti rich oxide formed in the scale of the alloy ZX6 but was not observed in the scale of the alloy ZX5 [
13]. The increase in Sn content in the alloys was accompanied by thicker Sn rich areas at the scale/substrate interface, which is consistent with the surface segregation of a solute element being dependent on the bulk concentration [
13]. However, in all three alloys, the thickness of this area was essentially the same (≈50 μm,
Table 23) but varied between the low Sn content alloys [
13]. In the Nb–Sn binary, the NbSn
2 compound is not stable above 830 °C [
21]. The same Sn rich intermetallic phases were formed in the Sn rich areas of the alloys with the exception of NbSn
2 that was formed only in the alloy ZX4 (
Table 23), which gained slightly more weight than the other two alloys (
Table 3). This observation and the data for the low Sn content alloys, where NbSn
2 was not formed in the Sn rich area of the alloy ZX5 but was formed in the alloy ZX7 [
13], would suggest that the formation of NbSn
2 in the substrate microstructure below the scale/substrate interface was detrimental to oxidation at 1200 °C.
The Nb rich oxide that formed in the scales of the alloys essentially did not contain Cr, Si, and Sn (
Table 15) and, compared with the same oxide type that formed at 800 °C, it had the same Nb + Ti content but higher Nb/Ti ratio (
Table 21 and
Table 24). The concentrations of Al, Cr, and Sn in the Nb and Si rich oxide that formed in the scale of the alloys were negligible (
Table 15) with similar Nb + Ti and Nb/Ti ratios (
Table 24). The concentrations of the same elements in the Nb and Si rich oxides that formed at 800 °C were very low (
Table 21). In the Ti rich oxide that was observed only at 1200 °C, the concentrations of Al and Cr were low but not zero, and comparable with those in the Nb rich oxide that formed at 800 °C. The Nb + Ti content of the Ti rich oxide was between those of the other two oxides formed at 1200 °C and, like the Nb rich oxide, it was essentially free of Si and Sn. The Nb/Ti ratio did not change (
Table 24).
The data for all three alloys would suggest (i) that with the higher Sn content, the presence of C14-NbCr
2 Laves phase is not an essential requirement for achieving the “best” oxidation behaviour at 1200 °C and (ii) that with only Sn as the extra alloying addition (meaning in addition to Al, Cr, and Ti) that improves the oxidation resistance, the spallation of the scale could not be avoided, even though the synergy of Al with Sn seemed to improve the adhesion of the scale on the alloy ZX6 (
Figure 5d). In the latter, compared with the alloy ZX8, (a) the Nb rich oxide was richer in Al (
Table 15), had lower (Nb + Ti)/(Si + Al + Sn) and (Nb + Ti)/(Al + Cr + Sn) ratios and higher Nb/Ti ratio (
Table 24), (b) the Ti rich oxide was richer in Al and Ti (
Table 15) and also had a lower (Nb + Ti)/(Si + Al + Sn) ratio and similar Nb/Ti ratio (
Table 24), and (c) the Nb and Si rich oxide was poorer in Si (
Table 15), had a lower (Nb + Ti)/(Si + Al + Sn) ratio and similar Nb/Ti ratio (
Table 24). In other words, in the scale with the “better” adhesion, the (Nb + Ti)/(Si + Al + Sn) ratio was lower. On the substrate, owing to the addition of Al in ZX6, the substitution of Sn and Si by Al in Nb
3Sn and Nb
5Sn
2Si would be expected to increase the Poisson’s ratio ν and to lower the Young’s modulus E and the ratio G/B (G = shear modulus, B = bulk modulus) in both compounds, making them “more ductile” (data for A15-Nb
3X in [
34] and for TM
5Sn
2X (TM = Nb, Ti, X = Al, Si) in [
35]). The NbSn
2 was not formed in ZX6 (was present only in the Sn rich area of ZX4). The latter compound has lower ν and higher G/B [
36] than both Nb
3X (X = Al, Sn) and TM
5Sn
2X and is thus expected to be “less ductile”.
The solubility of oxygen in the Nb
ss in the bulk of the alloy ZX4 decreased with the increase in the Sn content in the alloy. Compared with the Si content of the Nb
ss in the heat treated alloy ZX4, the Si content in the Nb
ss in the bulk of the alloy after oxidation at 1200 °C was high (
Table 25) and out of step with other data from our research group. It is therefore suggested that it is highly likely that the Si concentration in
Table 25 is wrong, probably due to analysis error. If we were to accept this, the parameters Si + Sn, Si/Sn and Nb/Ti in the Nb
ss did not change significantly with the increase of the Sn content of the alloy. If we were not to accept the above proposition, then only the ratio Nb/Ti did not change significantly with ab increase of the Sn content of the alloy. The solubility of oxygen and the Si + Sn and Si + Sn + Al concentrations and Nb/Ti ratio in the Nb
5Si
3 in the bulk of the alloys at 1200 °C did not change as the Sn content of the alloys increased but the Sn concentration in the silicide increased. In Nb
3Sn, the oxygen solubility was the same as in the Nb
ss of the alloy ZX4 (
Table 25) and the Nb
3Sn at 800 °C (
Table 22) and did not change with increasing Sn in the alloys, but the Sn concentration increased. At 1200 °C the Nb/Ti ratio did not change significantly compared with 800 °C (
Table 22 and
Table 25) and with increasing Sn content in the alloy.
The parameters δ (related to atomic size), Δχ (related to electronegativity), and number of valence electrons per atom filled into the valence band (VEC) describe well the alloying behaviour (a) of Nb-silicide based alloys [
15] and (b) of the most important phases in their microstructures [
16,
17,
18,
19]. Also, there are relationships between the properties of these alloys (creep, weight gain in isothermal oxidation) and their phases and the alloy or phase parameters δ, Δχ and VEC [
17,
18,
19]. These relationships are used in the alloy design methodology NICE [
14] to design new Nb-silicide based alloys. NICE is also used to design complex concentrated alloys (CCAs) or high entropy alloys [
25]. NICE shows that, for oxidation resistance, the trends of VEC and δ are opposite and that alloy design should aim to decrease the former and increase the latter. Recently, this was demonstrated in [
37].
Figure 12a,b shows plots of weight gain per unit area data versus the parameter VEC at 800 and 1200 °C. The latter was calculated using the actual compositions of the alloys. In this figure, data are included for the low and high Sn content alloys, respectively ZX3, ZX5, ZX7 [
13] and ZX4, ZX6, ZX8, as well as for the equivalent alloys without Sn, namely the alloys KZ4, KZ7, and KZ5 [
23,
38]. The trend of all data at each temperature is shown by the blue dotted line with a low R
2 value. For each temperature, the linear fit of the data is significantly improved (higher R
2 value) when the alloys are separated in groups according to the synergy of Sn with Al or Cr, or with both of these elements. All the data and the data in each group show that the weight gain per unit area in isothermal oxidation at 800 or 1200 °C decreases as the parameter VEC decreases, in agreement with NICE [
14]. For the same alloys, the weight gain per unit area in isothermal oxidation at 800 or 1200 °C decreases as the parameter δ increases (figure not shown), in agreement with NICE. Similar trends were observed for equivalent Nb-24Ti-18Si based alloys with Ge instead of Sn [
37].
The phases present in the starting microstructures of the oxidation specimens are included in the
Figure 12c, which is the same as
Figure 12a without the linear fit lines, the R
2 values and the alloy codes. The same phases in each alloy would be shown if, instead, the
Figure 12b was used. The weight gains and VEC values decreased when the C14-NbCr
2 Laves phase was present (ZX3 versus KZ4, and ZX7 versus KZ5) and decreased even further when the Nb
3Sn was present with the Laves phase (ZX3 versus ZX4, and ZX7 versus ZX8) or without the Laves phase (KZ7 versus ZX5 versus ZX6). At both temperatures, the strongest effect of Sn addition was observed for the alloys where Sn was in synergy only with Cr (KZ4 versus ZX3 and ZX4). Pest oxidation was suppressed in Cr containing alloys only when the Sn concentration increased to 5 at.% (ZX3 versus ZX4). In the Al, and Al and Cr containing alloys, the suppression of pesting was achieved with 2 at.% Sn with/out the presence of Laves phase (ZX5 and ZX7). With the increase of Sn concentration, which stabilised the Nb
3Sn, pesting was also suppressed with/out the Laves phase in the microstructure (ZX6 and ZX8). Note (a) that the alloy ZX6, which occupies the left hand side, bottom part of
Figure 12a,b, gained less weight at 1200 °C, where the adhesion of its scale was “better” than that of the other alloys, (b) that the weight gains of the alloys with 5 at.% Sn (ZX4, ZX6, ZX8) were not very different at both temperatures, but their VEC values are (the same is the case with the parameter δ), and (c) that with Al in the alloy, the 2 at.% Sn addition should most probably be good enough for oxidation at 1200 °C.
5.3.3. Sn Rich Areas
After isothermal oxidation at 800 and 1200 °C, all three alloys formed Sn rich areas in the substrate below the scale/substrate interface, the thickness and continuity of which increased with the oxidation temperature (and with the Sn concentration in the alloys when the data is compared with the low Sn content alloys ZX3, ZX5 and ZX7). Owing to the characteristic features of the Sn rich areas, the analysis of Sn rich intermetallics was possible mainly in the cross sections of the alloys that were oxidised at 1200 °C. In the Sn rich areas, different Sn rich intermetallics were formed, namely the NbSn
2, Nb
5Sn
2Si, Nb
3Sn, the former two with Ti, Al, and Cr and the latter with Ti, Cr, Al, and Si in their composition. These intermetallics were contaminated by oxygen (
Table 9,
Table 11 and
Table 13). The enrichment of the substrate at its interface with the scale with Sn was discussed in [
13].
Figure 8b suggests that the existing Nb
3Sn in the microstructure of ZX4 played a role in the enrichment of the diffusion zone below the scale with Sn. This figure shows that a transformation of the Nb
3Sn occurred at a planar interface (indicated by a dashed line) with lamellar features. In the Nb–Sn binary [
21], the Nb
3Sn transforms to Nb
ss + Nb
6Sn
5 via a eutectoid transformation and the Nb
6Sn
5 transforms to Nb
ss + NbSn
2 also via a eutectoid transformation. It is suggested that, as the surface regions became enriched with Sn, the Nb
3Sn formed, and the composition of the Nb
3Sn (newly formed and existing) moved close to the composition for the first of the two eutectoid reactions mentioned above, such transformations leading to the microstructure seen in
Figure 8b.
In the Sn rich area in the alloy ZX6 the Nb5Si3 was observed with Si + Al + Sn = 37.4 at.%, (Si + Al + Sn)/O2 = 9.1 and 8 < Ti < 16 at.%, compared with 36 at.% and 8.1 for the former two parameters and Ti = 15.6 at.% in the bulk, which would suggest that the Ti of some Nb5Si3 grains near the scale had been consumed to form the Ti rich oxide. In the Sn rich area, the Nb3Sn had Si + Al + Sn = 24.49 at.%, Si/Sn = 0.04 and (Si + Al + Sn)/O2 = 3.4, similar to the values of these parameters for the same phase in the alloy ZX5 at 1200 °C. However, in the Sn rich area of the alloy ZX6, there was Nb3Sn with composition similar to the Nb3Sn in the bulk. This Nb3Sn (i.e., the one in the Sn rich area) had Si + Al + Sn = 17.6 at.%, Si/Sn = 0.37 and (Si + Al + Sn)/O2 = 2.9 compared with 16.6 at.%, 0.36 and 2.98 of the same parameters in the bulk. In other words, in the Sn rich area, in the alloy ZX6 there were “existing” Nb3Sn grains and “newly formed” Nb3Sn from the enrichment in Sn, which was also responsible for the formation of Nb5Sn2Si. The Nb5Sn2Si was observed in the Sn rich area in ZX6 with (Si + Al + Sn)/O2 = 5.4, the same as in ZX5 at 1200 °C.
In the
Figure 9 the analyses 65, 68 show Sn rich areas form from Nb
3Sn (
Table 11), in agreement with ZX6 at 800 °C (
Figure 7d) and the data for ZX4 (
Figure 8b). Details of the microstructures indicated by circles in the
Figure 9a,b are shown in
Figure 9c,d. Similar features were observed in the Sn rich area formed in the alloy ZX3 at 1200 °C. The microstructures in
Figure 9c,d suggest recrystallization in the Sn rich area. If the latter was indeed the case, then it is worth considering possible source(s) for the strain energy that drove recrystallization.
In (a) and (b) the linear fit of all data is shown by the blue dotted lines with lowest R
2 values. In (c) ss = Nb
ss, β = βNb
5Si
3, α = αNb
5Si
3, E = eutectic, C14=C14-NbCr
2 Laves phase, A15 = Nb
3Sn, T-MS = thick “maltese cross” scale, t-MC = thin scale that could develop to “maltese cross”, P = pest, NP = no pest. In (a) to (c) colours as follows: orange; alloys with Al (KZ7 [
23], ZX5 [
13], ZX6), grey; alloys with Cr (KZ4 [
23], ZX3 [
13], ZX4), gold; alloys with Al and Cr (KZ5 [
23], ZX7 [
13], ZX8). The nominal compositions of the alloys KZ4, KZ5 and KZ7 respectively were Nb-24Ti-18Si-5Cr, Nb-24Ti-18Si-5Al-5Cr and Nb-24Ti-18Si-5Al. (Note that the oxidation specimens of the alloys KZ4, KZ5 and KZ7 were selected from heat treated alloys).
As we discussed above, the Sn rich areas were observed in the oxidised alloys. During the oxidation of a specimen, the oxidation of the different phases in the microstructure of the substrate depended on the chemistry and crystal structure of phases. The diffusion of oxygen is expected to be easier via the Nb
ss owing to the inherent high solid solubility of oxygen in the latter [
21] and reactive solute elements like Ti and Al. The inward diffusion of oxygen was accompanied by the enrichment of the surface area of the substrate by Sn, and the formation of Sn rich intermetallics.
The formation of oxides, the enrichment of the surface areas with Sn prior to the formation of Sn rich intermetallics, the contamination of existing phases like Nb
ss, Nb
5Si
3, and Nb
3Sn, and the formation of Sn rich intermetallics must have been accompanied with increased defect density and internal stress levels arising from differences in the density of phases, their coefficients of thermal expansion, and moduli of elasticity. For example, the moduli of elasticity of Nb, βNb
5Si
3, αNb
5Si
3 and Nb
3Sn respectively are 105, 269, 291 [
39], and 173 GPa [
36], but for Nb
3Sn, the values of 127 GPa [
40], 195 GPa [
41], and 132 GPa [
42] have been reported, the latter for 273 °C. Furthermore, the modulus of elasticity of Nb
6Sn
5 is 144 GPa [
36] and of Nb
3Al (which has the A15 structure like the Nb
3Sn) is 164 GPa [
34] or 193 GPa [
41]. The CTE (coefficient of thermal expansion) of Nb is 7.6 × 10
−6 K
−1 and of Nb
3Sn is 10.3 × 10
−6 K
−1 [
43]. The βNb
5Si
3 and αNb
5Si
3 exhibit anisotropy in CTE and the ratio of CTE values along the a and c axes of their lattices (i.e., the CTE anisotropy ratio) is different for each phase [
44]. All the aforementioned values are for the unalloyed phases and are expected to change as they become alloyed [
44].
To demonstrate the dependence of stresses arising in the Sn rich area from differences in the E and CTE values of phases, the stress is estimated as σ = E
SRAE
sub ΔT(α
sub − α
SRA)[E
sub + 2E
SRA (d
SRA/d
sub)]
−1 [
45] where E
i and α
i respectively are moduli of elasticity and coefficient of thermal expansion, ΔT is temperature difference and d
i is thickness [i = SRA (Sn rich area) or Sub (substrate)]. If we consider the data given above for Nb and Nb
3Sn, with the former as the substrate and the latter the phase formed in the SRA and take d
SRA = 10 μm and d
sub = 100 μm, then the calculated stress for ΔT = 1000 K is |σ| = 276 MPa for the lowest reported modulus of elasticity of Nb
3Sn (127 GPa) and |σ| = 384 MPa for the highest reported value (195 GPa). For d
SRA = 50 μm and d
sub =100 μm, the corresponding stresses for ΔT = 1000 K are |σ| = 155 MPa and 184 MPa. For d
SRA = 1 μm and d
sub = 100 μm, the corresponding stresses for ΔT = 1000 K are |σ|= 343 MPa and 508 MPa. The estimated values of σ show that the stress is very high at the early stages of SRA formation and decreases as d
SRA increases and, for the same d
SRA, increases with the modulus of elasticity of the substrate. Given the high homologous temperatures of the oxidation experiments, recovery processes, and therefore a gradual reduction in defect density and stresses, should have occurred before recrystallization set-in in parts of the Sn rich area in an oxidised alloy driven by a reduction in strain energy that depended on the substrate phase(s) as well as the thickness and the type(s) of SRA phase(s) formed.
In the alloy ZX8 after oxidation at 800 °C, a two phase Nb
ss + Nb
5Si
3 eutectic like microstructure, which was contaminated by oxygen, was observed (
Figure 7f), even though the Nb
ss and a Nb
ss + Nb
5Si
3 eutectic were not present in the cast alloy. The Si + Al + Sn concentration of the Nb
ss + Nb
5Si
3 microstructure was about 17 at.%, close to that of the Nb
ss + Nb
5Si
3 lamellar microstructure in the bulk of the oxidised alloy ZX6 (about 18 at.%) (see
Figure 7c). The formation of the Nb
ss + Nb
5Si
3 eutectic like microstructure in ZX8 at 800 °C was attributed to changes in phase equilibria due to contamination by oxygen. The same phases were observed in the Sn rich area of the alloy ZX8 at 1200 °C as in the alloy ZX7 with the exception of NbSn
2, and Sn rich areas were also formed in the Nb
5Si
3, as was the case in ZX7 [
13]. In the bulk microstructure, the Nb
5Si
3, Nb
3Sn, and Laves phase were present. Thus, contrary to the formation of the Nb
ss and Nb
ss + Nb
5Si
3 lamellar structure in the oxidised alloy ZX8 at 800 °C, the Nb
ss was not stabilised in the microstructure at 1200 °C, even though it was present in the heat treated microstructure, meaning that, in the new phase equilibria with oxygen at 1200 °C, the solid solution was not stable.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


