Simple Discriminatory Methodology for Wear Analysis of Cutting Tools: Impact on Work Piece Surface Morphology in Case of Differently Milled Kinetics Steel H13




Abstract
1. Introduction
1.1. Economics Motivations
1.2. Scientific Motivations
2. Experimental Strategy
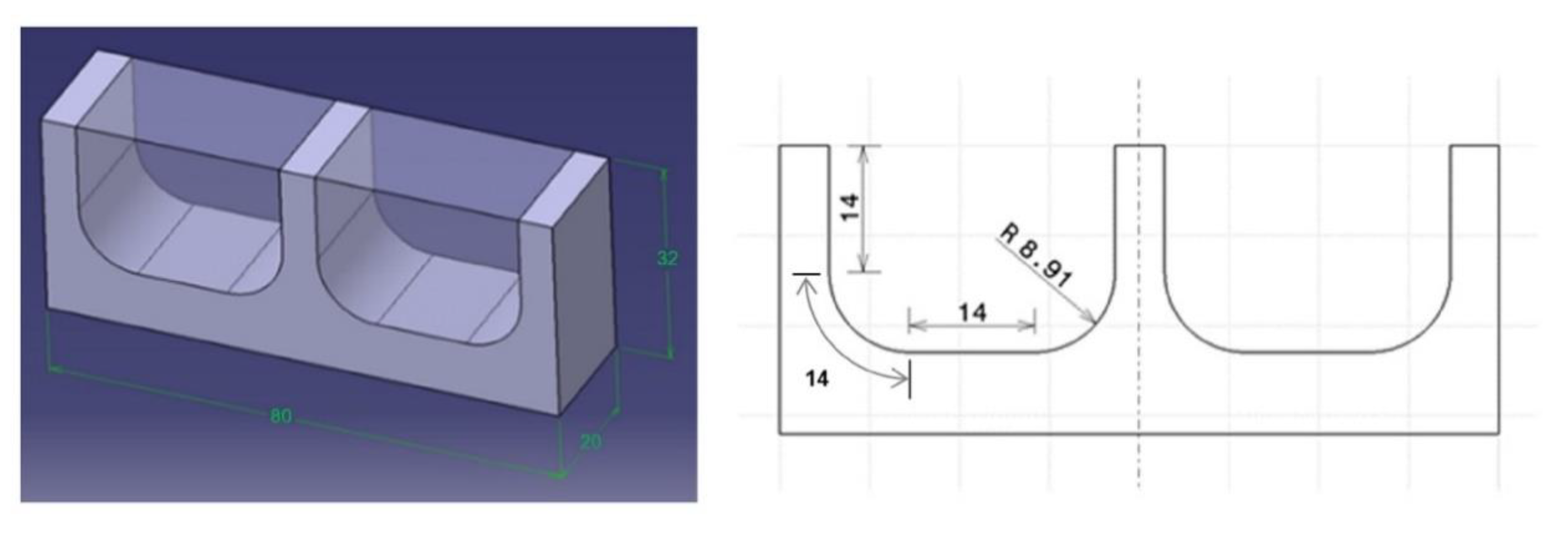
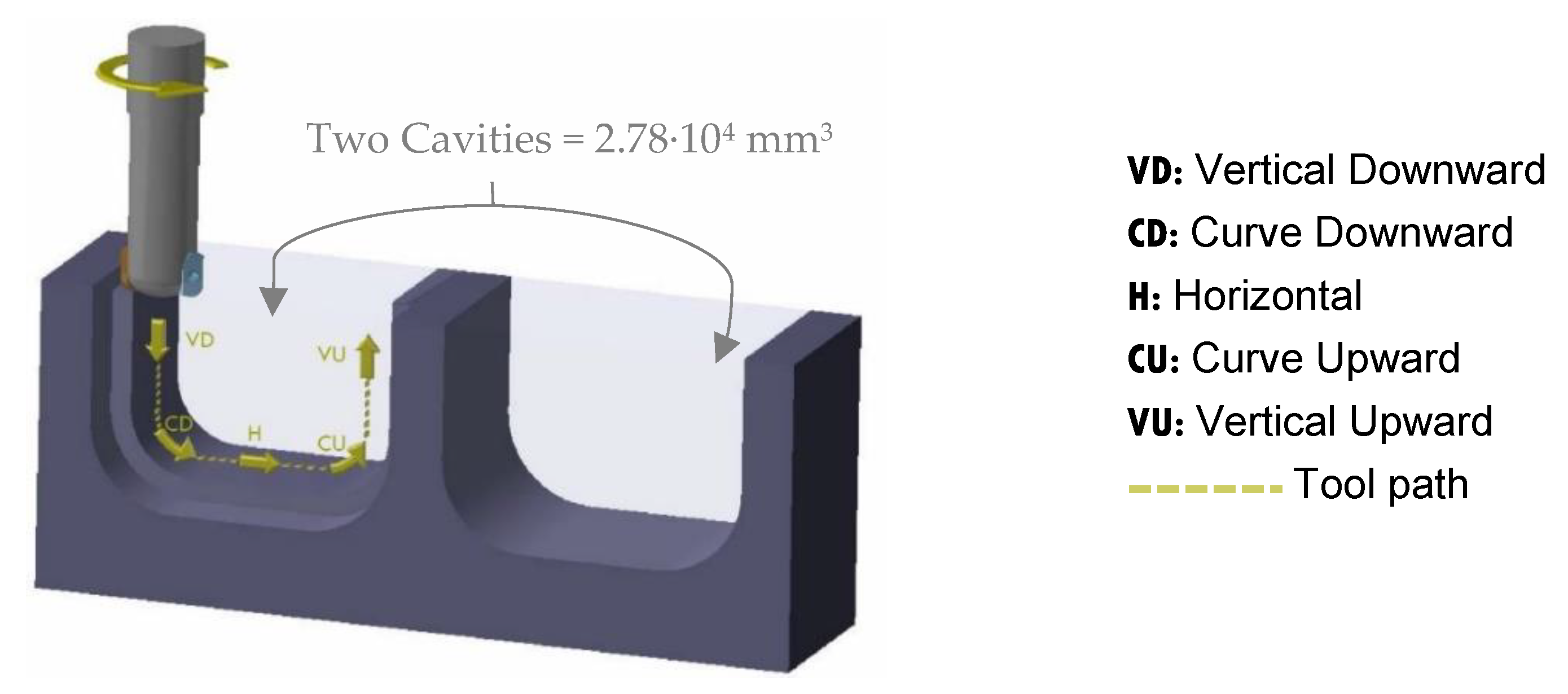
2.1. Workpiece Material and Geometry
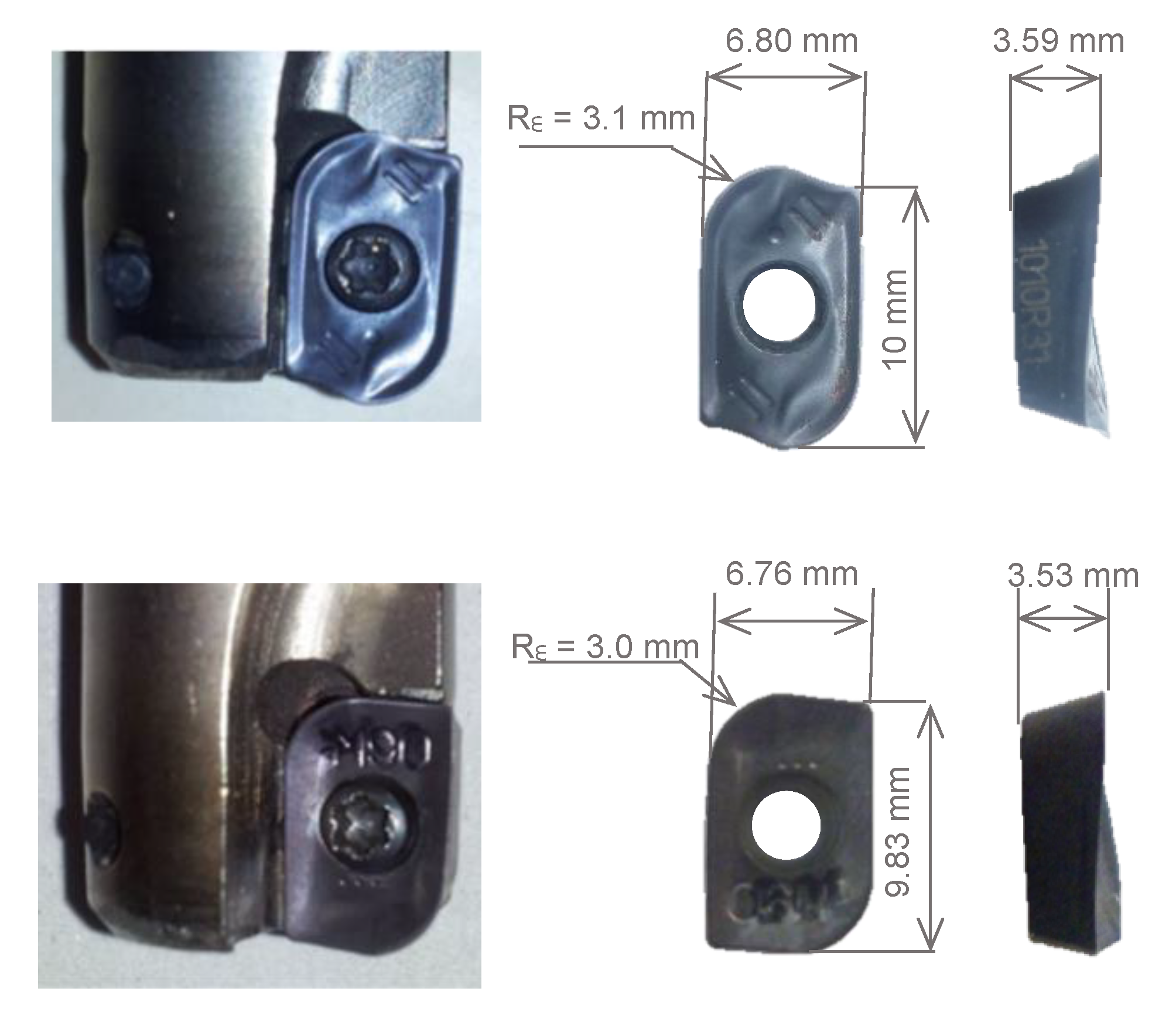
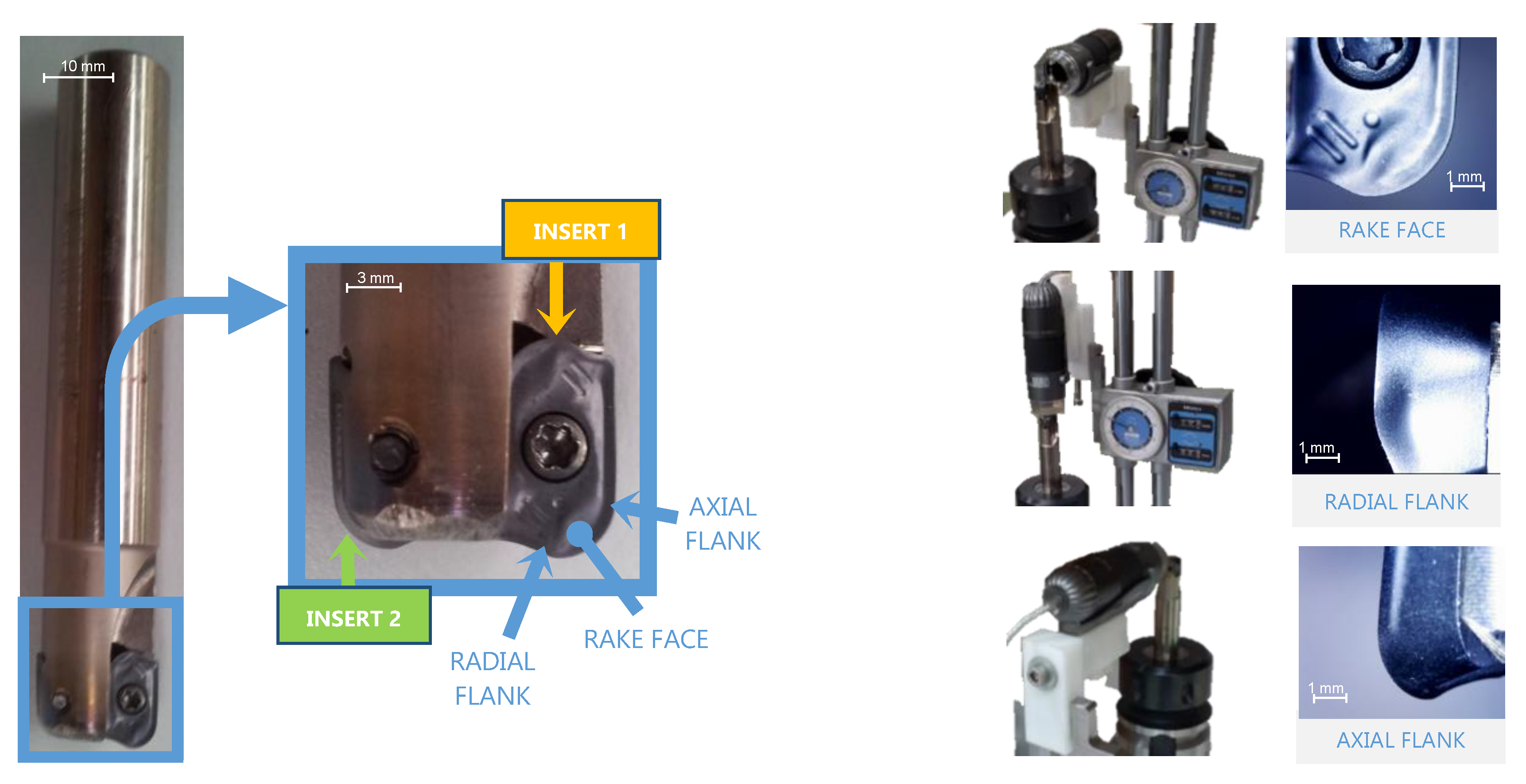
2.2. Tools and Machining Procedure
2.3. Experimental Approach
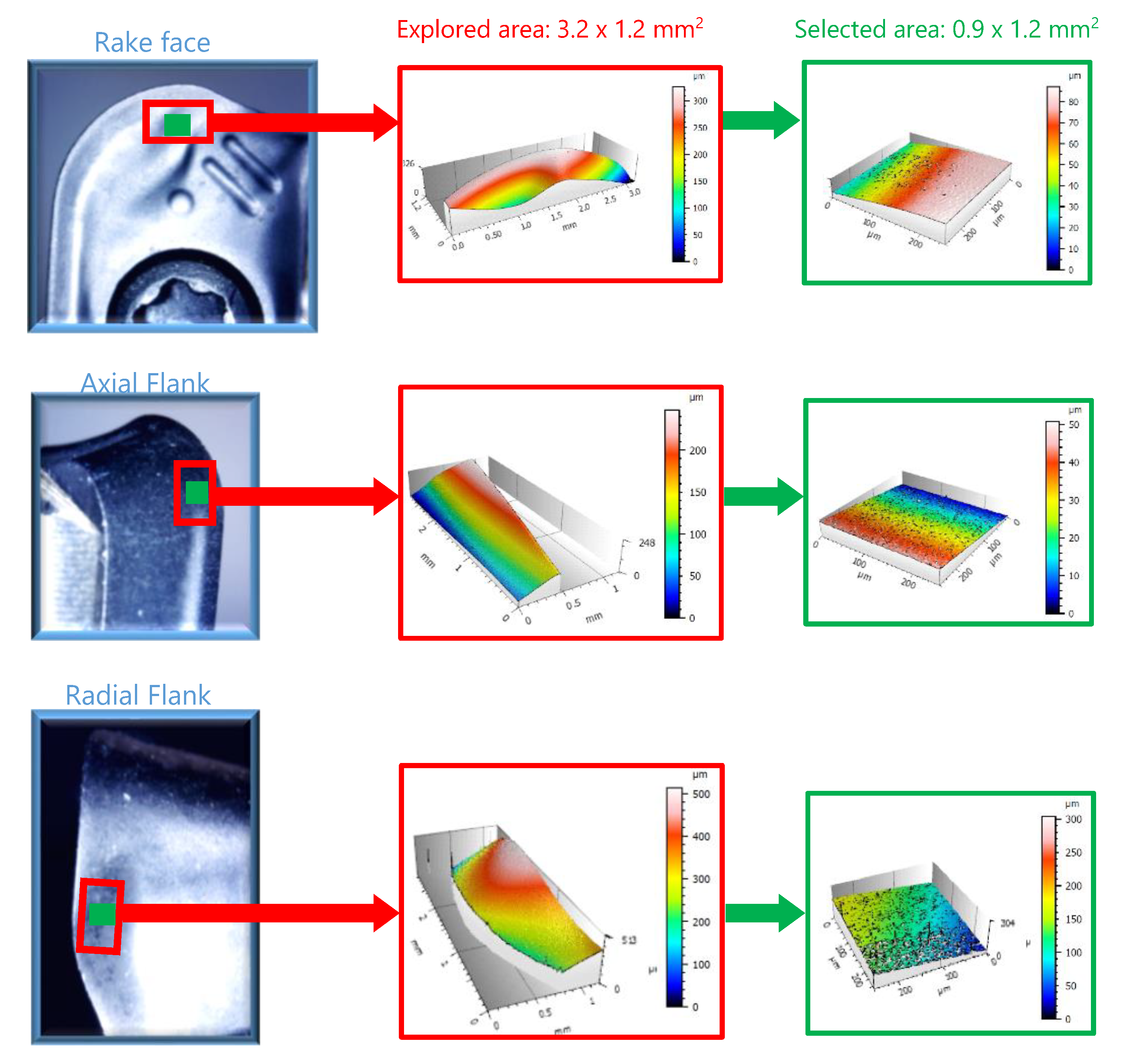
2.4. Wear Metrological Algorithm
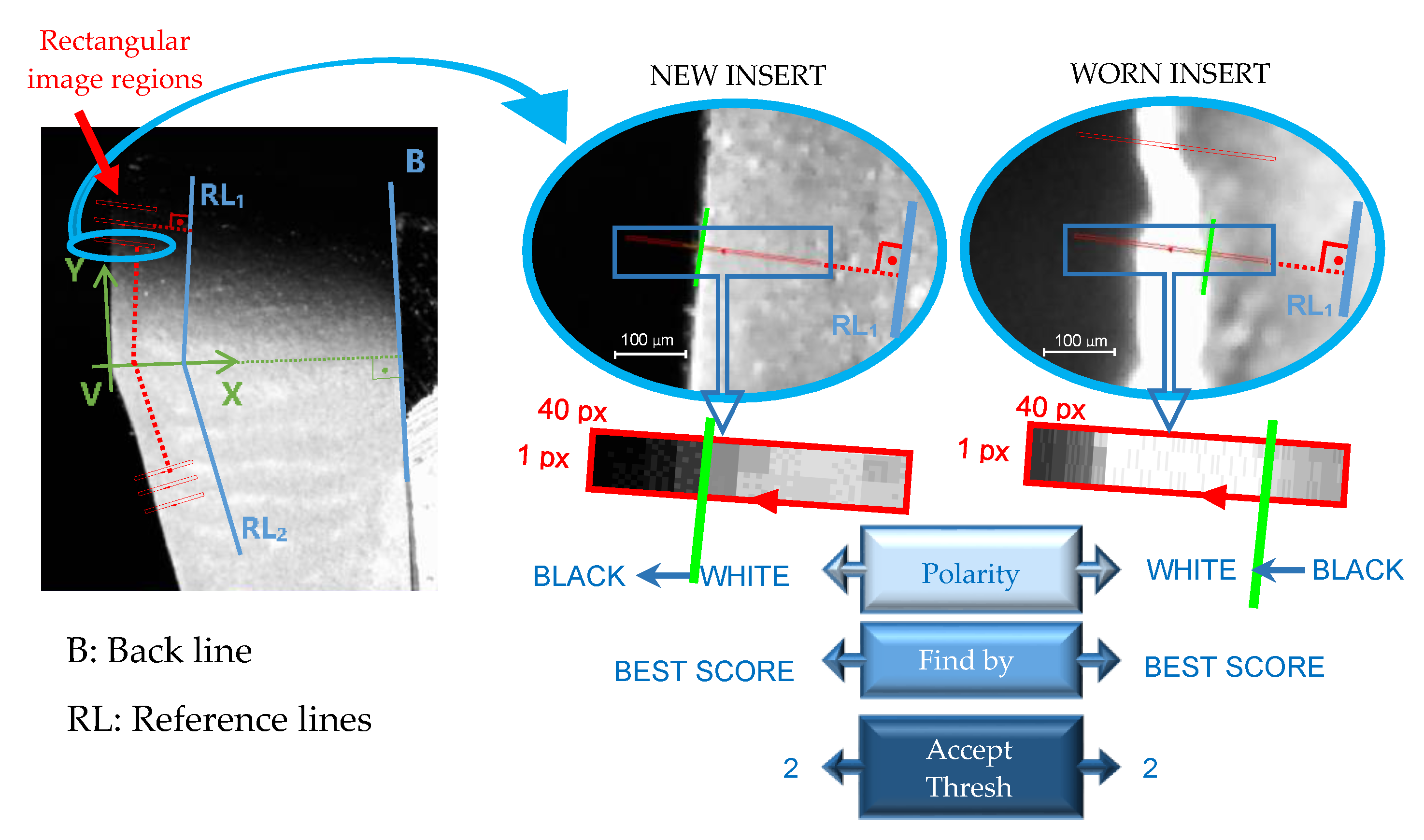
- Filtering: Different filters proposed by Insight Explorer from Cognex® were studied to get better results from the images. After the analysis, the results obtained did not improve the quality of tool wear measurements and the final analysis was applied without filtering.
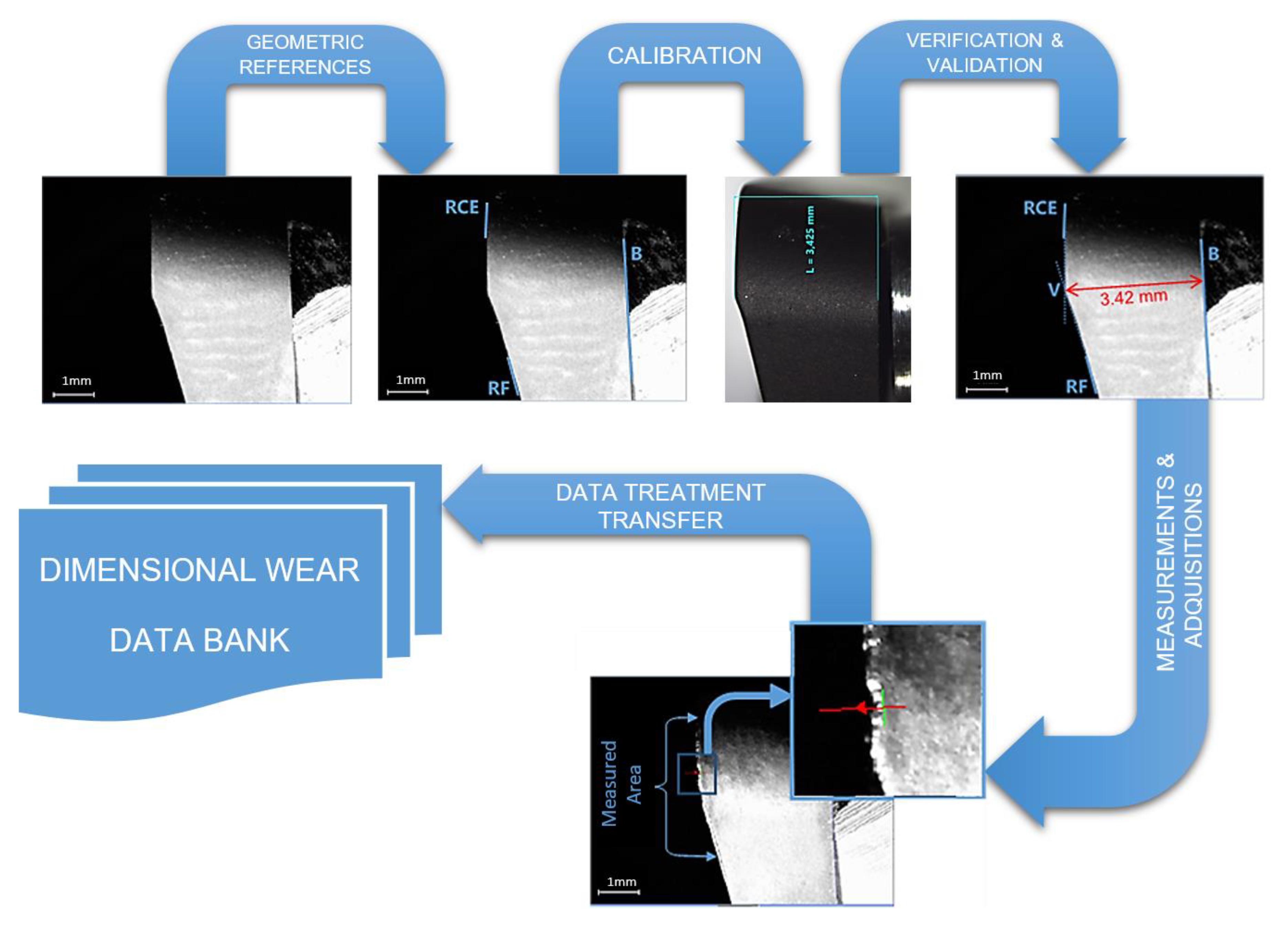
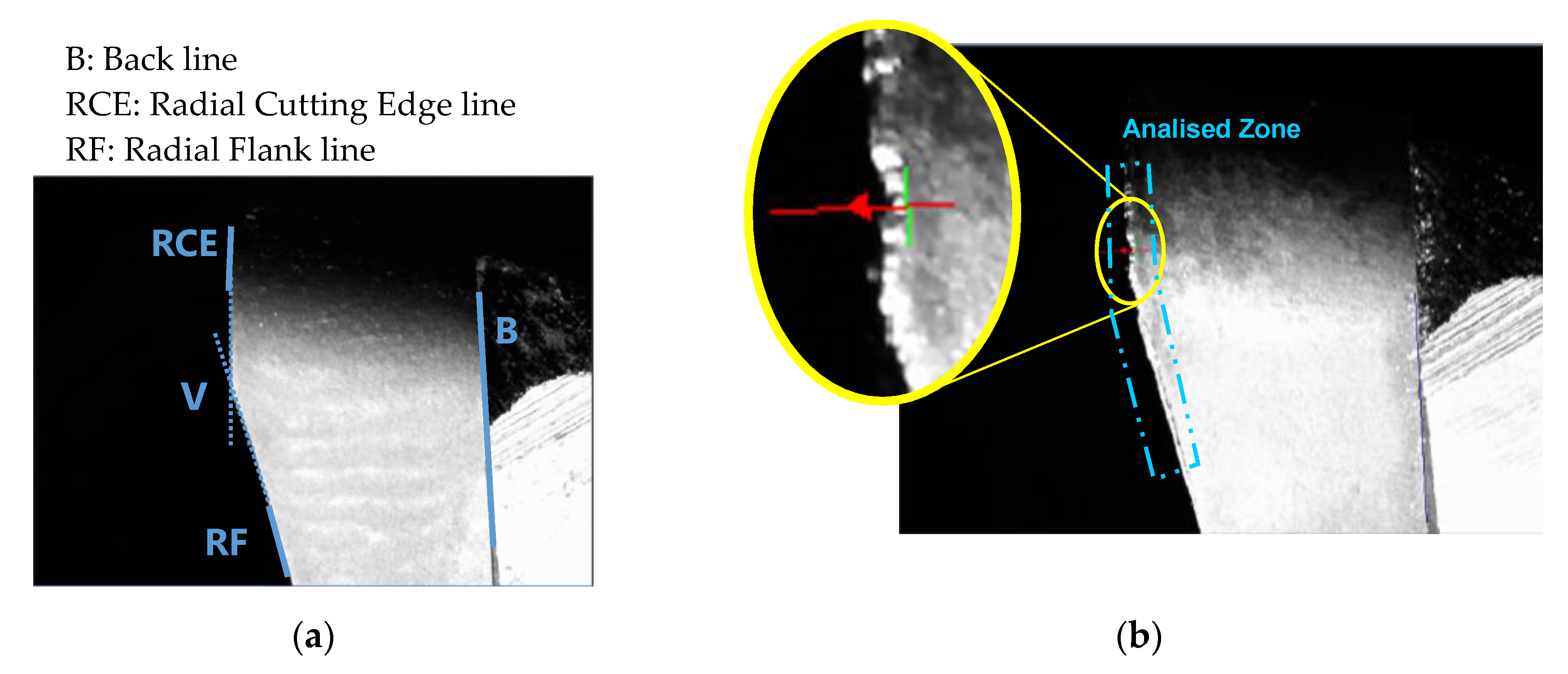
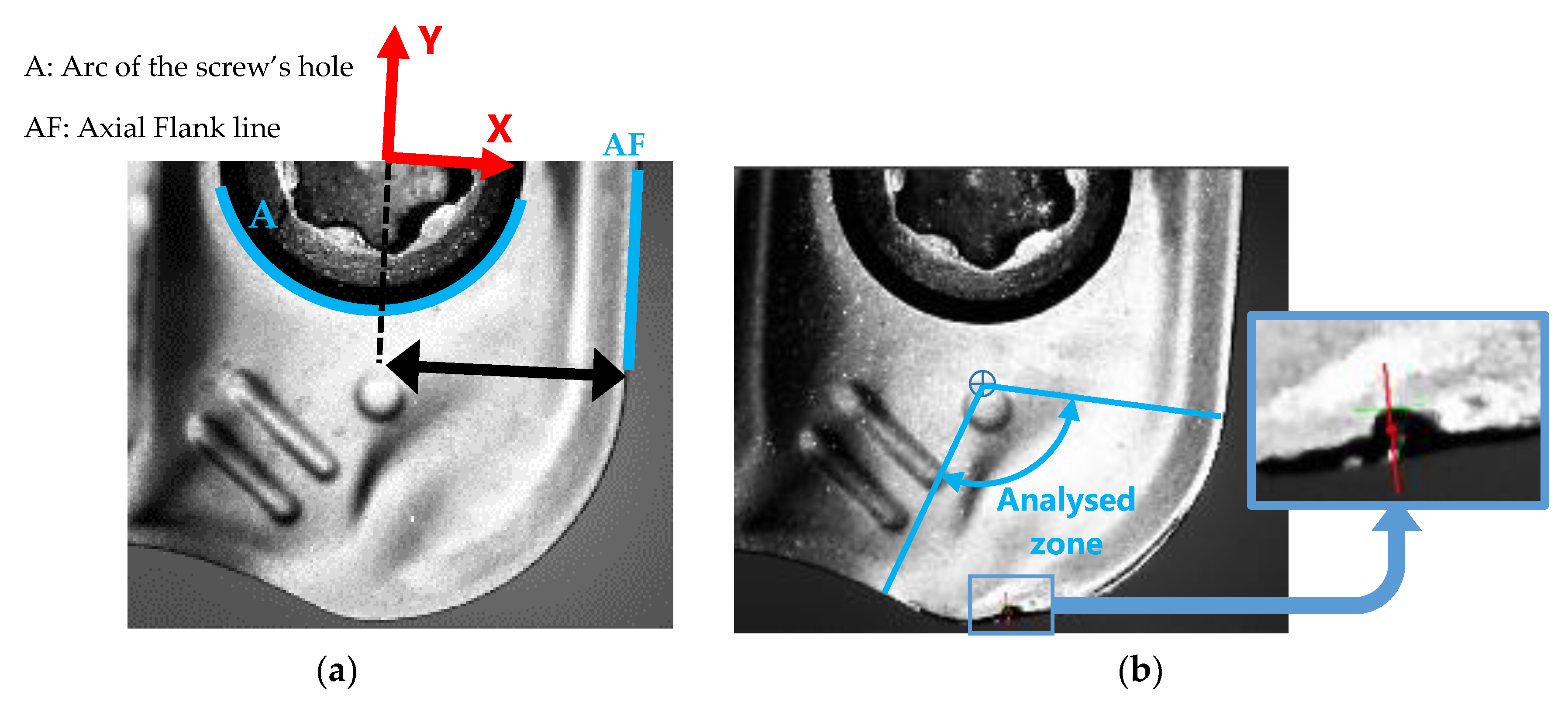
- Reference: To locate the insert on the image, the invariable items have to be founded. These items are different in each kind of image (radial flank, axial flank and rake face).
- Calibration: To convert pixel measurements performed on the image to their corresponding values in the real world throughout some known values. Dimensions measured by a stereoscopic microscope were used as reference for calibration.
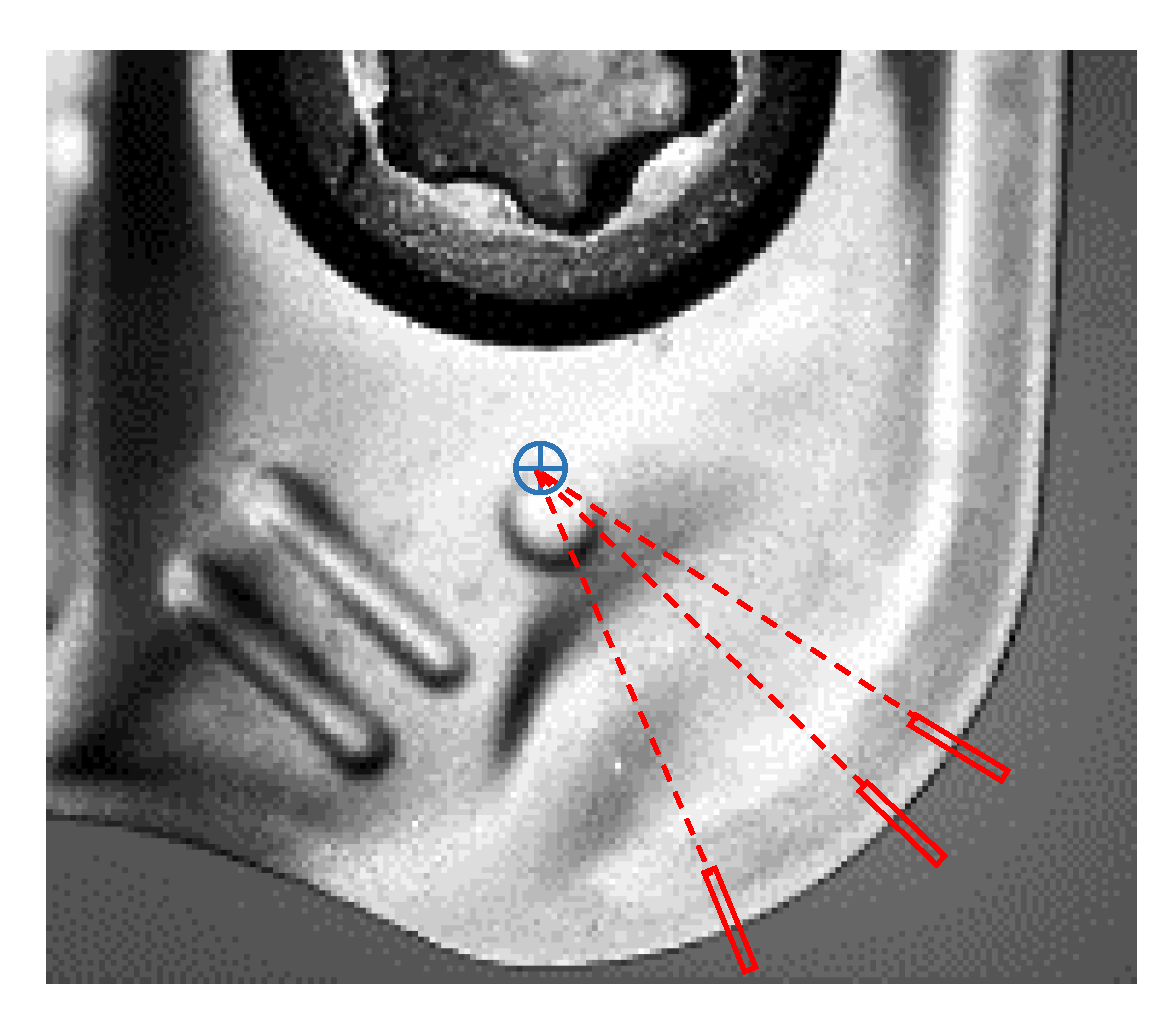
- Measurement: The pixels of the wear region were obtained on the calibrated image throughout the analysis along the tool border.
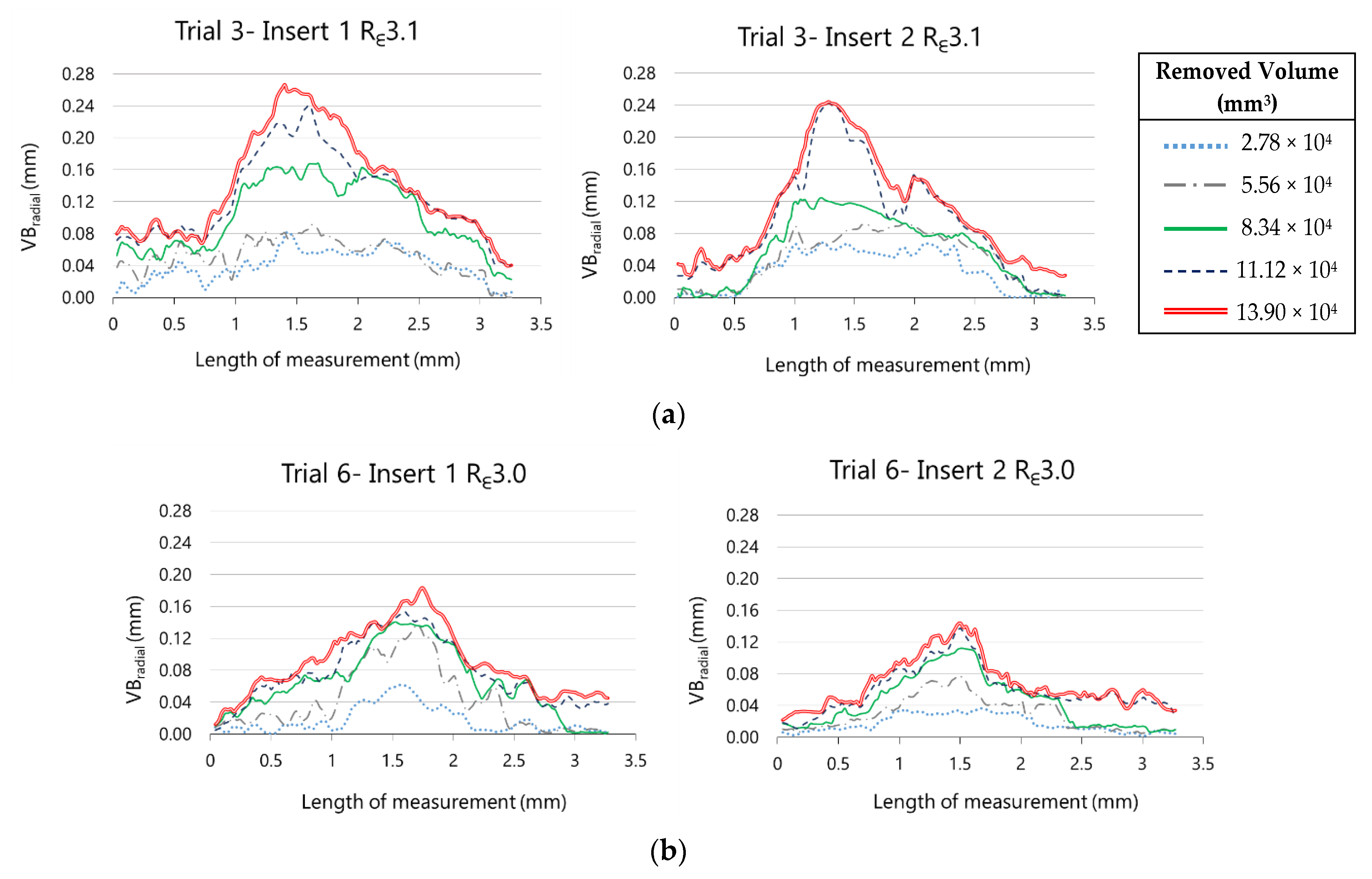
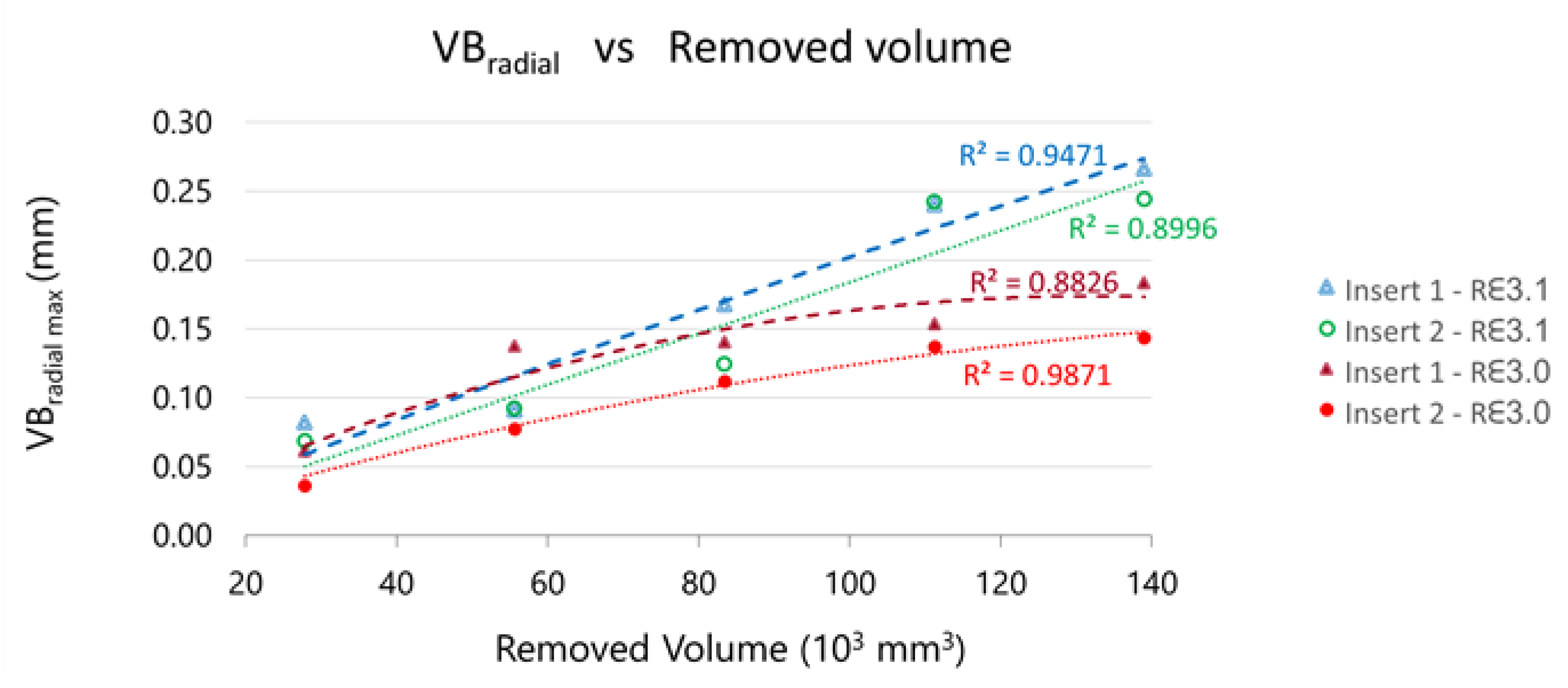
2.5. Radial Flank Wear Measurement (VBradial)
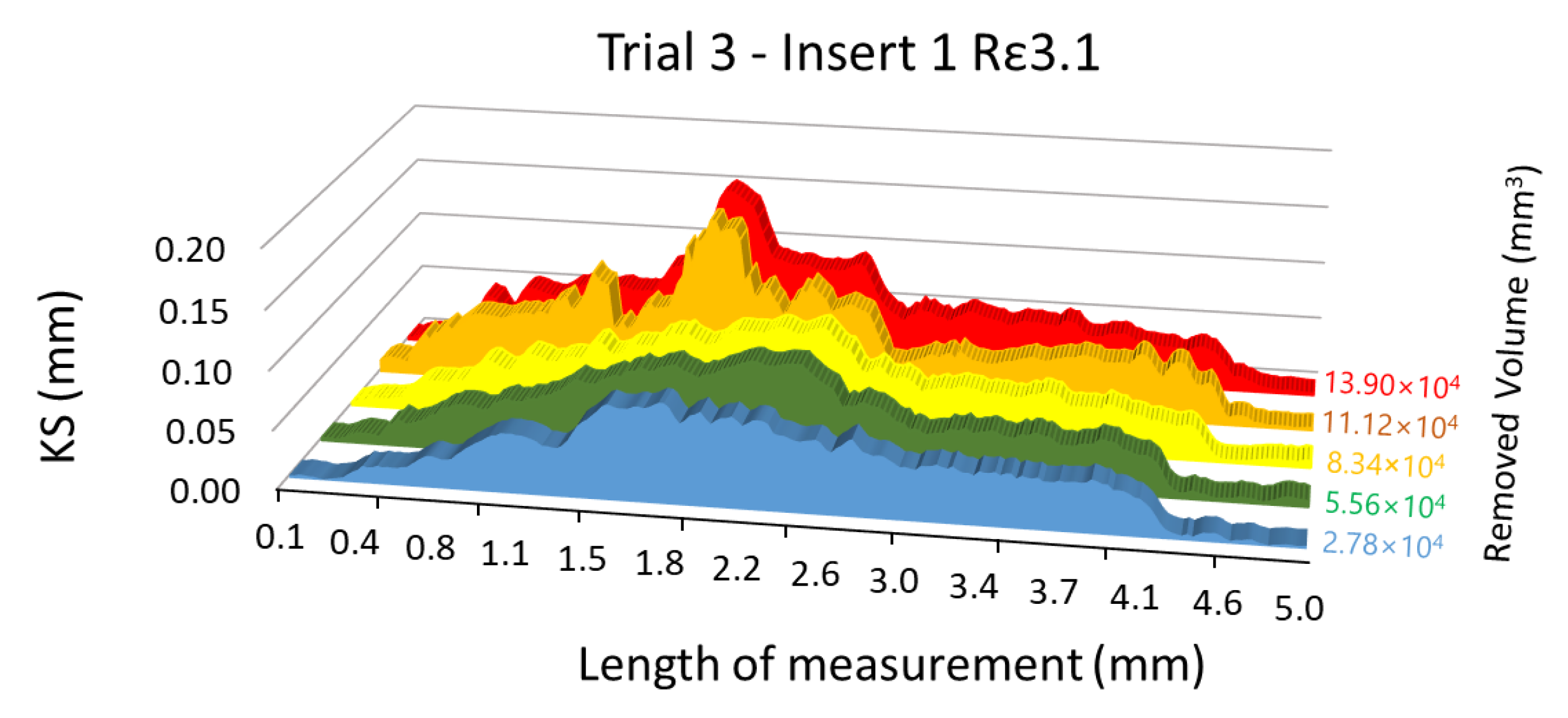
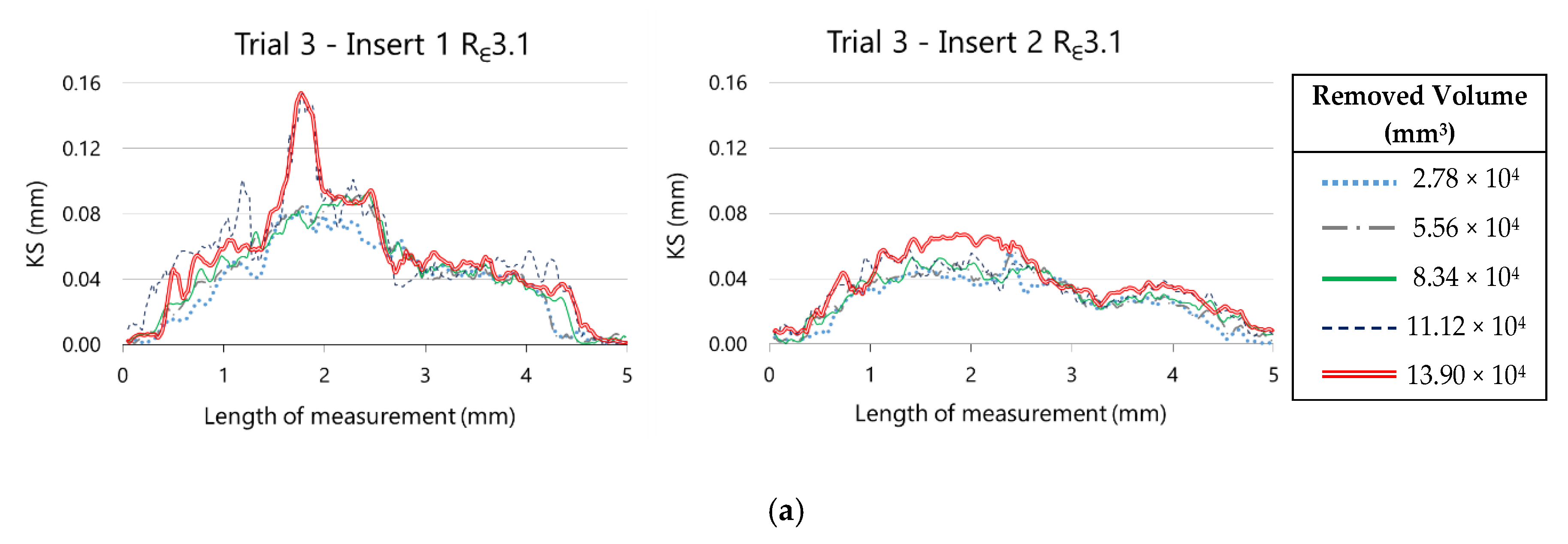
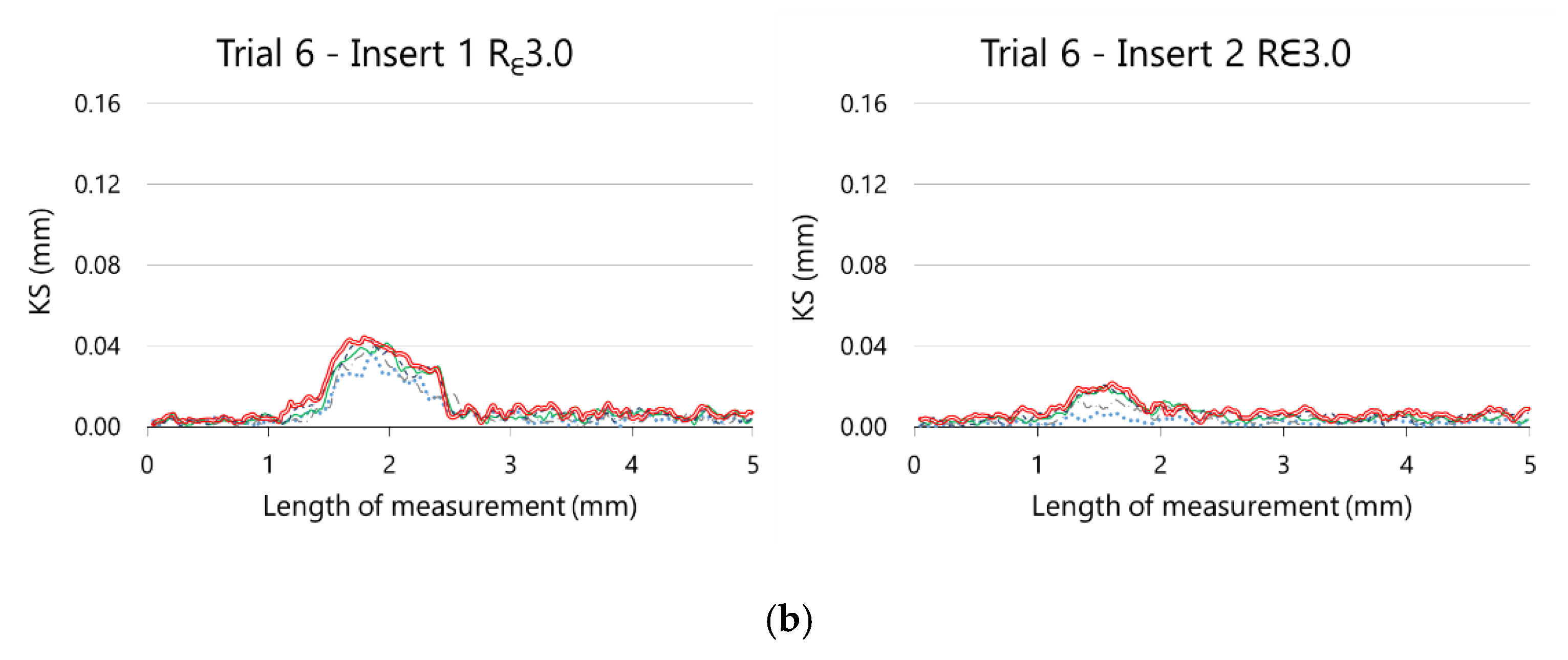
2.6. Retraction of the Cutting Edge Measurement (KS)
3. Results and Discussion
3.1. Wear Kinetics of Radial Flank
3.2. Wear Kinetic of Rake Face
3.3. Discriminatory Analysis of Two Similar Inserts
3.4. Discriminatory Detection of Catastrofic Wear
4. Conclusions and Perspectives
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Stout, K.J.; Blunt, L. Part I—Development of surface characterization. In Three Dimensional Surface Topography; Butterworth-Heinemann: Oxford, UK, 2000; pp. 1–18. [Google Scholar]
- Deltombe, R.; Kubiak, K.J.; Bigerelle, M. How to Select the Most Relevant 3D Roughness Parameters of a Surface. Scanning 2014, 36, 150–160. [Google Scholar] [CrossRef]
- Mathia, T.G.; Pawlus, P.; Wieczorowski, M. Recent trends in surface metrology. Wear 2011, 271, 494–508. [Google Scholar] [CrossRef]
- Blateyron, F. The areal feature parameters. In Characterisation of Areal Surface Texture; Springer: Berlin, Germany, 2013; pp. 45–65. [Google Scholar]
- Parenti, P.; Masato, D.; Sorgato, M.; Lucchetta, G.; Annoni, M. Surface footprint in molds micromilling and effect on part demoldability in micro injection molding. J. Manuf. Process. 2017, 29, 160–174. [Google Scholar] [CrossRef]
- Abhishek, K.; Datta, S.; Mahapatra, S.S. Optimization of MRR, Surface Roughness, and Maximum Tool-Tip Temperature during Machining of CFRP Composites. Mater. Today Proc. 2017, 4, 2761–2770. [Google Scholar] [CrossRef]
- Torims, T.; Logins, A.; Rosado, P.C.; Gutierrez, S.; Torres, R. The dependence of 3D surface roughness parameters on high-speed milling technological parameters and machining strategy. In Proceedings of the Asme International Mechanical Engineering Congress and Exposition 2014, Montreal, QC, Canada, 14–20 November 2014. [Google Scholar]
- Saikumar, S.; Shunmugam, M.S. Investigations into high-speed rough and finish end-milling of hardened EN24 steel for implementation of control strategies. Int. J. Adv. Manuf. Technol. 2012, 63, 391–406. [Google Scholar] [CrossRef]
- Jaako, I.; Varis, J. Surface roughness in deep-hole drilling. In Proceedings of the 13th International Conference on Mechanika 2008, Kaunas, Lithuania, 3–4 April 2008; pp. 174–179. [Google Scholar]
- Liang, X.L.; Liu, Z.Q. Experimental investigations on effects of tool flank wear on surface integrity during orthogonal dry cutting of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2017, 93, 1617–1626. [Google Scholar] [CrossRef]
- Ferreira, R.; Rehor, J.; Lauro, C.H.; Carou, D.; Davim, J.P. Analysis of the hard turning of AISI H13 steel with ceramic tools based on tool geometry: Surface roughness, tool wear and their relation. J. Braz. Soc. Mech. Sci. Eng. 2016, 38, 2413–2420. [Google Scholar] [CrossRef]
- Prado, T. Análisis de Desgaste de Herramienta y Optimización de Proceso Mecanizado Mediante Visión Computarizada y Consumo Eléctrico. Ph.D. Thesis, University of Vigo, Vigo, Spain, 2015. [Google Scholar]
- Krolczyk, G.M.; Maruda, R.W.; Nieslony, P.; Wieczorowski, M. Surface morphology analysis of Duplex Stainless Steel (DSS) in Clean Production using the Power Spectral Density. Measurement 2016, 94, 464–470. [Google Scholar] [CrossRef]
- Shiraishi, M. Scope of in-process measurement, monitoring and control techniques in machining processes—Part 1: In-process techniques for tools. Precis. Eng. J. Am. Soc. Precis. Eng. 1988, 10, 179–189. [Google Scholar] [CrossRef]
- Kurada, S.; Bradley, C. A review of machine vision sensors for tool condition monitoring. Comput. Ind. 1997, 34, 55–72. [Google Scholar] [CrossRef]
- Twardowski, P.; Wiciak-Pikula, M. Prediction of Tool Wear Using Artificial Neural Networks during Turning of Hardened Steel. Materials 2019, 12, 3091. [Google Scholar] [CrossRef] [PubMed]
- Siddhpura, A.; Paurobally, R. A review of flank wear prediction methods for tool condition monitoring in a turning process. Int. J. Adv. Manuf. Technol. 2013, 65, 371–393. [Google Scholar] [CrossRef]
- Botsaris, P.N.; Tsanakas, J.A. State-of-the-art in methods applied to Tool Condition Monitoring (TCM) in unmanned machining operations: A review. In Proceedings of the International Conference of COMADEM, Prague, Czech Republic, 8–10 June 2008; pp. 73–87. [Google Scholar]
- Kerr, D.; Pengilley, J.; Garwood, R. Assessment and visualisation of machine tool wear using computer vision. Int. J. Adv. Manuf. Technol. 2006, 28, 781–791. [Google Scholar] [CrossRef]
- Kassim, A.A.; Mannan, M.A.; Mian, Z. Texture analysis methods for tool condition monitoring. Image Vision Comput. 2007, 25, 1080–1090. [Google Scholar] [CrossRef]
- Boujelbene, M.; Moisan, A.; Tounsi, N.; Brenier, B. Productivity enhancement in dies and molds manufacturing by the use of C(1) continuous tool path. Int. J. Mach. Tools Manuf. 2004, 44, 101–107. [Google Scholar] [CrossRef]
- Urbanski, J.P.; Koshy, P.; Dewes, R.C.; Aspinwall, D.K. High speed machining of moulds and dies for net shape manufacture. Mater. Des. 2000, 21, 395–402. [Google Scholar] [CrossRef]
- De Souza, A.F.; Diniz, A.E.; Rodrigues, A.R.; Coelho, R.T. Investigating the cutting phenomena in free-form milling using a ball-end cutting tool for die and mold manufacturing. Int. J. Adv. Manuf. Technol. 2014, 71, 1565–1577. [Google Scholar] [CrossRef]
- Li, H.; Feng, H.Y. Efficient five-axis machining of free-form surfaces with constant scallop height tool paths. Int. J. Prod. Res. 2004, 42, 2403–2417. [Google Scholar] [CrossRef]
- Bayer, R.G. Wear Analysis for Engineers; HNB: New York, NY, USA, 2002. [Google Scholar]
- Groover, M.P.; de la Peña Gómez, C.M.; Sarmiento, M.Á.M. Fundamentos de Manufactura Moderna: Materiales, Procesos y Sistemas; Pearson Educación: Bogotá, México, 1997. [Google Scholar]
- ISO. ISO 8688-2:1989_Tool life testing in milling—Part 2: End milling. International Organization for Standardization; ISO: Genève, Switzerland, 1989. [Google Scholar]
- Pekelharing, A.J.; van Luttervelt, C.A.; Collége International pour les Recherches scientifique de Production mèchanique Group. Terminology and Procedures for Turning Research; Group C du Collége International pour les Recherches Scientifiques de Production Mècanique: Delft, The Netherlands, 1969. [Google Scholar]
- Wojciechowski, S.; Maruda, R.W.; Nieslony, P.; Krolczyk, G.M. Investigation on the edge forces in ball end milling of inclined surfaces. Int. J. Mech. Sci. 2016, 119, 360–369. [Google Scholar] [CrossRef]
- Miko, B.; Zentay, P. A geometric approach of working tool diameter in 3-axis ball-end milling. Int. J. Adv. Manuf. Technol. 2019, 104, 1497–1507. [Google Scholar] [CrossRef]
- Antony, J. Design of Experiments for Engineers and Scientists; Elsevier: Oxford, UK, 2003. [Google Scholar]
- Wojcik, A.; Koscielniak, P.; Mazur, M.; Mathia, T.G. Morphological discrimination of granular materials by measurement of pixel intensity distribution (PID). Metrol. Meas. Syst. 2019, 26, 297–308. [Google Scholar] [CrossRef]
- Pereira, A.; Martínez, J.; Prado, M.T.; Perez, J.A.; Mathia, T. Topographic wear monitoring of the interface tool/workpiece in milling. Adv. Mater. Res. 2014, 966–967, 152–167. [Google Scholar]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Mo | V |
|---|---|---|---|---|---|
| 0.39 | 1 | 0.4 | 5.2 | 1.4 | 0.9 |
| Hardness | Tensile Strength Rm | Yield Strength Rp0.2 |
|---|---|---|
| 47 HRC | 1420 MPa | 1280 MPa |
| Machining Parameter | Value |
|---|---|
| Tool path style | Monodirectional |
| Machining tolerance | 0.01 mm |
| Radial depth ap | 3 mm |
| Axial depth ae | 0.25 mm |
| Speed vc | 120 m/min |
| Feed rate f | 0.24 mm/rev |
| Trial | Tool Nose Radius of Insert | Total Removed Volume mm3 | Machined Specimens |
|---|---|---|---|
| 1 | Rε3.1 | 2.78 × 104 |  |
| 2 | Rε3.1 | 8.34 × 104 |  |
| 3 | Rε3.1 | 13.9 × 104 |  |
| 4 | Rε3.0 | 2.78 × 104 |  |
| 5 | Rε3.0 | 8.34 × 104 |  |
| 6 | Rε3.0 | 13.9 × 104 |  |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Prado, T.; Pereira, A.; Fenollera, M.; Mathia, T.G. Simple Discriminatory Methodology for Wear Analysis of Cutting Tools: Impact on Work Piece Surface Morphology in Case of Differently Milled Kinetics Steel H13. Materials 2020, 13, 215. https://doi.org/10.3390/ma13010215
Prado T, Pereira A, Fenollera M, Mathia TG. Simple Discriminatory Methodology for Wear Analysis of Cutting Tools: Impact on Work Piece Surface Morphology in Case of Differently Milled Kinetics Steel H13. Materials. 2020; 13(1):215. https://doi.org/10.3390/ma13010215
Chicago/Turabian StylePrado, Teresa, Alejandro Pereira, Maria Fenollera, and Thomas G. Mathia. 2020. "Simple Discriminatory Methodology for Wear Analysis of Cutting Tools: Impact on Work Piece Surface Morphology in Case of Differently Milled Kinetics Steel H13" Materials 13, no. 1: 215. https://doi.org/10.3390/ma13010215
APA StylePrado, T., Pereira, A., Fenollera, M., & Mathia, T. G. (2020). Simple Discriminatory Methodology for Wear Analysis of Cutting Tools: Impact on Work Piece Surface Morphology in Case of Differently Milled Kinetics Steel H13. Materials, 13(1), 215. https://doi.org/10.3390/ma13010215