Low Temperature Joining and High Temperature Application of Segmented Half Heusler/Skutterudite Thermoelectric Joints


Abstract
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
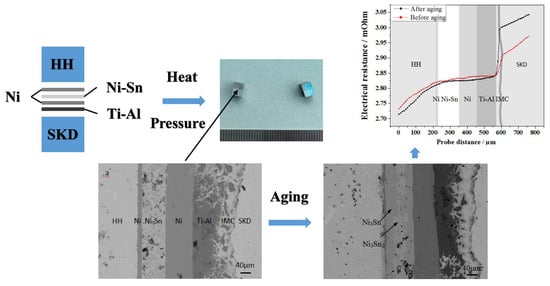
- Segmented HH and SKD TE materials were successfully joined by a low temperature method and survived a 600 °C isothermal aging experiment.
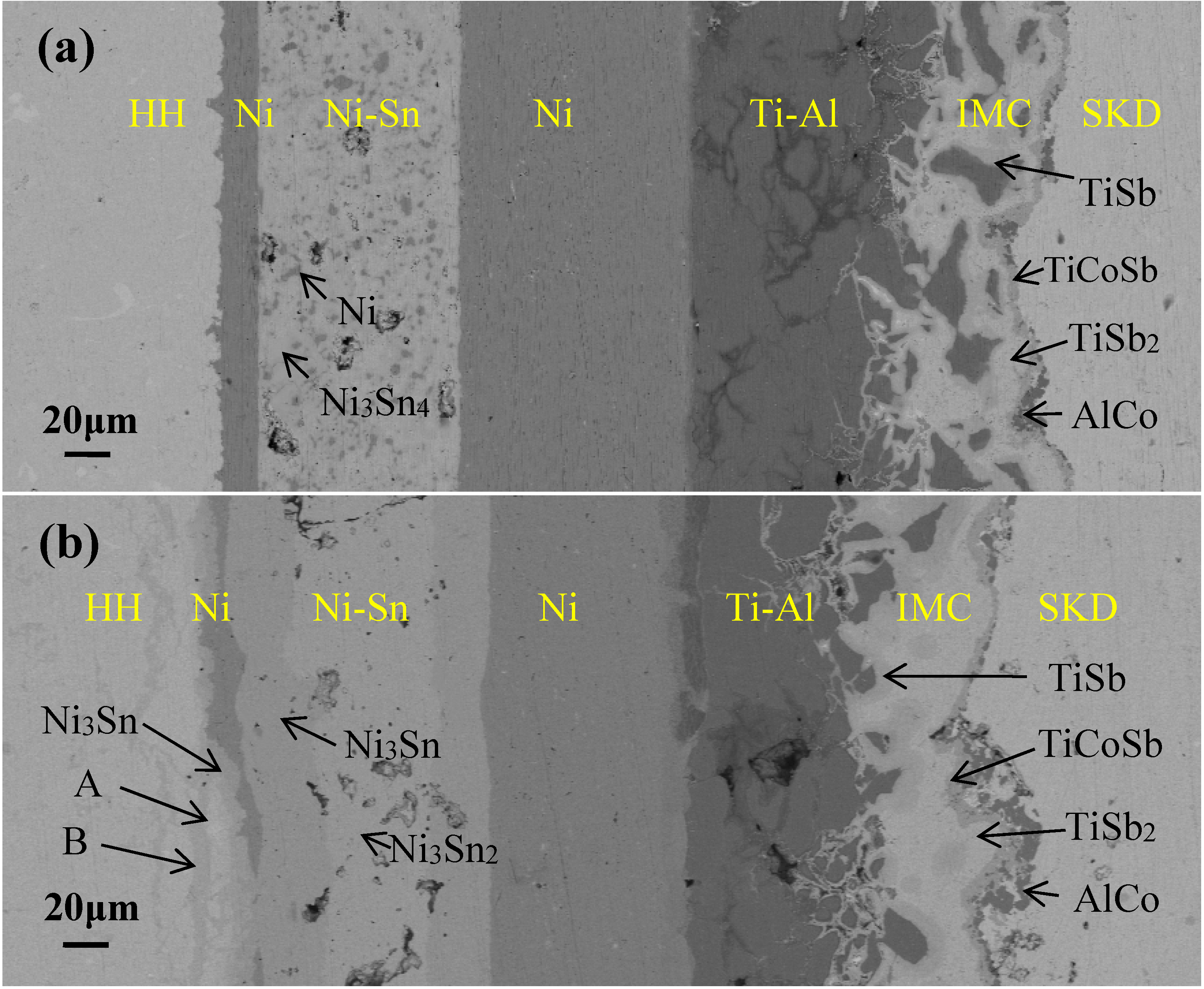
- The transformation of Sn and Ni into Ni3Sn4 during the joining and following heat treatment and Ni3Sn2 and Ni3Sn during the isothermal aging is the reason why the joint was well bonded and could survive the high temperature isothermal aging.
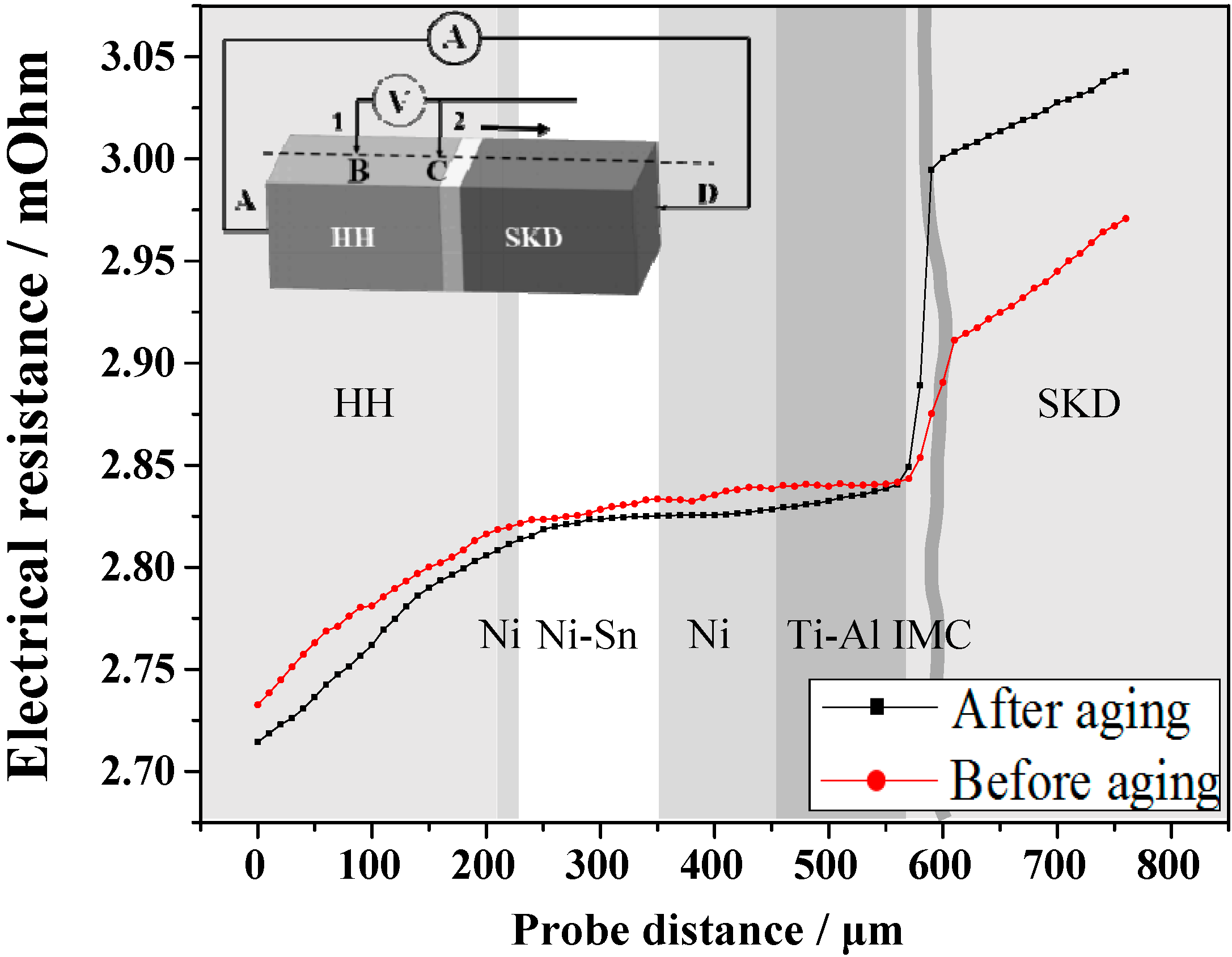
- The contact resistance at the interface between the bonding layer and connecting layers of both HH and SKD is very low. The above results show that the low temperature joining process is effective to fabricate qualified segmented TE joints.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Woerner, D. A Progress Report on the eMMRTG. J. Electron. Mater. 2015, 45, 1278–1283. [Google Scholar] [CrossRef]
- Bell, L.E. Cooling, heating, generating power, and recovering waste heat with thermoelectric systems. Science 2008, 321, 1457–1461. [Google Scholar] [CrossRef] [PubMed]
- Jiang, J.; Chen, L.D.; Bai, S.Q.; Yao, Q.; Wang, Q. Thermoelectric properties of textured p-type (Bi,Sb)2Te3 fabricated by spark plasma sintering. Scr. Mater. 2005, 52, 347–351. [Google Scholar] [CrossRef]
- Li, J.H.; Tan, Q.; Li, J.F.; Liu, D.W.; Li, F.; Li, Z.Y.; Zou, M.M.; Wang, K. BiSbTe-Based Nanocomposites with High ZT: The Effect of SiC Nanodispersion on Thermoelectric Properties. Adv. Funct. Mater. 2013, 23, 4317–4323. [Google Scholar] [CrossRef]
- Hao, F.; Qiu, P.F.; Tang, Y.S.; Bai, S.Q.; Xing, T.; Chu, H.S.; Zhang, Q.H.; Lu, P.; Zhang, T.S.; Ren, D.D.; et al. High efficiency Bi2Te3-based materials and devices for thermoelectric power generation between 100 and 300 degrees C. Energy Environ. Sci. 2016, 9, 3120–3127. [Google Scholar] [CrossRef]
- Xiong, D.B.; Okamoto, N.L.; Inui, H. Enhanced thermoelectric figure of merit in p-type Ag-doped ZnSb nanostructured with Ag3Sb. Scr. Mater. 2013, 69, 397–400. [Google Scholar] [CrossRef]
- Tseng, F.N.; Li, S.Y.; Wu, C.F.; Pan, Y.; Li, L.L. Thermoelectric and mechanical properties of ZnSb/SiC nanocomposites. J. Mater. Sci. 2016, 51, 5271–5280. [Google Scholar] [CrossRef]
- Biswas, K.; He, J.Q.; Blum, I.D.; Wu, C.I.; Hogan, T.P.; Seidman, D.N.; Dravid, V.P.; Kanatzidis, M.G. High-performance bulk thermoelectrics with all-scale hierarchical architectures. Nature 2012, 489, 414–418. [Google Scholar] [CrossRef]
- Li, J.Q.; Lu, Z.W.; Li, S.M.; Liu, F.S.; Ao, W.Q.; Li, Y. High thermoelectric properties of PbTe-Sm2Se3 composites. Scr. Mater. 2016, 112, 144–147. [Google Scholar] [CrossRef]
- Zhang, Q.H.; Zhou, Z.X.; Dylla, M.; Agne, M.T.; Pei, Y.Z.; Wang, L.J.; Tang, Y.S.; Liao, J.C.; Li, J.; Bai, S.Q.; et al. Realizing high-performance thermoelectric power generation through grain boundary engineering of skutterudite-based nanocomposites. Nano Energy 2017, 41, 501–510. [Google Scholar] [CrossRef]
- Zhou, Z.X.; Li, J.L.; Fan, Y.C.; Zhang, Q.; Lu, X.F.; Fan, S.J.; Kikuchi, K.; Nomura, N.; Kawasaki, A.; Wang, L.J.; et al. Uniform dispersion of SiC in Yb-filled skutterudite nanocomposites with high thermoelectric and mechanical performance. Scr. Mater. 2019, 162, 166–171. [Google Scholar] [CrossRef]
- Fu, C.G.; Zhu, T.J.; Liu, Y.T.; Xie, H.H.; Zhao, X.B. Band engineering of high performance p-type FeNbSb based half-Heusler thermoelectric materials for figure of merit zT > 1. Energy Environ. Sci. 2015, 8, 216–220. [Google Scholar] [CrossRef]
- Xing, Y.F.; Liu, R.H.; Sun, Y.Y.; Chen, F.; Zhao, K.P.; Zhu, T.J.; Bai, S.Q.; Chen, L.D. Self-propagation high-temperature synthesis of half-Heusler thermoelectric materials: Reaction mechanism and applicability. J. Mater. Chem. A 2018, 6, 19470–19478. [Google Scholar] [CrossRef]
- Zhang, Q.H.; Huang, X.Y.; Bai, S.Q.; Shi, X.; Uher, C.; Chen, L.D. Thermoelectric Devices for Power Generation: Recent Progress and Future Challenges. Adv. Eng. Mater. 2016, 18, 194–213. [Google Scholar] [CrossRef]
- Ouyang, D.L. Modelling of segmented high-performance thermoelectric generators with effects of thermal radiation, electrical and thermal contact resistances. Sci. Rep. 2016, 6, 24123. [Google Scholar] [CrossRef]
- Kang, Y.S.; Niino, M.; Nishida, I.A.; Yoshino, J. Development and evaluation of 3-stage segmented thermoelectric elements. In Proceedings of the Seventeenth International Conference on Thermoelectrics, ICT, Nagoya, Japan, 24–28 May 1998; pp. 429–432. [Google Scholar]
- Li, S.Y.; Pei, J.; Liu, D.W.; Bao, L.L.; Li, J.F.; Wu, H.Q.; Li, L.L. Fabrication and characterization of thermoelectric power generators with segmented legs synthesized by one-step spark plasma sintering. Energy 2016, 113, 35–43. [Google Scholar] [CrossRef]
- Wannasut, P.; Prayoonphokkharat, P.; Jaiban, P.; Keawprak, N.; Watcharapasorn, A. Thermoelectric properties of YBa2Cu3O7−x-NayCoO2 segmented oxide ceramics. Mater. Lett. 2019, 236, 378–382. [Google Scholar] [CrossRef]
- Zhang, Q.H.; Liao, J.C.; Tang, Y.S.; Gu, M.; Ming, C.; Qiu, P.F.; Bai, S.Q.; Shi, X.; Uher, C.; Chen, L.D. Realizing a thermoelectric conversion efficiency of 12% in bismuth telluride/skutterudite segmented modules through full-parameter optimization and energy-loss minimized integration. Energy Environ. Sci. 2017, 18, 956–963. [Google Scholar] [CrossRef]
- Hung, L.H.; Nong, N.V.; Snyder, G.J.; Viet, M.H.; Balke, B.; Han, L.; Stamate, E.; Linderoth, S.; Pryds, N. High performance p-type segmented leg of misfit-layered cobaltite and half-Heusler alloy. Energy Convers. Manag. 2015, 99, 20–27. [Google Scholar] [CrossRef]
- Bulat, L.P.; Novotelnova, A.V.; Asach, A.; Tukmakova, A.S.; Osvenskii, V.; Parchomenko, Y.; Zhao, L.; Zongrui, Q. Simulation of SPS Process for Fabrication of Thermoelectric Materials with Predicted Properties. J. Electron. Mater. 2017, 47, 2891–2894. [Google Scholar] [CrossRef]
- Yang, T.H.; Yu, H.Y.; Wang, Y.W.; Kao, C.R. Effects of Aspect Ratio on Microstructural Evolution of Ni/Sn/Ni Microjoints. J. Electron. Mater. 2019, 48, 9–16. [Google Scholar] [CrossRef]
- Zhao, X.Y.; Shi, X.; Chen, L.D.; Zhang, W.Q.; Bai, S.Q.; Pei, Y.Z.; Li, X.Y. Synthesis of YbyCo4Sb12/Yb2O3 composites and their thermoelectric properties. Appl. Phys. Lett. 2006, 89, 092121. [Google Scholar] [CrossRef]
- Gu, M.; Xia, X.G.; Li, X.Y.; Huang, X.Y.; Chen, L.D. Microstructural evolution of the interfacial layer in the Ti-Al/Yb0.6Co4Sb12 thermoelectric joints at high temperature. J. Alloys Compd. 2014, 610, 665–670. [Google Scholar] [CrossRef]
- Tang, Y.S.; Bai, S.Q.; Ren, D.D.; Liao, J.C.; Zhang, L.T.; Cheng, L.D. Interface Structure and Electrical Property of Yb0.3Co4Sb12/Mo-Cu Element Prepared by Welding Using Ag-Cu-Zn Solder. J. Inorg. Mater. 2015, 30, 256–260. [Google Scholar]
- Gu, M.; Xia, X.G.; Huang, X.Y.; Bai, S.Q.; Li, X.Y.; Chen, L.D. Study on the interfacial stability of p-type Ti/CeyFexCo4−xSb12 thermoelectric joints at high temperature. J. Alloys Compd. 2016, 671, 238–244. [Google Scholar] [CrossRef]
- Feng, H.L.; Huang, J.H.; Yang, J.; Zhou, S.K.; Zhang, R.; Chen, S.H. A Transient Liquid Phase Sintering Bonding Process Using Nickel-Tin Mixed Powder for the New Generation of High-Temperature Power Devices. J. Electron. Mater. 2017, 46, 4152–4159. [Google Scholar] [CrossRef]
- Okamoto, H. Ni-Sn (Nickel-Tin). J. Phase Equilib. Diffus. 2008, 29, 297–298. [Google Scholar] [CrossRef]
- Chuang, H.Y.; Yang, T.L.; Kuo, M.S.; Chen, Y.J.; Yu, J.J.; Li, C.C.; Kao, C.R. Critical Concerns in Soldering Reactions Arising from Space Confinement in 3-D IC Packages. IEEE Trans. Device Mater. Reliab. 2012, 12, 233–240. [Google Scholar] [CrossRef]
- Cobble, M.H. Calculations of Generator Performance. In CRC Handbook of Thermoelectrics; Rowe, D.M., Ed.; CRC: Boca Raton, FL, USA, 1995; Chapter 39; pp. 489–501. [Google Scholar]
- Qiu, P.F.; Huang, X.Y.; Chen, X.H.; Chen, L.D. Enhanced thermoelectric performance by the combination of alloying and doping in TiCoSb-based half-Heusler compounds. J. Appl. Phys. 2009, 106, 103703. [Google Scholar] [CrossRef]


© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, W.; Li, X.; Gu, M.; Xing, Y.; Bao, Y. Low Temperature Joining and High Temperature Application of Segmented Half Heusler/Skutterudite Thermoelectric Joints. Materials 2020, 13, 155. https://doi.org/10.3390/ma13010155
Wang W, Li X, Gu M, Xing Y, Bao Y. Low Temperature Joining and High Temperature Application of Segmented Half Heusler/Skutterudite Thermoelectric Joints. Materials. 2020; 13(1):155. https://doi.org/10.3390/ma13010155
Chicago/Turabian StyleWang, Weian, Xiaoya Li, Ming Gu, Yunfei Xing, and Yefeng Bao. 2020. "Low Temperature Joining and High Temperature Application of Segmented Half Heusler/Skutterudite Thermoelectric Joints" Materials 13, no. 1: 155. https://doi.org/10.3390/ma13010155
APA StyleWang, W., Li, X., Gu, M., Xing, Y., & Bao, Y. (2020). Low Temperature Joining and High Temperature Application of Segmented Half Heusler/Skutterudite Thermoelectric Joints. Materials, 13(1), 155. https://doi.org/10.3390/ma13010155