Influence of Melt-Pool Stability in 3D Printing of NdFeB Magnets on Density and Magnetic Properties


 and
and 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Microstructural and Phase Analysis
5. Results, Description for the Magnetic Tests
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gutfleisch, O.; Willard, M.A.; Bruck, E.; Chen, C.H.; Sankar, S.G.; Liu, J.P. Magnetic materials and devices for the 21st century: Stronger, lighter, and more energy efficient. Adv. Mater. 2011, 23, 821–842. [Google Scholar] [CrossRef] [PubMed]
- Arnold, D.P. Review of microscale magnetic power generation. IEEE Trans. Magn. 2007, 43, 3940–3951. [Google Scholar] [CrossRef]
- Luo, Y. In the 20th International Workshop on Rare Earth Permanent Magnets and Their Applications. In Proceedings of the Conference KNOSSOS—CRETE, REPM’08 2008, Knossos, Greece, 8–10 September 2008. [Google Scholar]
- Li, L.; Jones, K.; Sales, B.; Pries, J.L.; Nlebedim, I.C.; Jin, K.; Kunc, V. Fabrication of highly dense isotropic Nd-Fe-B nylon bonded magnets via extrusion-based additive manufacturing. Addit. Manuf. 2018, 21, 495–500. [Google Scholar] [CrossRef]
- Wang, G.P.; Liu, W.Q.; Huang, Y.L.; Ma, S.C.; Zhong, Z.C. Effects of sintering temperature on the mechanical properties of sintered NdFeB permanent magnets prepared by spark plasma sintering. J. Magn. Magn. Mater. 2014, 349, 1–4. [Google Scholar] [CrossRef]
- Straumal, B.B.; Mazilkin, A.A.; Protasova, S.G.; Gusak, A.M.; Bulatov, M.F.; Straumal, A.B.; Baretzky, B. Grain boundary phenomena in NdFeB-based hard magnetic alloys. Rev. Adv. Mater. Sci. 2014, 38, 17–28. [Google Scholar]
- Oono, N.; Sagawa, M.; Kasada, R.; Matsui, H.; Kimura, A. Production of thick high-performance sintered neodymium magnets by grain boundary diffusion treatment with dysprosium–nickel–aluminum alloy. J. Magn. Magn. Mater. 2011, 323, 297–300. [Google Scholar] [CrossRef]
- Tomše, T.; Jaćimović, J.; Herrmann, L.; Greuter, F.; Simon, R.; Tekavec, S.; Kobe, S. Properties of SPS-processed permanent magnets prepared from gas-atomized Nd-Fe-B powders. J. Alloys Compd. 2018, 2018, 132–140. [Google Scholar] [CrossRef]
- Vial, F.; Joly, F.; Nevalainen, E.; Sagawa, M.; Hiraga, K.; Park, K.T. Improvement of coercivity of sintered NdFeB permanent magnets by heat treatment. J. Magn. Magn. Mater. 2002, 242, 1329–1334. [Google Scholar] [CrossRef]
- Ni, J.; Luo, W.; Hu, C.; Yin, Y.; Zhang, D.; Peng, X.; Han, Q. Relations of the structure and thermal stability of NdFeB magnet with the magnetic alignment. J. Magn. Magn. Mater. 2018, 468, 105–108. [Google Scholar] [CrossRef]
- Davies, B.E.; Mottram, R.S.; Harris, I.R. Recent developments in the sintering of NdFeB. Mater. Chem. Phys. 2001, 67, 272–281. [Google Scholar] [CrossRef]
- Huber, C.; Abert, C.; Bruckner, F.; Groenefeld, M.; Muthsam, O.; Schuschnigg, S.; Windl, R. 3D print of polymer bonded rare-earth magnets, and 3D magnetic field scanning with an end-user 3D printer. Appl. Phys. Lett. 2016, 109, 162401. [Google Scholar] [CrossRef]
- Huber, C.; Goertler, M.; Abert, C.; Bruckner, F.; Groenefeld, M.; Teliban, I.; Suess, D. Additive manufactured and topology optimized passive shimming elements for permanent magnetic systems. Sci. Rep. 2018, 8, 14651. [Google Scholar] [CrossRef] [PubMed]
- Huber, C.; Abert, C.; Bruckner, F.; Groenefeld, M.; Schuschnigg, S.; Teliban, I.; Suess, D. 3D printing of polymer-bonded rare-earth magnets with a variable magnetic compound fraction for a predefined stray field. Sci. Rep. 2017, 7, 9419. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Tirado, A.; Nlebedim, I.C.; Rios, O.; Post, B.; Kunc, V.; Lograsso, T.A. Big area additive manufacturing of high performance bonded NdFeB magnets. Sci. Rep. 2016, 6, 36212. [Google Scholar] [CrossRef]
- Paranthamn, M.P.; Shafer, C.S.; Elliott, A.M.; Siddel, D.H.; McGuire, M.A.; Springfield, R.M.; Ormerod, J. Binder jetting: A novel NdFeB bonded magnet fabrication process. JOM 2016, 68, 1978–1982. [Google Scholar] [CrossRef]
- Kolb, T. Laser Beam Melting of NdFeB for the production of rare-earth magnets. In Proceedings of the 2016 6th International Electric Drives Production Conference (EDPC), Nuremberg, Germany, 30 November–1 December 2016; pp. 3–40. [Google Scholar] [CrossRef]
- Urban, N.; Kühl, A.; Glauche, M.; Franke, J. Additive Manufacturing of Neodymium-Iron-Boron Permanent Magnets. In Proceedings of the 2018 8th International Electric Drives Production Conference (EDPC), Schweinfurt, Germany, 4–5 December 2018; pp. 1–5. [Google Scholar] [CrossRef]
- Jaćimović, J.; Binda, F.; Herrmann, L.G.; Greuter, F.; Genta, J.; Calvo, M.; Simon, R.A. Net shape 3D printed NdFeB permanent magnet. Adv. Eng. Mater. 2017, 19, 1700098. [Google Scholar] [CrossRef]
- Shi, X.; Ma, S.; Liu, C.; Wu, Q. Parameter optimization for Ti-47Al-2Cr-2Nb in selective laser melting based on geometric characteristics of single scan tracks. Opt. Laser Technol. 2017, 90, 71–79. [Google Scholar] [CrossRef]
- Yang, F.; Zhang, X.; Guo, Z.; Ye, S.; Sui, Y.; Volinsky, A.A. 3D printing of NdFeB bonded magnets with SrFe12O19 addition. J. Alloys Compd. 2019, 779, 900–907. [Google Scholar] [CrossRef]
- Huber, C.; Sepehri-Amin, H.; Goertler, M.; Groenefeld, M.; Teliban, I.; Hono, K.; Suess, D. Coercivity enhancement of selective laser sintered NdFeB magnets by grain boundary infiltration. Acta Mater. 2019, 172, 66–71. [Google Scholar] [CrossRef]
- Rabbani, A.; Ayatollahi, S. Comparing three image processing algorithms to estimate the grain-size distribution of porous rocks from binary 2d images and sensitivity analysis of the grain overlapping degree. Spec. Top. Rev. Porous Media Int. J. 2015, 6, 71–89. [Google Scholar] [CrossRef]
- Gusarov, A.V.; Smurov, I. Modeling the interaction of laser radiation with powder bed at selective laser melting. Phys. Procedia 2010, 5, 381–394. [Google Scholar] [CrossRef]
- Yves-Christian, H.; Jan, W.; Wilhelm, M.; Konrad, W.; Reinhart, P. Net shaped high performance oxide ceramic parts by selective laser melting. Phys. Procedia 2010, 5, 587–594. [Google Scholar] [CrossRef]
- Gutfleisch, O.; Bollero, A.; Handstein, A.; Hinz, D.; Kirchner, A.; Yan, A.; Schultz, L. Nanocrystalline high performance permanent magnets. J. Magn. Magn. Mater. 2002, 242, 1277–1283. [Google Scholar] [CrossRef]
- MQP-S-11-9-20001. Available online: https://mqitechnology.com/product/mqp-s-11-9-20001/ (accessed on 20 December 2019).
- MQP-S-11-9-20001-070 Isotropic Powder Datasheet. Available online: https://mqitechnology.com/wp-content/uploads/2017/09/mqp-s-11-9-20001-070.pdf (accessed on 20 December 2019).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters Set Code | Power (W) | Laser Speed (mm/s) | Hatching (um) | Beam | Linear Energy (J/mm) |
|---|---|---|---|---|---|
| I | 40 | 200 | 500 | defocussed | 0.200 |
| II | 40 | 160 | 500 | defocussed | 0.250 |
| III | 60 | 200 | 500 | defocussed | 0.300 |
| IV | 60 | 160 | 500 | defocussed | 0.375 |
| Manufacturing Method | Typical Grain Size |
|---|---|
| Sintering | 10–15 µm [11] |
| Hot pressing and hot deformation | 0.3 µm [26] |
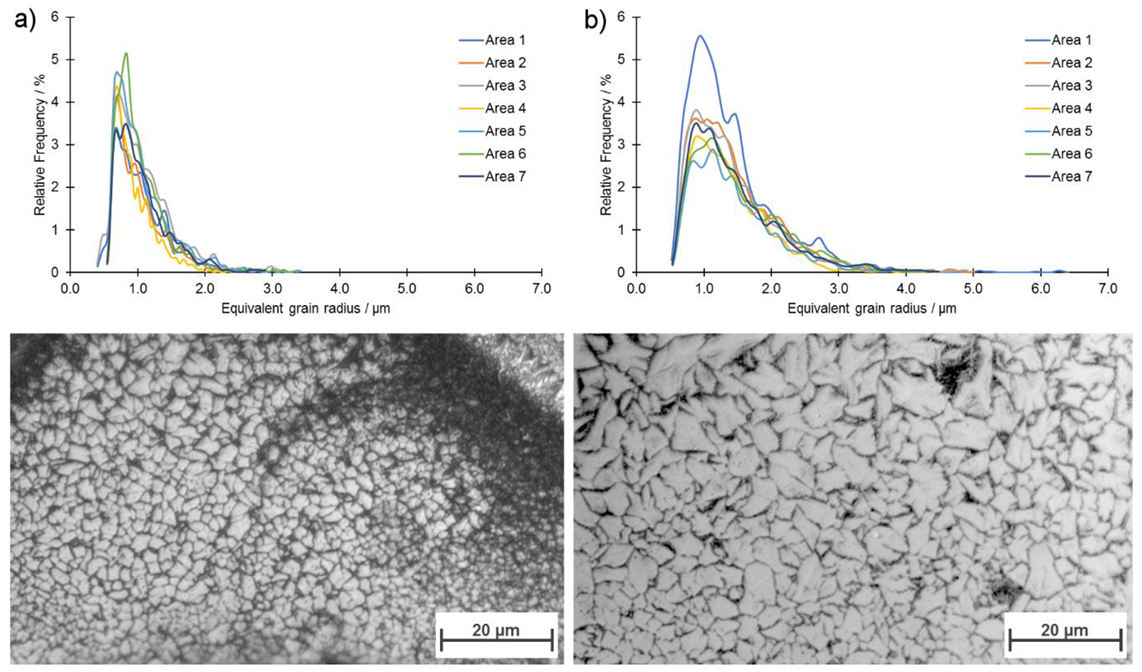
| LPBF | 0.5–3 µm (current study) |
| Feature | Coercivity HcJ | Remanence Jr | Maximum Magnetic Energy Product (BH)max | Relative Density/% | Method |
|---|---|---|---|---|---|
| kA/m | T | kJ/m3 | % | ||
| This study (max. values) | 516 a | 0.563 b | 35.9 c | 90.9 d | LPBF |
| [19] | 775.3 | Max. 0.478 | 39.78 | 92 | LPBF |
| [17] | N/A | Avr. 0.45 Max. 0.514 | N/A | 86 | LPBF |
| [18] | 915 | 0.587 | 52.1 | N/A | LPBF |
| [22] without grain boundary infiltration | 520 | 0.436 | N/A | 65 | LPBF |
| [22] with grain boundary infiltration with Nd50Tb20Cu30 | 1207 | 0.390 | N/A | N/A | LPBF |
| [4] | 708.2 | 0.58 | 58.1 | 70 | Extrusion |
| [12] | 740 | 0.310 | N/A | N/A | Fused Filament Fabrication |
| [28] | 700 | 0.52 | 44 | 70.5 | Injection moulding |
| Powdered material [27] | 670–750 | 0.73–0.76 | 80–92 | 48.4–56.5 e | N/A |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skalon, M.; Görtler, M.; Meier, B.; Arneitz, S.; Urban, N.; Mitsche, S.; Huber, C.; Franke, J.; Sommitsch, C. Influence of Melt-Pool Stability in 3D Printing of NdFeB Magnets on Density and Magnetic Properties. Materials 2020, 13, 139. https://doi.org/10.3390/ma13010139
Skalon M, Görtler M, Meier B, Arneitz S, Urban N, Mitsche S, Huber C, Franke J, Sommitsch C. Influence of Melt-Pool Stability in 3D Printing of NdFeB Magnets on Density and Magnetic Properties. Materials. 2020; 13(1):139. https://doi.org/10.3390/ma13010139
Chicago/Turabian StyleSkalon, Mateusz, Michael Görtler, Benjamin Meier, Siegfried Arneitz, Nikolaus Urban, Stefan Mitsche, Christian Huber, Joerg Franke, and Christof Sommitsch. 2020. "Influence of Melt-Pool Stability in 3D Printing of NdFeB Magnets on Density and Magnetic Properties" Materials 13, no. 1: 139. https://doi.org/10.3390/ma13010139
APA StyleSkalon, M., Görtler, M., Meier, B., Arneitz, S., Urban, N., Mitsche, S., Huber, C., Franke, J., & Sommitsch, C. (2020). Influence of Melt-Pool Stability in 3D Printing of NdFeB Magnets on Density and Magnetic Properties. Materials, 13(1), 139. https://doi.org/10.3390/ma13010139