Enhancement of Mechanical Properties of Flax-Epoxy Composite with Carbon Fibre Hybridisation for Lightweight Applications


Abstract

1. Introduction
2. Experimental Procedures
2.1. Materials
2.2. Fibre Orientation and Contents
2.3. Composite Laminates Fabrication
2.3.1. Hand Lay-up in Combination with Vacuum Bagging
2.3.2. Cure Cycle
- Full vacuum applied–1.00 bar.
- Ramped from 20 °C to 180 °C ± 5 °C at 1–2 °C/min.
- Dwelled at 180 °C ± 5 °C for 60 min (tolerance −5 min, +10 min).
- Cooled from 180 °C to 40 °C at 0.5–5 °C/min.
- Full vacuum applied–1.00 bar.
- Ramped from 20 °C to 135 °C ± 5 °C at 1–2 °C/min.
- Dwelled at 135 °C ± 5 °C for 60 min (tolerance −5 min, +10 min).
- Cooled from 135 °C to 40 °C at 0.5–5 °C/min.
2.4. Tensile Testing
2.5. Damage Characterisation
3. Results and Discussion
3.1. Tensile Strength and Modulus
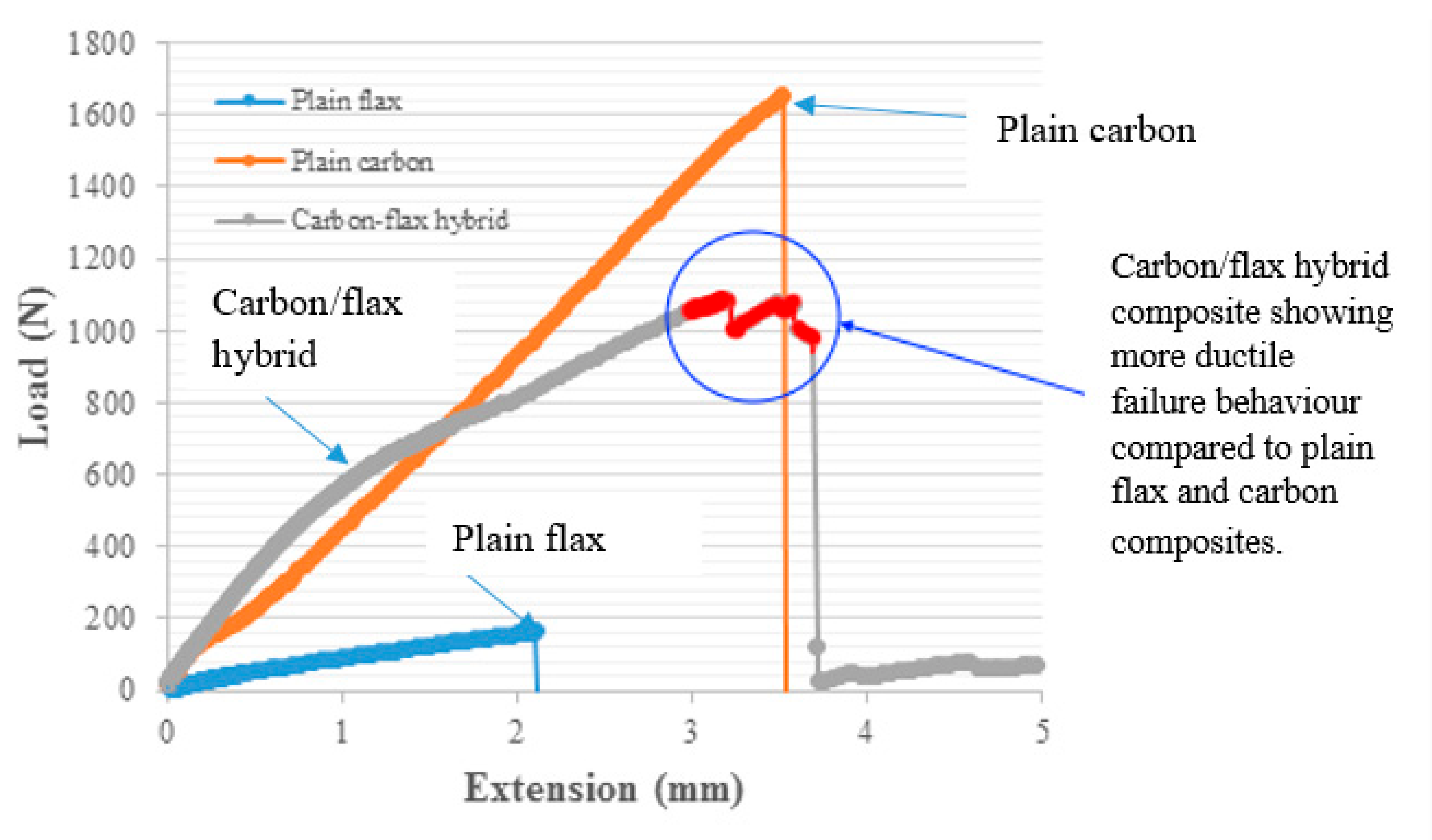
3.2. Hybrid Effects on Failure Mode
3.3. Damage Characterisation
3.3.1. Damage Characterisation of Flax/Epoxy Composite without Hybridization
3.3.2. Damage Characterization of Carbon/Epoxy Composite
3.3.3. Damage Characterisation of Carbon/Flax/Epoxy Hybrid Composite
4. Conclusions
- There are several factors that influenced the tensile properties in hybrid composites; namely fibre plies orientation and the interactions between fibre plies, and the interfacial adhesion between the reinforcing fibres and the matrix.
- Overall, combining flax fibre with carbon fibre to form a hybrid composite improved tensile properties of flax/carbon composite significantly. More specifically, hybrid laminate significantly increased tensile modulus compared to plain carbon and plain flax laminates.
- Although carbon fibre-reinforced composite was proven to be superior to flax fibre-reinforced composite in terms of tensile strength and modulus, a 50/50 carbon/flax hybrid composite exhibited improved tensile properties whilst showing less brittle failure mode than plain carbon composites. This would also serve to attain light weighting agenda by using lower density materials where required mechanical properties of natural fibre composites can be enhanced by benefiting from outstanding properties of carbon fibres and at the same time, consumption of expensive and unsustainable petroleum-based resources can be minimised by using more sustainable and renewable flax fibres.
- The damage mechanisms for plain carbon composites were brittle where the carbon/flax hybrid composites showed less brittle and delamination was found to be the main failure mode. In the future, some surface modification could be considered for inert carbon fibre and flax fibre with an aim to improve overall hybrid interactions and reduce overall delamination in carbon/flax hybrid composites.
- The novelty of this work lies in the development of lightweight flax/carbon hybrid composites and assessment of their properties as well as correlate to damage mechanisms against fibre orientation and structures. The findings of this paper will help to achieve the aspirations of using sustainable, cost effective, and environmentally friendly lightweight composites as a viable alternative for automotive and marine sectors.
Author Contributions
Funding
Conflicts of Interest
References
- Pervaiz, M.; Panthapulakkal, S.; Birat, K.C.; Sain, M.; Tjong, J. Emerging trends in automotive lightweighting through novel composite materials. Mater. Sci. Appl. 2016, 7, 26–38. [Google Scholar] [CrossRef]
- Holbery, J.; Houston, D. Natural-fiber-reinforced polymer composites in automotive applications. JOM J. Min. Met. Mater. Soc. 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Dhakal, H.N.; Zhang, Z.Y.; Richardson, M.O.W.; Errajhi, O.A.Z. The low velocity impact response of non-woven hemp reinforced unsaturated polyester composites. Compos. Struct. 2007, 81, 559–567. [Google Scholar] [CrossRef]
- Assarar, M.; Zouari, W.; Sabhi, H.; Ayad, R.; Berthelot, J.M. Evaluation of the damping of hybrid carbon–flax reinforced composites. Compos. Struct. 2015, 132, 148–154. [Google Scholar] [CrossRef]
- Hughes, M. Defects in natural fibers: Their origin, characteristics and implications for natural fibre reinforced composites. J. Mater Sci. 2012, 47, 599–609. [Google Scholar] [CrossRef]
- Dhakal, H.N.; Zhang, Z.Y.; Richardson, M.O.W. Effect of water absorption on the mechanical properties of hemp fibre reinforced unsaturated polyester composites. Compos. Sci. Technol. 2007, 67, 1674–1683. [Google Scholar] [CrossRef]
- Shen, Y.; Zhong, J.; Cai, S.; Ma, H.; Qu, Z.; Guo, Y.; Li, Y. Effect of temperature and water absorption on low-velocity impact damage of composites with multi-layer structured flax fiber. Materials 2019, 12, 453. [Google Scholar] [CrossRef]
- Rong, M.S.; Zhang, M.Q.; Liu, Y.; Yang, G.C.; Zeng, H.M. The effect of fiber treatment on the mechanical properties of unidirectional sisal-reinforced epoxy composites. Compos. Sci. Technol. 2001, 61, 1437–1447. [Google Scholar] [CrossRef]
- Islam, M.S.; Pickering, K.L.; Foreman, N.J. Influence of alkali treatment on the interfacial and physico-mechanical properties of industrial hemp fibre reinforced polylactic acid composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 596–603. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Ibrahim, N.A.; Hadithon, K.A. Effect of fiber treatment on mechanical properties of kenaf fiber-ecoflex composites. J. Reinf. Plast. Compos. 2010, 29, 2192–2198. [Google Scholar] [CrossRef]
- Sain, M.; Suhara, P.; Law, S.; Bouilloux, A. Interface modification and mechanical properties of natural fiber-polyolefin composite products. J. Reinf. Plast. Compos. 2005, 24, 121–130. [Google Scholar] [CrossRef]
- Dhakal, H.N.; Zhang, Z.Y.; Bennett, N. Influence of fibre treatment and glass fibre hybridisation on thermal degradation and surface energy characteristics of hemp/unsaturated polyester composites. Compos. Part B Eng. 2012, 43, 2757–2761. [Google Scholar] [CrossRef]
- Essabir, H.; Bensalah, M.O.; Rodrigue, D.; Bouhfid, R.; Qaiss, A. Structural, mechanical and thermal properties of biobased hybrid composites from waste coir residues: Fibers and shell particles. Mech. Mater. 2016, 93, 134–144. [Google Scholar] [CrossRef]
- Fan, W.; Yuan, L.; D’Souza, N.; Xu, B.; Dang, W.; Xue, L.; Li, J.; Tonoy, C.; Sun, R. Enhanced mechanical and radar absorbing properties of carbon glass fibre hybrid composites with unique 3D orthogonal structure. Polym. Test. 2018, 69, 71–79. [Google Scholar] [CrossRef]
- Flynn, J.; Amiri, A.; Ulven, C. Hybridized carbon and flax fiber composites for tailored performance. Mater. Des. 2016, 102, 21–29. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Calabrese, L.; Valenza, A.; Proverbio, E. Effect of external basalt layers on durability behaviour of flax reinforced composites. Compos. Part B Eng. 2016, 84, 258–265. [Google Scholar] [CrossRef]
- Almansour, F.A.; Dhakal, H.N.; Zhang, Z.Y. Investigation into Mode II interlaminar fracture toughness characteristics of flax/basalt reinforced vinyl ester hybrid composites. Compos. Sci. Technol. 2016, 154, 117–127. [Google Scholar] [CrossRef]
- Li, H.; Sain, M.M. High stiffness natural fiber-reinforced hybrid polypropylene composites. Polym. Plast. Technol. Eng. 2003, 42, 853–862. [Google Scholar] [CrossRef]
- Almansour, F.A.; Dhakal, H.N.; Zhang, Z.Y. Effect of water absorption on Mode I interlaminar fracture toughness of flax/basalt reinforced vinyl ester hybrid composites. Compos. Struct. 2017, 68, 813–825. [Google Scholar] [CrossRef]
- Wei, B.; Cao, H.; Song, S. Tensile behavior contrast of basalt and glass fibers after chemical treatment. Mater. Des. 2010, 31, 4244–4250. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; Valente, M.; Valente, T.; Cioffi, S.; Iannace, S. Effect of basalt fiber hybridization on the impact behavior under low impact velocity of glass/basalt woven fabric/epoxy resin composites. Compos. Part A Appl. Sci. Manuf. 2013, 47, 109–123. [Google Scholar] [CrossRef]
- Dhakal, H.N.; Sarasini, F.; Santulli, C.; Tirillò, J.; Zhang, Z.; Arumugam, V. Effect of basalt fibre hybridisation on post-impact mechanical behaviour of hemp fibre reinforced composites. Compos. Part A Appl. Sci. Manuf. 2015, 75, 54–67. [Google Scholar] [CrossRef]
- Kc, B.; Faruk, O.; Agnelli, J.A.M.; Leao, A.L.; Tjong, J.; Sain, M. Sisal-glass fiber hybrid biocomposite: Optimization of injection molding parameters using Taguchi method for reducing shrinkage. Compos. Part A Appl. Sci. Manuf. 2016, 83, 152–159. [Google Scholar] [CrossRef]
- Fiore, V.; Calabrese, L.; Bruzzaniti, P.; Valenza, A. Bearing strength and failure behaviour of pinned hybrid glass-flax composite laminates. Polym. Test. 2018, 69, 310. [Google Scholar] [CrossRef]
- Saidane, E.H.; Scida, D.; Assarar, A.; Ayad, R. Damage mechanisms assessment of hybrid flax-glass fibre composites using acoustic emission. Compos. Struct. 2017, 174, 1–11. [Google Scholar] [CrossRef]
- Petrucci, R.; Santulli, C.; Puglia, D.; Sarasini, F.; Torre, L.; Kenny, J.M. Mechanical characterisation of hybrid composite laminates based on basalt fibres in combination with flax, hemp and glass fibres manufactured by vacuum infusion. Mater. Des. 2013, 49, 728–735. [Google Scholar] [CrossRef]
- Pickering, K.I.; ArauanEfendy, M.G.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Progress report on natural fiber reinforced composites. Macromol. Mater. Eng. 2014, 299, 9–26. [Google Scholar] [CrossRef]
- Cheung, H.Y.; Ho, M.P.; Lau, K.T.; Cardona, F.; Hui, D. Natural fibre-reinforced composites for bioengineering and environmental engineering applications. Compos Part B Eng. 2009, 40, 655–663. [Google Scholar] [CrossRef]
- Suzuki, T.; Takahashi, J. Prediction of energy intensity of carbon fiber reinforced plastics for mass-produced passenger cars. In Proceedings of the Ninth Japan International SAMPE Symposium JISSE-9, Japan, Tokyo, 29 November–2 December 2005. [Google Scholar]
- Das, O.; Kim, N.K.; Hedenqvist, M.S.; Lin, R.J.T.; Sarmah, A.K.; Bhattacharyya, D. An Attempt to Find a Suitable Biomass for Biochar-Based Polypropylene Biocomposites. Environ. Manag. 2018, 62, 403–413. [Google Scholar] [CrossRef] [PubMed]
- Das, O.; Kim, N.K.; Sarmah, A.K.; Bhattacharyya, D. Development of waste based biochar/wool hybrid biocomposites: Flammability characteristics and mechanical properties. J. Clean Prod. 2017, 144, 79–89. [Google Scholar] [CrossRef]
- Dhakal, H.N.; Zhang, Z.Y.; Guthrie, R.; MacMullen, J.; Bennett, N. Development of flax/carbon fibre hybrid composites for enhanced properties. Carbohydr. Polym. 2013, 96, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Bastra, S.K. Other long vegetable fibres. In Handbook of Fibre Science and Technology. Fibre Chemistry; Lewin, M., Pearce, E.M., Eds.; Marcel Dekker: New York, NY, USA, 1998; pp. 505–575. [Google Scholar]
- Glass Fibre Reinforced Plastics-Tensile Test; British Standard Institution: London, UK, 1998; Volume 2747, pp. 1–11, BS EN 1998.
- Czel, G.; Jalavand, M.; Wisnom, M.R. Hybrid specimens eliminating stress concentrations in tensile and compressive testing of unidirectional composites. Compos. Part A Appl. Sci. Manuf. 2016, 91, 436–447. [Google Scholar] [CrossRef]
- Notta-Cuvier, D.; Lauro, F.; Bennani, B.; Nciri, M. Impact of natural variability of flax fibres properties on mechanical behaviour of short flax fibre reinforced polypropylene. J. Mater. Sci. 2016, 51, 2911–2925. [Google Scholar] [CrossRef]
- Anstey, A.; Vivekanandhan, S.; Rodriguez-Uribe, A.; Misra, M.; Mohanty, A.K. Oxidative acid treatment and characterization of new biocarbon from sustainable Miscanthus biomass. Sci. Total Environ. 2016, 550, 241–247. [Google Scholar] [CrossRef]
- Sharma, S.P.; Lakkad, S.C. Impact behavior and fractographic study of carbon nanotubes grafted carbon fiber-reinforced epoxy matrix multi-scale hybrid composites. Compos. Part A Appl. Sci. Manuf. 2015, 69, 124–131. [Google Scholar] [CrossRef]
- Jiang, D.W.; Xing, L.X.; Liu, L.; Yan, X.R.; Guo, J.; Zhang, X.; Zhang, Q.B.; Wu, Z.J.; Zhao, F.; Huang, Y.D.; et al. Interfacially reinforced unsaturated polyester composites by chemically grafting different functional POSS onto carbon fibers. J. Mater. Chem. A 2014, 2, 18293–18303. [Google Scholar] [CrossRef]
- Zhang, X.Q.; Xu, H.B.; Fan, X.Y. Grafting of amine-capped cross-linked polyphosphazenes onto carbon fiber surfaces: A novel coupling agent for fiber reinforced composites. RSC Adv. 2014, 4, 12198–12205. [Google Scholar] [CrossRef]
- John, M.J.; Thomas, S. Biofibres and biocomposites. Carbohydr. Polym. 2008, 71, 343–364. [Google Scholar] [CrossRef]
- Qu, Z.; Pan, X.; Hu, X.; Guo, Y.; Shen, Y. Evaluation of nano-mechanical behaviour on flax fiber metal laminates using atomic force microscope. Materials 2019, 12, 3363. [Google Scholar] [CrossRef] [PubMed]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fibre Types | Density (g/cm3) | Tensile Strength at Break (MPa) | Tensile Modulus (GPa) | Elongation at Break (%) |
|---|---|---|---|---|
| Flax fibres | 1.50 | 345–1100 | 27.6 | 2.7–3.2 |
| Carbon fibres | 1.78 | 3800 | 240 | 1.6 |
| E-glass * | 2.5 | 2000–3500 | 70 | 2.5 |
| Panel Description. | Width (mm) | Length (mm) | No. of Plies | Cured Ply Thickness | Panel Thickness (mm) |
|---|---|---|---|---|---|
| Carbon Fibre | 300 | 300 | 8 | 0.27 | 2.16 |
| Flax Fibre | 300 | 300 | 8 | 0.25 | 2.15 |
| Hybridisation | 300 | 300 | 8 | C 0.27 F 0.25 | 2.10 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dhakal, H.N.; Sain, M. Enhancement of Mechanical Properties of Flax-Epoxy Composite with Carbon Fibre Hybridisation for Lightweight Applications. Materials 2020, 13, 109. https://doi.org/10.3390/ma13010109
Dhakal HN, Sain M. Enhancement of Mechanical Properties of Flax-Epoxy Composite with Carbon Fibre Hybridisation for Lightweight Applications. Materials. 2020; 13(1):109. https://doi.org/10.3390/ma13010109
Chicago/Turabian StyleDhakal, Hom Nath, and Mohini Sain. 2020. "Enhancement of Mechanical Properties of Flax-Epoxy Composite with Carbon Fibre Hybridisation for Lightweight Applications" Materials 13, no. 1: 109. https://doi.org/10.3390/ma13010109
APA StyleDhakal, H. N., & Sain, M. (2020). Enhancement of Mechanical Properties of Flax-Epoxy Composite with Carbon Fibre Hybridisation for Lightweight Applications. Materials, 13(1), 109. https://doi.org/10.3390/ma13010109