The Correlation of Microstructure and Mechanical Properties of In-Situ Al-Mg2Si Cast Composite Processed by Equal Channel Angular Pressing

 ,
,
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
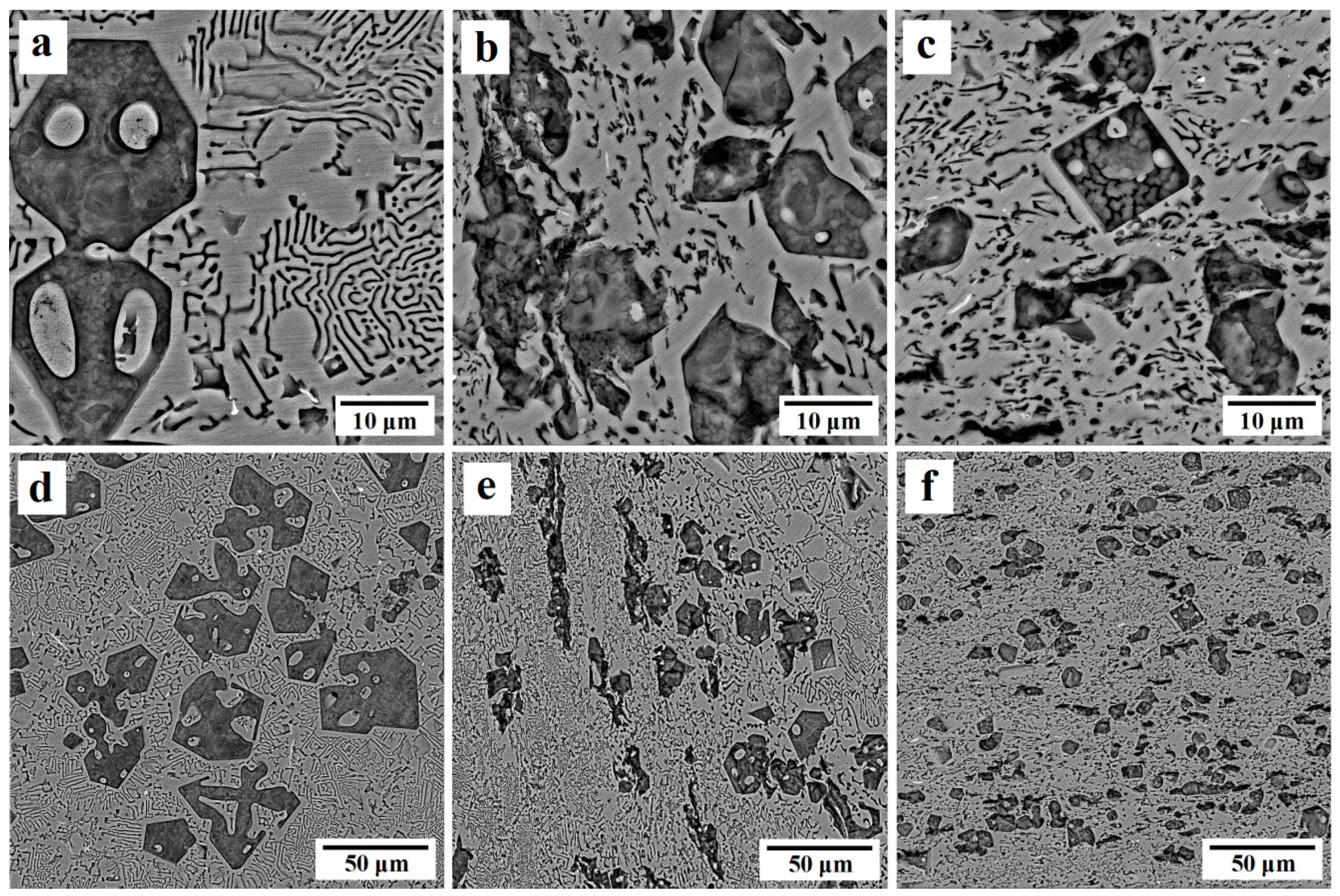
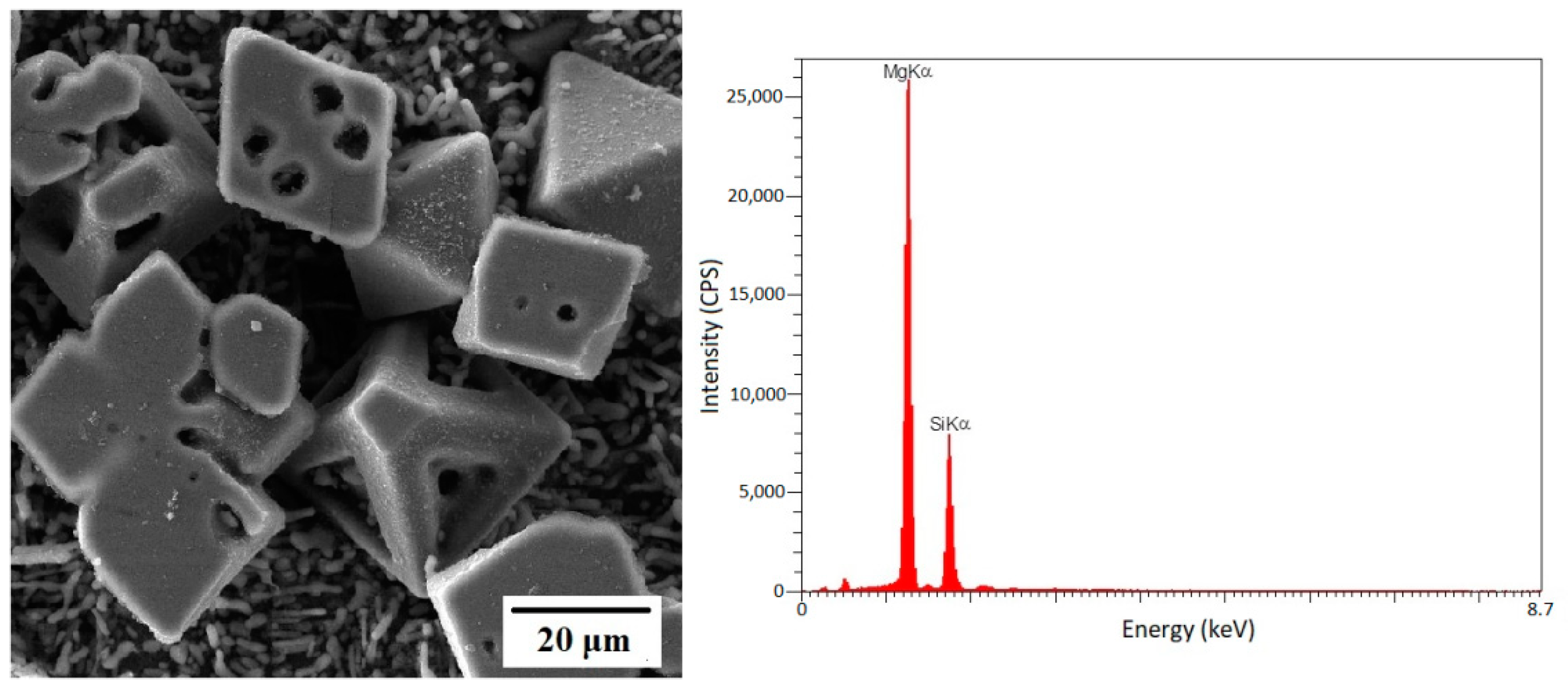
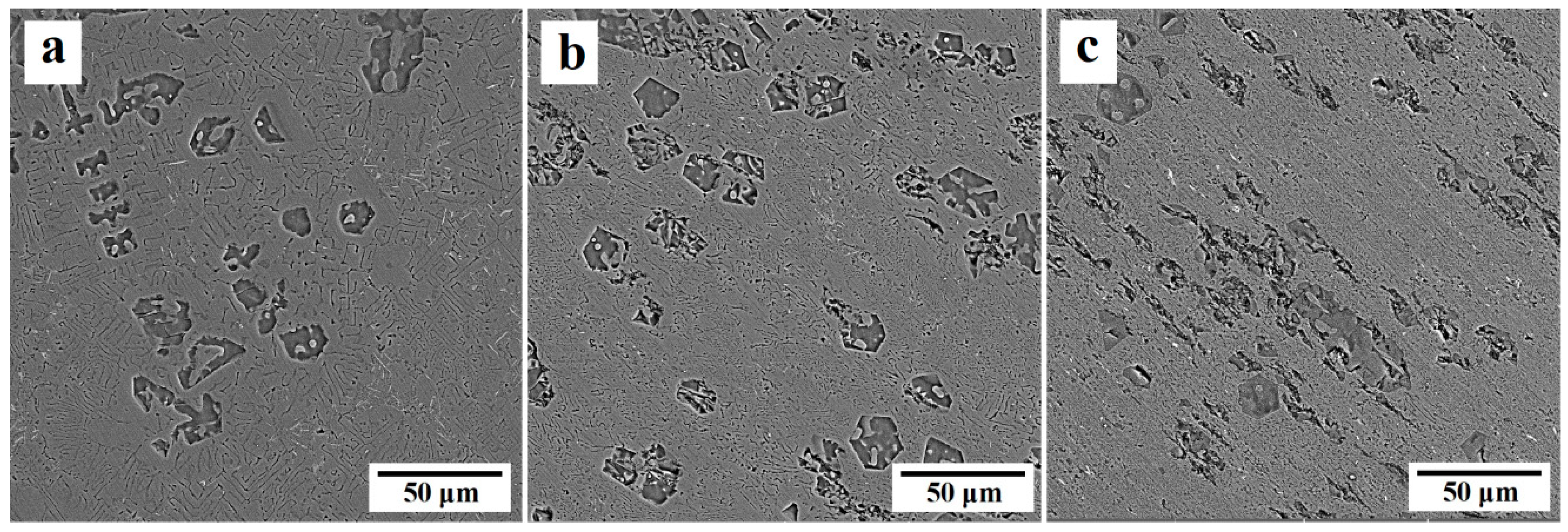
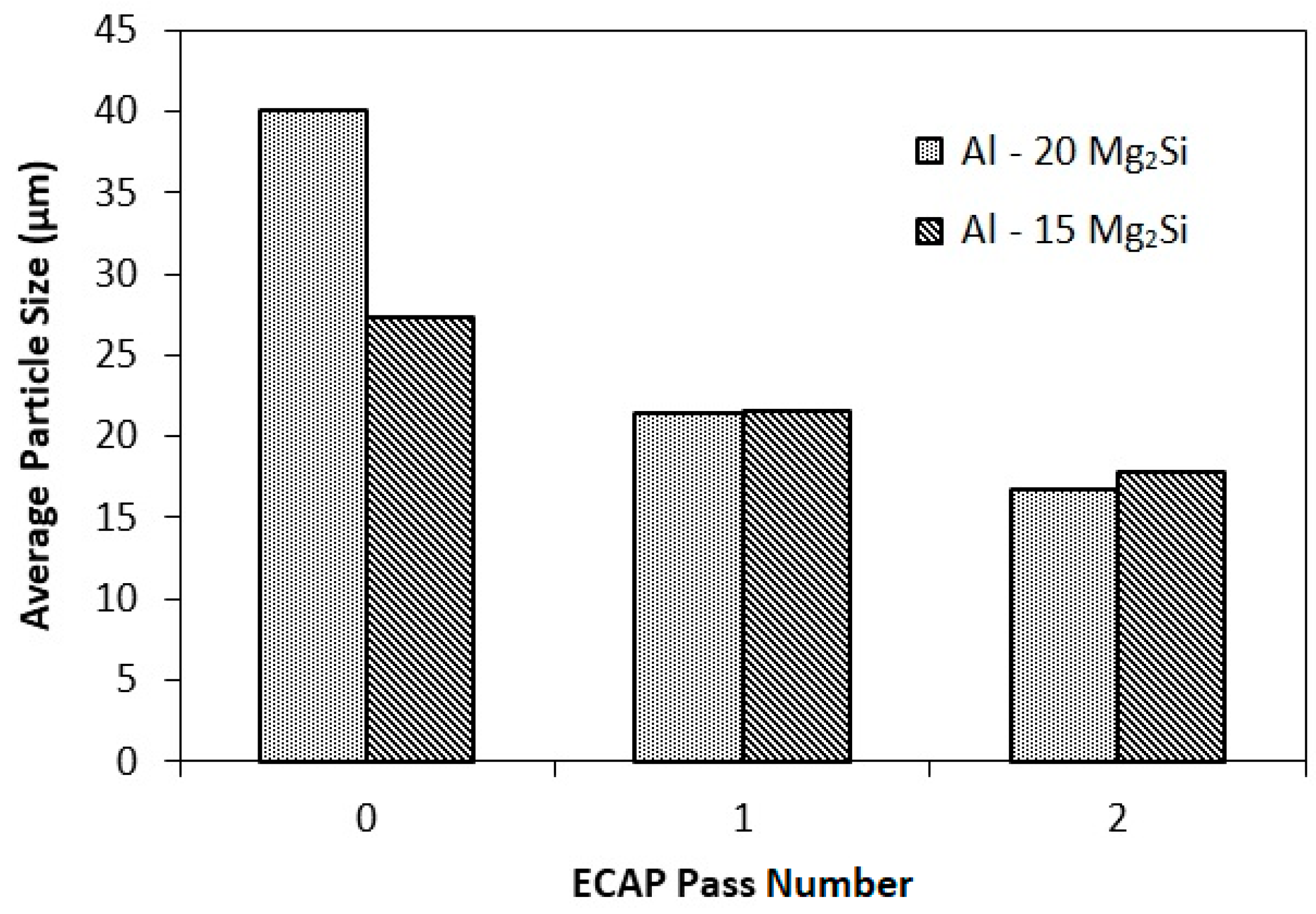
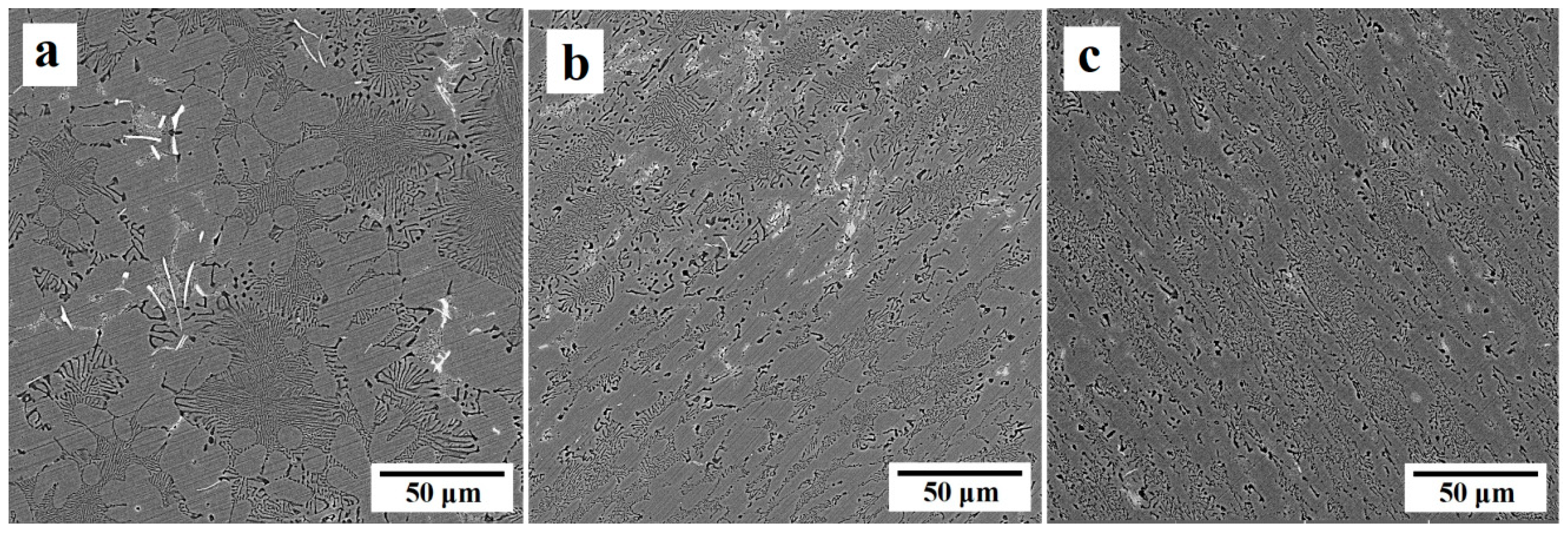
3.1. Microstructure
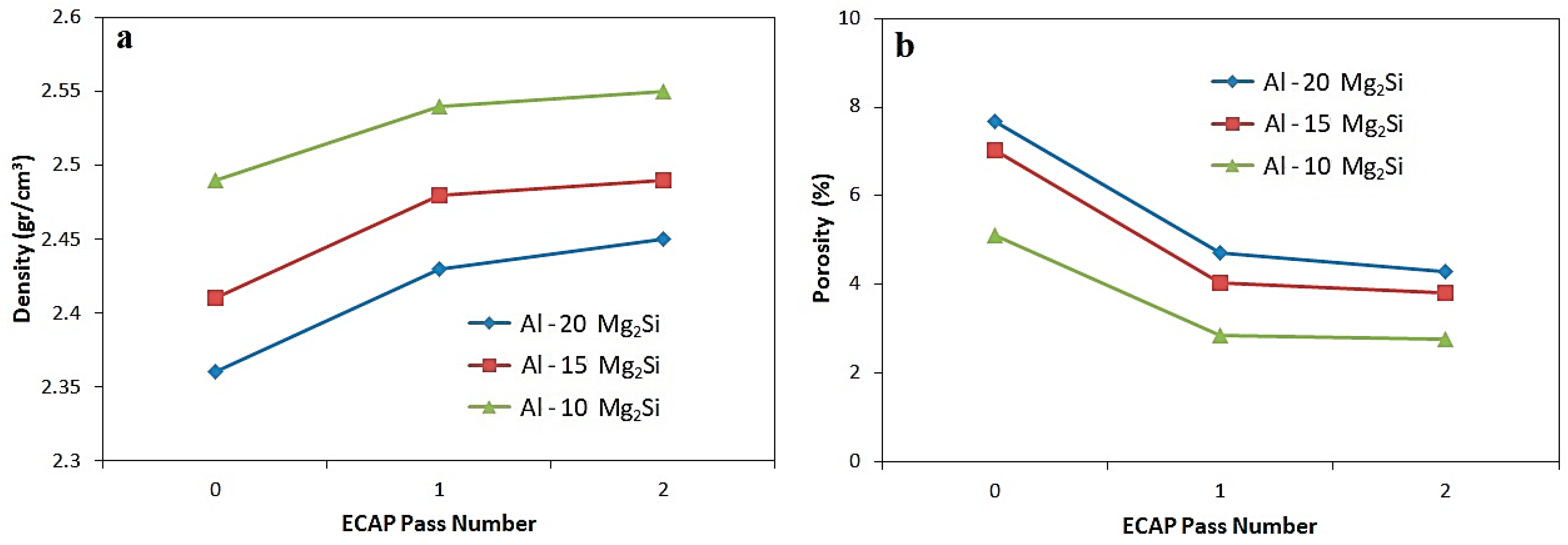
3.2. Density and Porosity Percentage
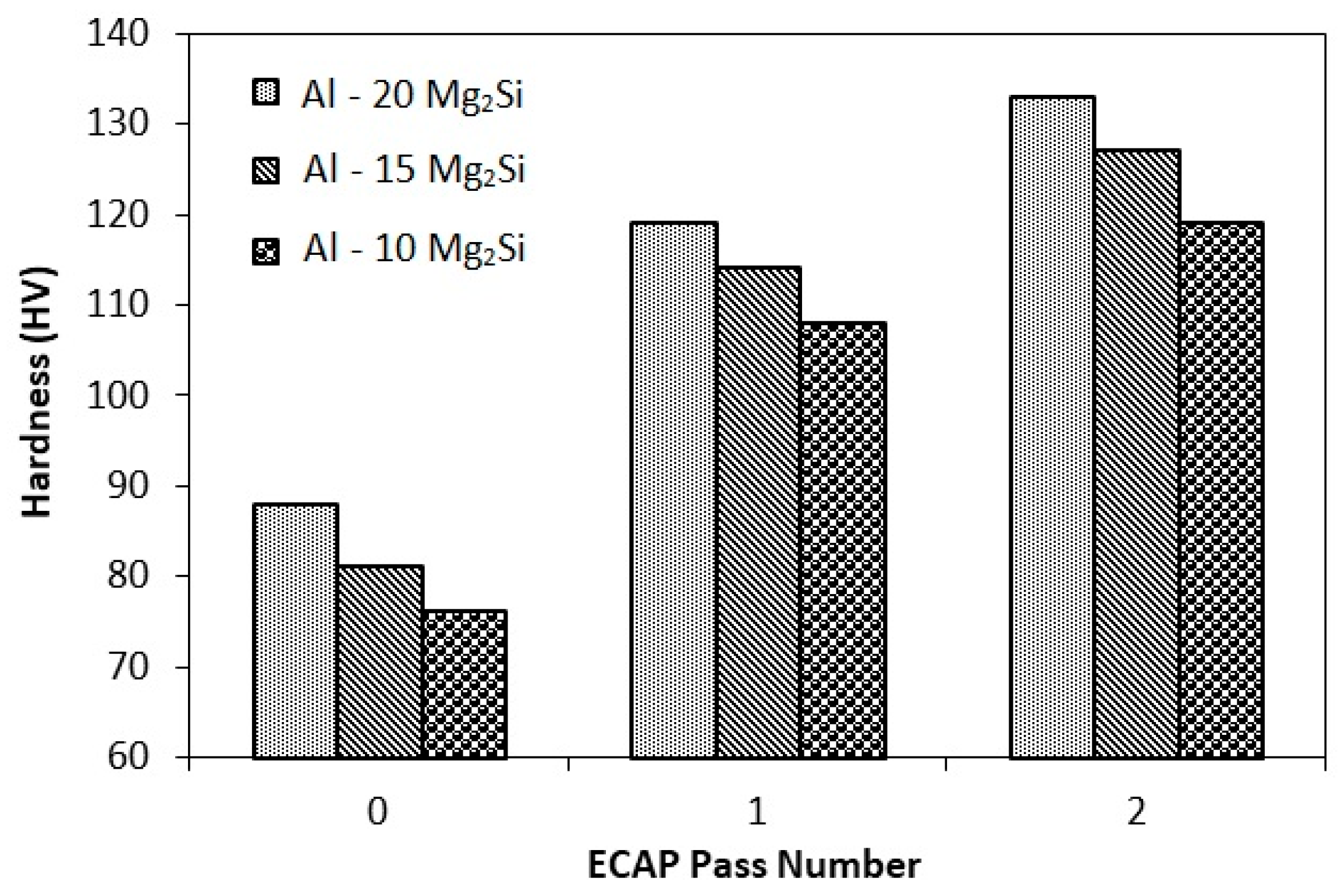
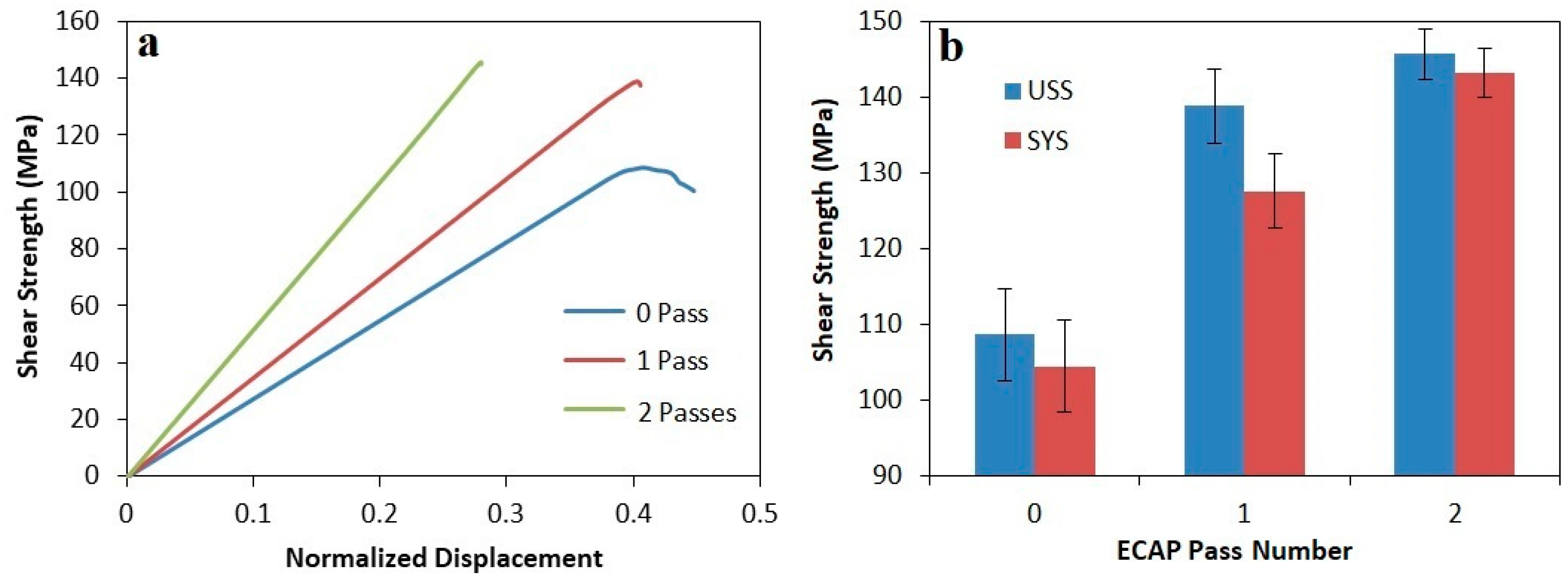
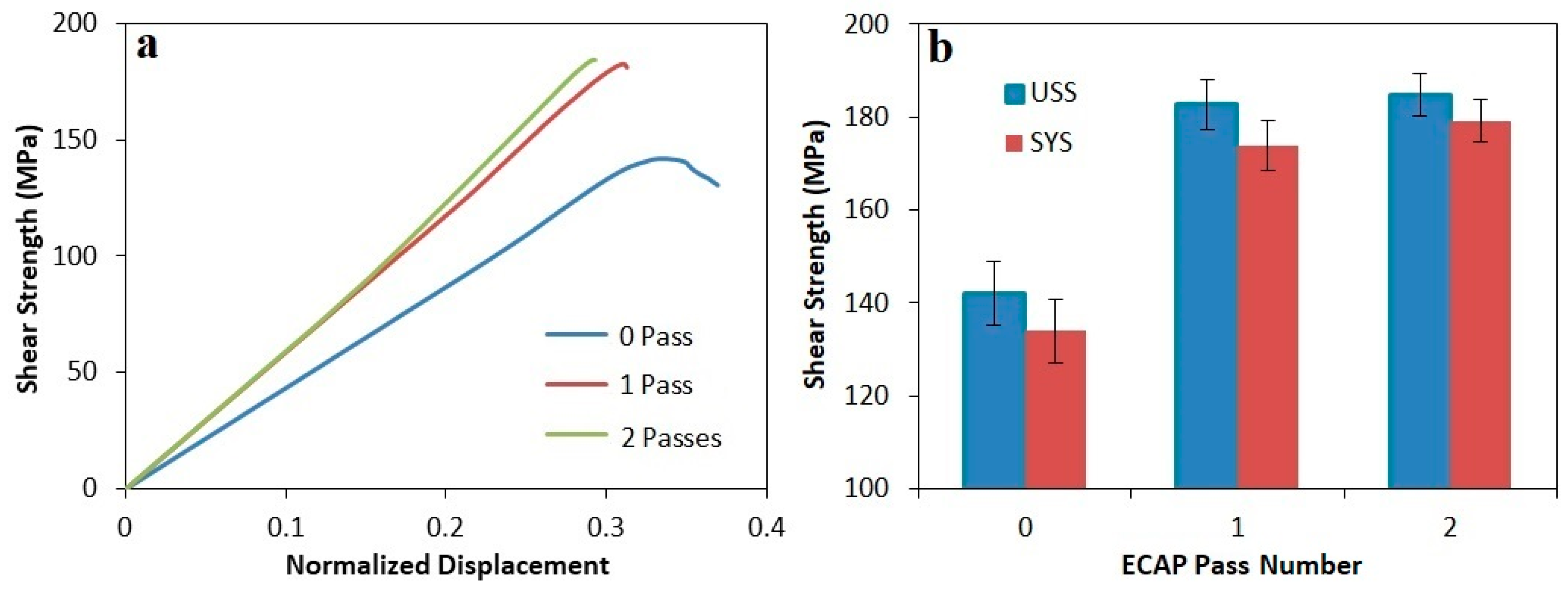
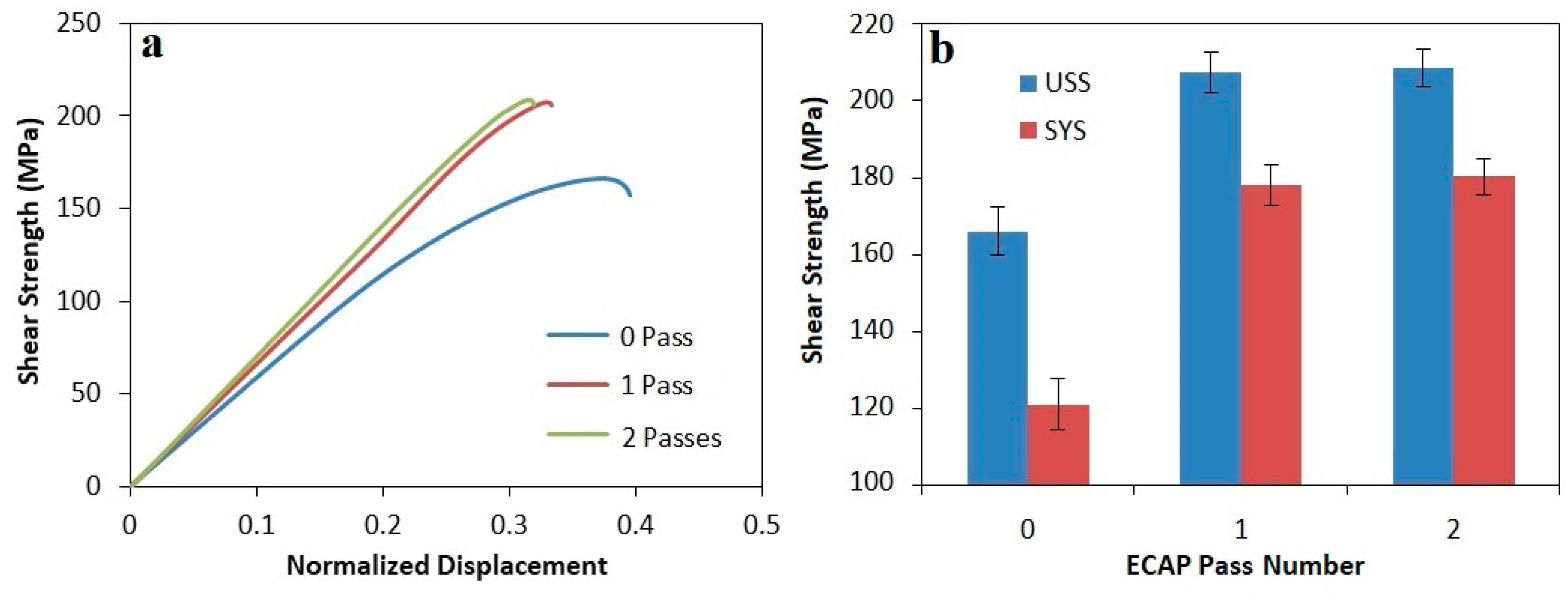
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Malekan, A.; Emamy, M.; Rassizadehghni, J.; Emami, A.R. The effect of solution temperature on the microstructure and tensile properties of Al-15%Mg2Si composite. Mater. Des. 2011, 325, 2701–2709. [Google Scholar] [CrossRef]
- Soltani, N.; Jafari Nodooshan, H.R.; Bahrami, A.; Pech-Canul, M.I.; Liu, W.; Wu, G. Effect of hot extrusion on wear properties of Al-15 wt.% Mg2Si in situ metal matrix composites. Mater. Des. 2014, 53, 774–781. [Google Scholar] [CrossRef]
- Li, C.; Wu, Y.; Li, H.; Liu, X. Microstructure formation in hypereutectic Al-Mg2Si with extra Si. J. Alloys Compd. 2009, 477, 212–216. [Google Scholar] [CrossRef]
- Emamy, M.; Nemati, N.; Heidarzadeh, A. The influence of Cu rich intermetallic phase on microstructure, hardness and tensile properties of Al-15%Mg2Si composite. Mater. Sci. Eng. A 2010, 527, 2998–3004. [Google Scholar] [CrossRef]
- Li, C.; Wu, Y.; Li, H.; Liu, X. Effect of Ni on eutectic structural evolution in hypereutectic Al-Mg2Si alloys. Mater. Sci. Eng. A 2010, 528, 573–577. [Google Scholar] [CrossRef]
- Qin, Q.D.; Zhao, Y.G.; Liu, C.; Cong, P.J.; Zhou, W. Strontium modification and formation of cubic primary Mg2Si crystals in Mg2Si/Al composite. J. Alloys Compd. 2008, 454, 142–146. [Google Scholar] [CrossRef]
- Khorshidi, R.; Honarbakhsh Raouf, A.; Emamy, M.; Campbell, J. The Study of Li on the microstructure and tensile properties of cast Al-Mg2Si metal matrix composite. J. Alloys Compd. 2011, 509, 9026–9033. [Google Scholar] [CrossRef]
- Li, C.; Liu, X.; Zhang, G. Heterogeneous nucleating role of TiB2 or AlP/TiB2 coupled compounds on primary Mg2Si in Al-Mg-Si alloys. Mater. Sci. Eng. A 2008, 497, 432–437. [Google Scholar] [CrossRef]
- Ghorbani, M.R.; Emamy, M.; Nemati, N. Microstructure and mechanical characterization of Al-15%Mg2Si composite containing chromium. Mater. Des. 2011, 32, 4262–4269. [Google Scholar] [CrossRef]
- Akhlaghi, A.; Noghani, M.; Emamy, M. The effect of La-intermetallic compounds on tensile properties of Al-15%Mg2Si in-situ composite. Procedia Mater. Sci. 2015, 11, 55–60. [Google Scholar] [CrossRef]
- Emamy, M.; Khorshidi, R.; Honarbakhsh Raouf, A. The influence of pure Na on the microstructure and tensile properties of Al-Mg2Si metal matrix composite. Mater. Sci. Eng. A 2011, 528, 4337–4342. [Google Scholar] [CrossRef]
- Zhao, Y.G.; Qin, Q.D.; Zhou, W.; Liang, Y.H. Microstructure of the Ce-modified in situ Mg2Si/Al-Si-Cu composite. J. Alloys Compd. 2005, 389, L1–L4. [Google Scholar] [CrossRef]
- Emamy, M.; Jafari Nodooshan, H.R.; Malekan, A. The microstructure, hardness and tensile properties of Al-15%Mg2Si in situ composite with yttrium addition. Mater. Des. 2011, 32, 4559–4566. [Google Scholar] [CrossRef]
- Zhang, J.; Fan, Z.; Wang, Y.Q.; Zhou, B.L. Equilibrium pseudobinary Al-Mg2Si phase diagram. Mater. Sci. Technol. 2001, 17, 494–496. [Google Scholar] [CrossRef]
- Emamy, M.; Vaziri Yeganeh, S.E.; Razaghian, A.; Tavighi, K. Microstructure and tensile properties of hot-extruded Al matrix composite containing different amount of Mg2Si. Mater. Sci. Eng. A 2013, 586, 190–196. [Google Scholar] [CrossRef]
- Hadian, R.; Emamy, M.; Varahram, N.; Nemati, N. The effect of Li on the tensile properties of cast Al-Mg2Si metal matrix composite. Mater. Sci. Eng. A 2008, 490, 250–257. [Google Scholar] [CrossRef]
- Qin, Q.D.; Zhao, Y.G.; Zhou, W.; Cong, P.J. Effect of phosphorus and growth manner of primary Mg2Si crystal in Mg2Si/Al composite. Mater. Sci. Eng. A 2007, 447, 186–191. [Google Scholar] [CrossRef]
- Soltani, N.; Bahrami, A.; Pech-Canul, M.I. The effect of Ti on mechanical properties of extruded in-situ Al-15 pct Mg2Si composite. Met. Mater. Trans. A 2013, 44, 4366–4373. [Google Scholar] [CrossRef]
- Qin, Q.D.; Zhao, Y.G.; Liu, C.; Cong, P.J.; Zhou, W.; Liang, Y.H. Effect of holding temperature on semisolid microstructure of Mg2Si/Al composite. J. Alloys Compd. 2006, 416, 143–147. [Google Scholar] [CrossRef]
- Nordin, N.A.; Abubakar, T.; Hamzeh, E.; Farahany, S.; Ourdjini, A. Effect of Superheating melt treatment on Mg2Si particulate reinforcement in Al-Mg2Si-Cu in situ composite. Procedia Eng. 2017, 184, 595–603. [Google Scholar] [CrossRef]
- Zhang, J.T.; Zhao, Y.G.; Xu, X.F.; Liu, X.B. Effect of ultrasonic on morphology of primary Mg2Si in in-situ Mg2Si/Al composite. Trans. Nonferrous Met. Soc. China 2013, 23, 2852–2856. [Google Scholar] [CrossRef]
- Lin, J.; Bai, G.; Liu, Z.; Niu, L.; Li, G.; Wen, C. Effect of ultrasonic stirring on the microstructure on the microstructure and mechanical properties of in situ Mg2Si/Al composite. Mater. Chem. Phys. 2016, 178, 112–118. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrof, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Ansarian, I.; Shaeri, M.H. Diffusional bonds in laminated composites produced by ECAP. Trans. Nonferrous Met. Soc. China 2017, 27, 1928–1938. [Google Scholar] [CrossRef]
- Esmaeili, A.; Shaeri, M.H.; Talafi Noghani, M.; Razaghian, A. Fatigue behavior of AA7075 aluminium alloy severely deformed by equal channel angular pressing. J. Alloys Compd. 2018, 757, 324–332. [Google Scholar] [CrossRef]
- Shaeri, M.H.; Shaeri, M.; Salehi, M.T.; Seyyedein, S.H.; Abutalebi, M.R. Effect of equal channel angular pressing on aging treatment of Al-7075 alloy. Prog. Nat. Sci. Mater. Int. 2015, 25, 159–168. [Google Scholar] [CrossRef]
- Shaeri, M.H.; Salehi, M.T.; Seyyedein, S.H.; Abutalebi, M.R.; Park, J.K. Microstructure and mechanical properties of Al-7075 alloy processed by equal channel angular pressing combined with aging treatment. Mater. Des. 2014, 57, 250–257. [Google Scholar] [CrossRef]
- Zhang, S.; Li, M.; Wang, H.; Cheng, W.; Lei, W.; Liu, Y.; Liang, W. Microstructure and tensile properties of ECAPed Mg-9Al-1Si-1SiC composites: The influence of initial microstructures. Materials 2018, 11, 136. [Google Scholar] [CrossRef]
- Chen, J.H.; Shen, Y.C.; Chao, C.G.; Liu, T.F. Wear Behavior and Microstructure of Mg-Sn Alloy Processed by Equal Channel Angular Extrusion. Materials 2017, 10, 1315. [Google Scholar] [CrossRef]
- Ansarian, I.; Shaeri, M.H.; Ebrahimi, M.; Minárik, P.; Bartha, K. Microstructure evolution and mechanical behaviour of severely deformed pure titanium through multi directional forging. J. Alloys Compd. 2018, 776, 83–95. [Google Scholar] [CrossRef]
- Chegini, M.; Shaeri, M.H. Effect of equal channel angular pressing on the mechanical and tribological behavior of Al-Zn-Mg-Cu alloy. Mater. Charact. 2018, 140, 147–161. [Google Scholar] [CrossRef]
- Dashti, A.; Shaeri, M.H.; Taghiabadi, R.; Djavanroodi, F.; Vali Ghazvini, F.; Javadi, H. Microstructure, Texture, Electrical and Mechanical Properties of AA-6063 Processed by Multi Directional Forging. Materials 2018, 11, 2419. [Google Scholar] [CrossRef]
- Chrominski, W.; Olejnik, L.; Rosochowski, A.; Lewandowska, M. Grain refinement in technically pure aluminium plates using incremental ECAP processing. Mater. Sci. Eng. A 2015, 636, 172–180. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Liao, X.Z.; Jin, Z.; Valiev, R.Z.; Zhu, Y.T. Microstructures and mechanical properties of ultrafine grained 7075 Al alloy processed by ECAP and their evolutions during annealing. Acta Mater. 2004, 52, 4589–4599. [Google Scholar] [CrossRef]
- Shaeri, M.H.; Shaeri, M.; Ebrahimi, M.; Salehi, M.; Seyyedein, S. Effect of ECAP temperature on microstructure and mechanical properties of Al-Zn-Mg-Cu alloy. Prog. Nat. Sci. Mater. Int. 2016, 26, 182–191. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Shamsborhan, M. Monotonic and dynamic mechanical properties of PTCAE aluminum. J. Alloys Compd. 2017, 705, 28–37. [Google Scholar] [CrossRef]
- Xu, C.; Furukawa, M.; Horita, Z.; Langdon, T.G. The evolution of homogeneity and grain refinement during equal-channel angular pressing: a grain refinement during equal-channel angular pressing. Mater. Sci. Eng. A 2005, 398, 66–76. [Google Scholar] [CrossRef]
- Bian, L.; Liang, W.; Xie, G.; Zhang, W.; Xue, J. Enhanced ductility in an Al–Mg2Si in situ composite processed by ECAP using a modified BC route. Mater. Sci. Eng. A 2011, 528, 3463–3467. [Google Scholar] [CrossRef]
- Chegini, M.; Shaeri, M.H.; Taghiabadi, R.; Chegini, S. Improving the mechanical properties of heat-treated Al-Mg2Si composites by microstructure modification through equal channel angular pressing. Compos. Part B. under review.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Mg | Si | Fe | Ni | Zn | Ca | Cu | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| Al-10% Mg2Si | 6.63 | 4.04 | 0.16 | 0.004 | 0.06 | 0.02 | 0.001 | 0.003 | Bal. |
| Al-15% Mg2Si | 9.82 | 5.72 | 0.17 | 0.003 | 0.01 | 0.03 | 0.002 | 0.004 | Bal. |
| Al-15% Mg2Si | 12.8 | 7.7 | 0.19 | 0.005 | 0.01 | 0.04 | 0.003 | 0.006 | Bal. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chegini, M.; Shaeri, M.H.; Taghiabadi, R.; Chegini, S.; Djavanroodi, F. The Correlation of Microstructure and Mechanical Properties of In-Situ Al-Mg2Si Cast Composite Processed by Equal Channel Angular Pressing. Materials 2019, 12, 1553. https://doi.org/10.3390/ma12091553
Chegini M, Shaeri MH, Taghiabadi R, Chegini S, Djavanroodi F. The Correlation of Microstructure and Mechanical Properties of In-Situ Al-Mg2Si Cast Composite Processed by Equal Channel Angular Pressing. Materials. 2019; 12(9):1553. https://doi.org/10.3390/ma12091553
Chicago/Turabian StyleChegini, Mahdi, Mohammad Hossein Shaeri, Reza Taghiabadi, Sajjad Chegini, and Faramarz Djavanroodi. 2019. "The Correlation of Microstructure and Mechanical Properties of In-Situ Al-Mg2Si Cast Composite Processed by Equal Channel Angular Pressing" Materials 12, no. 9: 1553. https://doi.org/10.3390/ma12091553
APA StyleChegini, M., Shaeri, M. H., Taghiabadi, R., Chegini, S., & Djavanroodi, F. (2019). The Correlation of Microstructure and Mechanical Properties of In-Situ Al-Mg2Si Cast Composite Processed by Equal Channel Angular Pressing. Materials, 12(9), 1553. https://doi.org/10.3390/ma12091553