Effect of Hot-Alkali Treatment on the Structure Composition of Jute Fabrics and Mechanical Properties of Laminated Composites


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
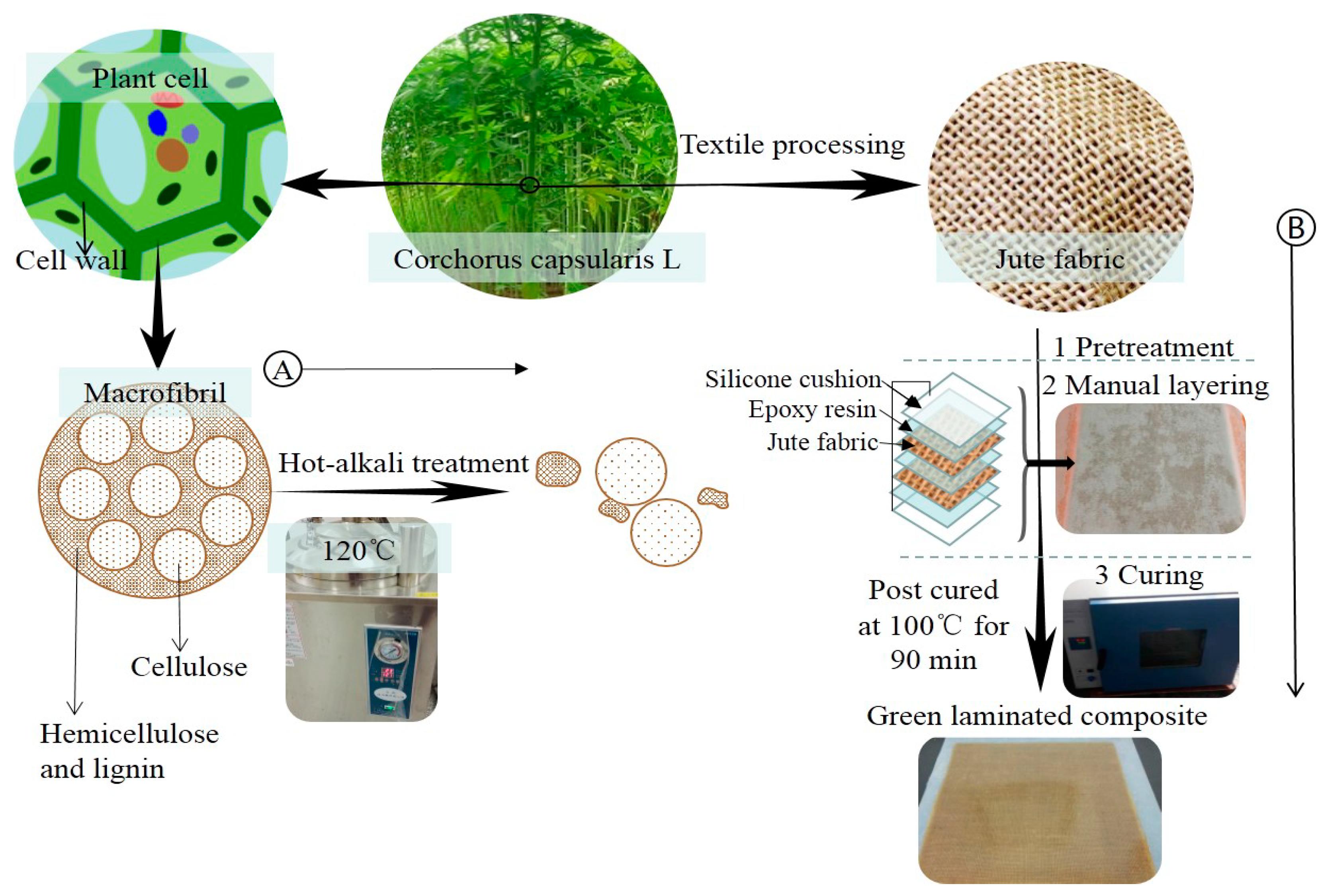
2.2. Surface Treatments
2.3. Composite Fabrication
2.4. Characterizations
2.4.1. Jute Fiber Composition Analysis
2.4.2. Fourier Transform Infrared (FTIR) Spectroscopy
2.4.3. X-ray Diffraction (XRD) Test
2.4.4. Scanning Electron Microscope (SEM)
2.5. Physical Properties
2.5.1. Density
2.5.2. Tensile Test
2.5.3. Flexural Test
3. Results and Discussion
3.1. FTIR Analysis of Raw and Treated Jute Fibers
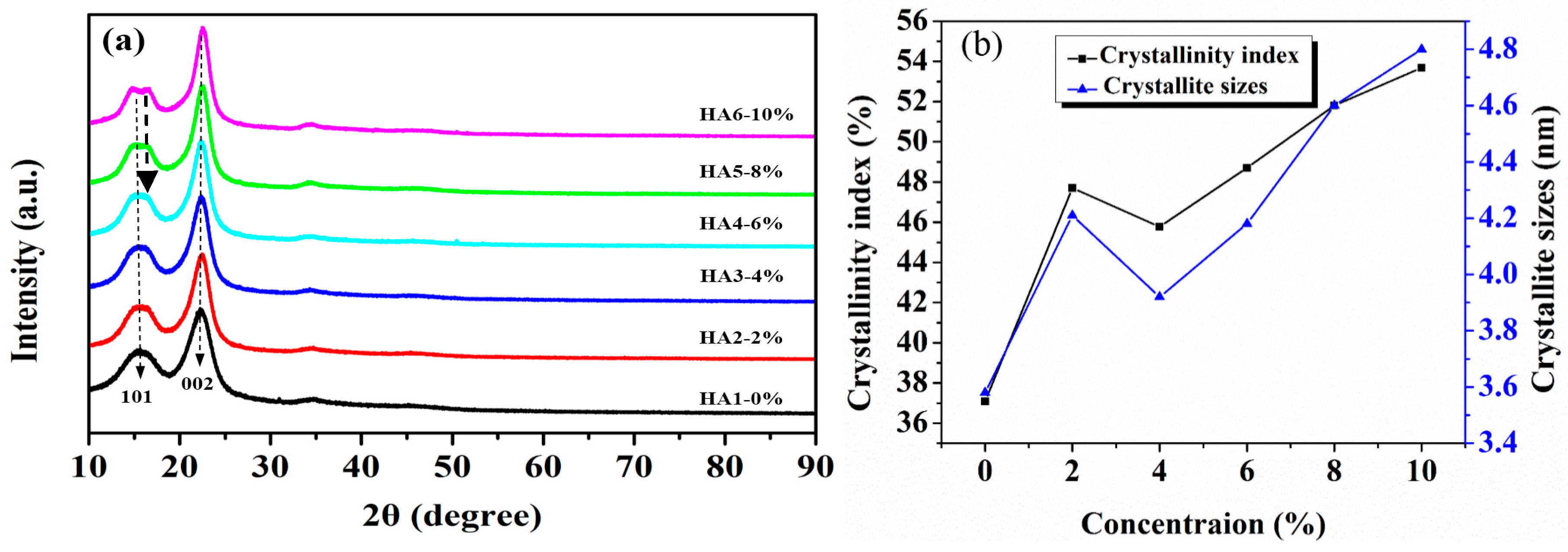
3.2. XRD Analysis of Raw and Treated Jute Fibers
3.3. SEM Analysis of Raw and Treated Jute Fibers
3.4. Mechanical Properties of Laminated Composites
3.5. SEM Analysis of Tensile Fracture Surfaces of Laminated Composites
4. Conclusions
- (a)
- Hot-alkali treatment removed the impurities, lignin and hemicellulose of the jute fibers and dispersed the fiber bundles to finer bundles, then increased the effective contact areas of the jute fibers.
- (b)
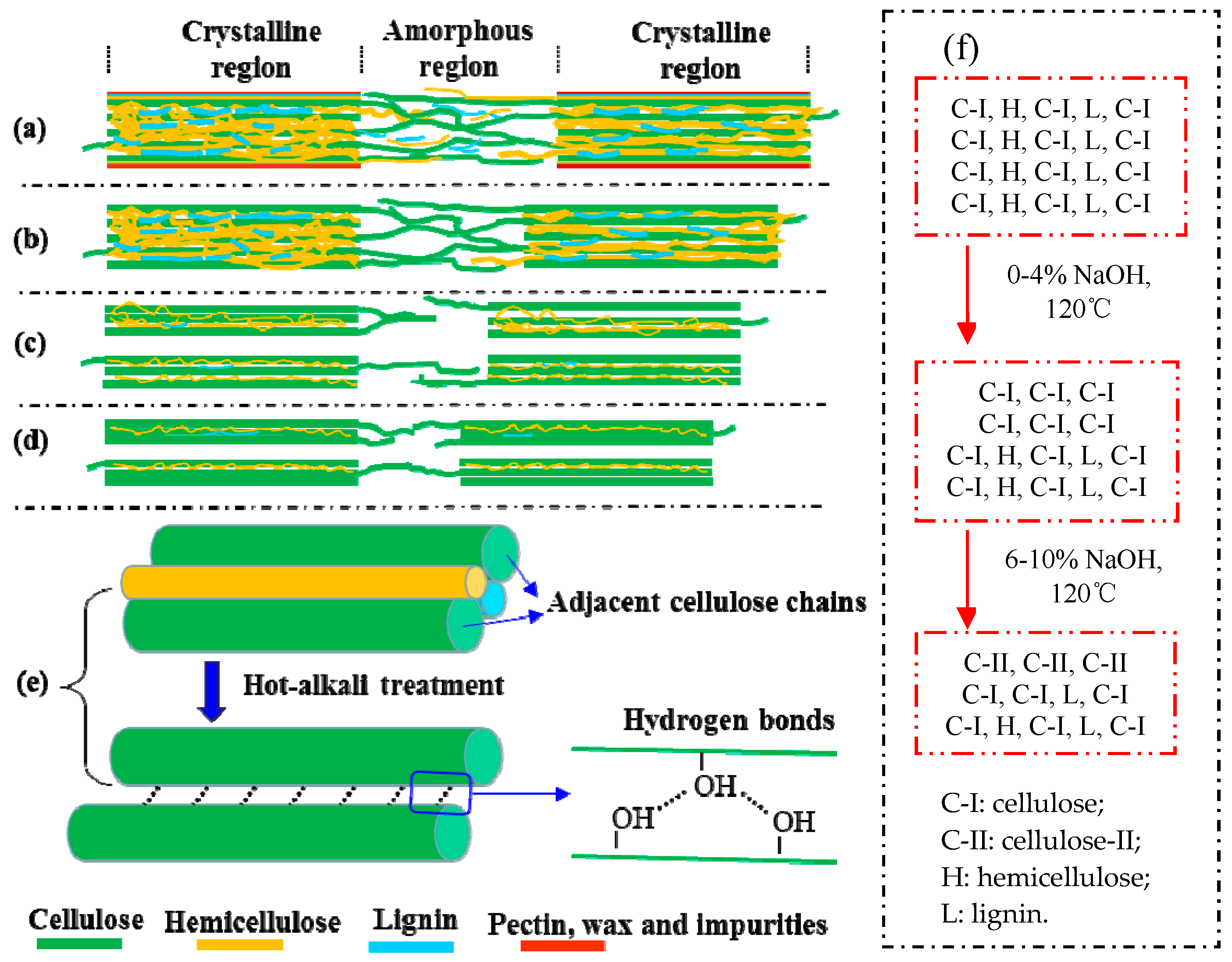
- The lignin and hemicellulose between adjacent cellulose chains were removed with a suitable concentration (6% to 8%) hot-alkali treatment. The crystalline structures of cellulose were improved by mercerization. Then the spacing of adjacent cellulose chains was shortened. Hydrogen bonds were formed to connect the adjacent cellulose chains. Thereby the crystallinity index (CI) and crystallite size (CS) of cellulose were increased, and so the strength of the fiber was improved.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Saaidia, A.; Bezazi, A.; Belbah, A.; Bouchelaghem, H.; Scarpa, F.; Amirouche, S. Mechano-physical properties and statistical design of jute yarns. Measurement 2017, 111, 284–294. [Google Scholar] [CrossRef]
- Singh, J.I.P.; Dhawan, V.; Singh, S.; Jangid, K. Study of effect of surface treatment on mechanical properties of natural fiber reinforced composites. Mater. Today Proceed. 2017, 4, 2793–2799. [Google Scholar] [CrossRef]
- Li, S.; Qin, J.; Li, C.; Feng, Y.; Zhao, X.; Hu, Y. Optimization and compressive behavior of composite 2-D lattice structure. Mech.Adv. Mater. Struct. 2018, 1–10. [Google Scholar] [CrossRef]
- Li, S.; Qin, J.; Wang, B.; Zheng, T.; Hu, Y. Design and Compressive Behavior of a Photosensitive Resin-Based 2-D Lattice Structure with Variable Cross-Section Core. Polymers 2019, 11, 186. [Google Scholar] [CrossRef] [PubMed]
- Louisy, E.; Samyn, F.; Bourbigot, S.; Fontaine, G.; Bonnet, F. Preparation of Glass Fabric/Poly(l-lactide) Composites by Thermoplastic Resin Transfer Molding. Polymers 2019, 11, 339. [Google Scholar] [CrossRef] [PubMed]
- Liu, K.; Jiang, L. Bio-inspired design of multiscale structures for function integration. Nano Today 2011, 6, 155–175. [Google Scholar] [CrossRef]
- Grunenfelder, L.K.; Suksangpanya, N.; Salinas, C.; Milliron, G.; Yaraghi, N.; Herrera, S.; Evans-Lutterodt, K.; Nutt, S.R.; Zavattieri, P.; Kisailus, D. Bio-inspired impact-resistant composites. Acta Biomater. 2014, 10, 3997–4008. [Google Scholar] [CrossRef]
- Luz, G.M.; Mano, J.F. Biomimetic design of materials and biomaterials inspired by the structure of nacre. Philos. Trans. Math. Phys. Eng. Sci. 2009, 367, 1587–1605. [Google Scholar] [CrossRef]
- Ma, Q.; Wang, H.P.; Guo, X. Discovering biomimetic structure of toughening the brittle material from pearlite in steel. Mater. Rev. 2010, 24, 423–425. (In Chinese) [Google Scholar]
- Launey, M.E.; Munch, E.; Alsem, D.H.; Munch, E.; Alsem, D.H.; Barth, H.B.; Saiz, E.; Tomsia, A.P.; Ritchie, R.O. Designing highly toughened hybrid composites through nature-inspired hierarchical complexity. Acta Mater. 2009, 57, 2919–2932. [Google Scholar] [CrossRef]
- Chen, J.X.; Wu, G. Beetle forewings: Epitome of the optimal design for lightweight composite materials. Carbohydr. Polym. 2013, 91, 659–665. [Google Scholar] [CrossRef] [PubMed]
- Weiner, S.; Addadi, L. Design strategies in mineralized biological materials. J Mater. Chem. 1997, 7, 689–702. [Google Scholar] [CrossRef]
- Barthelat, F. Nacre from mollusk shells: A model for high-performance structural materials. Bioinspir. Biomim. 2010, 5, 035001. [Google Scholar] [CrossRef]
- Cheng, L.; Thomas, A.; Glancey, J.L.; Karlsson, A.M. Mechanical behavior of bio-inspired laminated composites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 211–220. [Google Scholar] [CrossRef]
- Chen, Q.H.; Yu, W.D. Investigation on morphology, microstructure and chemical component of jute fiber. Plant Fiber Sci. China 2005, 27, 254–258. (In Chinese) [Google Scholar]
- Mohanty, A.K.; Misra, M.; Drzal, L.T. Surface modifications of natural fibers and performance of the resulting biocomposites: An overview. Compos. Interfaces 2001, 8, 313–343. [Google Scholar] [CrossRef]
- Hassan, M.M.; Saifullah, K. Ultrasound-assisted pre-treatment and dyeing of jute fabrics with reactive and basic dyes. Ultrason. Sonochem. 2018, 40, 488. [Google Scholar] [CrossRef]
- Xie, Y.; Hill, C.A.S.; Xiao, Z.; Militz, H.; Mai, C. Silane coupling agents used for natural fiber/polymer composites: A review. Compos. Part A Appl. Sci. Manuf. 2010, 41, 806–819. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F.; Aravinthan, T. Mechanical properties of chemically-treated hemp fibre reinforced sandwich composites. Compos. Part B Eng. 2012, 43, 159–169. [Google Scholar] [CrossRef]
- Valadez-Gonzalez, A.; Cervantes-Uc, J.M.; Olayo, R.; Herrera-Franco, P.J. Effect of fiber surface treatment on the fiber–matrix bond strength of natural fiber reinforced composites. Compos. Part B Eng. 1999, 30, 309–320. [Google Scholar] [CrossRef]
- Saha, P.; Manna, S.; Chowdhury, S.R.; Sen, R.; Roy, D.; Adhikari, B. Enhancement of tensile strength of lignocellulosic jute fibers by alkali-steam treatment. Bioresour. Technol. 2010, 101, 3182–3187. [Google Scholar] [CrossRef]
- Gassan, J.; Bledzki, A.K. Possibilities for improving the mechanical properties of jute/epoxy composites by alkali treatment of fibres. Compos. Sci. Technol. 1999, 59, 1303–1309. [Google Scholar] [CrossRef]
- Sinha, E.; Rout, S.K. Influence of fibre-surface treatment on structural, thermal and mechanical properties of jute fibre and its composite. Bull. Mater. Sci. 2009, 32, 65–76. [Google Scholar] [CrossRef]
- Yue, Y.; Han, G.; Wu, Q. Transitional properties of cotton fibers from cellulose I to cellulose II structure. BioResources 2013, 8, 6460–6471. [Google Scholar] [CrossRef]
- Li, M.; Zhou, S.; Guo, X. Effects of alkali-treated bamboo fibers on the morphology and mechanical properties of oil well cement. Constr. Build. Mater. 2017, 150, 619–625. [Google Scholar] [CrossRef]
- Haque, M.M.; Hasan, M.; Islam, M.S.; Ali, M.E. Physico-mechanical properties of chemically treated palm and coir fiber reinforced polypropylene composites. Bioresour. Technol. 2009, 100, 4903–4906. [Google Scholar] [CrossRef]
- Xia, Z.P. Investigation on chemical-enzyme modification and yarn spinning technology of jute fibres for textile use. Ph.D. Thesis, Donghua University, Shanghai, China, 2009. (In Chinese). [Google Scholar]
- Li, J.; Lu, Y.; Yang, D.; Sun, Q.; Liu, Y.; Zhao, H. Lignocellulose aerogel from wood-ionic liquid solution (1-allyl-3-methylimidazolium chloride) under freezing and thawing conditions. Biomacromolecules 2011, 12, 1860. [Google Scholar] [CrossRef]
- Senthamaraikannan, P.; Kathiresan, M. Characterization of raw and alkali treated new natural cellulosic fiber from Coccinia grandis.L. Carbohydr. Polym. 2018, 186, 332. [Google Scholar] [CrossRef]
- Mwaikambo, L.Y.; Ansell, M.P. Chemical modification of hemp, sisal, jute, and kapok fibers by alkalization. J. Appl. Polym. Sci. 2010, 84, 2222–2234. [Google Scholar] [CrossRef]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical Treatments of Natural Fiber for Use in Natural Fiber-Reinforced Composites: A Review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Ray, D.; Sarkar, B.K.; Rana, A.K.; Bose, N.R. The mechanical properties of vinylester resin matrix composites reinforced with alkali-treated jute fibres. Compos. Part A Appl.d Sci. Manuf. 2001, 32, 119–127. [Google Scholar] [CrossRef]
- Li, J.L.; Peng, Q.; Zeng, A.; Li, J.L.; Wu, X.L.; Liu, X. Regenerated thermosetting styrene-co-acrylonitrile sandwich composite panels reinforced by jute fibre: Structures and properties. Bull. Mater. Sci. 2016, 39, 109–117. [Google Scholar] [CrossRef]
- Shahzad, A. Effects of alkalization on tensile, impact, and fatigue properties of hemp fiber composites. Polym. Compos. 2012, 33, 1129–1140. [Google Scholar] [CrossRef]
- Sreenivasan, V.S.; Rajini, N.; Alavudeen, A.; Arumugaprabu, V. Dynamic mechanical and thermo-gravimetric analysis of sansevieria cylindrica/polyester composite: Effect of fiber length, fiber loading and chemical treatment. Compos. Part B Eng. 2015, 69, 76–86. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Badagliacco, D.; Enea, D.; Alaimo, G.; Valenza, A. Aging resistance of bio-epoxy jute-basalt hybrid composites as novel multilayer structures for cladding. Compos. Struct. 2017, 160, 1319–1328. [Google Scholar] [CrossRef]
- Nurul Fazita, M.R.; Jayaraman, K.; Bhattacharyya, D. Formability Analysis of Bamboo Fabric Reinforced Poly (Lactic) Acid Composites. Materials 2016, 9, 539. [Google Scholar] [CrossRef]
- Goriparthi, B.K.; Suman, K.N.S.; Rao, N.M. Effect of fiber surface treatments on mechanical and abrasive wear performance of polylactide/jute composites. Compos. Part. A Appl. Sci. Manuf. 2012, 43, 1800–1808. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fibers | Chemical Comparison (%) | ||||
|---|---|---|---|---|---|
| Extractive | Cellulose | Lignin | Hemicellulose | Ash | |
| untreated | 3.89 (0.092 g) | 53.69 (1.273 g) | 11.10 (0.263 g) | 25.56 (0.606 g) | 0.67 (0.016 g) |
| 2% NaOH | 2.75 (0.064 g) | 68.54 (1.589 g) | 9.83 (0.228 g) | 13.72 (0.318 g) | 0.76 (0.018 g) |
| 4% NaOH | 2.67 (0.062 g) | 73.40 (1.698 g) | 9.12 (0.211 g) | 11.07 (0.256 g) | 0.76 (0.018 g) |
| 6% NaOH | 2.24 (0.052 g) | 75.52 (1.744 g) | 9.05 (0.209 g) | 10.43 (0.241 g) | 0.75 (0.017 g) |
| 8% NaOH | 2.66 (0.061 g) | 65.96 (1.517 g) | 8.97 (0.206 g) | 16.62 (0.382 g) | 0.75 (0.017 g) |
| 10% NaOH | 2.81 (0.062 g) | 51.82 (1.145 g) | 9.84 (0.217 g) | 25.78 (0.570 g) | 0.79 (0.017 g) |
| Sample Number | Treatment of Fabric | Densities of Composites (g﹒cm−3) | Tensile Strength (MPa) | Tensile Modulus (GPa) | Fracture Strain (%) | Flexural Strength (MPa) | Flexural Modulus (GPa) |
|---|---|---|---|---|---|---|---|
| HA1 | untreated | 1.09 ± 0.01 | 24.34 ± 1.06 | 1.51 ± 0.04 | 1.55 ± 0.21 | 56.02 ± 2.63 | 2.73 ± 0.32 |
| HA2 | 2% NaOH | 1.10 ± 0.04 | 28.68 ± 1.70 | 1.77 ± 0.07 | 1.62 ± 0.12 | 79.73 ± 2.31 | 3.88 ± 0.36 |
| HA3 | 4% NaOH | 1.04 ± 0.01 | 31.96 ± 2.31 | 1.85 ± 0.17 | 1.73 ± 0.17 | 83.70 ± 3.01 | 4.08 ± 0.42 |
| HA4 | 6% NaOH | 1.08 ± 0.01 | 33.46 ± 2.01 | 1.86 ± 0.11 | 1.77 ± 0.15 | 96.50 ± 2.52 | 4.70 ± 0.37 |
| HA5 | 8% NaOH | 1.05 ± 0.02 | 32.51 ± 1.97 | 1.84 ± 0.10 | 1.80 ± 0.13 | 89.99 ± 2.45 | 4.38 ± 0.41 |
| HA6 | 10% NaOH | 1.11 ± 0.01 | 31.09 ± 2.77 | 1.63 ± 0.08 | 1.91 ± 0.18 | 80.24 ± 3.12 | 3.91 ± 0.35 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Chang, L.; Shi, X.; Wang, L. Effect of Hot-Alkali Treatment on the Structure Composition of Jute Fabrics and Mechanical Properties of Laminated Composites. Materials 2019, 12, 1386. https://doi.org/10.3390/ma12091386
Wang X, Chang L, Shi X, Wang L. Effect of Hot-Alkali Treatment on the Structure Composition of Jute Fabrics and Mechanical Properties of Laminated Composites. Materials. 2019; 12(9):1386. https://doi.org/10.3390/ma12091386
Chicago/Turabian StyleWang, Xue, Lulu Chang, Xiaolong Shi, and Lihai Wang. 2019. "Effect of Hot-Alkali Treatment on the Structure Composition of Jute Fabrics and Mechanical Properties of Laminated Composites" Materials 12, no. 9: 1386. https://doi.org/10.3390/ma12091386
APA StyleWang, X., Chang, L., Shi, X., & Wang, L. (2019). Effect of Hot-Alkali Treatment on the Structure Composition of Jute Fabrics and Mechanical Properties of Laminated Composites. Materials, 12(9), 1386. https://doi.org/10.3390/ma12091386