Study of Deformation Stability during Semi-Dieless Drawing of Ti-6Al-4V Alloy Wire

Abstract
:1. Introduction
2. Finite Element Simulations
3. Results and Discussion
3.1. Stability of Semi-Dieless Drawing
3.2. Instability Mechanism of Semi-Dieless Drawing
3.2.1. Instability Evolution in Semi-Dieless Drawing
3.2.2. Instability Mechanism of Semi-Dieless Drawing
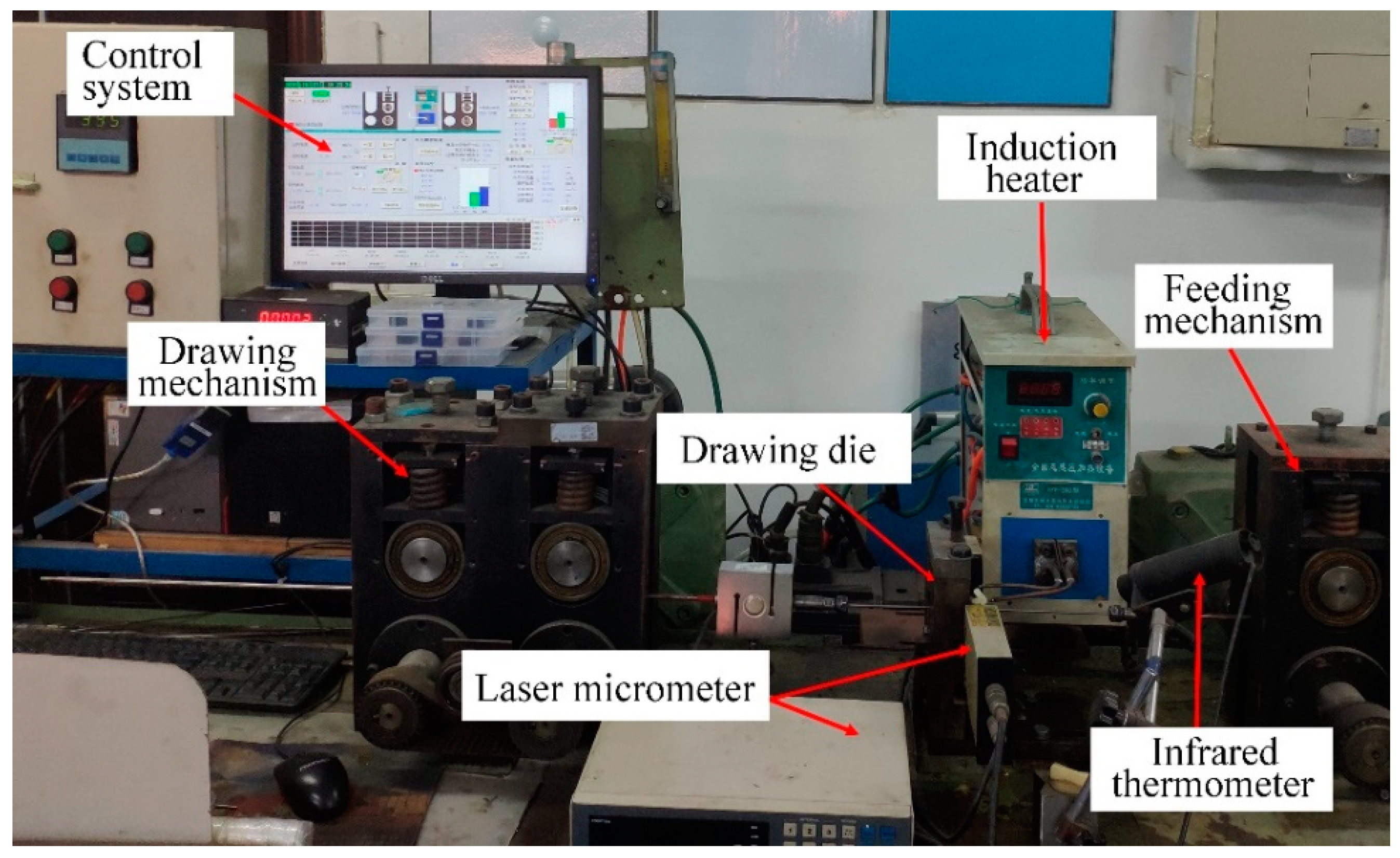
3.3. Validation
4. Conclusions
- (1)
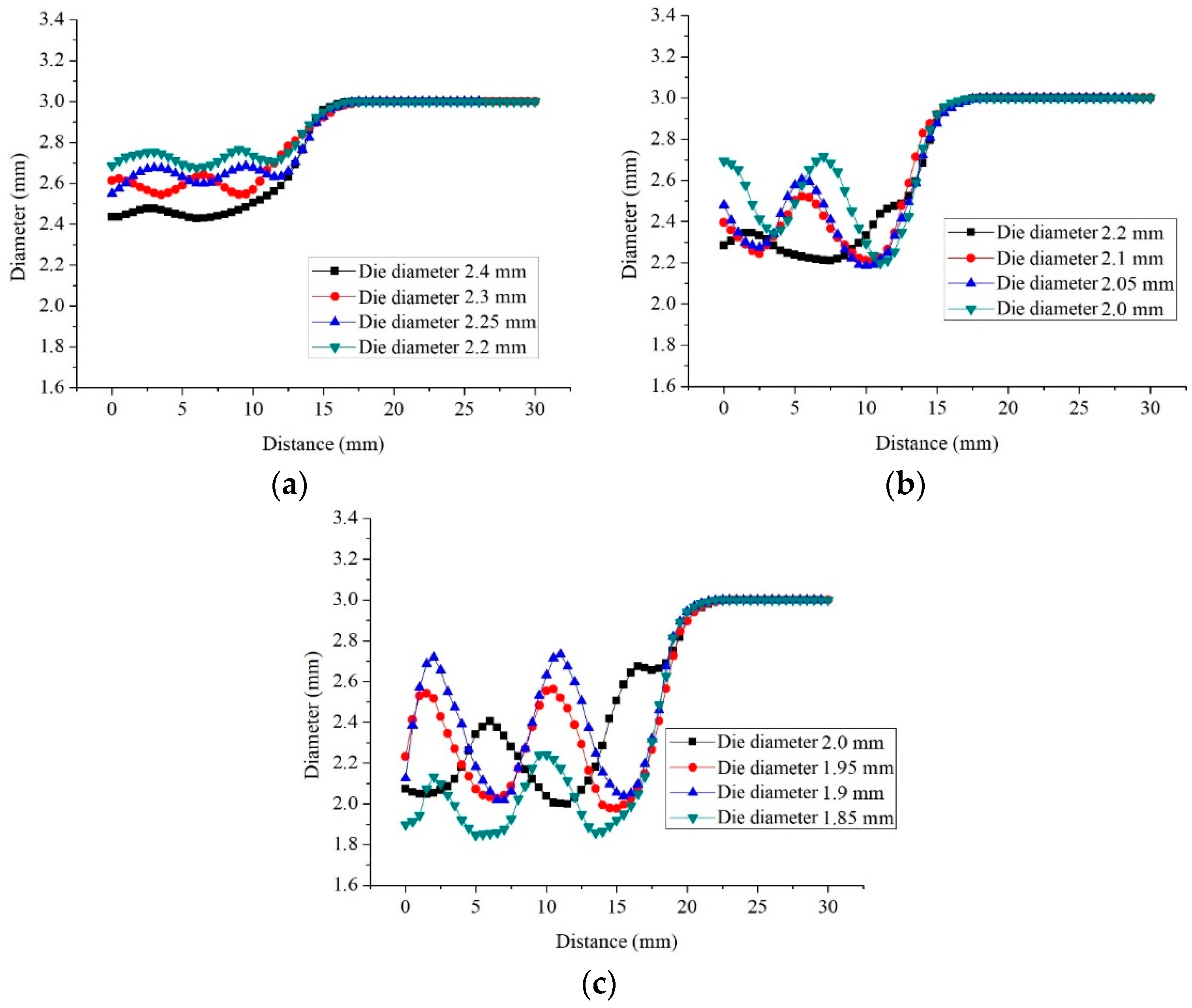
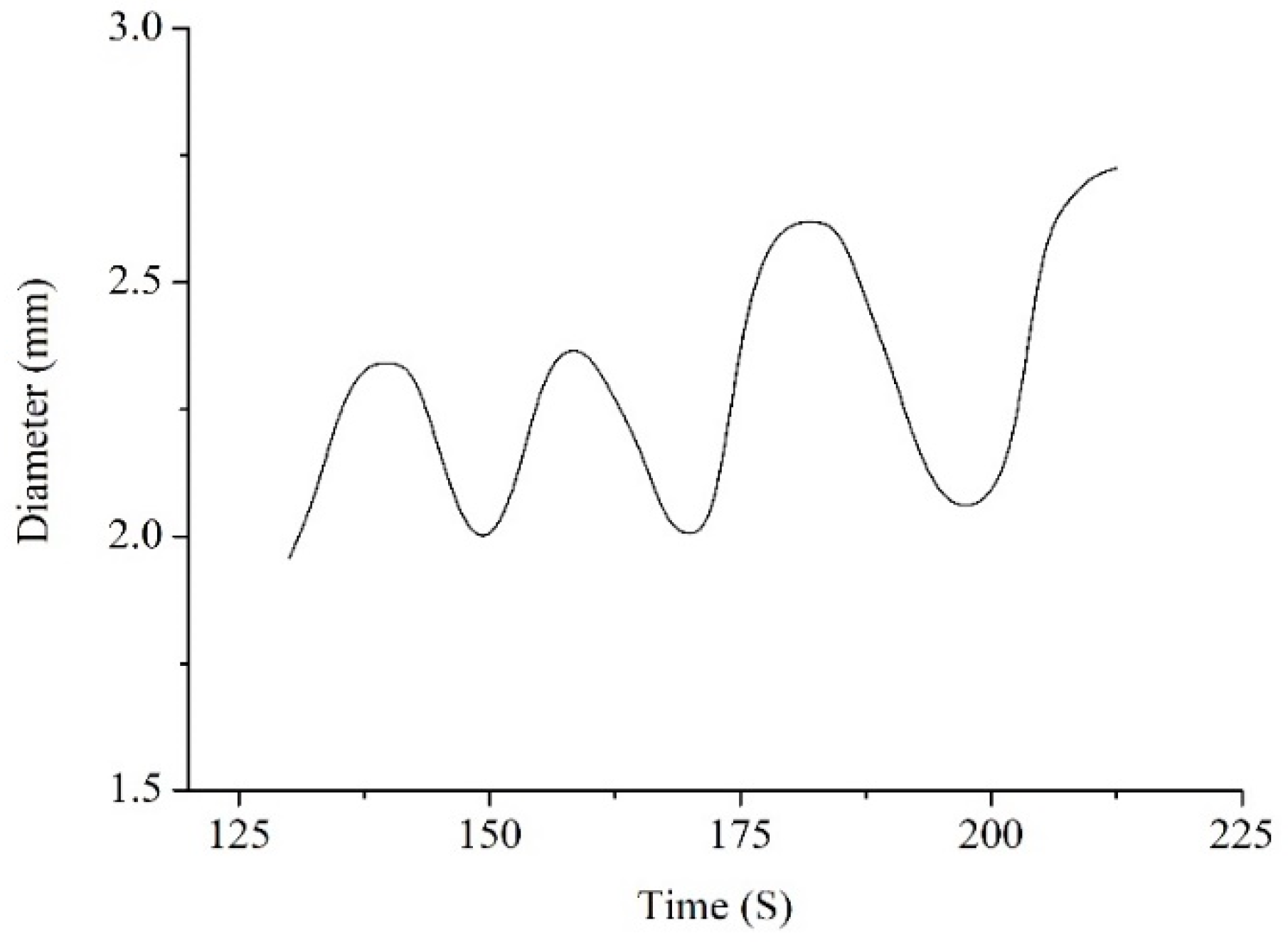
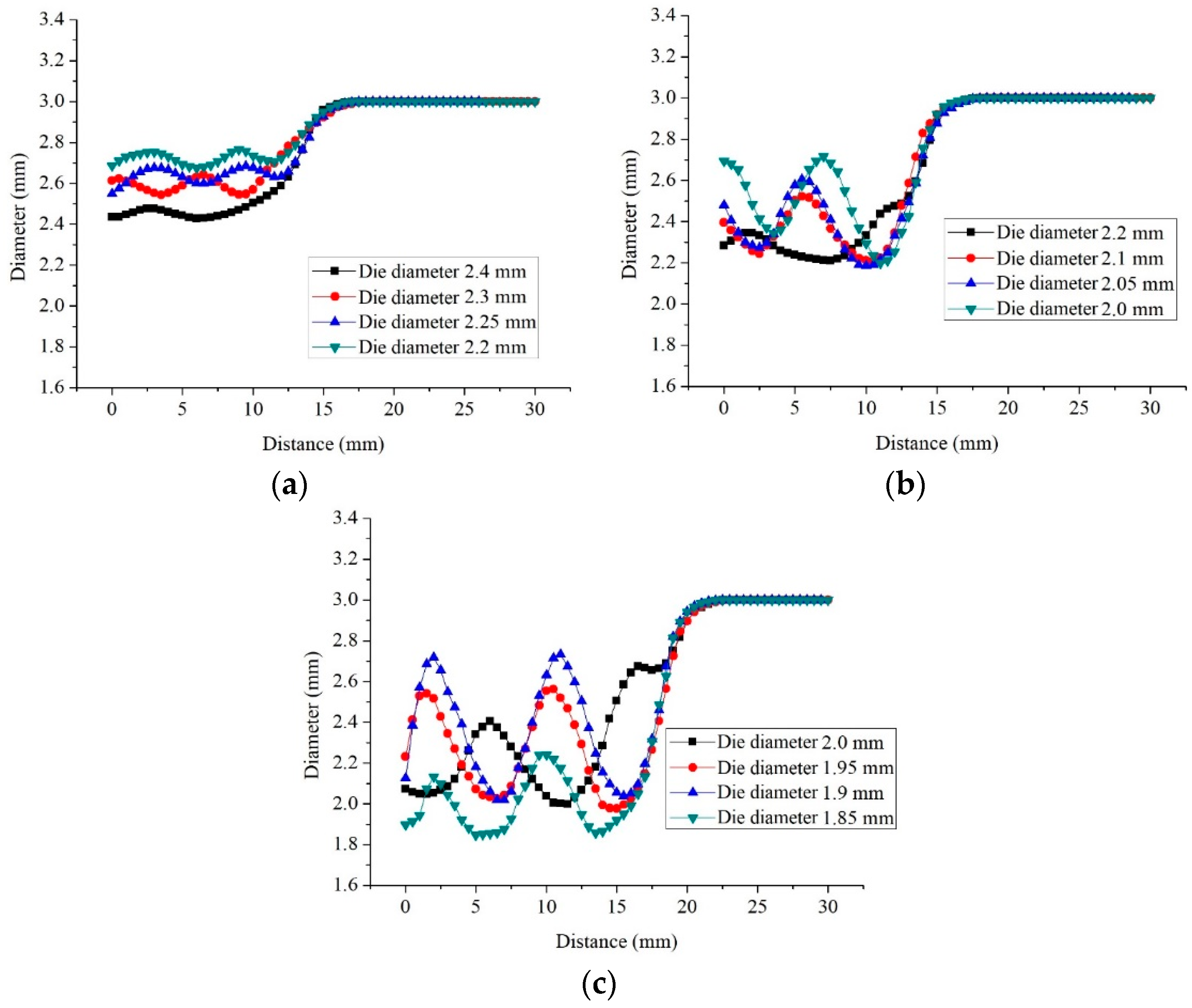
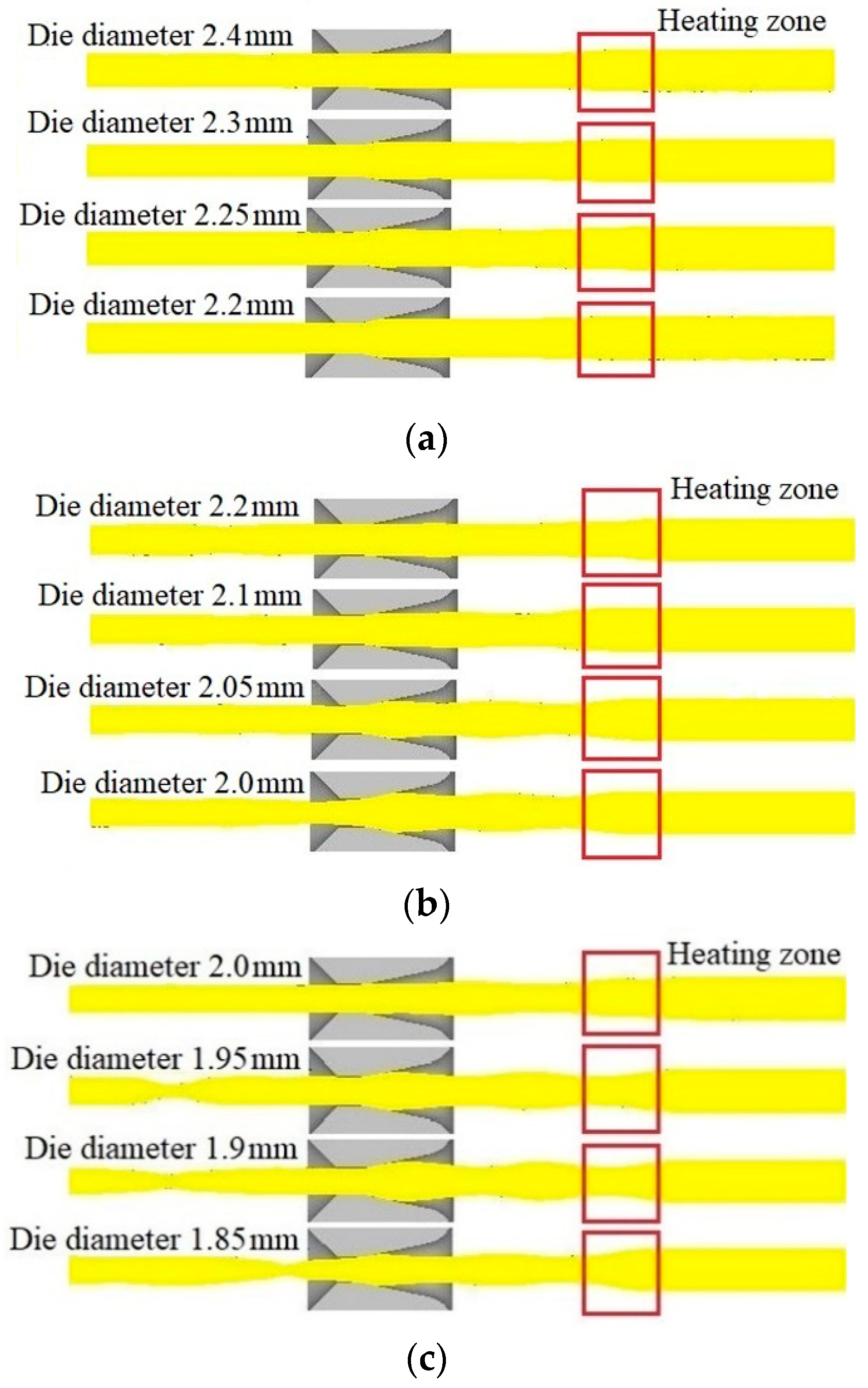
- The diameter of the entering wire shows a fluctuating increasing trend in the process of semi-dieless drawing. With decreasing diameter of the die or increasing drawing speed, both the diameter of the entering wire and its fluctuation increase, and the semi-dieless drawing process has more probability of becoming unstable.
- (2)
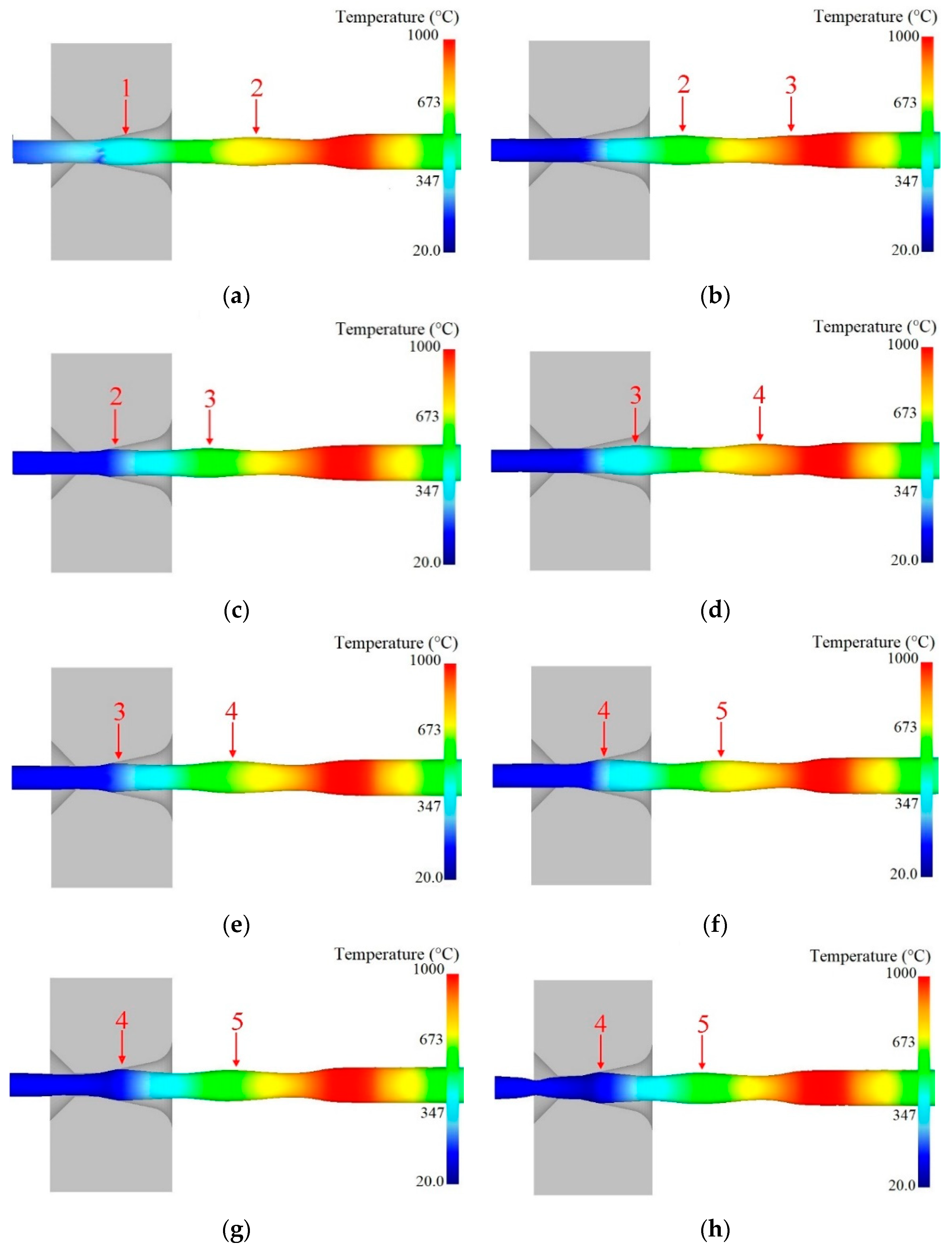
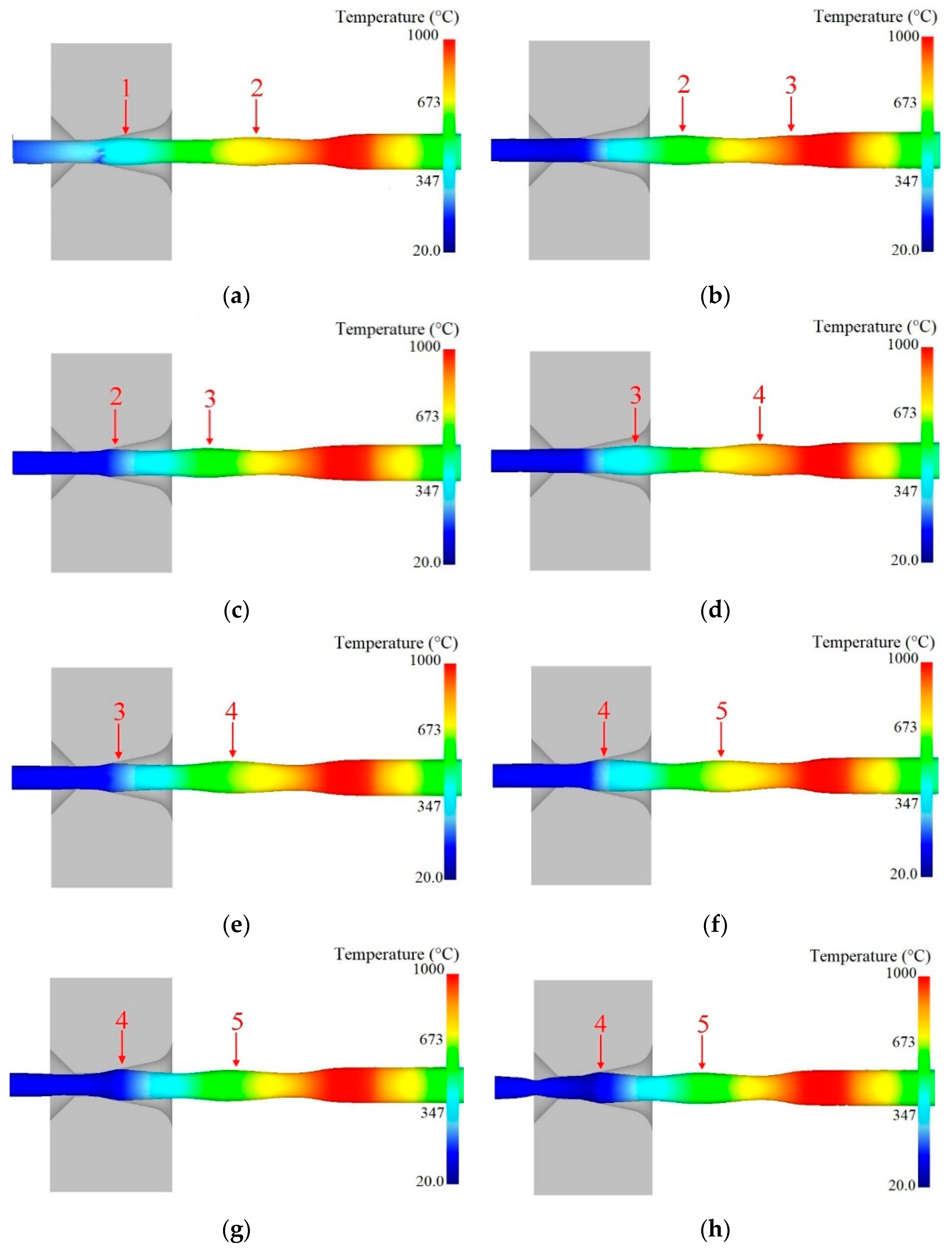
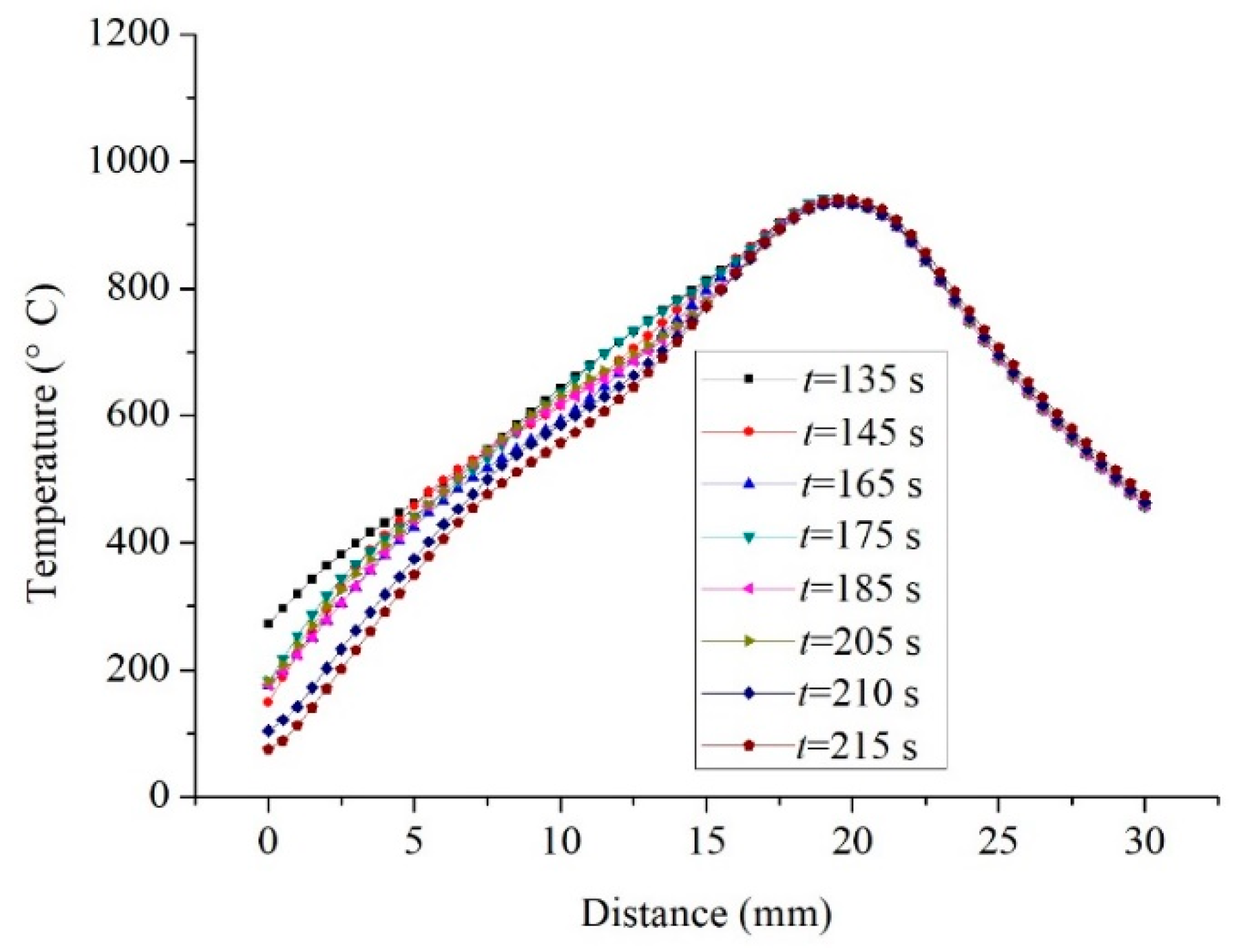
- Temperature and speed are two key factors influencing the stability of semi-dieless drawing. Under the condition of a constant heating temperature, the temperature gradient in the dieless drawing deformation zone is large and the temperature distribution is stable, which is conducive for a stable deformation.
- (3)
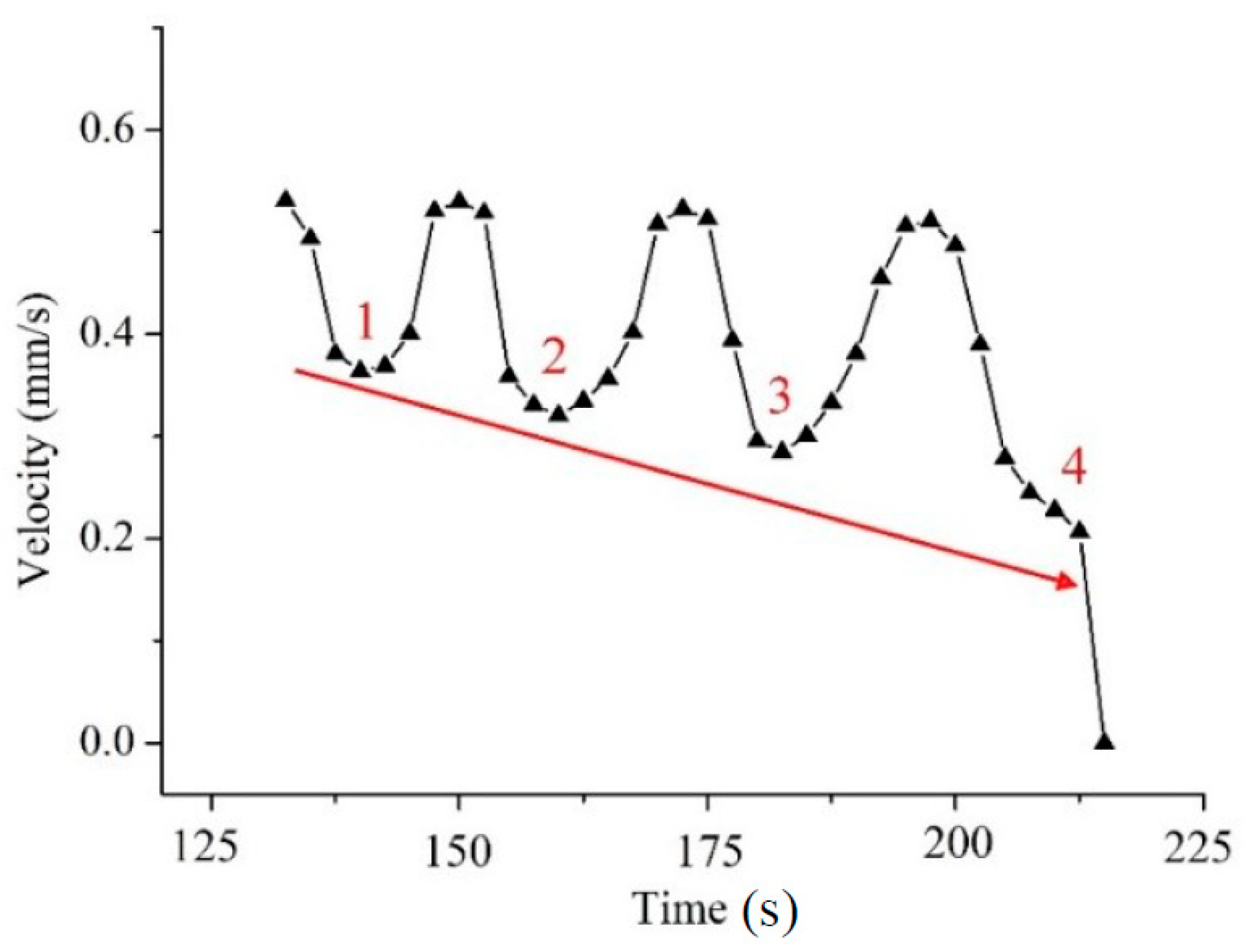
- The dieless drawn wire with the fluctuating diameter entering the die for undergoing die drawing deformation will lead to a fluctuating decreasing trend of the entering wire velocity. The velocity of the entering wire is also the drawing speed of the dieless drawing process, so that they have the same variation trend. The diameter of the entering wire shows a fluctuating increasing trend owing to the variation in the drawing speed, which results in instability in the semi-dieless drawing process.
- (4)
- Comparison of the numerically predicted and experimentally measured diameter of the drawn wire verifies the validity of the FE model.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kotkunde, N.; Krishna, G.; Shenoy, S.K.; Gupta, A.K.; Singh, S.K. Experimental and theoretical investigation of forming limit diagram for Ti-6Al-4 V alloy at warm condition. Int. J. Mater. Form. 2017, 10, 255–266. [Google Scholar] [CrossRef]
- Prakash, D.G.L.; Ding, R.; Moat, R.J.; Jones, I.; Withers, P.J.; Quinta da Fonseca, J.; Preuss, M. Deformation twinning in Ti-6Al-4V during low strain rate deformation to moderate strains at room temperature. Mater. Sci. Eng. A 2010, 527, 5734–5744. [Google Scholar] [CrossRef]
- Wang, H.B.; Mao, X.N.; Li, D.; Ma, Y.H. Research status in preparation process for titanium and titanium alloy wire. Hot Work. Technol. 2008, 37, 99–103. [Google Scholar]
- Xiao, J.; Li, D.S.; Li, X.Q.; Deng, T.S. Constitutive modeling and microstructure change of Ti–6Al–4V during the hot tensile deformation. J. Alloys Compd. 2012, 541, 346–352. [Google Scholar] [CrossRef]
- Kim, Y.; Song, Y.B.; Lee, S.H.; Kwon, Y.S. Characterization of the hot deformation behavior and microstructural evolution of Ti-6Al-4V sintered preforms using materials modeling techniques. J. Alloys Compd. 2016, 676, 15–25. [Google Scholar] [CrossRef]
- Allwood, J.M.; Utsunomiya, H. A survey of flexible forming processes in Japan. Int. J. Mach. Tool. Manu. 2006, 46, 1939–1960. [Google Scholar] [CrossRef]
- Naughton, M.D.; Tiernan, P. Requirements of a dieless wire drawing system. J. Mater. Process. Tech. 2007, 191, 310–313. [Google Scholar] [CrossRef]
- Tiernan, P.; Carolan, R.; Twohig, E.; Tofail, S.A.M. Design and development of a novel load-control dieless rod drawing system. CIRP J. Manu. Sci. Tech. 2011, 4, 110–117. [Google Scholar] [CrossRef]
- Carolan, R.; Tiernan, P. Computer controlled system for dieless drawing of tool steel bar. J. Mater. Process. Tech. 2009, 209, 3335–3342. [Google Scholar] [CrossRef]
- Wright, R.N.; Wright, E.A. Basic analysis of dieless drawing. Wire. J. Int. 2000, 33, 138–143. [Google Scholar]
- Hart, E.W. Theory of the tensile test. Acta Metall. 1967, 15, 351–355. [Google Scholar] [CrossRef]
- Fortunier, R.; Sassoulas, H.; Montheillet, F. A thermo-mechanical analysis of stability in dieless wire drawing. Int. J. Mech. Sci. 1997, 39, 615–627. [Google Scholar] [CrossRef]
- Li, Y. Laser Micro-Processing and Themomechanical Modeling of Plasticity for Dieless Wire Drawing. Ph.D. Thesis, University of Central Florida, Gainesville, FL, USA, 2002. [Google Scholar]
- Furushima, T.; Manabe, K. Experimental and numerical study on deformation behavior in dieless drawing process of superplastic microtubes. J. Mater. Process. Tech. 2007, 191, 59–63. [Google Scholar] [CrossRef]
- Milenin, A. Rheology-based approach of design the dieless drawing processes. Arch. Civ. Mech. Eng. 2018, 18, 1309–1317. [Google Scholar] [CrossRef]
- Tiernan, P.; Hillery, M.T. An analysis of wire manufacture using the dieless drawing method. J. Manuf. Process. 2008, 10, 12–20. [Google Scholar] [CrossRef]
- Furushima, T.; Manabe, K. FE analysis of size effect on deformation and heat transfer behavior in microtube dieless drawing. J. Mater. Process. Tech. 2008, 201, 123–127. [Google Scholar] [CrossRef]
- Hwang, Y.; Kuo, T. Dieless drawing of stainless steel tubes. Int. J. Adv. Manuf. Tech. 2013, 68, 1311–1316. [Google Scholar] [CrossRef]
- Kawaguchi, Y.; Katsube, K.; Murahashi, M. Applications of dieless drawing to Ti-Ni wire drawing and tapered steel wire manufacturing. Wire. J. Int. 1991, 24, 53–58. [Google Scholar]
- Liu, X.F.; Qin, F.; Zhang, Y.; Xie, J.X. A Process and Equipment of Die/Dieless Drawing. China Patent CN102133582 A, 27 July 2011. [Google Scholar]
- Li, K.S.; Liu, X.F.; Shi, Z.Z. Blockage mechanism of metal wire in semi-dieless drawing and stable forming method. Metall. Res. Technol. 2018, 115, 112. [Google Scholar] [CrossRef]
- Tiernan, P.; Hillery, M.T. Dieless wire drawing–an experimental and numerical analysis. J. Mater. Process. Tech. 2004, 155–156, 1178–1183. [Google Scholar] [CrossRef]
- He, Y.; Liu, X.F.; Xie, J.X.; Zhang, H.G. Processing limit maps for the stable deformation of dieless drawing. Int. J. Min. Met. Mater. 2011, 18, 330–337. [Google Scholar] [CrossRef]
- Huh, Y.; Ha, B.K.; Kim, J.S. Dieless drawing steel wires using a dielectric heating method and modeling the process dynamics. J. Mater. Process. Tech. 2010, 210, 1702–1708. [Google Scholar] [CrossRef]
- Li, Y.; Quick, N.R.; Kar, A. Dieless laser drawing of fine metal wires. J. Mater. Process. Tech. 2002, 123, 451–458. [Google Scholar] [CrossRef]
- Li, Y.; Quick, N.R.; Kar, A. Effects of temperature distribution on plasticity in laser dieless drawing. J. Mater. Sci. 2003, 38, 1953–1960. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Drawing Speed (mm/s) | Die Drawing Deformation Amount | |||
|---|---|---|---|---|
| 5% | 10% | 15% | 20% | |
| 0.38 | 2.4 | 2.3 | 2.25 | 2.2 |
| 0.45 | 2.2 | 2.1 | 2.05 | 2.0 |
| 0.53 | 2.0 | 1.95 | 1.9 | 1.8 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, K.; Wang, Z.; Liu, X. Study of Deformation Stability during Semi-Dieless Drawing of Ti-6Al-4V Alloy Wire. Materials 2019, 12, 1320. https://doi.org/10.3390/ma12081320
Li K, Wang Z, Liu X. Study of Deformation Stability during Semi-Dieless Drawing of Ti-6Al-4V Alloy Wire. Materials. 2019; 12(8):1320. https://doi.org/10.3390/ma12081320
Chicago/Turabian StyleLi, Kaisong, Zhangke Wang, and Xuefeng Liu. 2019. "Study of Deformation Stability during Semi-Dieless Drawing of Ti-6Al-4V Alloy Wire" Materials 12, no. 8: 1320. https://doi.org/10.3390/ma12081320
APA StyleLi, K., Wang, Z., & Liu, X. (2019). Study of Deformation Stability during Semi-Dieless Drawing of Ti-6Al-4V Alloy Wire. Materials, 12(8), 1320. https://doi.org/10.3390/ma12081320