Evaluation of Nano-Mechanical Behavior on Flax Fiber Metal Laminates Using an Atomic Force Microscope


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Surface Treatments
2.3. Laminate Fabrication
2.4. Material Characterization
3. Results
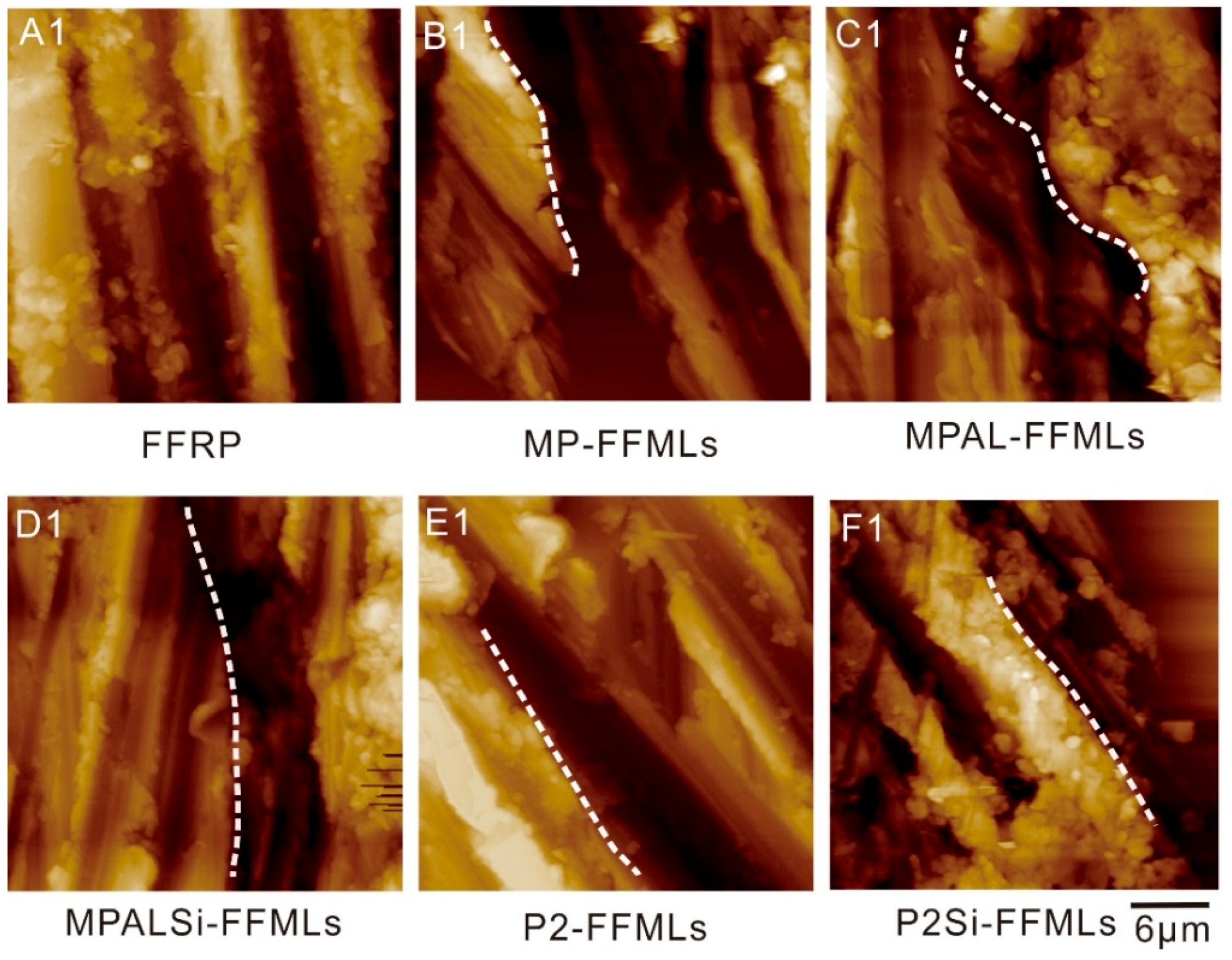
3.1. Surface Morphology of Materials
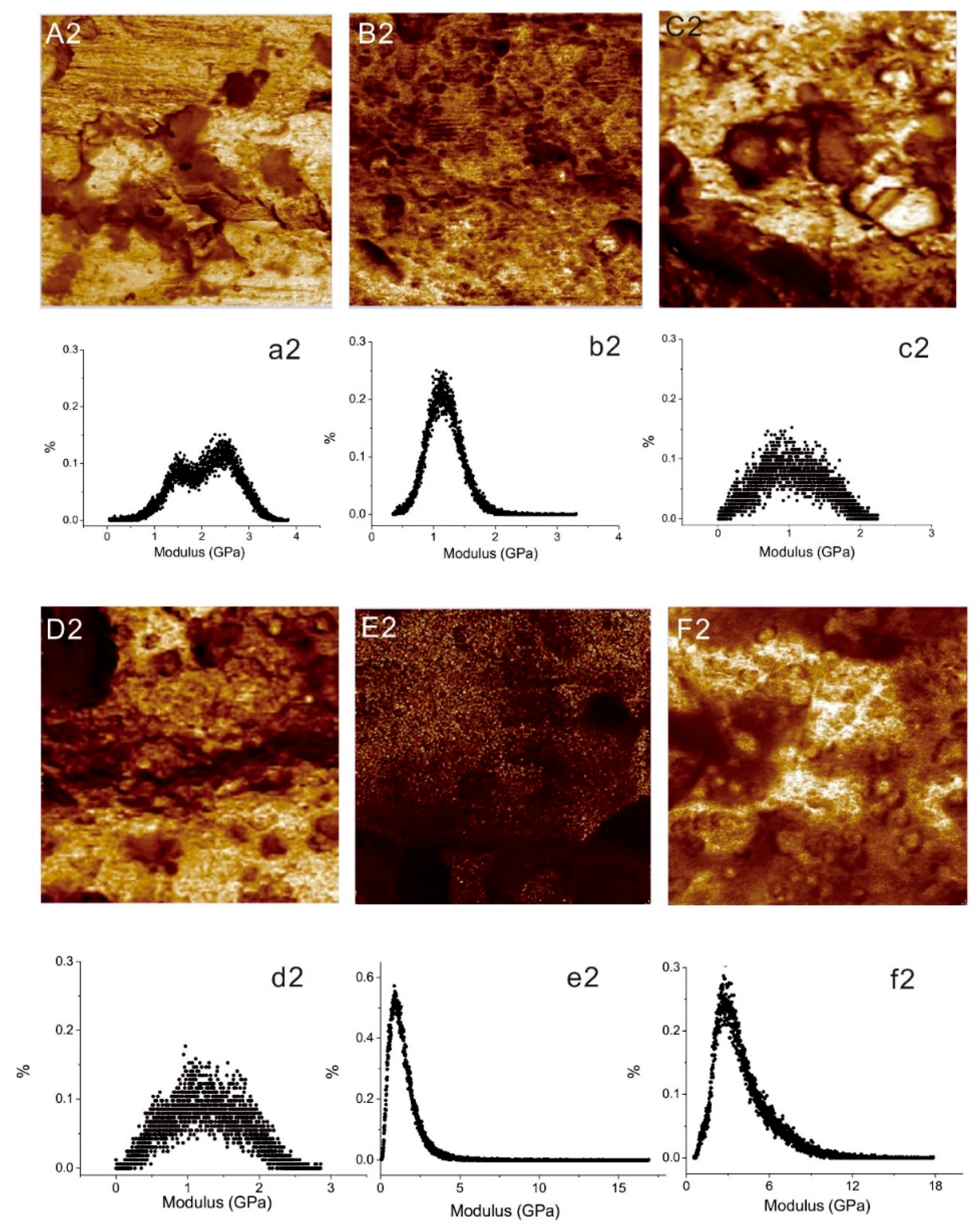
3.2. The Effect of Surface Treatments on Nanomechanical Properties of Al Alloy
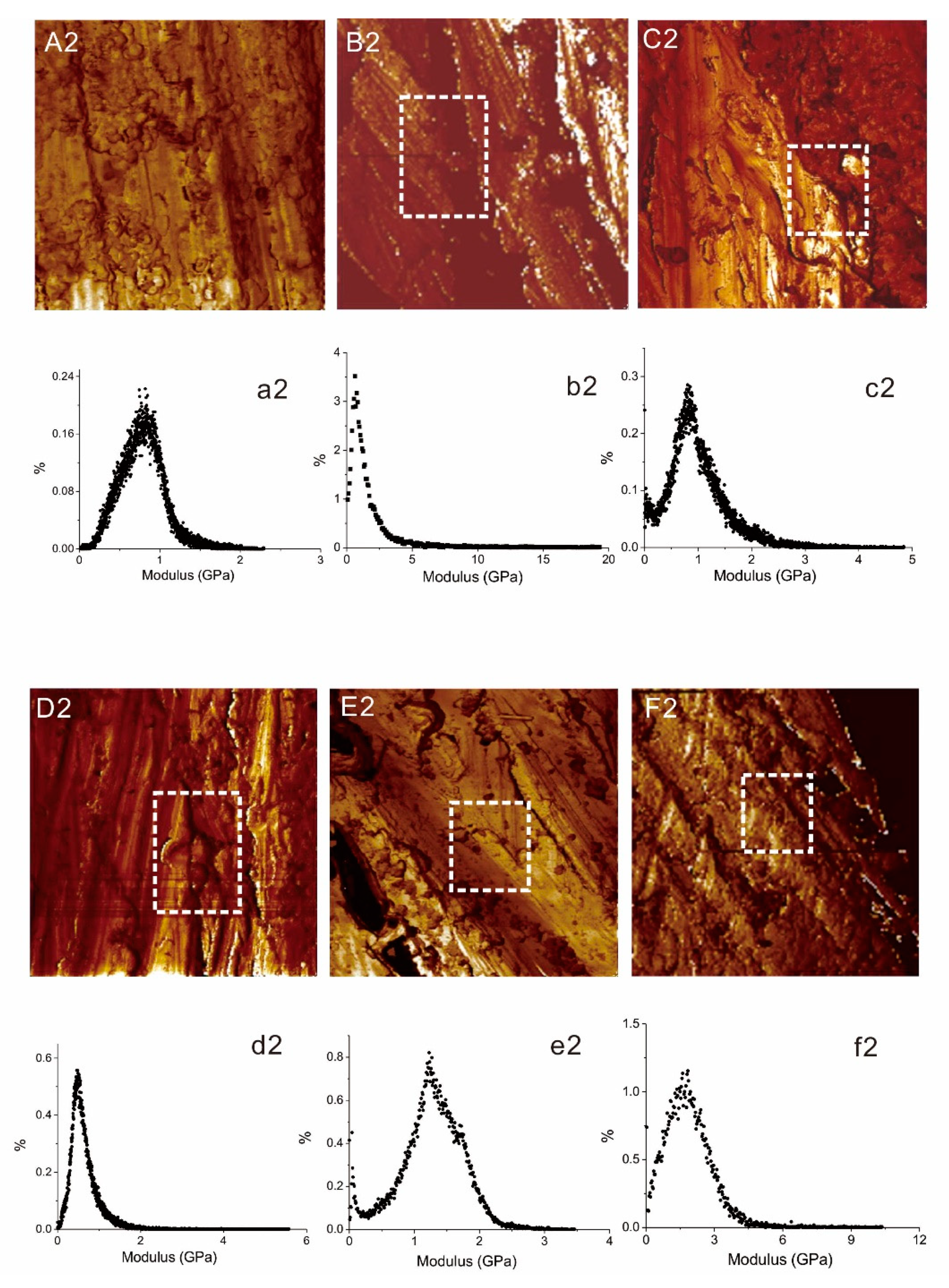
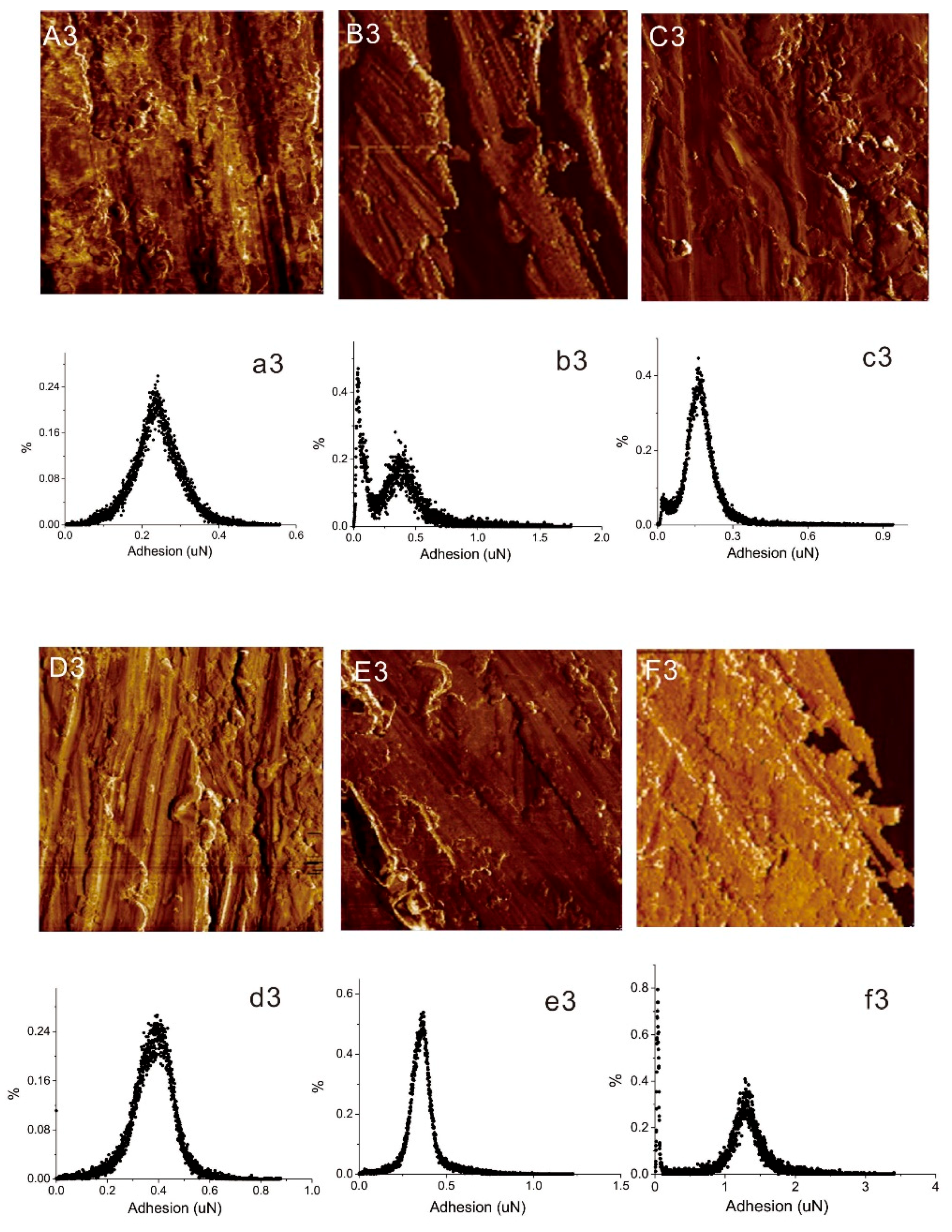
3.3. Effect of Surface Treatments on Nanomechanical Properties of FFMLs
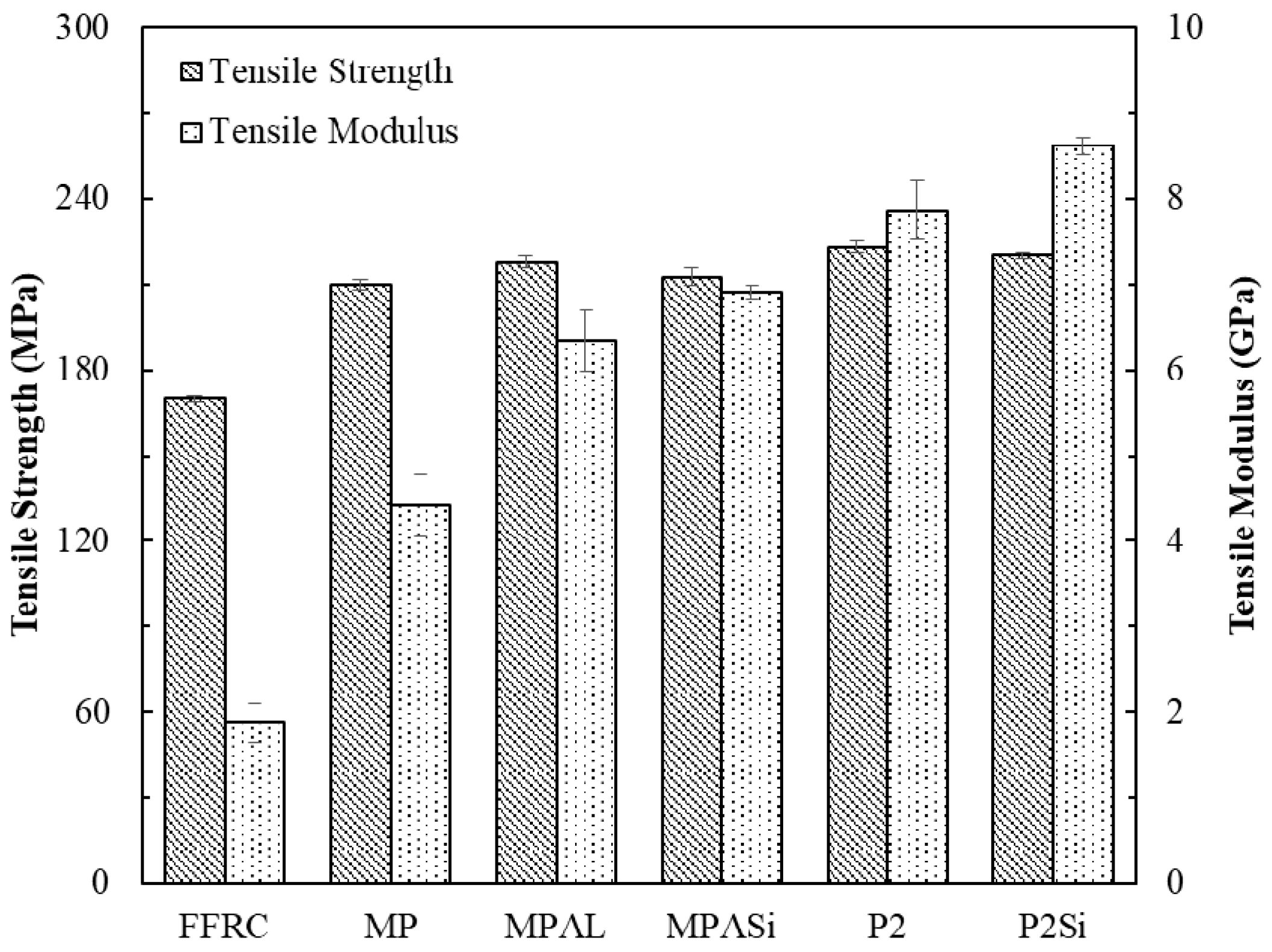
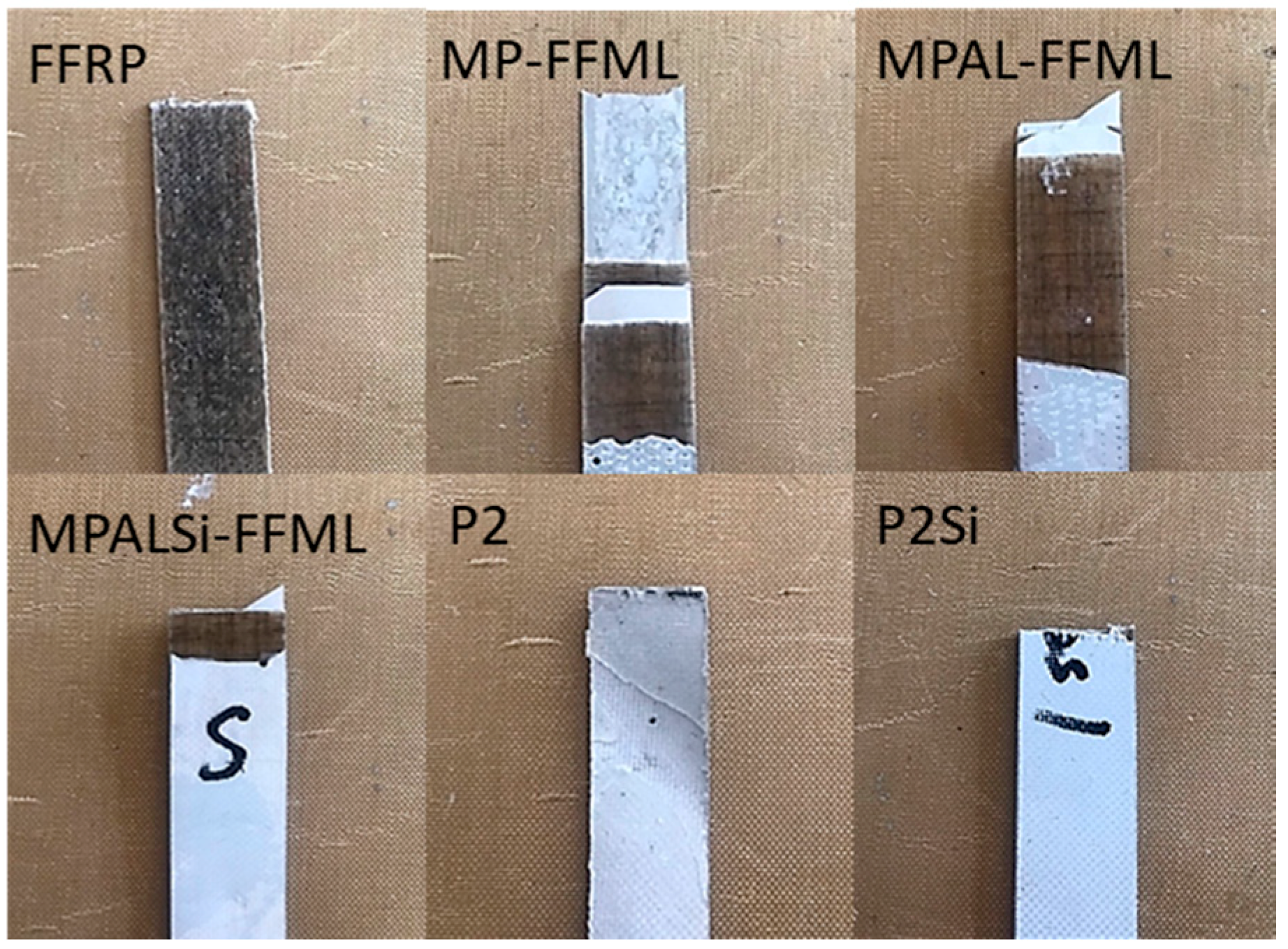
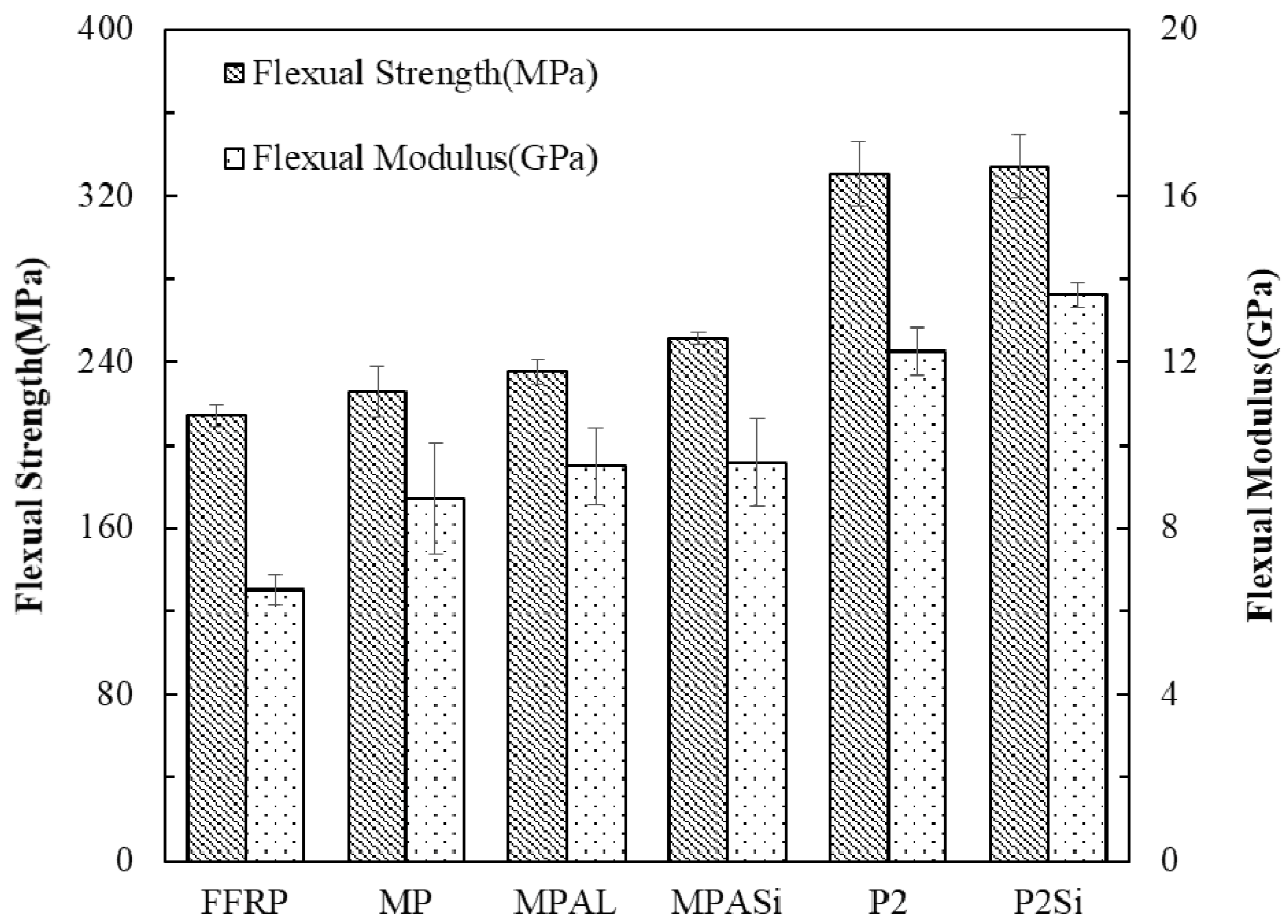
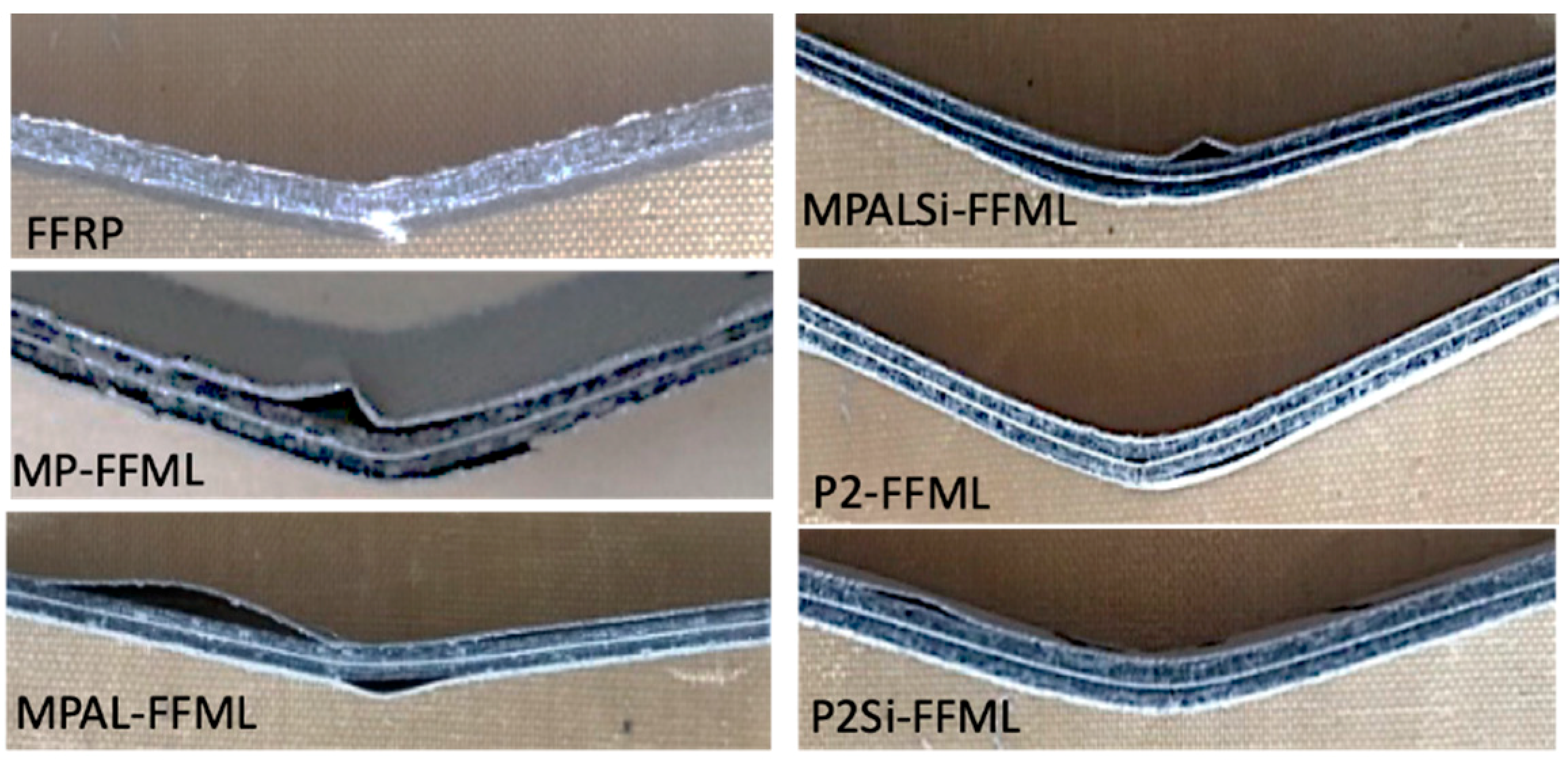
3.4. Effect of Surface Treatments on Macromechanical Properties of FFMLs
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Ramesh, M. Flax (Linum usitatissimum L.) fibre reinforced polymer composite materials: A review on preparation, properties and prospects. Prog. Mater. Sci. 2019, 102, 109–166. [Google Scholar] [CrossRef]
- Pickering, K.; Efendy, M.A.; Le, T. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. S. 2016, 83, 98–112. [Google Scholar] [CrossRef]
- Shen, Y.; Zhong, J.; Cai, S.; Ma, H.; Qu, Z.; Guo, Y.; Li, Y. Effect of temperature and water absorption on low-velocity impact damage of composites with multi-layer structured flax fiber. Materials 2019, 12, 453. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Li, Y.; Ma, H.; Yu, T. Tensile and interfacial properties of unidirectional flax/glass fiber reinforced hybrid composites. Compos. Sci. Technol. 2013, 88, 172–177. [Google Scholar] [CrossRef]
- Sadighi, M.; Alderliesten, R.; Benedictus, R. Impact resistance of fiber-metal laminates: A review. Int. J. Impact. Eng. 2012, 49, 77–90. [Google Scholar] [CrossRef]
- Emami Mehr, M.; Aghamohammadi, H.; Hosseini Abbandanak, S.; Aghamirzadeh, G.; Eslami-Farsani, R.; Siadati, H. Effects of applying a combination of surface treatments on the mechanical behavior of basalt fiber metal laminates. Int. J. Adhes. Adhes. 2019, 92, 133–141. [Google Scholar] [CrossRef]
- Ferrante, L.; Sarasini, F.; Tirillò, J. Low velocity impact response of basalt-aluminium fibre metal laminates. Mater. Des. 2016, 98, 98–107. [Google Scholar] [CrossRef]
- Zareei, N.; Geranmayeh, A.; Eslami-Farsani, R. Interlaminar shear strength and tensile properties of environmentally-friendly fiber metal laminates reinforced by hybrid basalt and jute fibers. Polym. Test. 2019, 75, 205–212. [Google Scholar] [CrossRef]
- Vieira, L.; dos Santos, J.; Cesar, J.; Panzera, T.; Rubio, J.; Scarpa, F. Novel fibre metal laminate sandwich composite structure with sisal woven core. Ind. Crop. Prod. 2017, 99, 189–195. [Google Scholar] [CrossRef]
- Shen, Y.; Tan, J.; Fernandes, L.; Qu, Z.; Li, Y. Dynamic mechanical analysis on delaminated flax fiber-reinforced composites. Materials 2019, 12, 2559. [Google Scholar] [CrossRef]
- Yu, T.; Ren, J.; Li, S. Effect of fiber surface-treatments on the properties of poly(lactic acid)/ramie composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 499–505. [Google Scholar] [CrossRef]
- Yu, T.; Hu, C.; Chen, X. Effect of diisocyanates as compatibilizer on the properties of ramie/poly(lactic acid) (PLA) composite. Compos. Part A Appl. S. 2015, 76, 20–27. [Google Scholar] [CrossRef]
- Nishitani, Y.; Kajiyama, T.; Yamanaka, T. Effect of silane coupling agent on tribological properties of hemp fiber-reinforced plant-derived polyamide 1010 biomass composites. Materials 2017, 10, 1040. [Google Scholar] [CrossRef] [PubMed]
- Critchlow, G.; Brewis, D. Review of surface pretreatments for aluminum alloys. Int. J. Adhes. Adhes. 1996, 16, 255–275. [Google Scholar] [CrossRef]
- Prolongo, S.; Ure, A. Effect of surface pre-treatment on the adhesive strength of epoxy–aluminium joints. Int. J. Adhes. Adhes. 2009, 29, 23–31. [Google Scholar] [CrossRef]
- Ortiz, D.; Aretxabaleta, L.; Sarrionandia, M. Impact behaviour of glass fibre-reinforced epoxy/aluminium fibre metal laminate manufactured by vacuum assisted resin transfer moulding. Compos. Struct. 2016, 140, 118–124. [Google Scholar] [CrossRef]
- Monclus, M.; Young, T.; Maio, D. AFM indentation method used for elastic modulus characterization of interfaces and thin layers. J. Mater. Sci. 2010, 45, 3190–3197. [Google Scholar] [CrossRef]
- Young, T.; Crocker, L.; Broughton, W.; Ogin, S.; Smith, P. Observations on interphase characterisation in polymer composites by nano-scale indentation using AFM and FEA. Compos. Part. A Appl. Sci. Manuf. 2013, 50, 39–43. [Google Scholar] [CrossRef][Green Version]
- Khanna, S.; Ranganathan, P.; Yedla, S.; Winter, R.; Paruchuri, K. Investigation of nanomechanical properties of the interphase in a glass fiber reinforced polyester composite using nanoindentation. J. Eng. Mater. Technol. 2003, 125, 90–96. [Google Scholar] [CrossRef]
- Bourmaud, A.; Baley, C. Rigidity analysis of polypropylene/vegetal fibre composites after recycling. Polym. Degrad. Stab. 2009, 94, 297–305. [Google Scholar] [CrossRef]
- Chegdani, F.; El Mansori, M.; Mezghani, S.; Mezghani, S. Scale effect on tribo-mechanical behavior of vegetal fibers in reinforced bio-composite materials. Compos. Sci. Technol. 2017, 150, 87–94. [Google Scholar] [CrossRef]
- Xu, Y.; Li, H.; Shen, Y. Improvement of adhesion performance between aluminum alloy sheet and epoxy based on anodizing technique. Int. J. Adhes. Adhes. 2016. [Google Scholar] [CrossRef]
- Rider, A.; Arnott, D. Boiling water and silane pre-treatment of aluminium alloys for durable adhesive bonding. Int. J. Adhes. Adhes. 2000, 20, 209–220. [Google Scholar] [CrossRef]
- Li, C.; Ostadhassan, M.; Gentzis, T. Nanomechanical characterization of organic matter in the Bakken formation by microscopy-based method. Mar. Petrol. Geol. 2018, 96, 128–138. [Google Scholar] [CrossRef]
- Qu, Z.; Bu, J.; Pan, X. Probing the nanomechanical properties of PLA/PC blends compatibilized with compatibilizer and nucleation agent by AFM. J. Polym. Res. 2018, 25, 138. [Google Scholar] [CrossRef]
- Mohanty, S.; Nayak, S.; Verma, S. Effect of MAPP as a coupling agent on the performance of jute–PP composites. J. Rein. Plast. Compos. 2004, 23, 625–637. [Google Scholar] [CrossRef]
- Doan, T.; Brodowsky, H.; Mäder, E. Jute fibre/epoxy composites: Surface properties and interfacial adhesion. Compos. Sci. Technol. 2012, 72, 1160–1166. [Google Scholar] [CrossRef]
- Hamill, L.; Nutt, S. Adhesion of metallic glass and epoxy in composite-metal bonding. Compos. Part. B Eng. 2018, 134, 186–192. [Google Scholar] [CrossRef]
- Frone, A.N.; Panaitescu, D.M.; Chiulan, I.; Nicolae, C.A.; Vuluga, Z.; Vitelaru, C. The effect of cellulose nanofibers on the crystallinity and nanostructure of poly(lactic acid) composites. J. Mater. Sci. 2016, 51, 9771–9791. [Google Scholar] [CrossRef]
- Derjaguin, B.; Muller, V.; Toporov, Y. Effect of contact deformations on the adhesion of particles. J. Colloid Interface Sci. 1975, 53, 314–326. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample ID. | Surface Treatment Method |
|---|---|
| MP | Mechanical polishing (T1) |
| MPAL | Mechanical polishing and the alkali solution immersion (T1 + T2) |
| MPALSi | Mechanical polishing, alkali solution immersion, and silane coupling agent surface treatment (T1 + T2 + T4) |
| P2 | P2 etching (T3) |
| P2Si | P2 etching and silane coupling agent surface treatment (T3 + T4) |
| Laminates | Density (g/cm3) | Fiber Volume Percentage (%) | Metal Volume Percentage (%) | Thickness (mm) |
|---|---|---|---|---|
| FFML | 1.42 | 22% | 18% | 2.45 ± 0.10 |
| FFRP | 1.20 | 36% | / | 2.58 ± 0.23 |
| Sample ID | Rq | Ra |
|---|---|---|
| Al alloy | 72.9 | 46.7 |
| MP | 21.3 | 17.1 |
| MPAL | 82.5 | 61.5 |
| MPALSi | 58.4 | 42.3 |
| P2 | 78.3 | 62.4 |
| P2Si | 46.8 | 36.3 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qu, Z.; Pan, X.; Hu, X.; Guo, Y.; Shen, Y. Evaluation of Nano-Mechanical Behavior on Flax Fiber Metal Laminates Using an Atomic Force Microscope. Materials 2019, 12, 3363. https://doi.org/10.3390/ma12203363
Qu Z, Pan X, Hu X, Guo Y, Shen Y. Evaluation of Nano-Mechanical Behavior on Flax Fiber Metal Laminates Using an Atomic Force Microscope. Materials. 2019; 12(20):3363. https://doi.org/10.3390/ma12203363
Chicago/Turabian StyleQu, Zehua, Xiaoxia Pan, Xiaoyue Hu, Yichun Guo, and Yiou Shen. 2019. "Evaluation of Nano-Mechanical Behavior on Flax Fiber Metal Laminates Using an Atomic Force Microscope" Materials 12, no. 20: 3363. https://doi.org/10.3390/ma12203363
APA StyleQu, Z., Pan, X., Hu, X., Guo, Y., & Shen, Y. (2019). Evaluation of Nano-Mechanical Behavior on Flax Fiber Metal Laminates Using an Atomic Force Microscope. Materials, 12(20), 3363. https://doi.org/10.3390/ma12203363