The Effect of Y/Er and Zn Addition on the Microstructure and Mechanical Properties of Mg-11Li Alloy



Abstract
1. Introduction
2. Experimental Procedures
3. Results
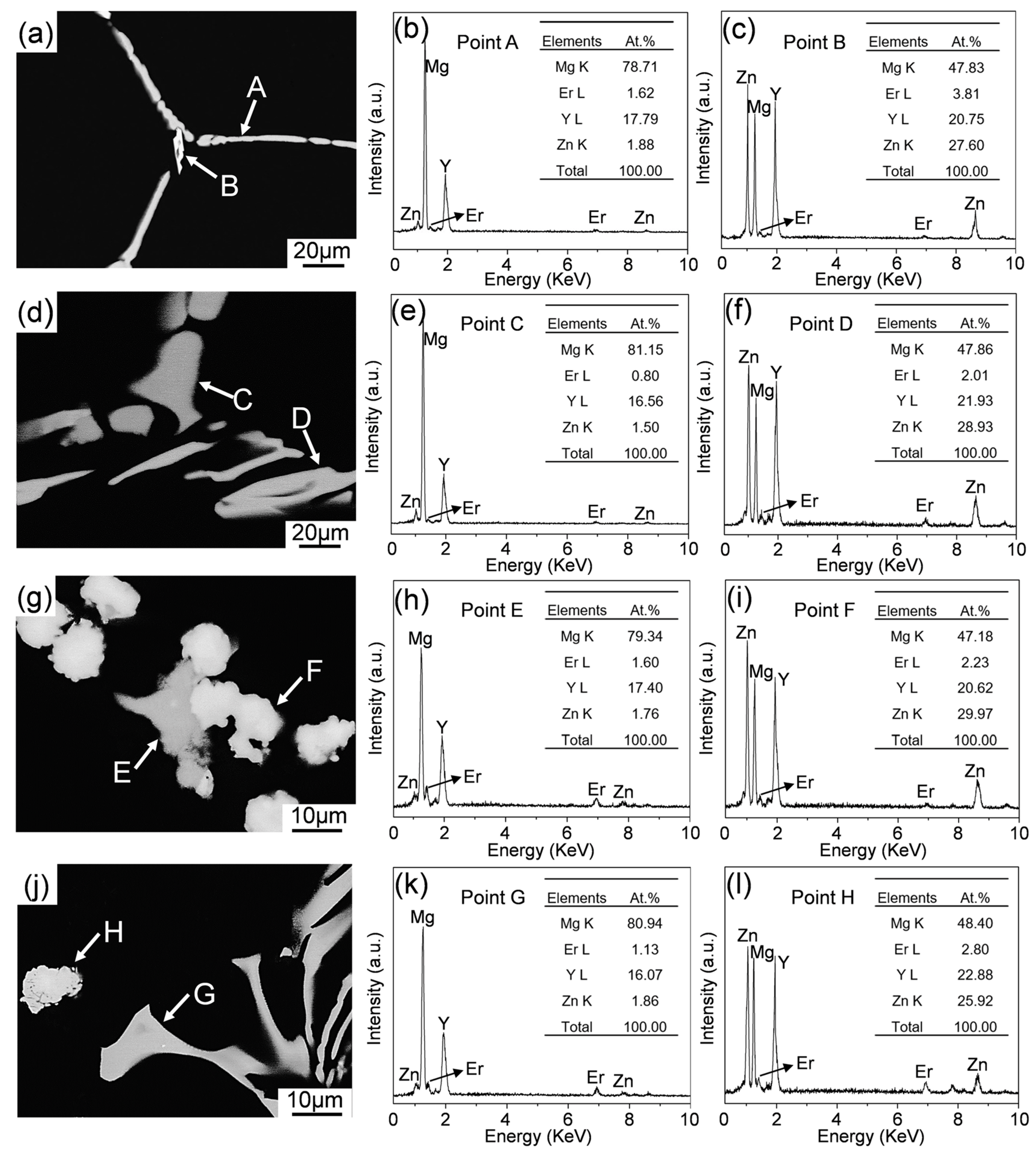
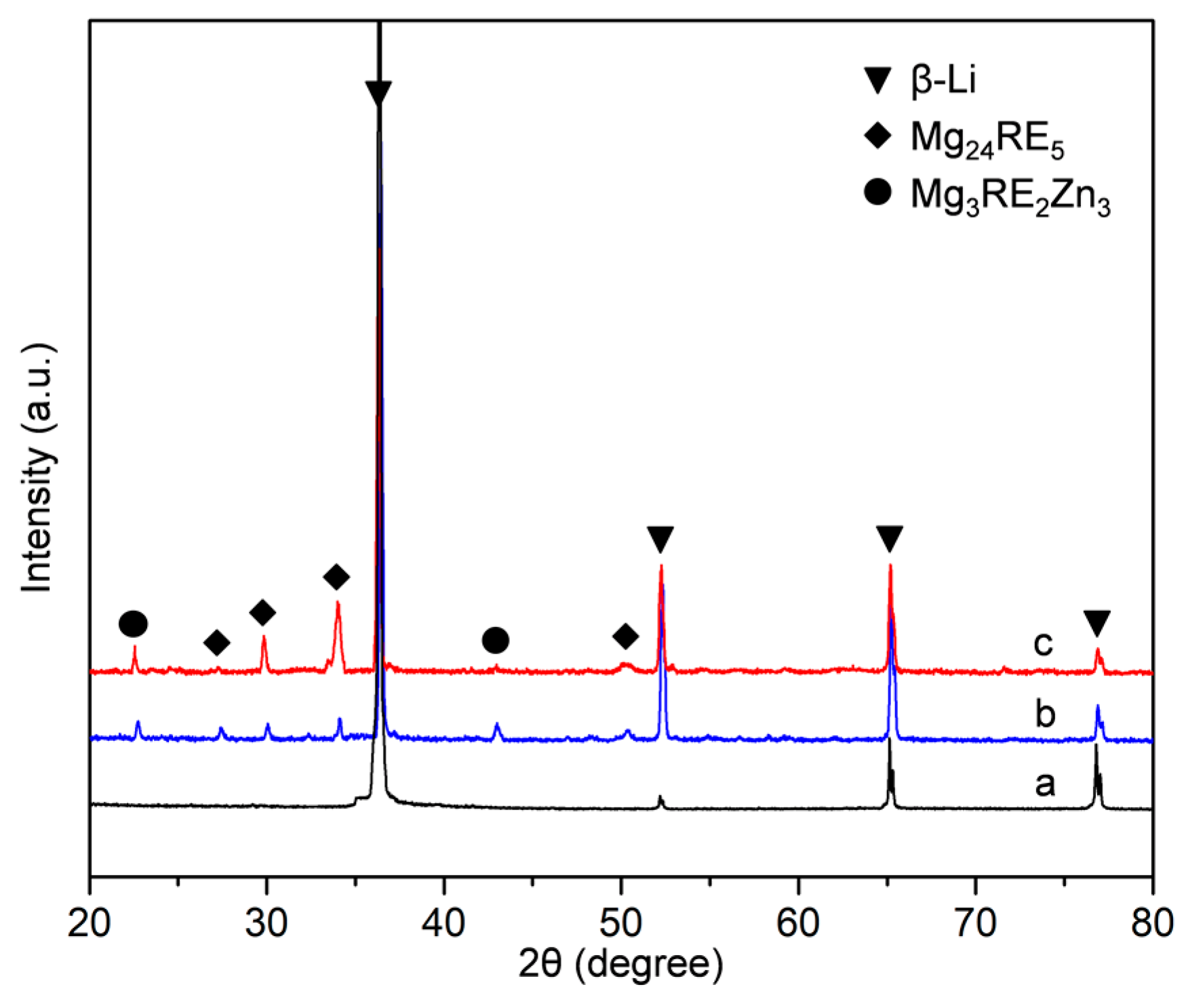
3.1. Microstructure of the As-Cast Alloys
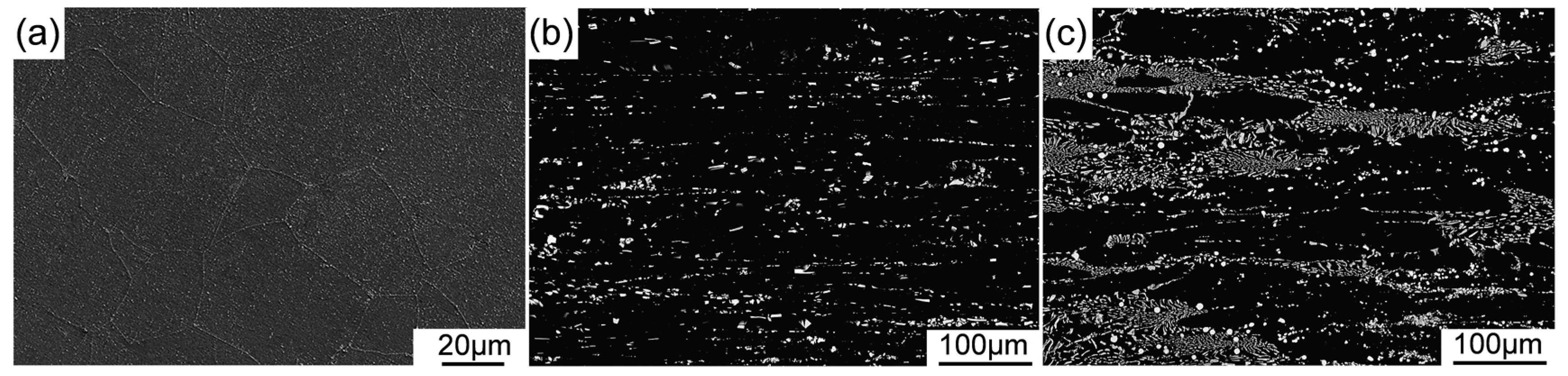
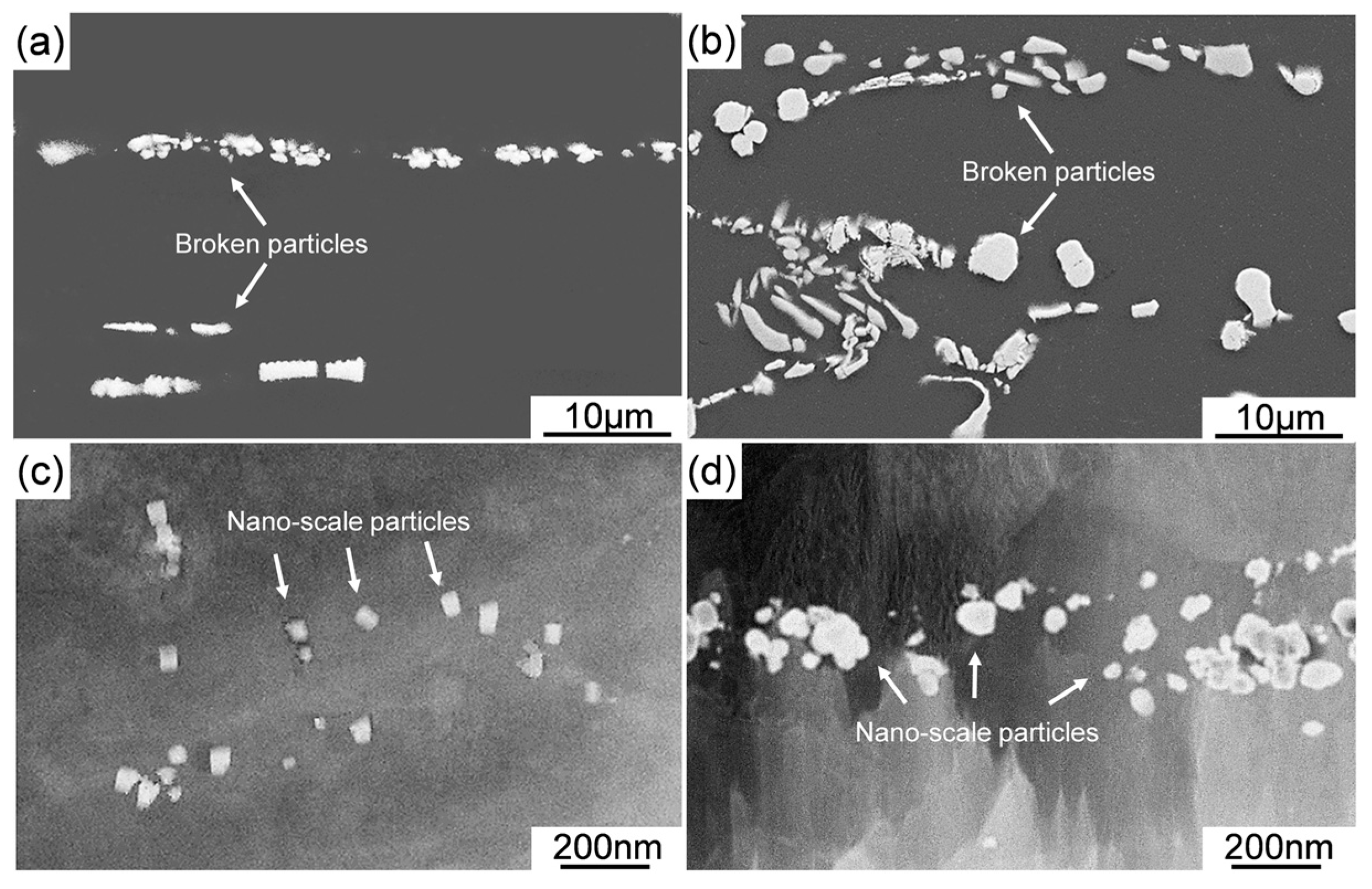
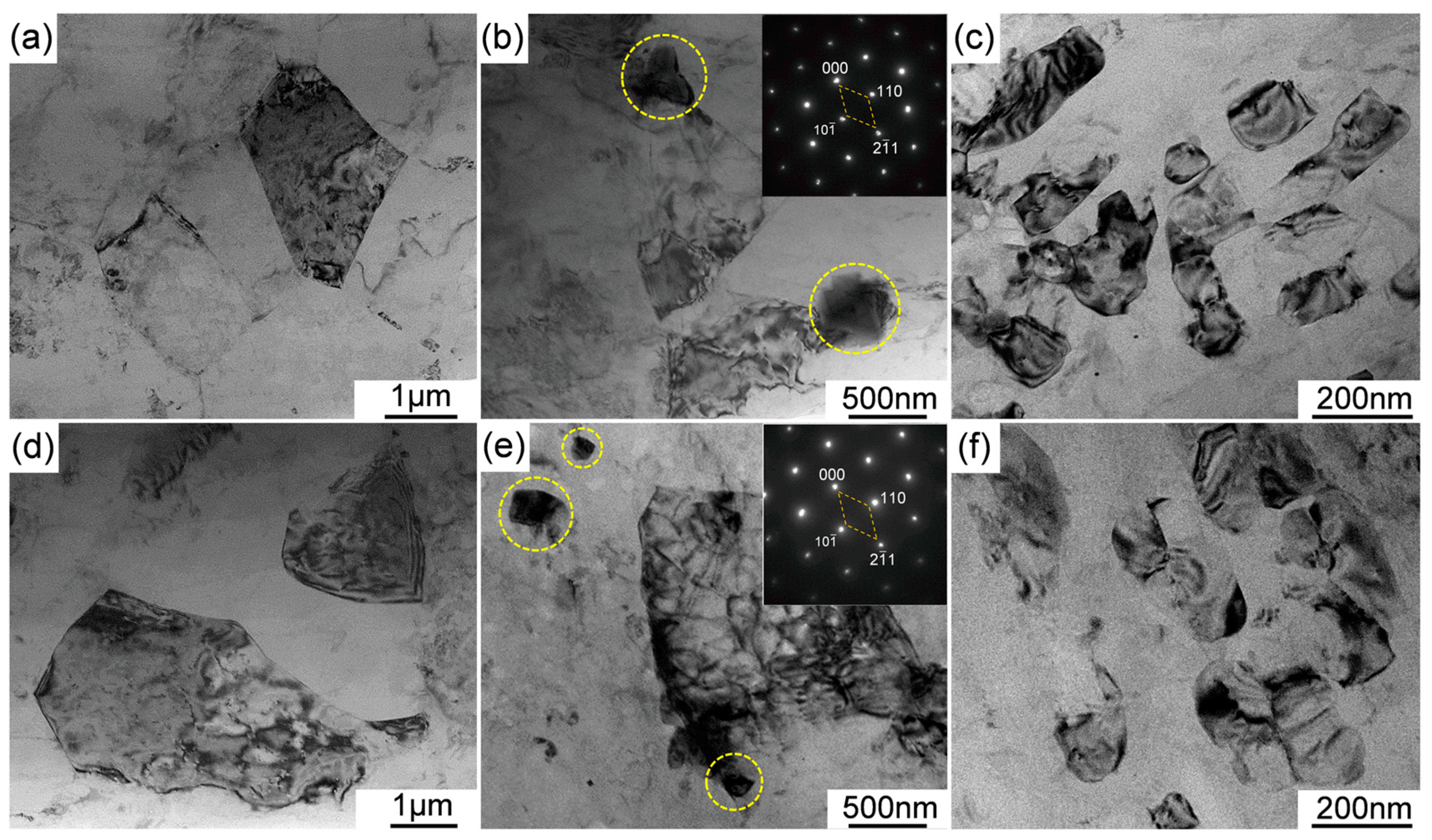
3.2. Microstructure of As-Extruded Alloys
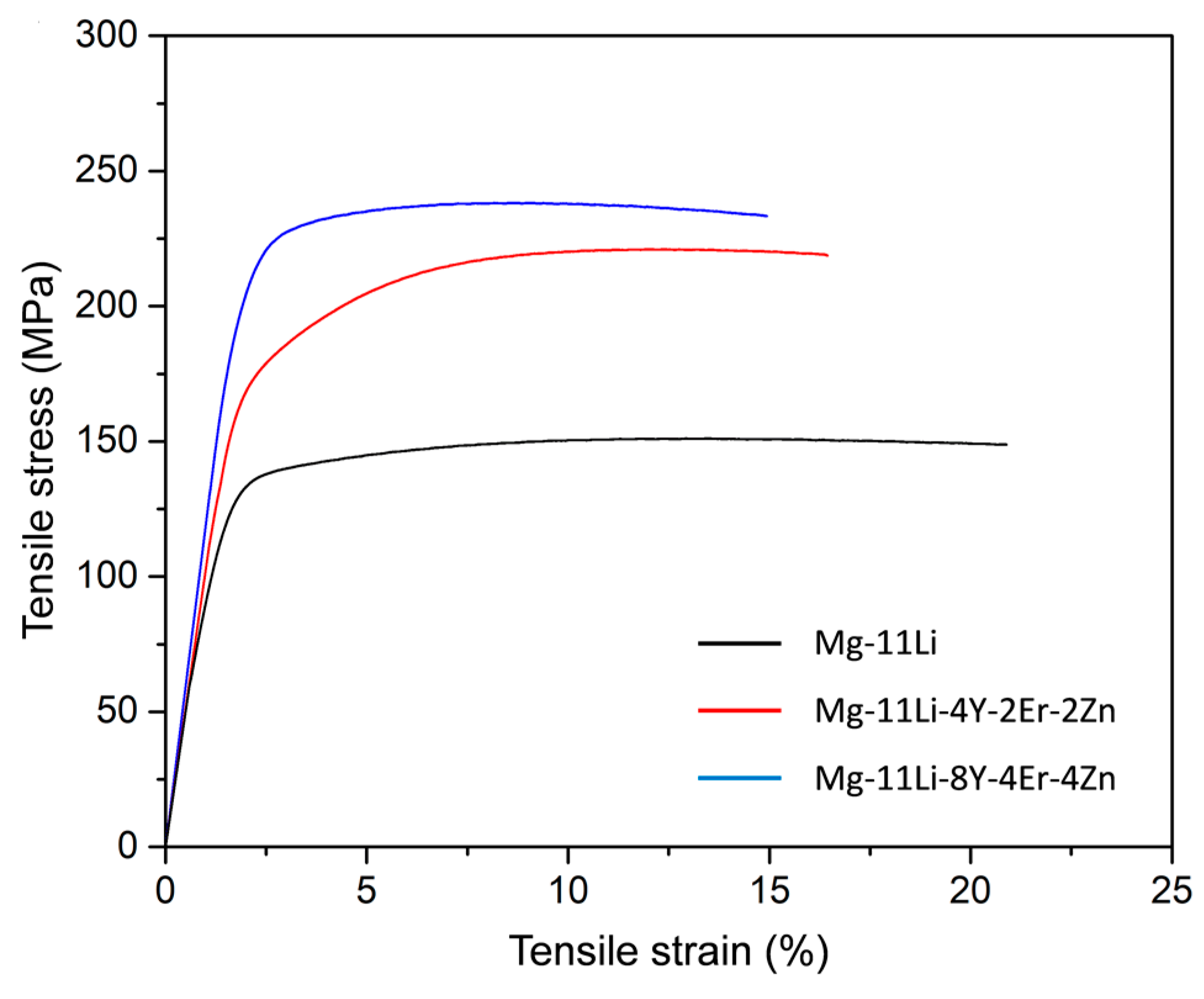
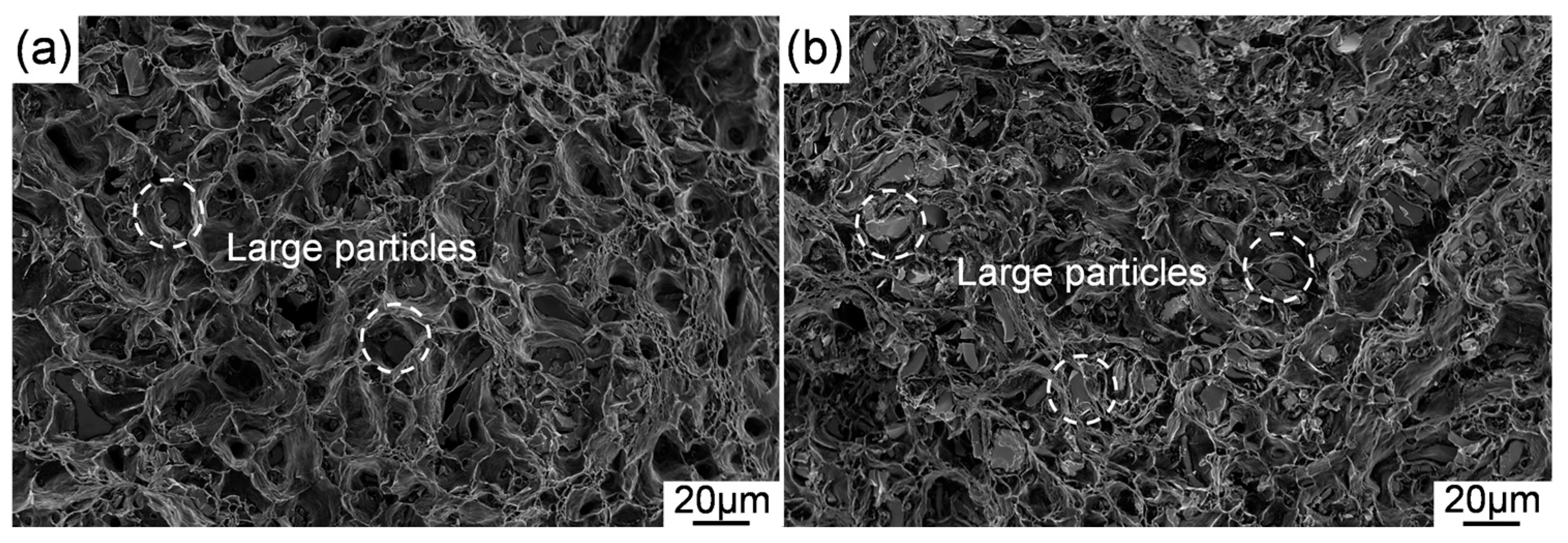
3.3. Mechanical Properties
4. Discussion
4.1. Effect of Y/Er and Zn Addition on Microstructure of Mg-11Li Alloy
4.2. Effect of Y/Er and Zn Addition on the Mechanical Properties of Mg-11Li Alloy
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Joost, W.; Krajewski, P. Towards magnesium alloys for high-volume automotive applications. Scr. Mater. 2017, 128, 107–112. [Google Scholar] [CrossRef]
- Shi, X.; Long, Y.; Zhang, H.; Chen, L.; Zhou, Y.; Yu, X.; Yu, X.; Cai, L.; Leng, Z. Role of LPSO phase in crack propagation behavior of an as-cast Mg-Y-Zn alloy subjected to dynamic loadings. Materials 2019, 12, 498. [Google Scholar] [CrossRef] [PubMed]
- Wang, B.; Wang, S.; Xu, D.; Han, E. Recent progress in fatigue behavior of Mg alloys in air and aqueous media: A review. J. Mater. Sci. Technol. 2017, 33, 1075–1086. [Google Scholar] [CrossRef]
- Hu, Y.; Zhang, C.; Zheng, T.; Pan, F.; Tang, A. Strengthening effects of Zn addition on an ultrahigh ductility Mg-Gd-Zr magnesium alloy. Materials 2018, 11, 1942. [Google Scholar] [CrossRef] [PubMed]
- Trang, T.; Zhang, J.; Kim, J.; Zargaran, A.; Hwang, J.; Suh, B.; Kim, N. Designing a magnesium alloy with high strength and high formability. Nat. Commun. 2018, 9. [Google Scholar] [CrossRef] [PubMed]
- Mordike, B.; Ebert, T. Magnesium properties-applications-potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Qu, Z.; Wu, R.; Zhan, H.; Zhang, M. The solution and room temperature aging behavior of Mg-9Li-xAl (x = 3, 6) alloys. J. Alloys Compd. 2012, 536, 145–149. [Google Scholar] [CrossRef]
- Wu, L.; Cui, C.; Wu, R.; Li, J.; Zhan, H.; Zhang, M. Effects of Ce-rich RE additions and heat treatment on the microstructure and tensile properties of Mg-Li-Al-Zn-based alloy. Mater. Sci. Eng. A 2011, 528, 2174–2179. [Google Scholar] [CrossRef]
- Son, H.; Kim, Y.; Kim, D.; Kim, J.; Yu, H. Effects of Li addition on the microstructure and mechanical properties of Mg-3Zn-1Sn-0.4Mn based alloys. J. Alloys Compd. 2013, 564, 130–137. [Google Scholar] [CrossRef]
- Król, M.; Staszuk, M.; Mikuszewski, T.; Kuc, D. Refinement effect of RE in light weight Mg-Li-Al alloys. J. Therm. Anal. Calorim. 2018, 134, 333–341. [Google Scholar] [CrossRef]
- Dutkiewicz, J.; Rusz, S.; Hilsner, O.; Tański, T.; Borek, W.; Szlezynger, M.; Bobrowski, P.; Maziarz, W. Structure of MgLiAl alloys after various routes of severe plastic deformation studied by TEM. Int. J. Mater. Res. 2019, 110, 24–31. [Google Scholar] [CrossRef]
- Dutkiewicz, J.; Bobrowski, P.; Rusz, S.; Hilser, O.; Tański, T.; Borek, W.; Łagoda, M.; Ostachowski, P.; Pałka, P.; Boczkal, G.; et al. Effect of various SPD techniques on structure and superplastic deformation of two phase MgLiAl alloy. Met. Mater. Int. 2018, 24, 1077–1089. [Google Scholar] [CrossRef]
- Liu, T.; Wang, Y.; Wu, S.; Peng, R.; Huang, C.; Jiang, C.; Li, S. Textures and mechanical behavior of Mg-3.3%Li alloy after ECAP. Scr. Mater. 2004, 51, 1057–1061. [Google Scholar] [CrossRef]
- Song, G.; Staiger, M.; Kral, M. Some new characteristics of the strengthening phase in β-phase magnesium-lithium alloys containing aluminum and beryllium. Mater. Sci. Eng. A 2004, 371, 371–376. [Google Scholar] [CrossRef]
- Wu, H.; Lin, J.; Gao, Z.; Chen, H. Effects of age heat treatment and thermomechanical processing on microstructure and mechanical behavior of LAZ1010 Mg alloy. Mater. Sci. Eng. A 2009, 523, 7–12. [Google Scholar] [CrossRef]
- Chang, T.; Wang, J.; Chu, C.; Lee, S. Mechanical properties and microstructures of various Mg-Li alloys. Mater. Lett. 2006, 60, 3272–3276. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, S.; Wu, R.; Hou, L.; Zhang, M. Recent developments in high-strength Mg-RE-based alloys: Focusing on Mg-Gd and Mg-Y systems. J. Magnes. Alloy. 2018, 6, 277–291. [Google Scholar] [CrossRef]
- Li, G.; Zhang, J.; Wu, R.; Feng, Y.; Liu, S.; Wang, X.; Jiao, Y.; Yang, Q.; Meng, J. Development of high mechanical properties and moderate thermal conductivity cast Mg alloy with multiple RE via heat treatment. J. Mater. Sci. Technol. 2018, 34, 1076–1084. [Google Scholar] [CrossRef]
- Garces, G.; Cabeza, S.; Barea, R.; Pérez, P.; Adeva, P. Maintaining high strength in Mg-LPSO alloys with low yttrium content using severe plastic deformation. Materials 2018, 11, 733. [Google Scholar] [CrossRef]
- Homma, T.; Kunito, N.; Kamado, S. Fabrication of extraordinary high-strength magnesium alloy by hot extrusion. Scr. Mater. 2009, 61, 644–647. [Google Scholar] [CrossRef]
- Saal, J.; Wolverton, C. Thermodynamic stability of Mg-based ternary long-period stacking ordered structures. Acta Mater. 2014, 68, 325–338. [Google Scholar] [CrossRef]
- Zhang, M.; Feng, Y.; Zhang, J.; Liu, S.; Yang, Q.; Liu, Z.; Li, R.; Meng, J.; Wu, R. Development of extruded Mg-6Er-3Y-1.5Zn-0.4Mn (wt.%) alloy with high strength at elevated temperature. J. Mater. Sci. Technol. 2019, 35, 2365–2374. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, J.; Feng, Y.; Xie, J.; Liu, Y.; Meng, J.; Yang, Q.; Liu, Z.; Wu, R. Development of hot-extruded Mg-RE-Zn alloy bar with high mechanical properties. Materials 2019, 12, 1722. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Zhang, L.; Leng, Z.; Liu, S.; Wu, R.; Zhang, M. Experimental study on strengthening of Mg-Li alloy by introducing long-period stacking ordered structure. Scr. Mater. 2013, 68, 675–678. [Google Scholar] [CrossRef]
- Xu, D.; Liu, L.; Xu, Y.; Han, E. The strengthening effect of icosahedral phase on as-extruded Mg-Li alloys. Scr. Mater. 2007, 57, 285–288. [Google Scholar] [CrossRef]
- Zhu, T.; Cui, C.; Zhang, T.; Wu, R.; Betsofen, S.; Leng, Z.; Zhang, J.; Zhang, M. Influence of the combined addition of Y and Nd on the microstructure and mechanical properties of Mg-Li alloy. Mater. Design 2014, 57, 245–249. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, J.; Wu, G.; Liu, W.; Zhang, L.; Ding, W. Microstructure and tensile properties of as-extruded Mg-Li-Zn-Gd alloys reinforced with icosahedral quasicrystal phase. Mater. Design 2015, 66, 162–168. [Google Scholar] [CrossRef]
- Nie, J. Precipitation and hardening in magnesium alloys. Metall. Mater. Trans. A 2012, 43, 3891–3939. [Google Scholar] [CrossRef]
- Fornasini, M. Crystal structure of (Ho-, Er-, Tm-, Lu-, Y-) Zn5 and ThCd5 intermetallic compounds. J. Less-Common Metals 1971, 25, 329–332. [Google Scholar] [CrossRef]
- Ding, W.; Wu, Y.; Peng, L.; Zeng, X.; Yuan, G. Formation of 14H-type long period stacking ordered structure in the as-cast and solid solution treated Mg-Gd-Zn-Zr alloys. J. Mater. Res. 2011, 24, 1842–1854. [Google Scholar] [CrossRef]
- Ji, Q.; Ma, Y.; Wu, R.; Zhang, J.; Hou, L.; Zhang, M. Effect of Y and Ce addition on microstructures and mechanical properties of LZ91 alloys. J. Alloys Compd. 2019, 800, 72–80. [Google Scholar] [CrossRef]
- Barrett, C.; Imandoust, A.; Oppedal, A.; Inal, K.; Tschopp, M.; Kadiri, H. Effect of grain boundaries on texture formation during dynamic recrystallization of magnesium alloys. Acta Mater. 2017, 128, 270–283. [Google Scholar] [CrossRef]
- Guan, D.; Rainforth, W.; Gao, J.; Ma, L.; Wynne, B. Individual effect of recrystallisation nucleation sites on texture weakening in a magnesium alloy: Part 2- shear bands. Acta Mater. 2018, 145, 399–412. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, S.; Leng, Z.; Zhang, M.; Meng, J.; Wu, R. Microstructures and mechanical properties of heat-resistant HPDC Mg-4Al-based alloys containing cheap misch metal. Mater. Sci. Eng. A 2011, 528, 2670–2677. [Google Scholar] [CrossRef]
- Guan, K.; Meng, F.; Qin, P.; Yang, Q.; Zhang, D.; Li, B.; Sun, W.; Lv, S.; Huang, Y.; Hort, N.; et al. Effects of samarium content on microstructure and mechanical properties of Mg-0.5Zn-0.5Zr alloy. J. Mater. Sci. Technol. 2019, 35, 1368–1377. [Google Scholar] [CrossRef]
- Farzadfar, S.; Martin, É.; Sanjari, M.; Essadiqi, E.; Yue, S. Texture weakening and static recrystallization in rolled Mg-2.9Y and Mg-2.9Zn solid solution alloys. J. Mater. Sci. 2012, 47, 5488–5500. [Google Scholar] [CrossRef]
- Yu, H.; Kim, Y.; You, B.; Yu, H.; Park, S. Effects of cerium addition on the microstructure, mechanical properties and hot workability of ZK60 alloy. Mater. Sci. Eng. A 2013, 559, 798–807. [Google Scholar] [CrossRef]
- Yu, H.; Yan, H.; Chen, J.; Su, B.; Zheng, Y.; Shen, Y.; Ma, Z. Effects of minor Gd addition on microstructures and mechanical properties of the high strain-rate rolled Mg-Zn-Zr alloys. J. Alloys Compd. 2014, 586, 757–765. [Google Scholar] [CrossRef]
- Zeng, Y.; Jiang, B.; Zhang, M.; Yin, H.; Li, R.; Pan, F. Effect of Mg24Y5 intermetallic particles on grain refinement of Mg-9Li alloy. Intermetallics 2014, 45, 18–23. [Google Scholar] [CrossRef]
- Amberger, D.; Eisenlohr, P.; Göken, M. On the importance of a connected hard-phase skeleton for the creep resistance of Mg alloys. Acta Mater. 2012, 60, 2277–2289. [Google Scholar] [CrossRef]
- Jiang, H.; Qiao, X.; Xu, C.; Zheng, M.; Wu, K.; Kamado, S. Ultrahigh strength as-extruded Mg-10.3Zn-6.4Y-0.4Zr-0.5Ca alloy containing W phase. Mater. Design 2016, 108, 391–399. [Google Scholar] [CrossRef]
- Yu, H.; Xin, Y.; Wang, M.; Liu, Q. Hall-Petch relationship in Mg alloys: A review. J. Mater. Sci. Technol. 2018, 34, 248–256. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Li | Y | Er | Zn | Mg |
|---|---|---|---|---|---|
| Mg-11Li | 11.65 | – | – | – | Bal. |
| Mg-11Li-4Y-2Er-2Zn | 11.61 | 4.32 | 1.83 | 2.11 | Bal. |
| Mg-11Li-8Y-4Er-4Zn | 11.75 | 7.74 | 4.32 | 3.53 | Bal. |
| Samples | ρ (g/cm3) | UTS (MPa) | YS (MPa) | ε (%) |
|---|---|---|---|---|
| Mg-11Li | 1.394 | 145 ± 2 | 117 ± 3 | 22 ± 2 |
| Mg-11Li-4Y-2Er-2Zn | 1.459 | 224 ± 3 | 174 ± 3 | 16 ± 2 |
| Mg-11Li-8Y-4Er-4Zn | 1.530 | 243 ± 3 | 210 ± 3 | 15 ± 2 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, M.; Zhang, J.; Wu, R.; Cui, H.; Zhao, E.; Liu, S.; Qin, P.; Ji, Q. The Effect of Y/Er and Zn Addition on the Microstructure and Mechanical Properties of Mg-11Li Alloy. Materials 2019, 12, 3066. https://doi.org/10.3390/ma12193066
Zhang M, Zhang J, Wu R, Cui H, Zhao E, Liu S, Qin P, Ji Q. The Effect of Y/Er and Zn Addition on the Microstructure and Mechanical Properties of Mg-11Li Alloy. Materials. 2019; 12(19):3066. https://doi.org/10.3390/ma12193066
Chicago/Turabian StyleZhang, Mingquan, Jinghuai Zhang, Ruizhi Wu, Hongwei Cui, Ertuan Zhao, Shujuan Liu, Pengfei Qin, and Qing Ji. 2019. "The Effect of Y/Er and Zn Addition on the Microstructure and Mechanical Properties of Mg-11Li Alloy" Materials 12, no. 19: 3066. https://doi.org/10.3390/ma12193066
APA StyleZhang, M., Zhang, J., Wu, R., Cui, H., Zhao, E., Liu, S., Qin, P., & Ji, Q. (2019). The Effect of Y/Er and Zn Addition on the Microstructure and Mechanical Properties of Mg-11Li Alloy. Materials, 12(19), 3066. https://doi.org/10.3390/ma12193066