1. Introduction
Forecasting and mathematical description of the wear of operating parts is a complex issue due to the presence of many variables of high randomness that affect the range and intensity of its course. The interpretation of forcing on an operating part should enable the identification and selection of stable and sensitive relationships and those providing information. The variety of factors affecting the course of the wear of an operating part prevents all of them from being included in one model. There is a possibility for introducing assumptions in the research to identify significant forcings and characterise their effects on the wear process by taking into account the other effects at a constant level [
1,
2,
3]. The basic forms of the wear include micro-cracking, micro-ploughing, and micro-fatigue. These processes are associated with the mechanical impact of abrasive material on the surface layer of the material. Depending on the type of an operating part, including the impact of the pressure exerted by the abrasive material, chemical processes associated with the impact of soil environment can occur as well [
4,
5]. In order to define and describe the wear phenomenon in addition to experimental testing, many mathematical models enabling the forecasting of the service life of parts were generated [
1,
6]. The operating parts of the tools processing an abrasive soil mass is characterised by high resistance to both wear and impact strength. This is due to the conditions of their use under which they are subjected to both the wear impact of the soil and to overloads caused by the impact on stones fixed in the soil [
3]. The current state of knowledge on the wear impact of a soil mass on operating parts is insufficient to develop the principles of selecting the design and technological solutions for operating parts used for the processing of variable soil types. Understanding and describing the wear within a soil mass consists in a comprehensive description of the friction process involving the soil—an operating part—working process parameters. Particular importance is attributed to the impact of a soil mass, since soil factors mainly affect the nature of wear while material factors affect the rate of wear. The process of an operating part’s wear in a soil mass is classified as a natural process. Another disregarded factor is the specificity of abrasion in the soil, which includes:
- -
The impact on the material of not only mineral grains but also of the organic mass whose properties define the soil as the wear-causing mass;
- -
Disordered distribution of a very large number of abrasive grains on the active surface of the soil:
- -
Brittleness of abrasion surfaces;
- -
Varying shapes of abrasive grains;
- -
Various heights of sharp edges of abrasive grains on the active surface of the soil;
- -
The possibility of free movement of abrasive grains depending on the soil condition;
- -
Specific chemical properties of an abrasive mass.
The literature shows that sandy soils, although composed mostly of SiO
2, may prove to be a soft soil, since these grains are not bonded together, which increases the rate of wear compared to loamy soils [
7]. Known models that describe the wear process do not explain it comprehensively and define the process partially without taking into account all parameters occurring in a tribological pair [
8]. In the case of abrasive wear in two bodies to predict the wear of wear forecasting, many models have been developed, the use of which is possible in the case of simple wear by means of micro-scratching and furrowing. Among them, one of the most frequently used is the model proposed at work [
9].
In this model, the loss of the element’s volume because of wear depends on the friction path, the normal load acting on the element, the hardness of the material surface and the angle of attack consuming the particles.
Studies have shown [
10] that the wear rate of an operating part within the soil is affected by the same parameters that affect the development of friction force between the operating part and the soil, i.e., the type of material, processing rate, grain-size distribution and moisture content. The lack of a quantitative relationship between the friction force values and the rate of wear results from the specificity of soil impact. An increase in friction force is caused by the action of both mineral and organic compounds. However, in the case of wear, its rate is primarily determined by mineral compounds, and only after a longer period of time by organic compounds [
11].
A significant number of characteristics describing the properties of an abrasive soil mass in the context of wear impact shows, on the one hand, the complexity of the phenomena under consideration and, on the other hand, causes many difficulties in the wear process analysis. In order to solve the problem of forecasting the wear in a soil mass, mathematical models are sought that would combine the intensity of wear with the soil properties, cutting parameters and properties of the material, and explain the relationships occurring between these parameters. The literature includes attempts to develop such models, but they have so far been characterised by unsatisfactory explanatory functions and practicability. The issue of modelling is a reflection of knowledge of the phenomena under study. Two groups of models can be distinguished. The first group includes intuitive models, an understanding of which enables the selection of significant parameters of the wear process in qualitative terms. The second group includes quantitative models, i.e., models obtained based on partial research problems and, in principle, they refer to specific soil conditions.
It is necessary to develop a predictive model of the wear of tools operated in the soil environment in which the replacement of various machinery components affects the costs and work schedule. Such a model can be applied during the planning and operation phases to ensure a realistic estimation of the equipment wear [
12].
A commonly known model describing the wear of operating parts in the soil is the model proposed by Tenenbaum [
13]. This model takes into account, inter alia, a component of axial forces, friction force and rubbing speed, with all of them exerting their effects simultaneously. On the other hand, the relationships occurring between each other are the processes of micro-cutting, multi-deformation, wear-induced disturbance of the material structure, heating, oxidation and hydrating. A different approach was proposed by Napiórkowski [
2] and Owsiak [
14]. In order to determine the contribution of the abrasive soil mass to the wear in their relationships, they took into account not only the parameters describing the tested material but also the soil characteristics. Another model describing the relationships between soil particles was developed by Krieg [
15]. This relationship combines the finite element methods with hydrodynamic impact of particles. On its basis, local surfaces in the locations where the direction of the abrasive mass flow changes are defined. A model describing the wear of operating parts processing an abrasive soil mass during field tests was also presented in a study by Kostencki [
7]. It describes the linear wear intensity defined as an absolute quotient of the loss of a material’s thickness and its friction distance.
A common model providing a basis for the relationships describing wear is the Holm-Archard model [
16]. This relationship describes abrasive wear due to the contact between two bodies. The model assumes that the wear of an operating part is directly proportional to the sliding force and distance and inversely proportional to the hardness of the material of the part. Its correctness was verified during the wear with fixed abrasive grains, in which micro-cutting processes are dominant [
7]. To date, the model has not been verified during the wear in a soil mass, which is a discrete friction surface. The soil is a complex object of nature characterised by specific morphological, physical, chemical and biological features. In addition to the impact of mineral grains, the friction process is also affected by the organic mass whose properties are determined by the natural environment.
The analysis of literature data shows that the existing models of wear of working elements in real soil conditions have focused on partial research problems of the wear process, most often on determining the average durability of the working element under given extortions [
17,
18].
The aim of the study is to assess the suitability of the Holm-Archard model for the forecasting of the wear of operating parts processing an abrasive soil mass.
4. Results and Discussion
Based on the obtained images of surfaces subjected to wear (
Figure 3,
Figure 4 and
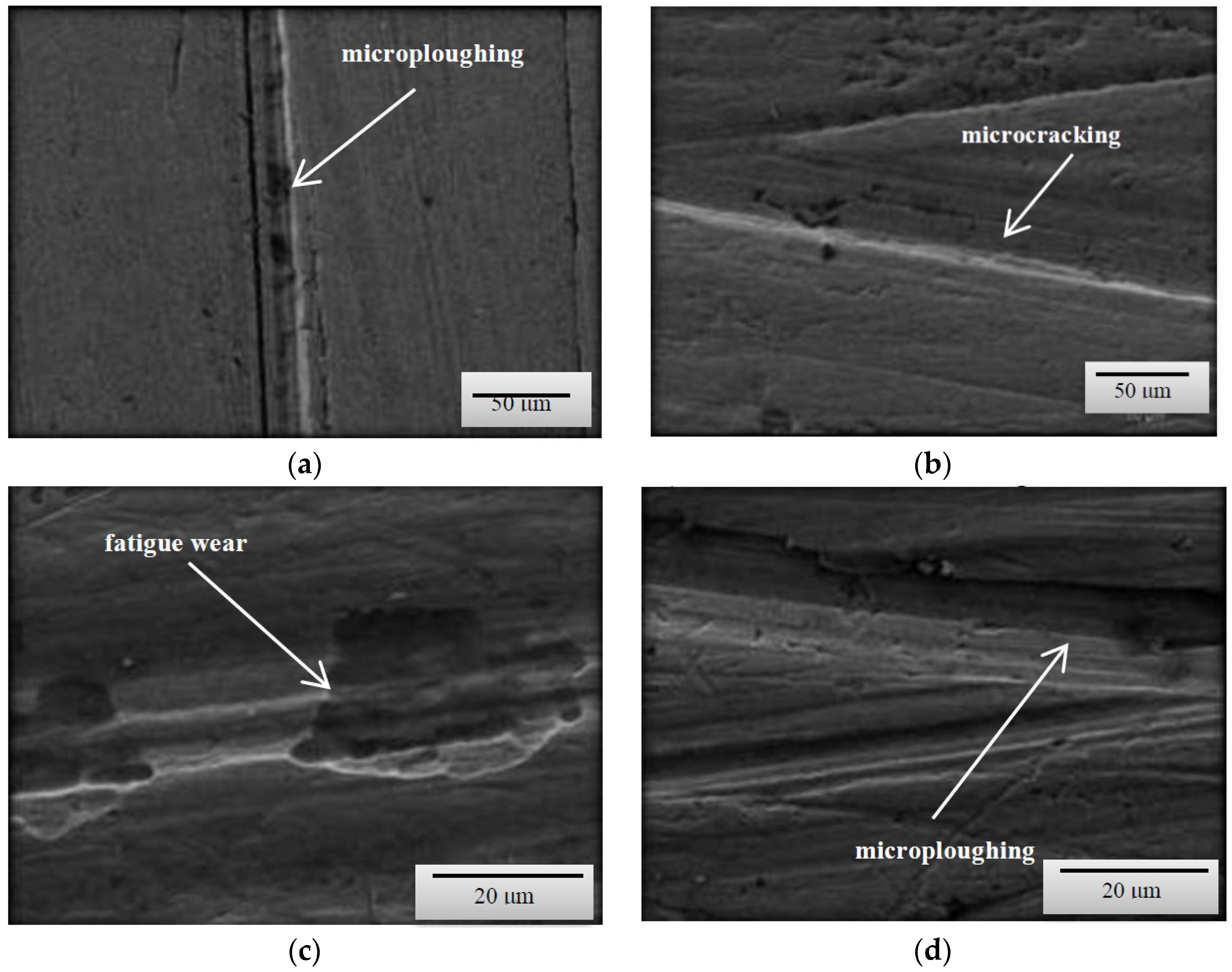
Figure 5), it can be concluded that the wear processes, depending on the method, differed very slightly from each other irrespective of the type of steel or the grain-size distribution of soil. According to the description provided below, the wear pattern changed with the content of both dust and silt fractions.
The content of individual fractions and the interrelations between them, as a result of cohesion and adhesion forces were of fundamental importance. The surface damage descriptions depicted in the SEM micrographs show the complex nature of the soil’s wear effect. However, it should be emphasized that even in the case of homogeneous fractions, only one dominant wear mechanism is indicated. This is conditioned by the random arrangement of soil grains in relation to the processing tool. On the surfaces of the tools working on the light soil, fatigue wear processes dominate as a result of loosely bound soil grains [
20]. In the subsurface layer of the material, as a result of repeated pressures, temporary and shallow changes occur, mainly consisting of the crushing of the micro-volume of the material. In the vicinity of the separated and permanent deformed material, stress concentrations occur leading to the formation of dislocations centres weakly associated with the substrate material. Local surface wrenches are the result of fatigue wear, which successively consist of elastic deformations, plastic deformations, formation of micro-volume deformations, characterized by defective structure and shearing of these micro-volumes. (
Figure 3c,d). When processing these soils, wear mechanism, defined in the literature as “three body abrasion,” occurs [
3,
4]. In these soils, other methods characteristic of abrasive wear were also found, i.e., micro-cutting and micro-ploughing. These forms of wear rely on pressing soil particles and destroying the one-cycle surface of the material. When drawing, the material is not only separated, but also partially moved to the sides of the wear groove (
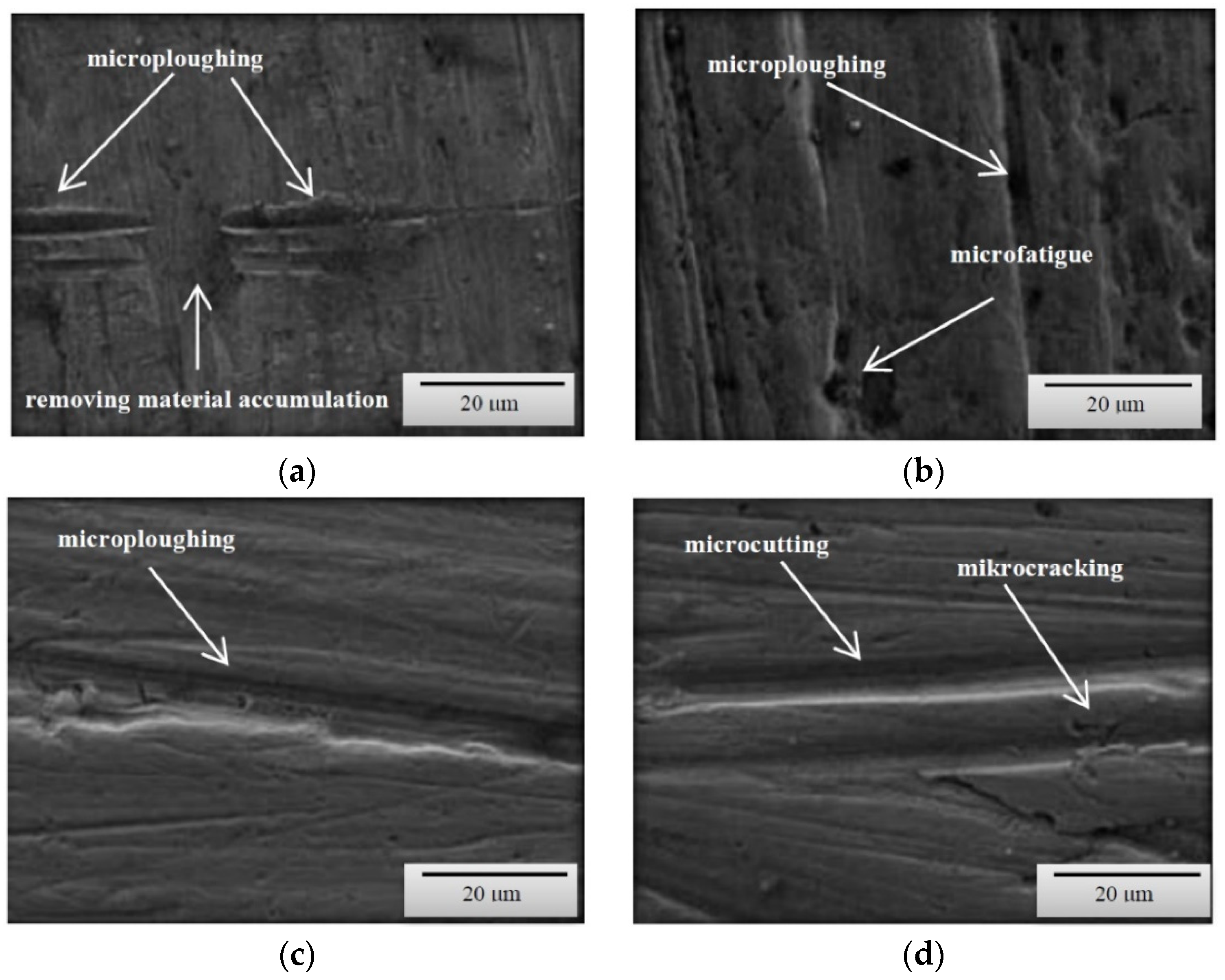
Figure 4d). Micro-ploughing involves recessing of the abrasive particles into the abrasive and plastic squeezing the furrow in it, without causing separation of the material (
Figure 5c) [
2].
As the soil’s heaviness increased (increased clay content), ad hoc wear processes through micro-cutting began to dominate (
Figure 4a). Micro-cutting dominates in soils with a significant content of skeletal parts (e.g., sand with a hardness of approximately 1200 HV), especially in soils in which various forms of silicon compounds do not have the ability to change position due to force action. This process is favoured by clay and dust fractions, which in both dry and moist soil conditions are a specific adhesive for the hard soil particles. Apart from micro-cutting, micro-ploughing has a large share in the wear in concise soils, which occurs with much higher intensity than in light soils. The phenomena of wear of the surface layer in concise soils quite well describes the “two-body abrasion” model [
6,
8,
11]. Therefore, in all soil masses the mechanical wear patterns characteristic of abrasive wear were dominant.
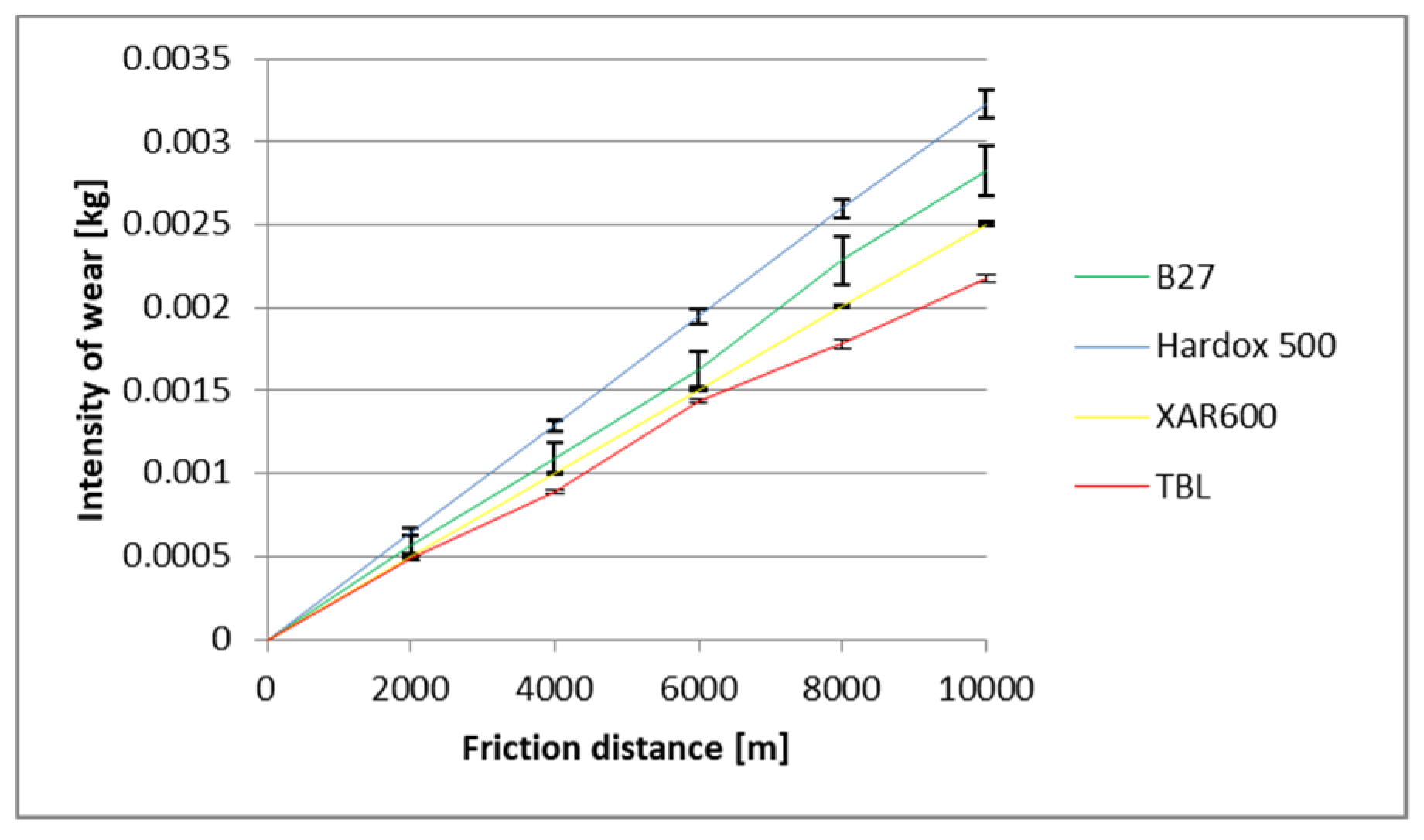
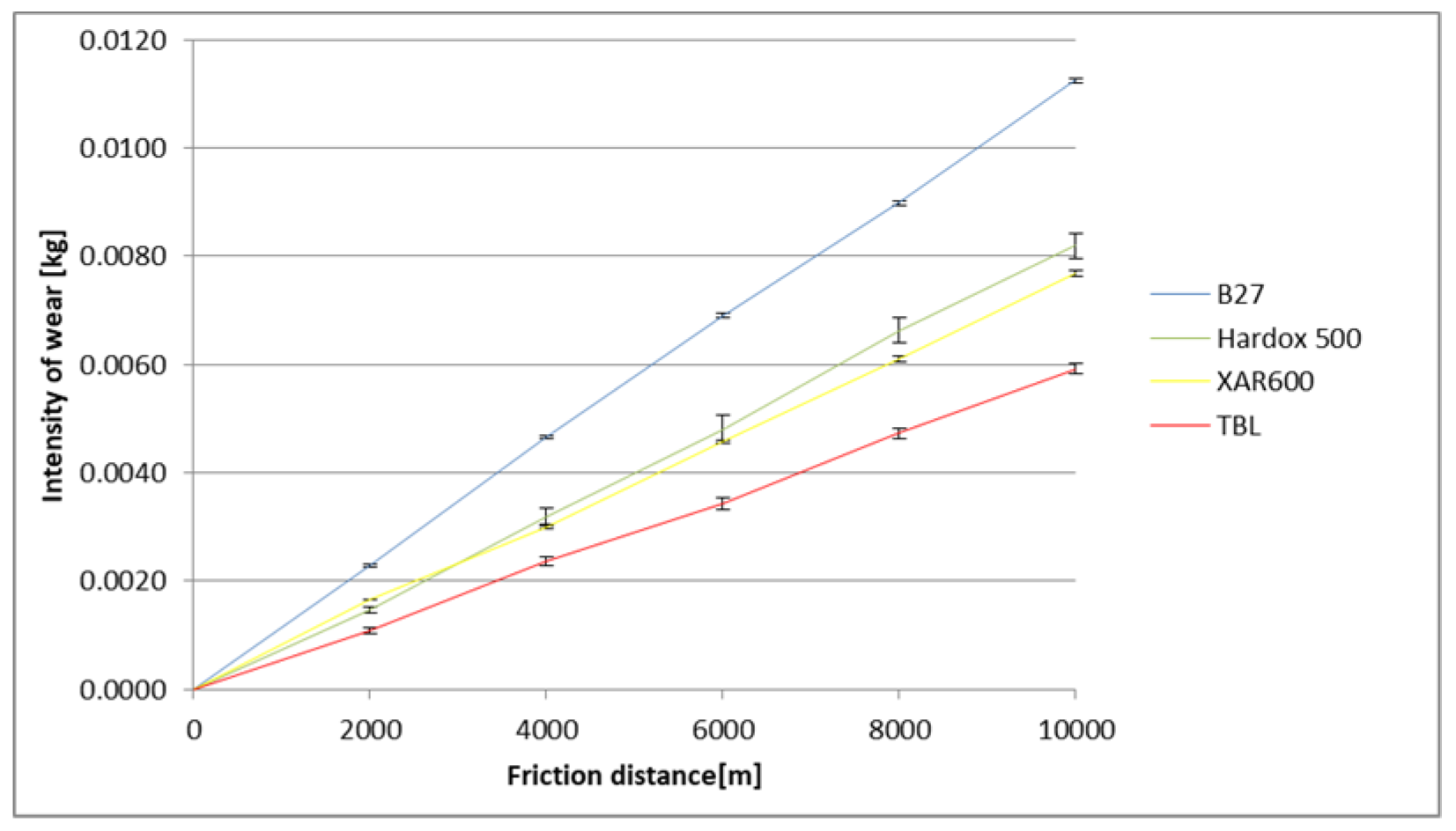
The identified images of the friction surface are reflective of the course of mass wear in the experiment (
Figure 6,
Figure 7 and
Figure 8). The highest values of the wear were noted in the heavy soil and they were three times greater than the wear in the light soil, and 1.5 times greater in the medium soil. TBL Plus steel was characterised by the smallest wear irrespective of the soil type. This relationship is particularly noticeable for heavy soils, where in relation to B27 steel, the wear was almost two times smaller, and for the remaining ones, by approximately 30%. In turn, the highest wear values were noted in the light soil for Hardox 500 steel, in the medium soil for XAR 600 steel and B27 steel in the heavy soil.
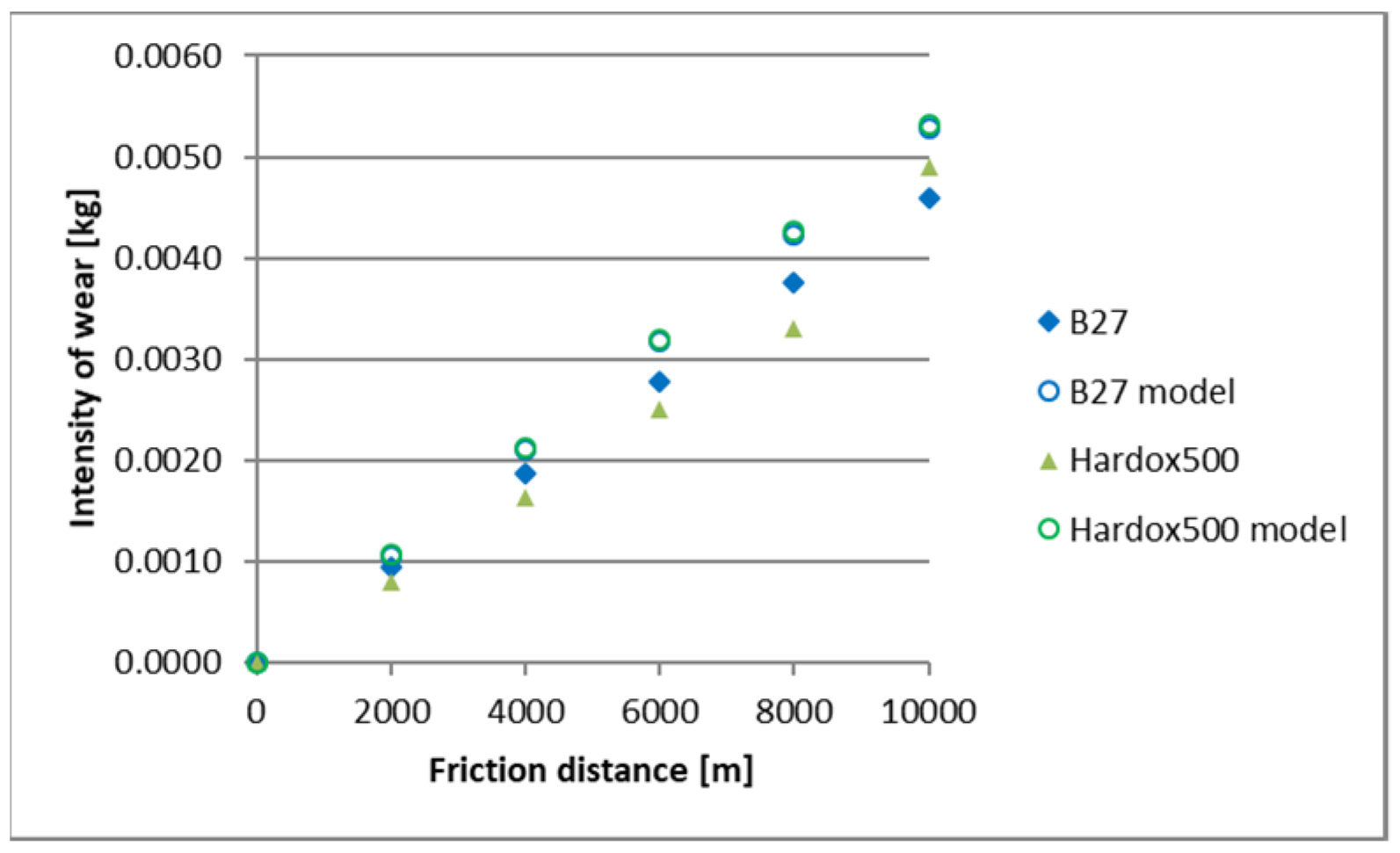
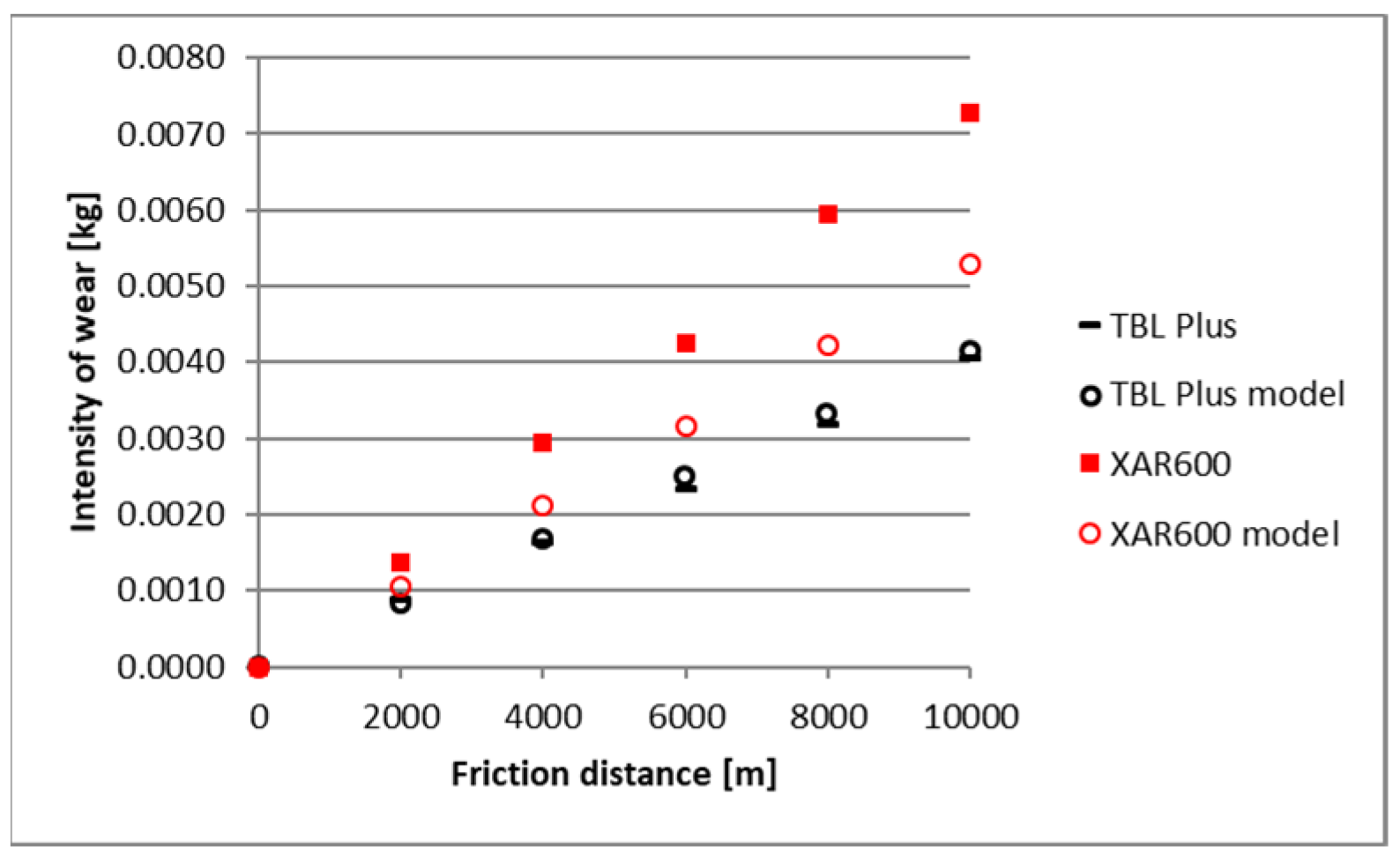
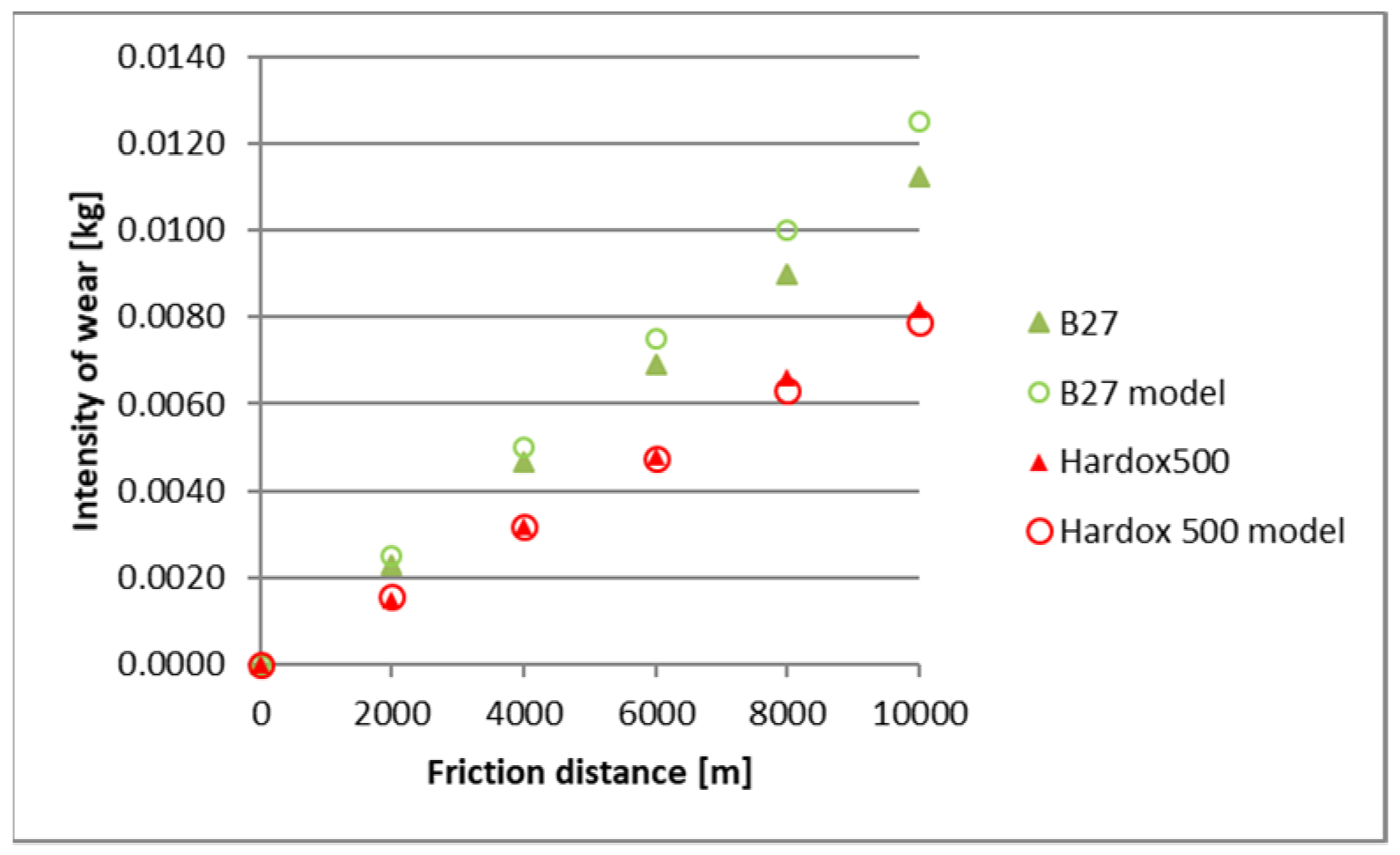
5. Forecasting the Wear Rate Using the Holm–Archard Model
A comparison of empirical values with the theoretical values determined using the Holm-Archard model is presented in
Figure 9,
Figure 10,
Figure 11,
Figure 12,
Figure 13 and
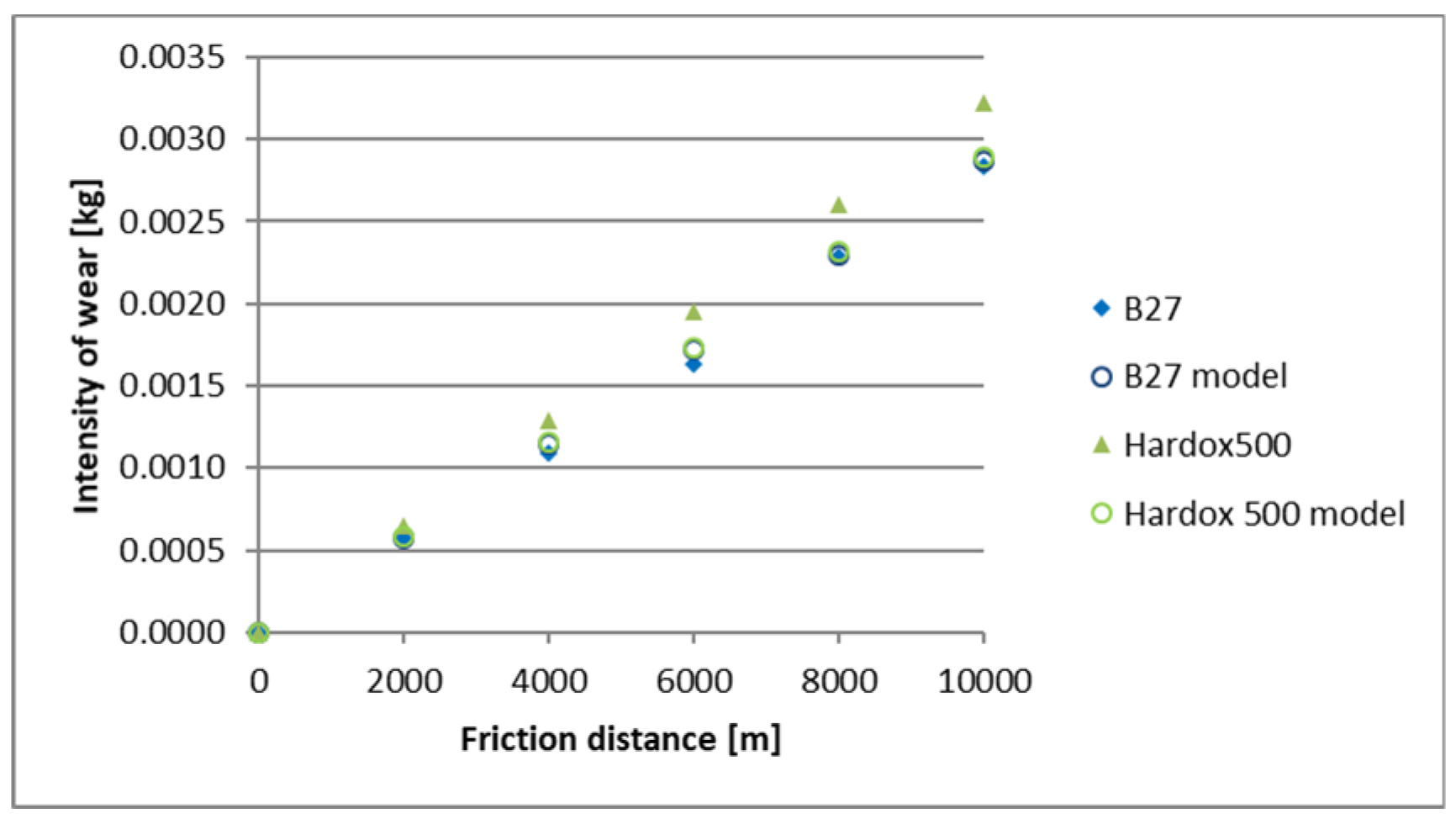
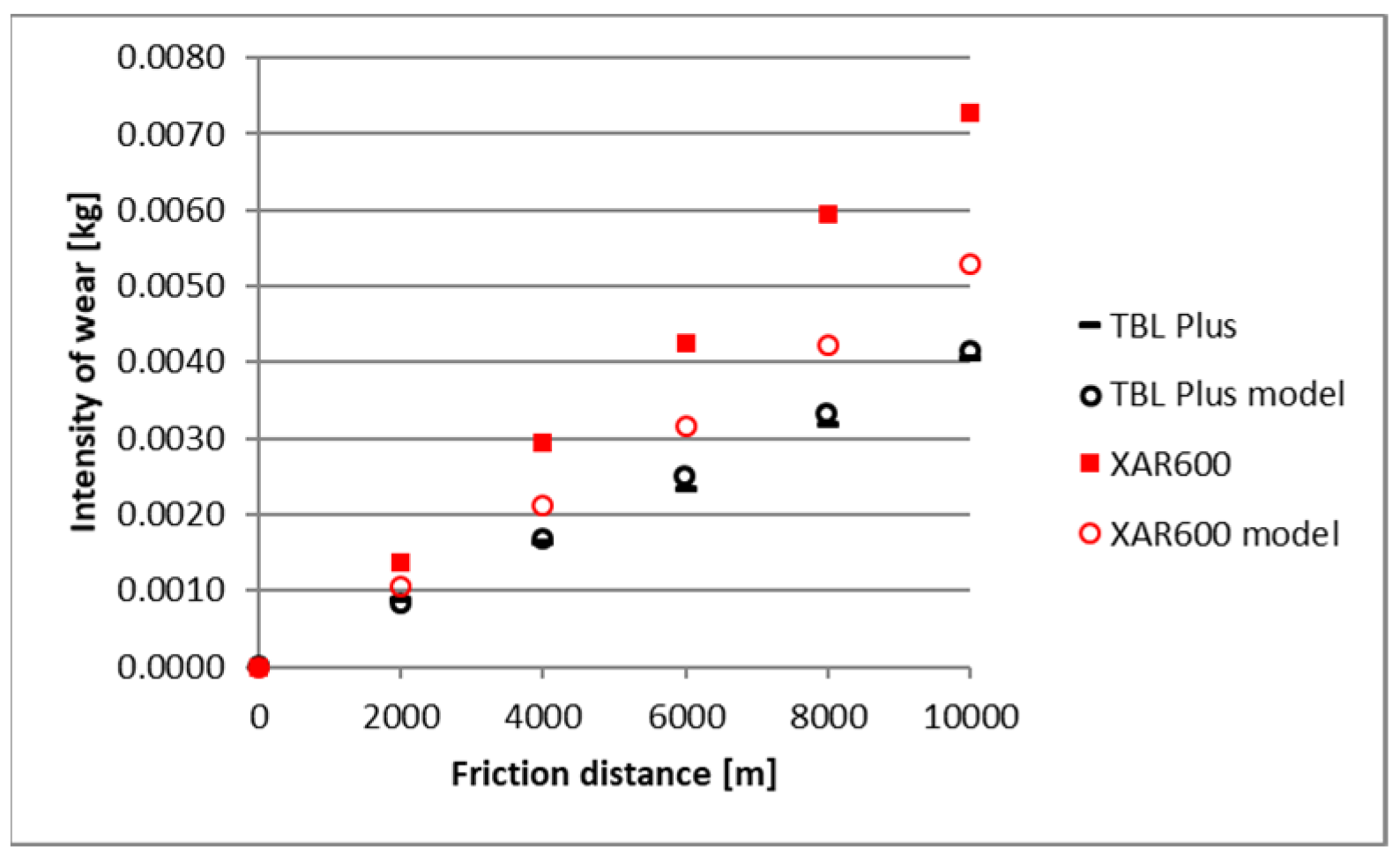
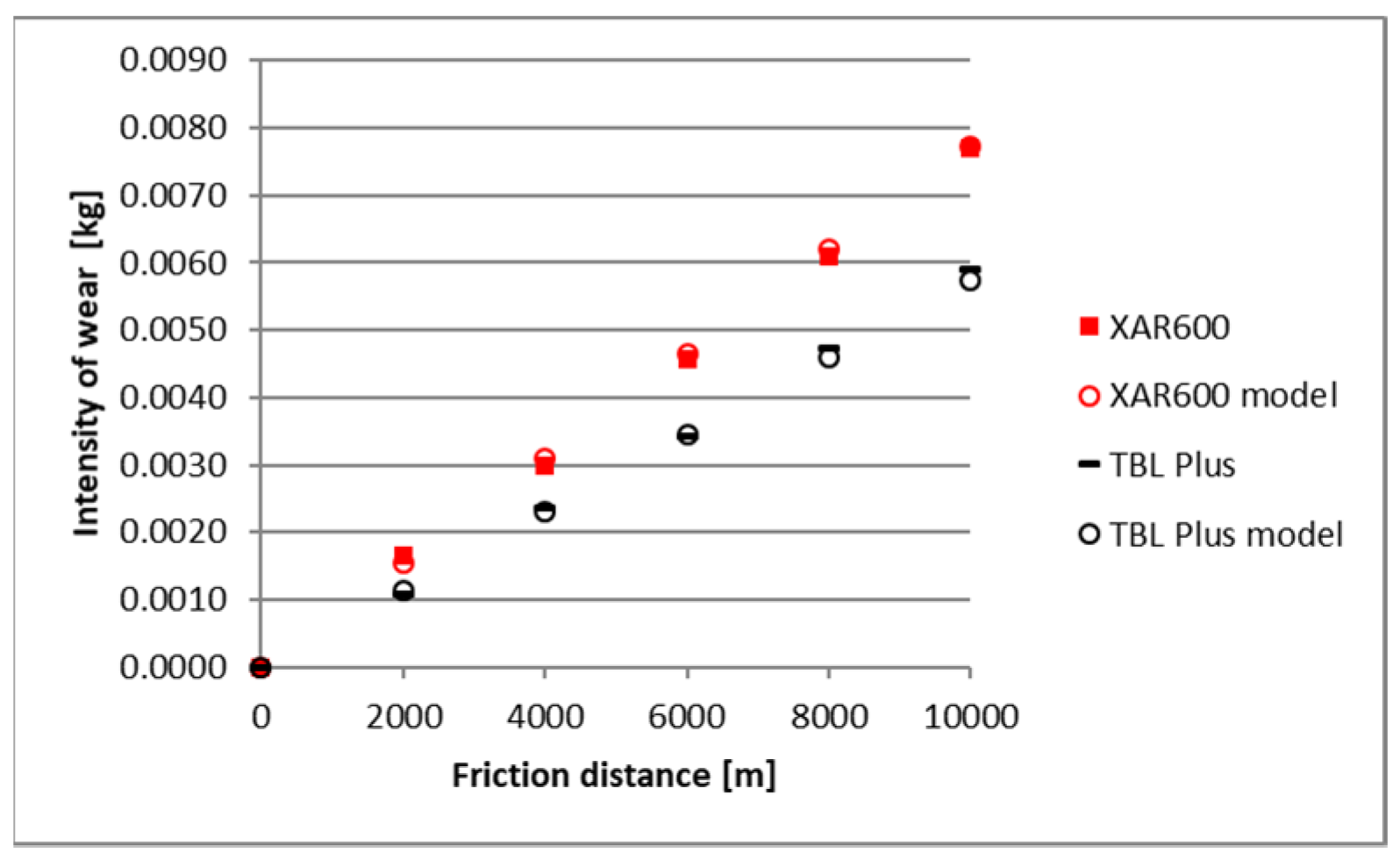
Figure 14. To better illustrate the obtained relationships, data for only two steels are provided in each figure.
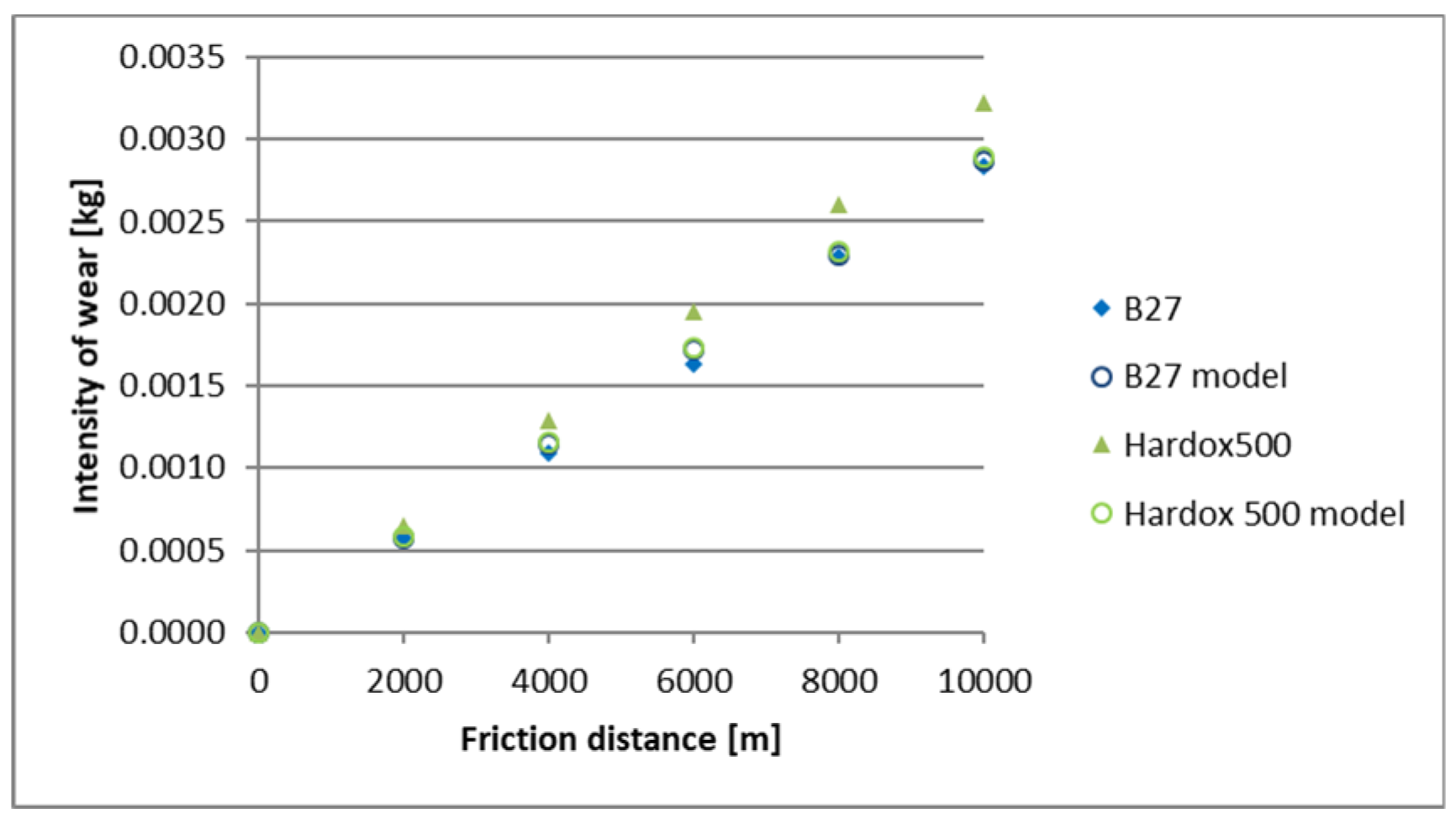
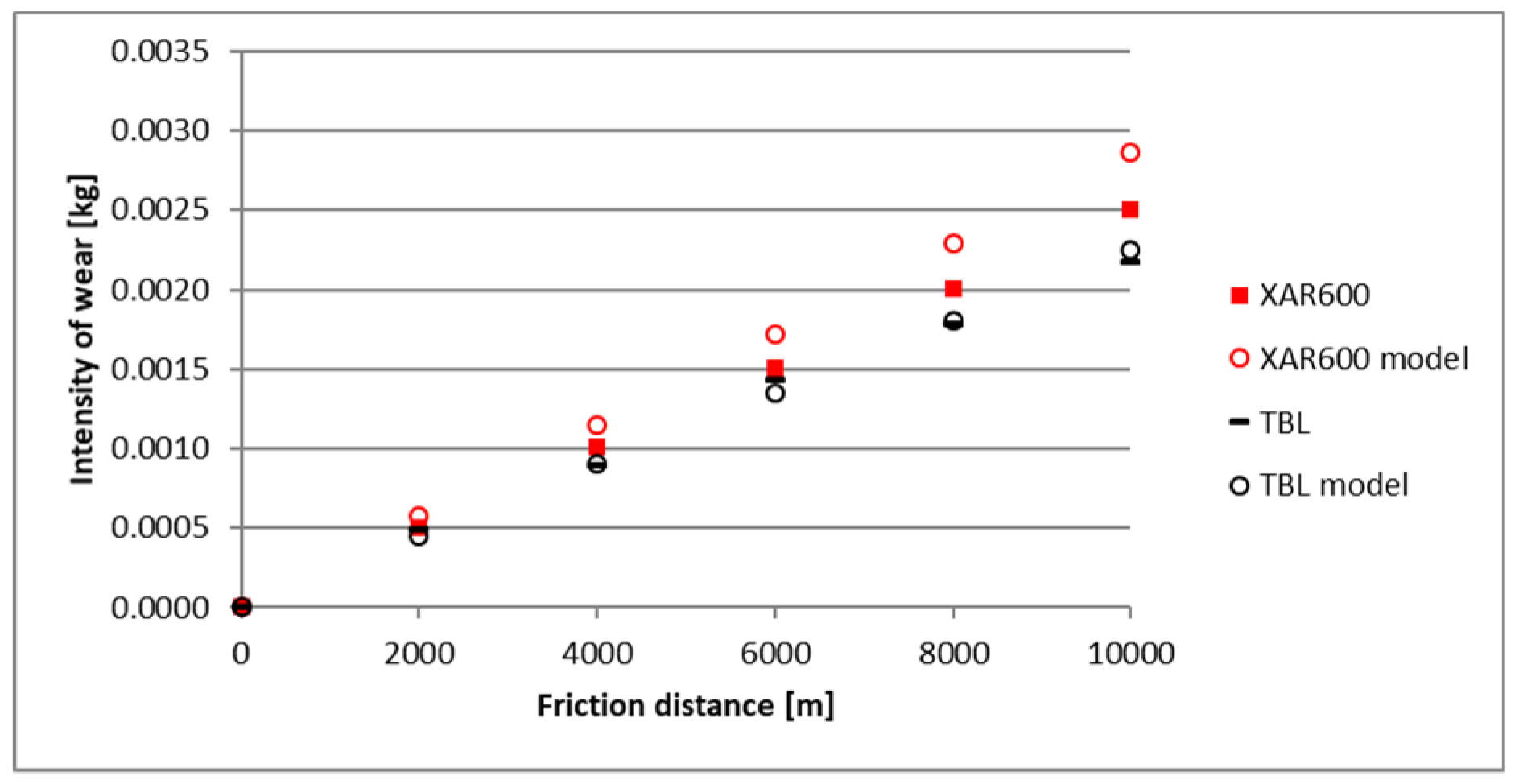
Based on the obtained results, a high correlation coefficient was noted for all materials between the data originating from the model and from experimental test results.
The highest correlation values were obtained for the light and heavy soil, which is confirmed by the results presented in diagrams (
Figure 9,
Figure 10,
Figure 11,
Figure 12,
Figure 13 and
Figure 14). These figures indicate that for B27, Hardox 500 and TBL steels, the data from the model coincide with the experimental testing results.
In the light soil, the model describing the wear for TBL steel, where the difference between values did not exceed 0.000085, was characterised by the best fitting. On the other hand, the model was worst fitted for XAR 600 steel, with differences of 0.00036 being noted. In the medium soil, the highest and lowest coefficients of model fitting were also noted for TBL steel (0.00011) and XAR 600 steel (0.0019), respectively. For the heavy soil, the model was best fitted for Hardox 500 steel (0.0004), while it was the worst fitted for B27 steel (0.0027).
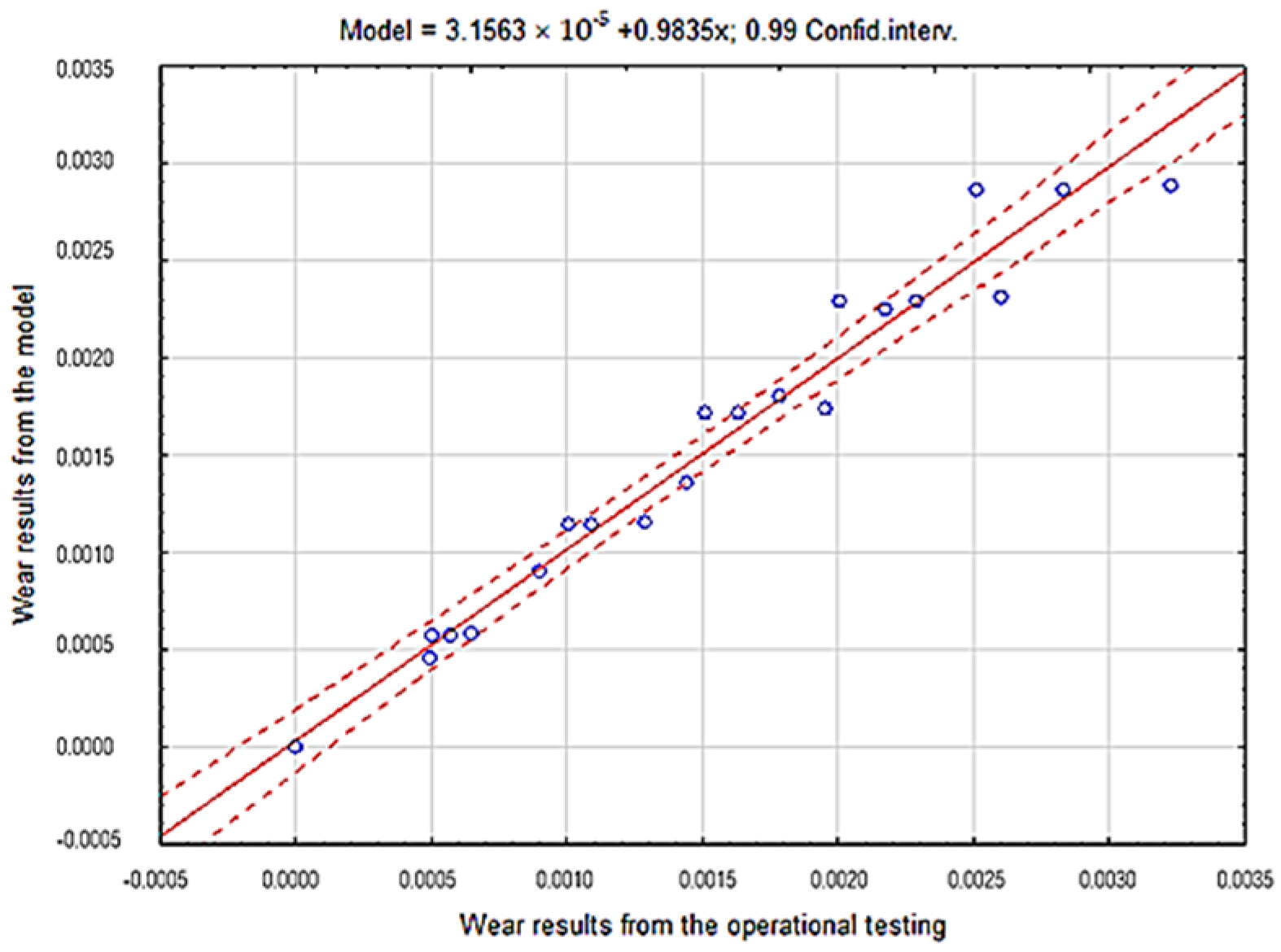
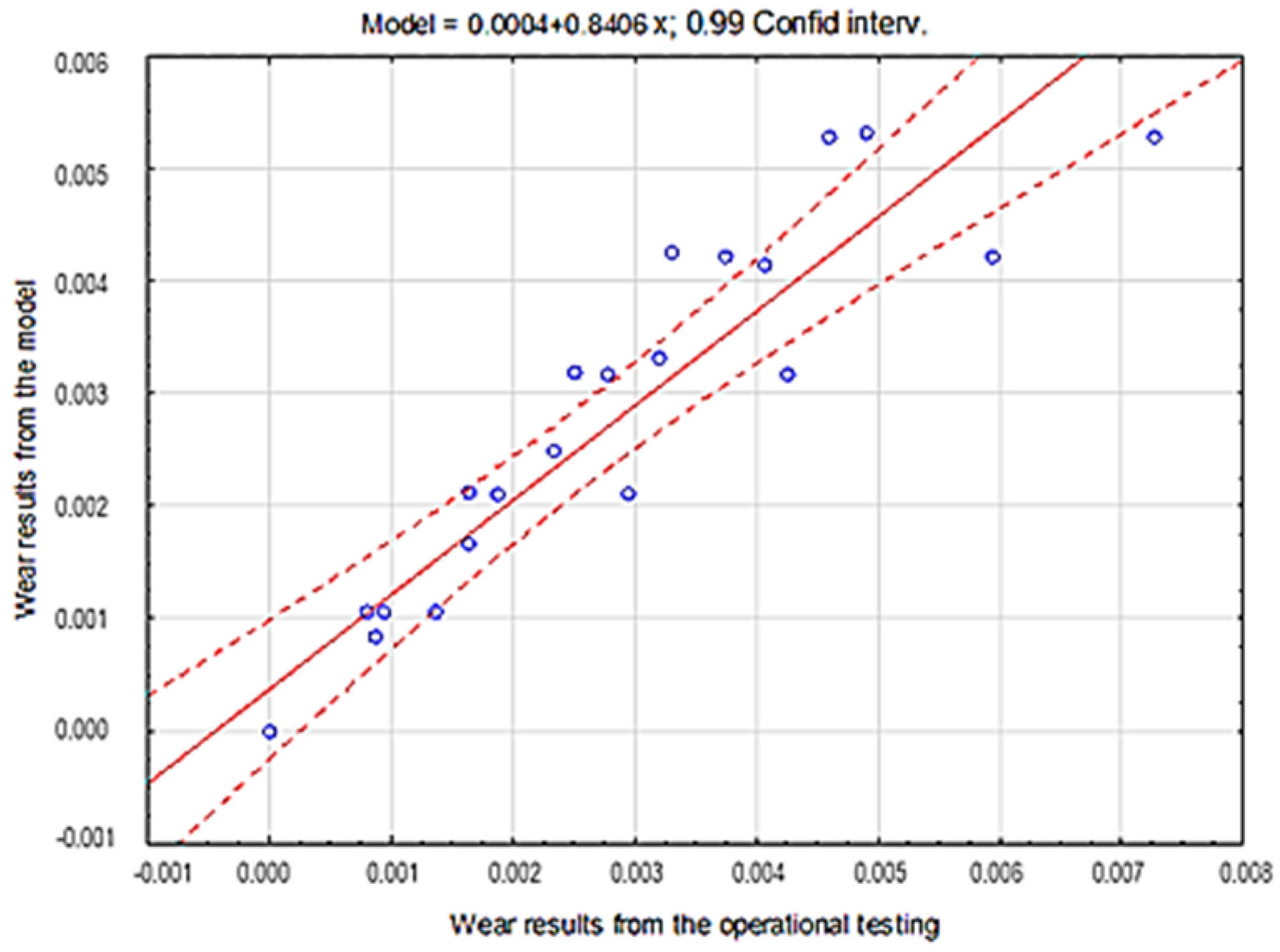
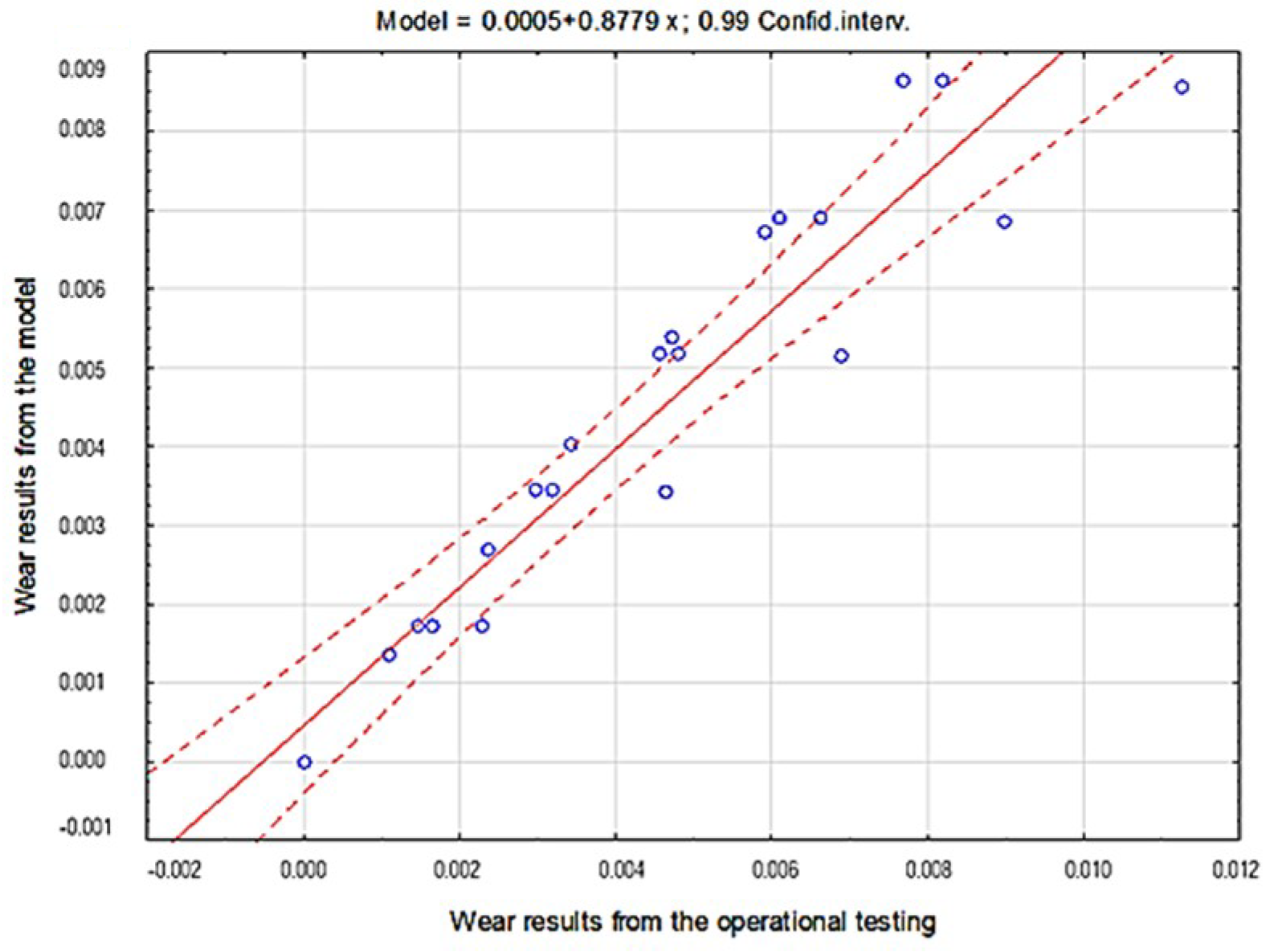
The consistency of the obtained results presenting the overall fitting of the tested materials model in particular soils was verified by applying the coefficient of determination r2 (
Table 4,
Table 5 and
Table 6,
Figure 15,
Figure 16 and
Figure 17).
Based on the results obtained from the theoretical Holm-Archard model and from the experiment, strong correlations between the obtained wear values were proven. The coefficient of determination r2 value obtained using the regression method was 0.97 for the light soil, 0.87 for the medium soil and 0.90 for the heavy soil, which confirms the correctness of the proposed probabilistic model of the wear of wear-resistant steels.
In addition, in order to fit the model to the data obtained from the experiment, Nash–Sutcliff (NS) coefficient was applied [
21]:
where
is the observed value,
is the mean of observed value and
is the modeled value.
The coefficient is used to assess the fitting of a model to the experimental data. The NS coefficient can take values ranging from −∞ to 1. Value 1 corresponds to the perfect fitting of measurements with the results obtained from the model. The authors assumed that a satisfactory NS coefficient value should fall within the range from 0.80 to 1.
Nash–Sutcliffe coefficient values for particular materials depending on the soil type are presented in
Table 7.
The highest NS coefficient value in the light soil was noted for B27 (0.997) and TBL steel (0.995), for which the differences are minor. On the other hand, the lowest coefficient value of 0.964 was noted for Hardox 500 steel. In the medium soil, TBL steel was characterised by the highest value of 0.995, while XAR 600 steel had the lowest value of 0.766. For Hardox 500 steel, the highest NS coefficient value was noted in the heavy soil, while B27 steel was characterised by the lowest value of fitting in this soil.
In accordance with the assumptions adopted by the authors and concerning the fitting of the model values with experimental data except for XAR 600 steel in the medium soil, the NS coefficient had values over 0.80.
Based on the analyses presented above, it can be concluded that the proposed model can be a tool for determining the rate of wear of operating parts made from wear-resistant steels. However, the common use of this model requires further testing on a broader group of materials considering different soil types and operating conditions.
6. Conclusions and Discussion
The results obtained from the experimental testing confirmed the possibility for forecasting the mass wear of simple operating parts processing a soil mass using the Holm-Archard model. Mean fitting error for theoretical data ranged from 6.9% in the light soil, through 16.3% in medium soils, to 16.9% in heavy soils. Such a degree of fitting should be regarded as highly satisfactory. The obtained relationships extend the scope of application of the Holm-Archard model during abrasive wear in particular types of abrasive masses.
The authors of this study pointed out that it is impossible to estimate the value of consumption based on derived patterns, because they do not have a numerical solution to the presented equations and a sufficient bank of empirical data. Results of the conducted studies with regard to the wear of operational parts in a soil mass indicate the need for verification of the Holm-Archard model in relation to other measures of wear, construction materials and more complex operational parts. It has been shown in the literature that the usability of these models has been demonstrated inter alia in conditions of micro-crowning, wear with constant abrasive, corrosive and mechanical wear.
Based on the obtained results, it can be concluded that steel for operating parts should be selected in the context of properties of the soil mass subjected to processing. TBL PLUS steel proved to be the least susceptible to a change in the grain-size distribution within the soil mass and, thus, in a way it wears. It is characterised by a structure with post-martensitic orientation with a very few carbide phase precipitates inside the martensite strips. On the other hand, B27 steel, which is also characterised by a structure with post-martensitic orientation with small carbide precipitates inside martensite, is susceptible to their chipping in soils with an intensive effect of fixed sand grains.
The main aim of the study was to verify if the Holm-Archard model, commonly applied under abrasive wear conditions, can also be used for the rather specific tribological pair of steel-soil mass. The obtained results confirmed the possibility of using the Holm-Archard model to forecast the wear of steel in an abrasive soil mass. It should be stressed, however, that in this study, the testing was limited to special steels used to manufacture soil-processing operating parts. They are characterised by a similar chemical composition and a diversified microstructure. The k coefficient value reflects the abrasive properties of the soil for a particular type of steel. Complete knowledge of the Holm–Archard model’s suitability for the forecasting of wear in a soil mass can be estimated by performing tests on other materials used to manufacture operating parts, e.g., padding welds.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}