Evaluation of the Performance of Helmet Prototypes Fabricated from Acrylonitrile Butadiene Styrene Composites Filled with Natural Resource


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
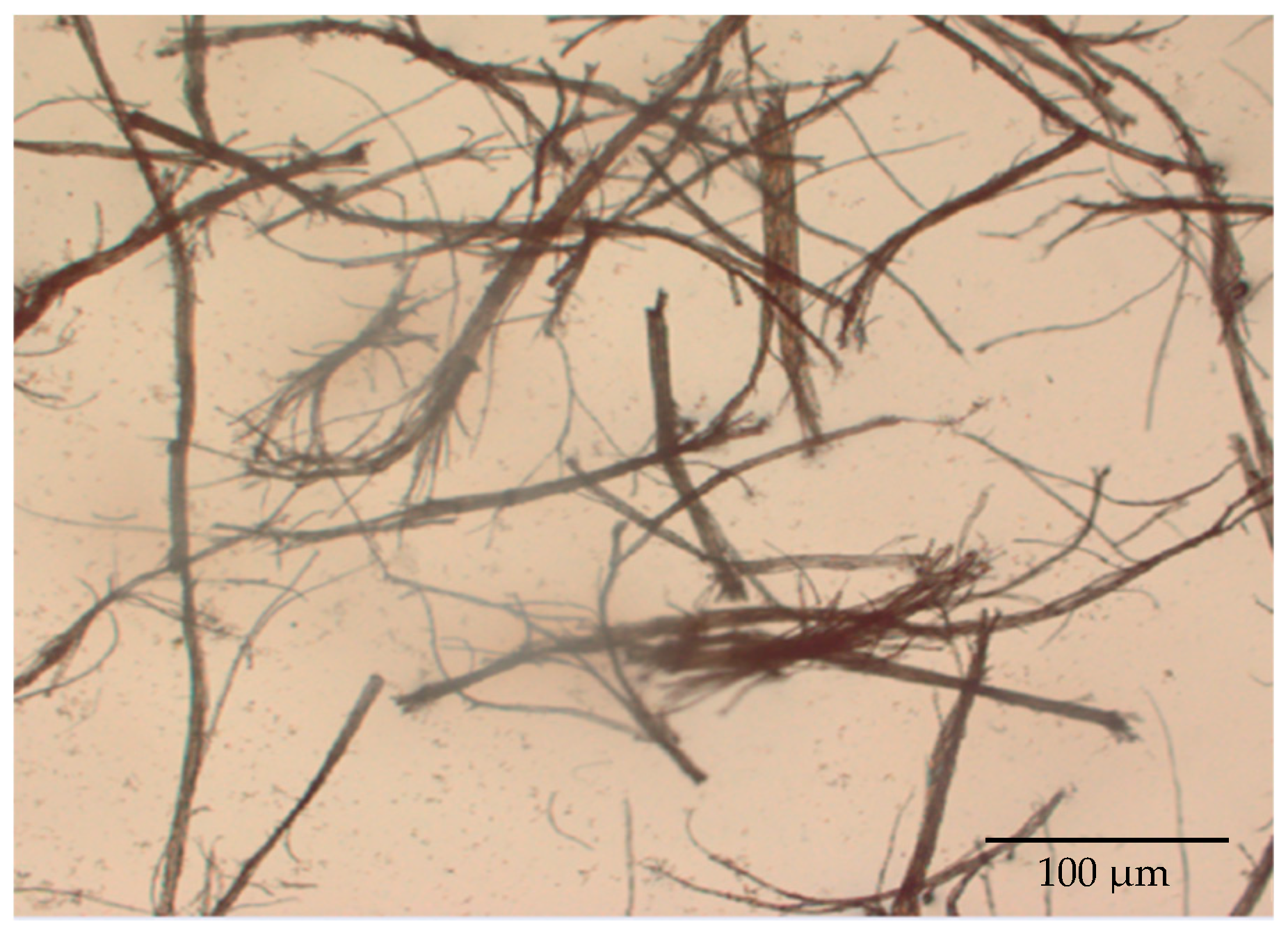
2.2. Short Fibers Production
2.3. Granular Production
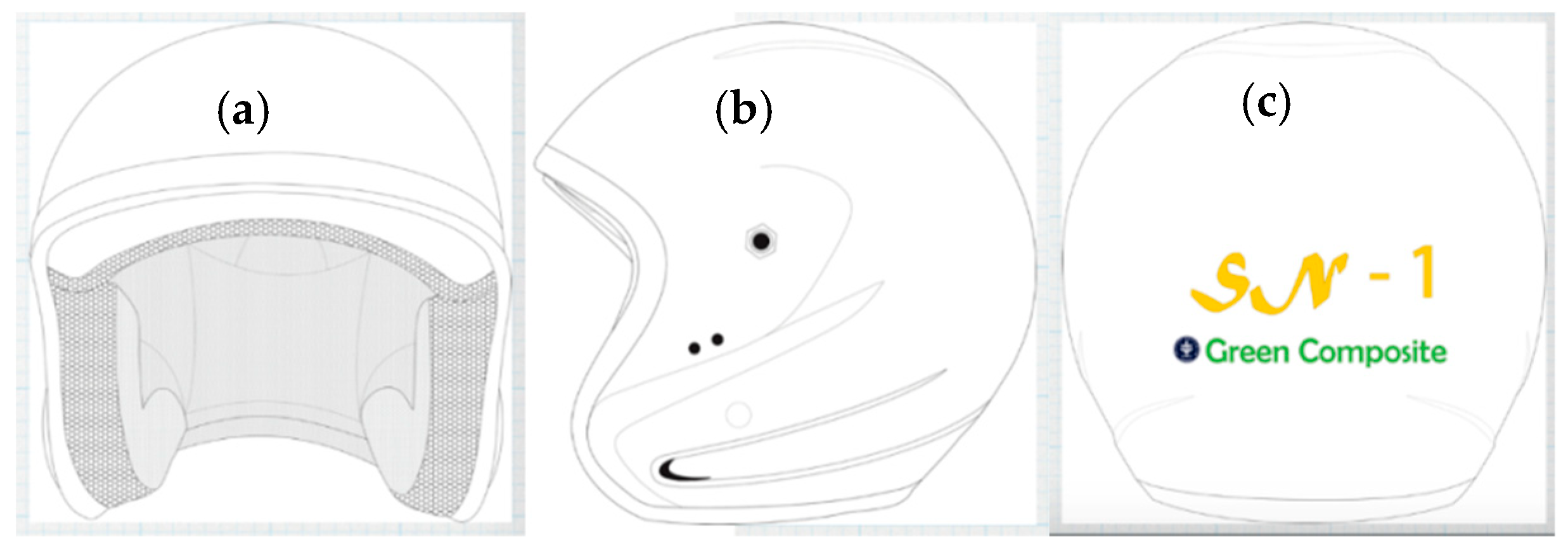
2.4. Helmet Production
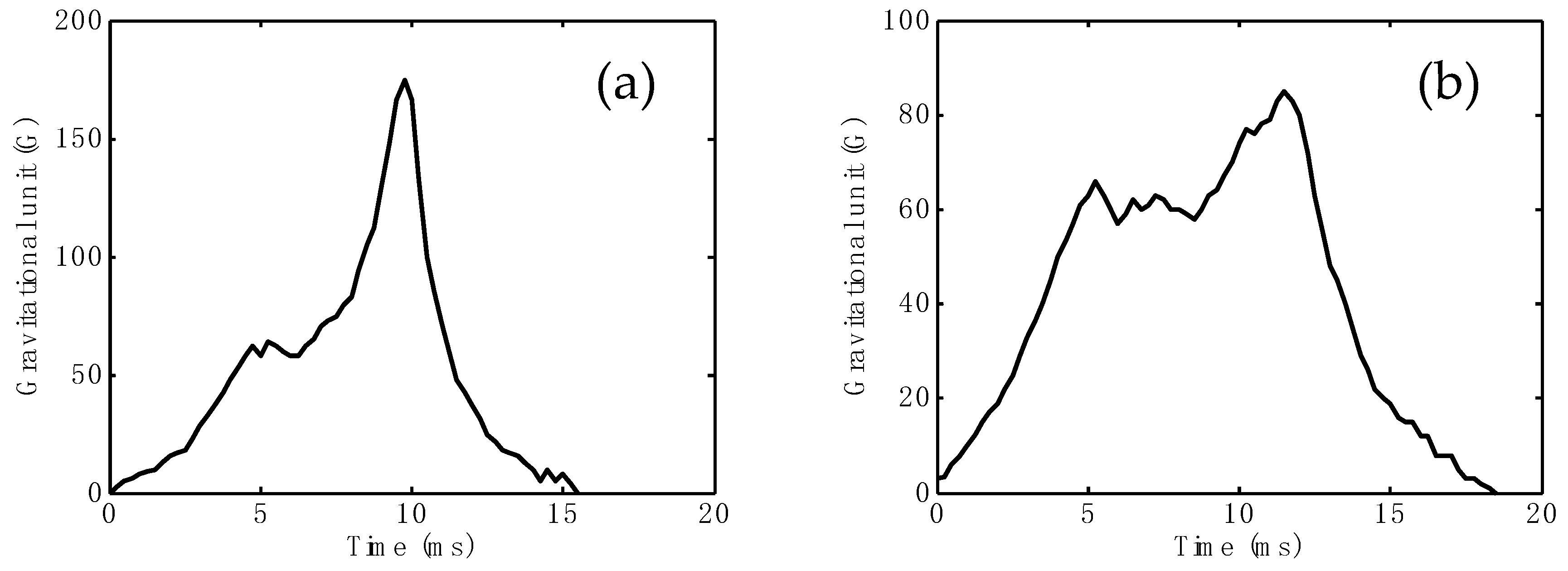
2.5. Shock Absorption Test
2.6. Yield Stress Estimation
2.7. Frequency Analysis
2.8. Head Injury Criterion Analysis
3. Results and Discussion
3.1. Physical Properties of the Produced Fibers
3.2. Helmet Prototype
3.3. Mechanical Properties
3.4. Yield Stress and Frequency
3.5. HIC Characteristics
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Aiello, M.; Galvanetto, U.; Iannucci, L. Numerical simulations of motorcycle helmet impact tests. Int. J. Crashworthiness 2007, 12, 1–7. [Google Scholar] [CrossRef]
- Chang, L.T.; Chang, G.L.; Huang, J.Z.; Huang, S.C.; Liu, D.S.; Chang, C.H. Finite element analysis of the effect of motorcycle helmet materials against impact velocity. J. Chin. Inst. Engrs. 2003, 26, 835–843. [Google Scholar] [CrossRef]
- Farajzadeh Khosroshahi, S.; Galvanetto, U.; Ghajari, M. Optimization of the chin bar of a composite-shell helmet to mitigate the upper neck force. Appl. Compos. Mater. 2017, 24, 931–944. [Google Scholar] [CrossRef]
- Fernandes, F.A.O.; Alves de Sousa, R.J. Motorcycle helmets—A state of the art review. Accid. Anal. Prev. 2013, 56, 1–21. [Google Scholar] [CrossRef] [PubMed]
- Ghajari, M.; Galvanetto, U.; Iannucci, L.; Willinger, R. Influence of the body on the response of the helmeted head during impact. Int. J. Crashworthiness 2011, 16, 285–295. [Google Scholar] [CrossRef]
- Rueda, M.A.F.; Gilchrist, M.D. Computational analysis and design of components of protective helmets. Proc. Inst. Mech. Eng. Pt. P J. Sports Eng. Tech. 2012, 226, 208–219. [Google Scholar]
- Chang, C.-H.; Chang, L.-T.; Chang, G.-L.; Huang, S.-C.; Wang, C.-H. Head Injury in facial impact—A finite element analysis of helmet chin bar performance. J. Biomech. Eng. 2000, 122, 640–646. [Google Scholar] [CrossRef] [PubMed]
- Khalil, T.B.; Viano, D.C.; Smith, D.L. Experimental analysis of the vibrational characteristics of the human skull. J. Sound Vib. 1979, 63, 351–376. [Google Scholar] [CrossRef]
- Kostopoulos, V.; Markopoulos, Y.P.; Giannopoulos, G.; Vlachos, D.E. Finite element analysis of impact damage response of composite motorcycle safety helmets. Compos. Part B Eng. 2002, 33, 99–107. [Google Scholar] [CrossRef]
- Marjoux, D.; Baumgartner, D.; Deck, C.; Willinger, R. Head injury prediction capability of the HIC, HIP, SIMon and ULP criteria. Accid. Anal. Prev. 2008, 40, 1135–1148. [Google Scholar] [CrossRef]
- Yoganandan, N.; Pintar, F.A. Biomechanics of temporo-parietal skull fracture. Clin. Biomech. 2004, 19, 225–239. [Google Scholar] [CrossRef] [PubMed]
- Evans, L.; Frick, M.C. Helmet effectiveness in preventing motorcycle driver and passenger fatalities. Accid. Anal. Prev. 1988, 20, 447–458. [Google Scholar] [CrossRef]
- Rutledge, R.; Stutts, J. The association of helmet use with the outcome of motorcycle crash injury when controlling for crash/injury severity. Accid. Anal. Prev. 1993, 25, 347–353. [Google Scholar] [CrossRef]
- Braddock, M.; Schwartz, R.; Lapidus, G.; Banco, L.; Jacobs, L. A population-based study of motorcycle injury and costs. Ann. Emerg. Med. 1992, 21, 273–278. [Google Scholar] [CrossRef]
- Nikmatin, S.; Syafiuddin, A.; Irwanto, D.A.Y. Properties of oil palm empty fruit bunch-filled recycled acrylonitrile butadiene styrene composites: Effect of shapes and filler loadings with random orientation. BioResources 2016, 12, 1090–1101. [Google Scholar] [CrossRef]
- Nikmatin, S.; Syafiuddin, A.; Kueh, A.B.H.; Purwanto, Y.A. Effects of nanoparticle filler on thermo-physical properties of rattan powder-filled polypropylene composites. Jur. Tek. 2015, 77, 181–187. [Google Scholar] [CrossRef]
- Syafiuddin, A.; Hadibarata, T.; Kueh, A.B.H.; Salim, M.R. Novel weed-extracted silver nanoparticles and their antibacterial appraisal against a rare bacterium from river and sewage treatment plan. Nanomaterials 2018, 8, 9. [Google Scholar] [CrossRef] [PubMed]
- Syafiuddin, A.; Hadibarata, T.; Salim, M.R.; Kueh, A.B.H.; Sari, A.A. A purely green synthesis of silver nanoparticles using Carica papaya, Manihot esculenta, and Morinda citrifolia: Synthesis and antibacterial evaluations. Bioprocess Biosyst. Eng. 2017, 40, 1349–1361. [Google Scholar] [CrossRef]
- Syafiuddin, A.; Salmiati, S.; Jonbi, J.; Fulazzaky, M.A. Application of the kinetic and isotherm models for better understanding of the behaviors of silver nanoparticles adsorption onto different adsorbents. J. Environ. Manag. 2018, 218, 59–70. [Google Scholar] [CrossRef]
- Nikmatin, S.; Syafiuddin, A.; Hong Kueh, A.B.; Maddu, A. Physical, thermal, and mechanical properties of polypropylene composites filled with rattan nanoparticles. J. App. Res. Technol. 2017, 15, 386–395. [Google Scholar] [CrossRef]
- Sobczak, L.; Lang, R.W.; Haider, A. Polypropylene composites with natural fibers and wood–General mechanical property profiles. Compos. Sci. Technol. 2012, 72, 550–557. [Google Scholar] [CrossRef]
- Vilaseca, F.; Valadez-Gonzalez, A.; Herrera-Franco, P.J.; Pèlach, M.À.; López, J.P.; Mutjé, P. Biocomposites from abaca strands and polypropylene. Part I: Evaluation of the tensile properties. Bioresour. Technol. 2010, 101, 387–395. [Google Scholar] [CrossRef] [PubMed]
- Zampaloni, M.; Pourboghrat, F.; Yankovich, S.; Rodgers, B.; Moore, J.; Drzal, L.; Mohanty, A.; Misra, M. Kenaf natural fiber reinforced polypropylene composites: a discussion on manufacturing problems and solutions. Compos. Part. A Appl. Sci. Manuf. 2007, 38, 1569–1580. [Google Scholar] [CrossRef]
- Mills, N.J.; Gilchrist, A. The effectiveness of foams in bicycle and motorcycle helmets. Accid. Anal. Prev. 1991, 23, 153–163. [Google Scholar] [CrossRef]
- Gao, D.; Wampler, C.W. Head injury criterion. IEEE Robot. Autom. Mag. 2009, 16, 71–74. [Google Scholar] [CrossRef]
- Abo Sabah, S.H.; Kueh, A.B.H.; Al-Fasih, M.Y. Bio-inspired vs. conventional sandwich beams: A low-velocity repeated impact behavior exploration. Constr. Build. Mater. 2018, 169, 193–204. [Google Scholar] [CrossRef]
- Abo Sabah, S.H.; Kueh, A.B.H.; Al-Fasih, M.Y. Comparative low-velocity impact behavior of bio-inspired and conventional sandwich composite beams. Compos. Sci. Technol. 2017, 149, 64–74. [Google Scholar] [CrossRef]
- Joseph, S.; Kenny, J.M.; Puglia, D.; Thomas, S.; Joseph, K. Oil palm microcomposites: Processing and mechanical behavior. Polym. Eng. Sci. 2010, 50, 1853–1863. [Google Scholar] [CrossRef]
- Karina, M.; Onggo, H.; Abdullah, A.D.; Syampurwadi, A. Effect of oil palm empty fruit bunch fiber on the physical and mechanical properties of fiber glass reinforced polyester resin. J. Biol. Sci. 2008, 8, 101–106. [Google Scholar]
- Rao, K.M.M.; Rao, K.M. Extraction and tensile properties of natural fibers: Vakka, date and bamboo. Compos. Struct. 2007, 77, 288–295. [Google Scholar] [CrossRef]
- Sreekala, M.S.; George, J.; Kumaran, M.G.; Thomas, S. The mechanical performance of hybrid phenol-formaldehyde-based composites reinforced with glass and oil palm fibres. Compos. Sci. Technol. 2002, 62, 339–353. [Google Scholar] [CrossRef]
- Yusoff, M.Z.M.; Salit, M.S.; Ismail, N.; Wirawan, R. Mechanical properties of short random oil palm fibre reinforced epoxy composites. Sains. Malays. 2010, 39, 87–92. [Google Scholar]
- Virk, A.S.; Hall, W.; Summerscales, J. Failure strain as the key design criterion for fracture of natural fibre composites. Compos. Sci. Technol. 2010, 70, 995–999. [Google Scholar] [CrossRef]
- Onuegbu, G.C.; Igwe, I.O. The effects of filler contents and particle sizes on the mechanical and end-use properties of snail shell powder filled polypropylene. Mater. Sci. Appl. 2011, 2, 811–817. [Google Scholar] [CrossRef]
- Mallik, A.; Barik, A.K.; Pal, B. Comparative studies on physico-mechanical properties of composite materials of low density polyethylene and raw/calcined kaolin. J. Asian Ceram. Soc. 2015, 3, 212–216. [Google Scholar] [CrossRef]
- Ruksakulpiwat, Y.; Sridee, J.; Suppakarn, N.; Sutapun, W. Improvement of impact property of natural fiber–polypropylene composite by using natural rubber and EPDM rubber. Compos. Part. B Eng. 2009, 40, 619–622. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Helmet | Filler (%) | Type of ABS | Coupling Agent (%) | Additive (%) |
|---|---|---|---|---|
| SN1 | 15 | Recycle | 2 | 1 |
| SN2 | 15 | Virgin | 2 | 1 |
| SN3 | 20 | Recycle | 2 | 1 |
| Type of Oil Palm Fiber | Density (g/cm3) | Country | Reference |
|---|---|---|---|
| Short fibers | 0.7 to 1.55 | India | Sreekala et al. [31] |
| Short fibers | 1.03 | India | Rao and Rao [30] |
| Short fibers | 1.4 | India | Joseph et al. [28] |
| Short fibers | 1.03 | India | Rao and Rao [30] |
| Short fibers | 1.15 | Malaysia | Yusoff et al. [32] |
| Short fibers | 1.15 | Indonesia | Karina et al. [29] |
| Short fibers | 1.35 | Indonesia | Present work |
| Code | Temperature (°C) | Clash Position | Anvil Type | Impact (G) |
|---|---|---|---|---|
| SN1 | −20 | Backside | Flat-1 | 121.7 |
| Flat-2 | 103.6 | |||
| Topside | Hemispherical | 81.3 | ||
| 50 | Backside | Flat-1 | 137.9 | |
| Flat-2 | 113.2 | |||
| Topside | Hemispherical | 127.4 | ||
| SN2 | −20 | Backside | Flat-1 | 151.7 |
| Flat-2 | 133.6 | |||
| Topside | Hemispherical | 86.1 | ||
| 50 | Backside | Flat-1 | 130.3 | |
| Flat-2 | 122.2 | |||
| Topside | Hemispherical | 101.7 | ||
| SN3 | −20 | Backside | Flat-1 | 317.1 |
| Flat-2 | 357.2 | |||
| Topside | Hemispherical | 310.2 | ||
| 50 | Backside | Flat-1 | 240.5 | |
| Flat-2 | 270.5 | |||
| Topside | Hemispherical | 230.1 |
| Code | Temperature (°C) | Clash Position | Anvil Type | Yield Stress (MPa) | Frequency (Hz) |
|---|---|---|---|---|---|
| SN1 | −20 | Backside | Flat-1 | 1.17 | 54.99 |
| Flat-2 | 0.99 | 50.74 | |||
| Topside | Hemispherical | 25.94 | 44.95 | ||
| 50 | Backside | Flat-1 | 1.32 | 58.54 | |
| Flat-2 | 1.08 | 53.04 | |||
| Topside | Hemispherical | 40.65 | 56.26 | ||
| SN2 | −20 | Backside | Flat-1 | 1.45 | 61.4 |
| Flat-2 | 1.28 | 57.62 | |||
| Topside | Hemispherical | 27.48 | 46.25 | ||
| 50 | Backside | Flat-1 | 1.25 | 56.9 | |
| Flat-2 | 1.17 | 55.1 | |||
| Topside | Hemispherical | 32.45 | 50.27 | ||
| SN3 | −20 | Backside | Flat-1 | 3.04 | 88.77 |
| Flat-2 | 3.42 | 94.21 | |||
| Topside | Hemispherical | 98.99 | 87.80 | ||
| 50 | Backside | Flat-1 | 2.30 | 77.31 | |
| Flat-2 | 2.59 | 81.99 | |||
| Topside | Hemispherical | 73.43 | 75.62 |
| HIC Score | Moderate Injury (%) | Moderate Injury (%) | Critical Injury (%) | Fatal (%) |
|---|---|---|---|---|
| 0 | 0 | 0 | 0 | 0 |
| 250 | 40 | 20 | 0 | 0 |
| 500 | 80 | 40 | 2 | 0 |
| 750 | 95 | 70 | 4 | 0 |
| 1000 | 98 | 90 | 8 | 2 |
| 1250 | 100 | 95 | 10 | 2 |
| 1500 | 100 | 98 | 20 | 4 |
| 1750 | 100 | 100 | 45 | 10 |
| 2000 | 100 | 100 | 70 | 30 |
| 2250 | 100 | 100 | 90 | 70 |
| 2500 | 100 | 100 | 95 | 90 |
| 2750 | 100 | 100 | 98 | 95 |
| 3000 | 100 | 100 | 100 | 100 |
| Code | Temperature (°C) | Clash Position | Anvil Type | HIC |
|---|---|---|---|---|
| SN1 | −20 | Backside | Flat-1 | 760 |
| Flat-2 | 398 | |||
| Topside | Hemispherical | 335 | ||
| 50 | Backside | Flat-1 | 799 | |
| Flat-2 | 433 | |||
| Topside | Hemispherical | 453 | ||
| SN2 | −20 | Backside | Flat-1 | 1141 |
| Flat-2 | 662 | |||
| Topside | Hemispherical | 334 | ||
| 50 | Backside | Flat-1 | 980 | |
| Flat-2 | 587 | |||
| Topside | Hemispherical | 411 | ||
| SN3 | −20 | Backside | Flat-1 | 904 |
| Flat-2 | 858 | |||
| Topside | Hemispherical | 694 | ||
| 50 | Backside | Flat-1 | 591 | |
| Flat-2 | 595 | |||
| Topside | Hemispherical | 603 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nikmatin, S.; Hermawan, B.; Irmansyah, I.; Indro, M.N.; Kueh, A.B.H.; Syafiuddin, A. Evaluation of the Performance of Helmet Prototypes Fabricated from Acrylonitrile Butadiene Styrene Composites Filled with Natural Resource. Materials 2019, 12, 34. https://doi.org/10.3390/ma12010034
Nikmatin S, Hermawan B, Irmansyah I, Indro MN, Kueh ABH, Syafiuddin A. Evaluation of the Performance of Helmet Prototypes Fabricated from Acrylonitrile Butadiene Styrene Composites Filled with Natural Resource. Materials. 2019; 12(1):34. https://doi.org/10.3390/ma12010034
Chicago/Turabian StyleNikmatin, Siti, Bambang Hermawan, Irmansyah Irmansyah, Mohammad Nur Indro, Ahmad Beng Hong Kueh, and Achmad Syafiuddin. 2019. "Evaluation of the Performance of Helmet Prototypes Fabricated from Acrylonitrile Butadiene Styrene Composites Filled with Natural Resource" Materials 12, no. 1: 34. https://doi.org/10.3390/ma12010034
APA StyleNikmatin, S., Hermawan, B., Irmansyah, I., Indro, M. N., Kueh, A. B. H., & Syafiuddin, A. (2019). Evaluation of the Performance of Helmet Prototypes Fabricated from Acrylonitrile Butadiene Styrene Composites Filled with Natural Resource. Materials, 12(1), 34. https://doi.org/10.3390/ma12010034