Comparing the Through-Thickness Gradient of the Deformed and Recrystallized Microstructure in Tantalum with Unidirectional and Clock Rolling


Abstract
1. Introduction
2. Materials and Methods
3. Results
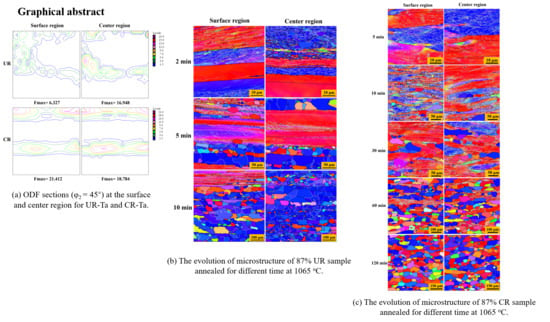
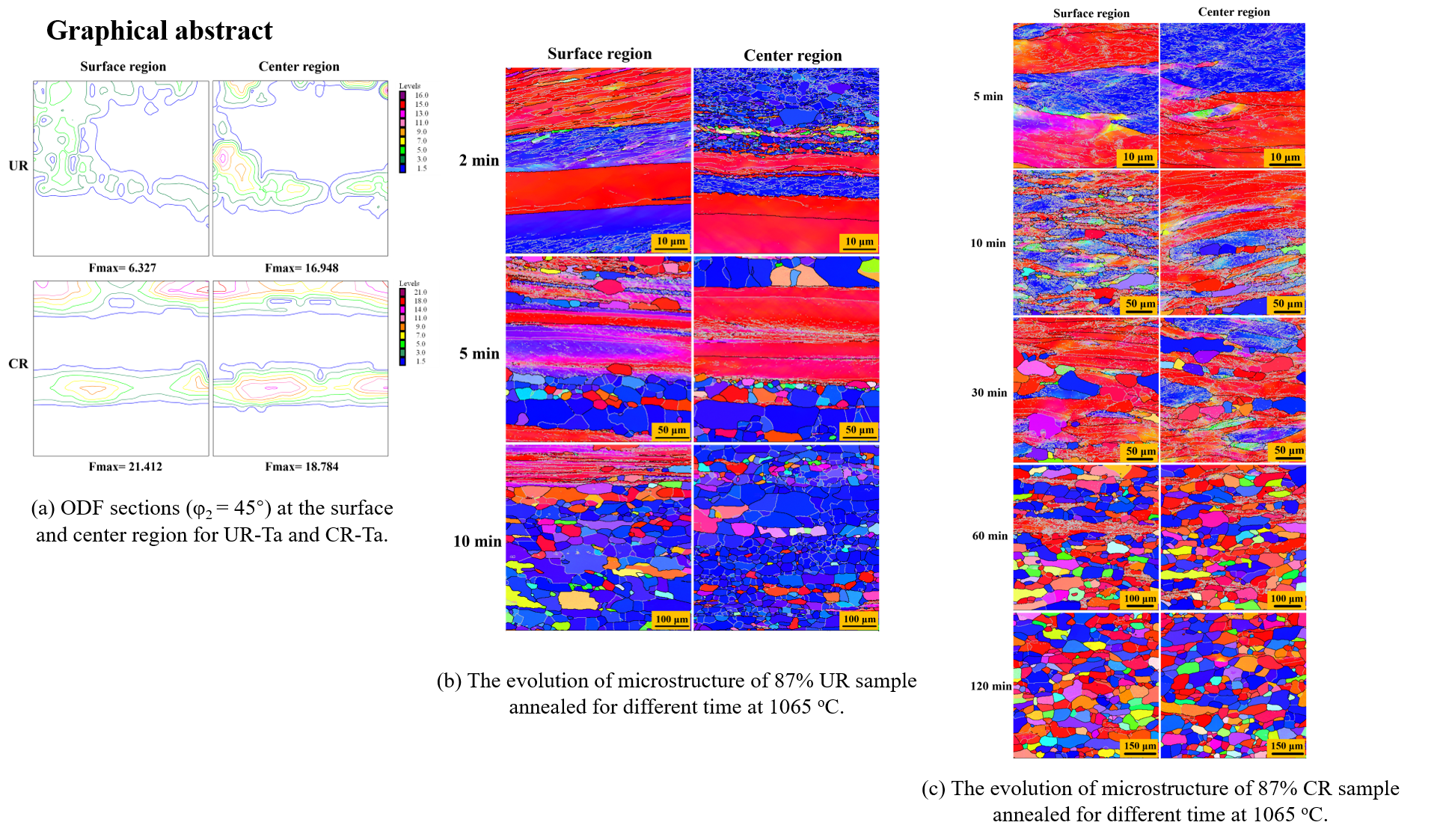
3.1. Rolling Texture
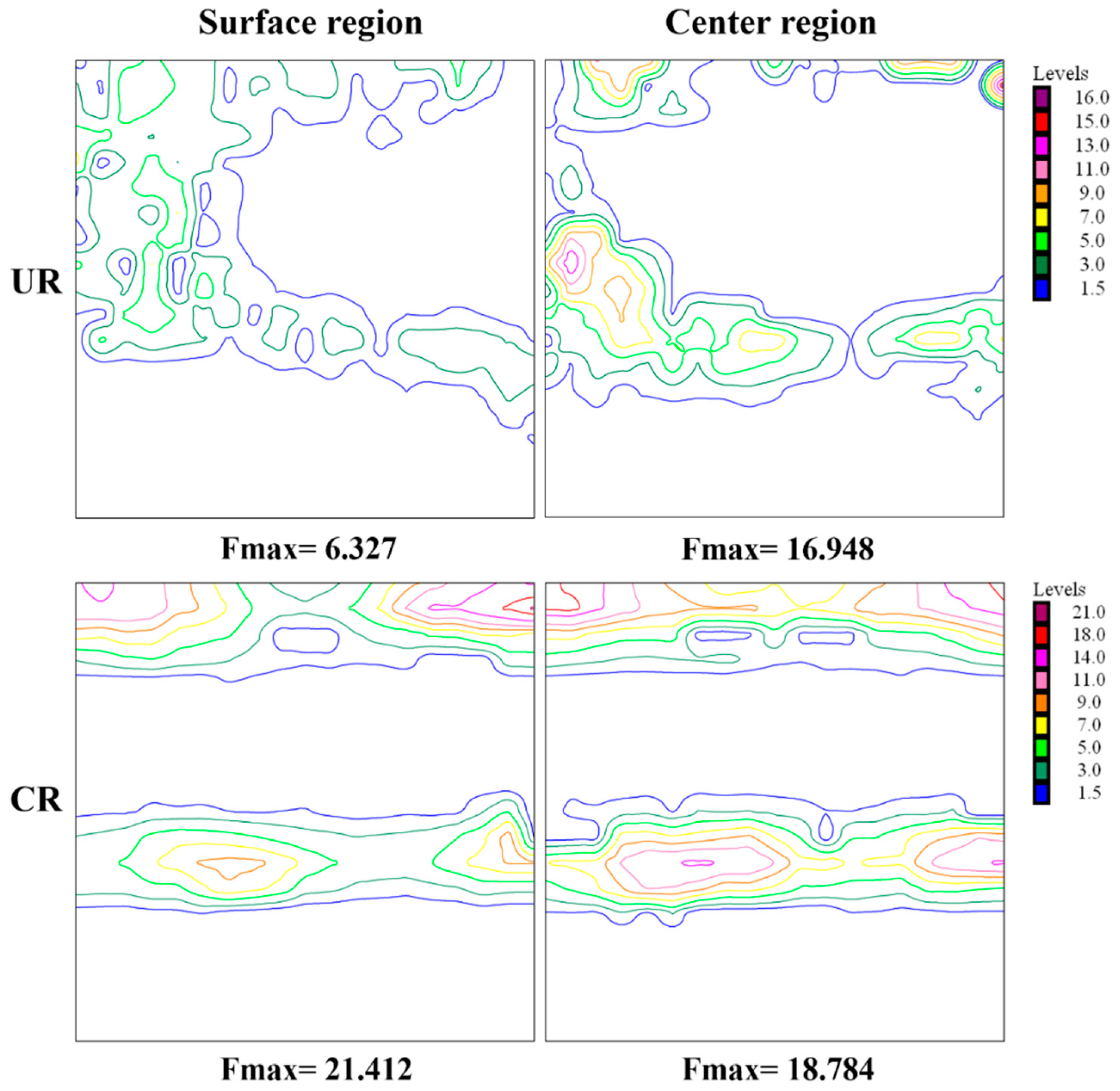
3.2. Bulk Stored Energy
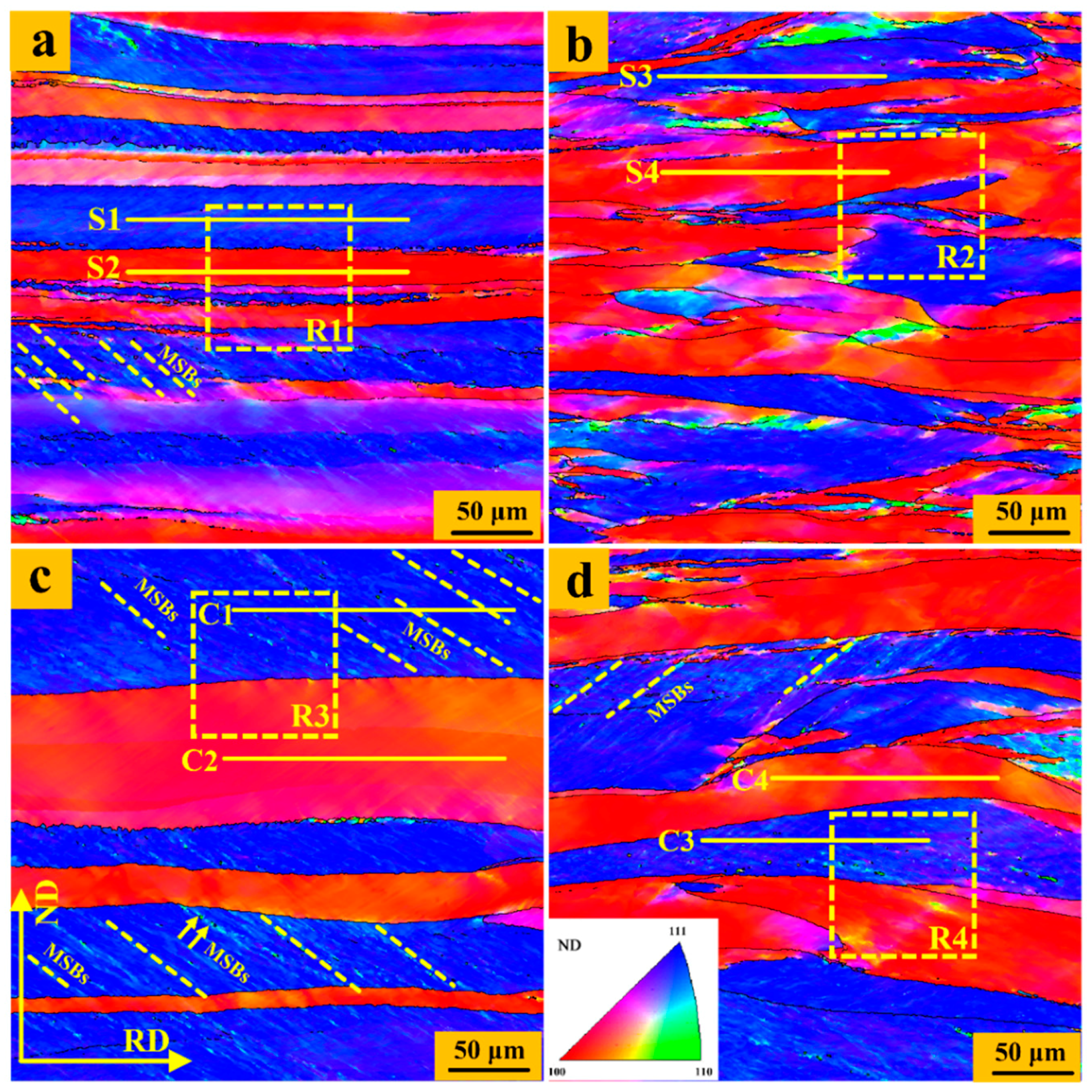
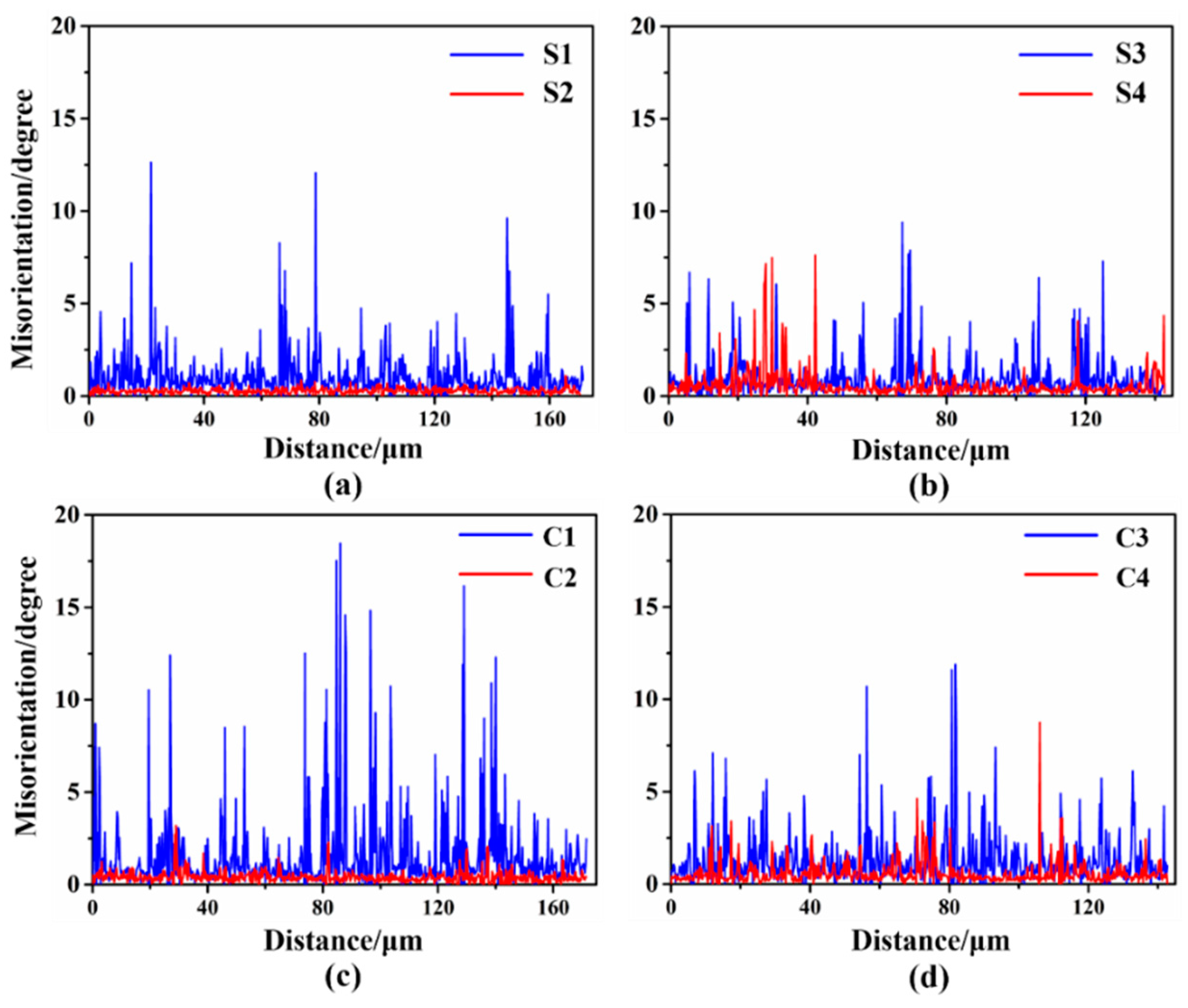
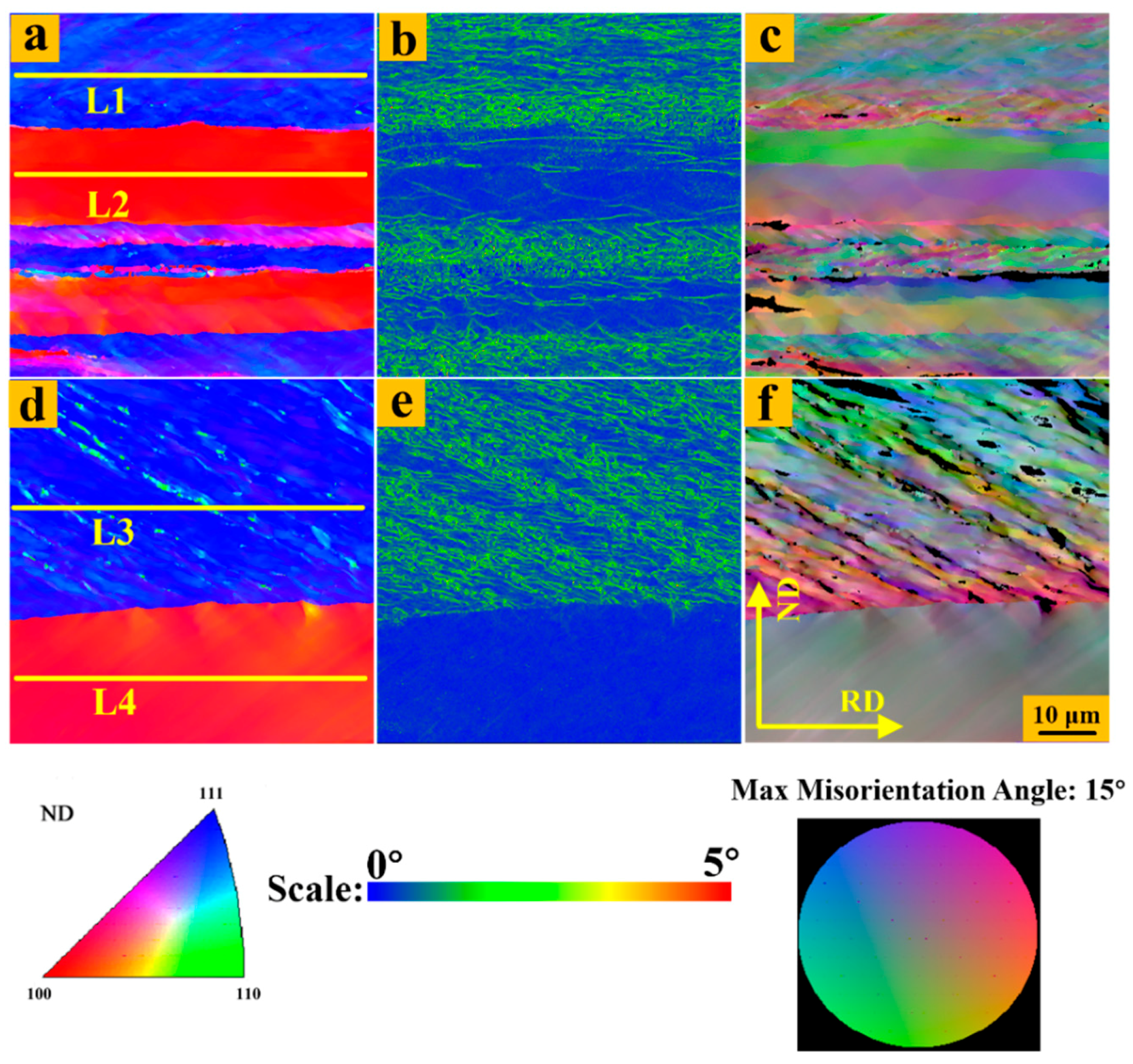
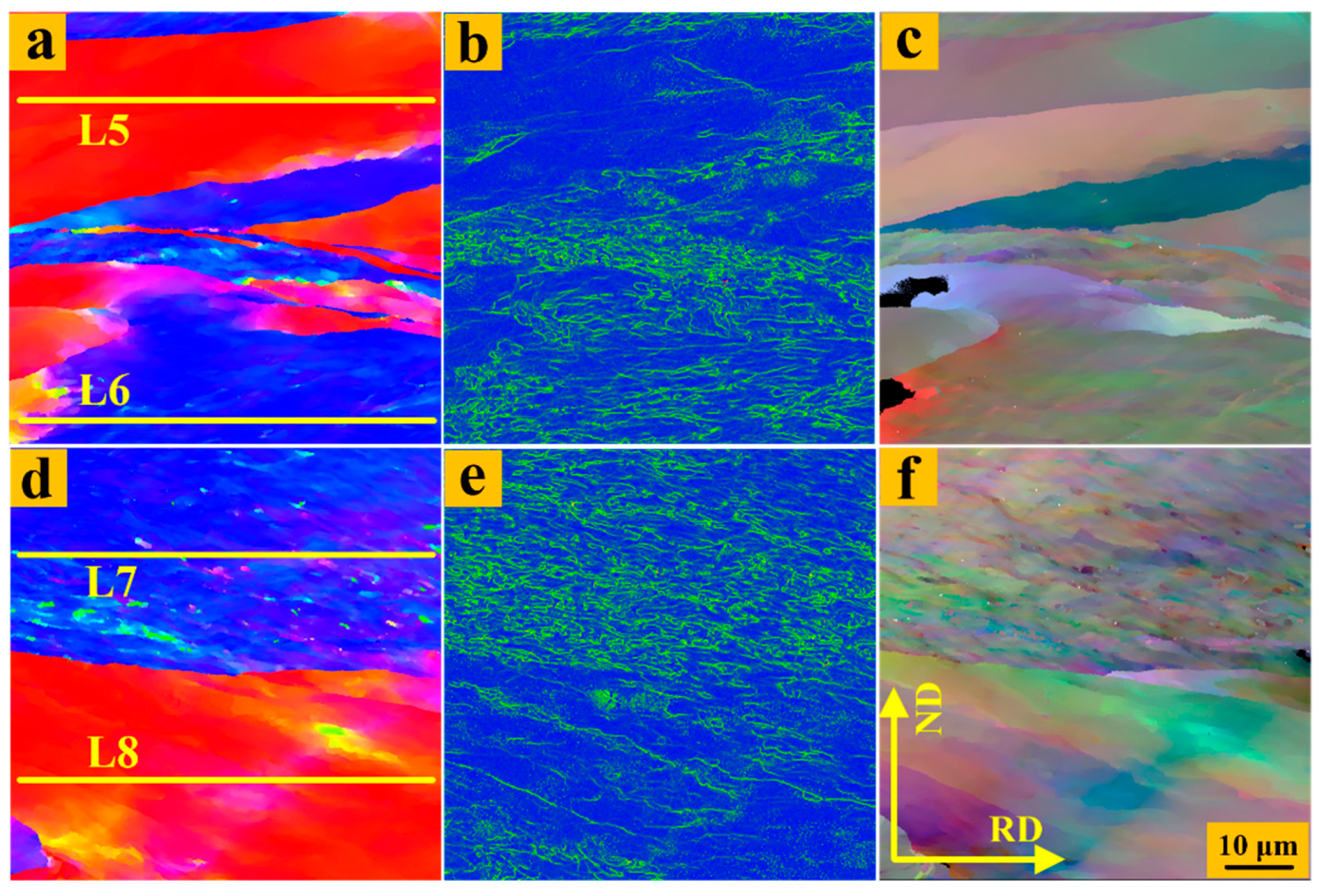
3.3. Deformed Microstructure
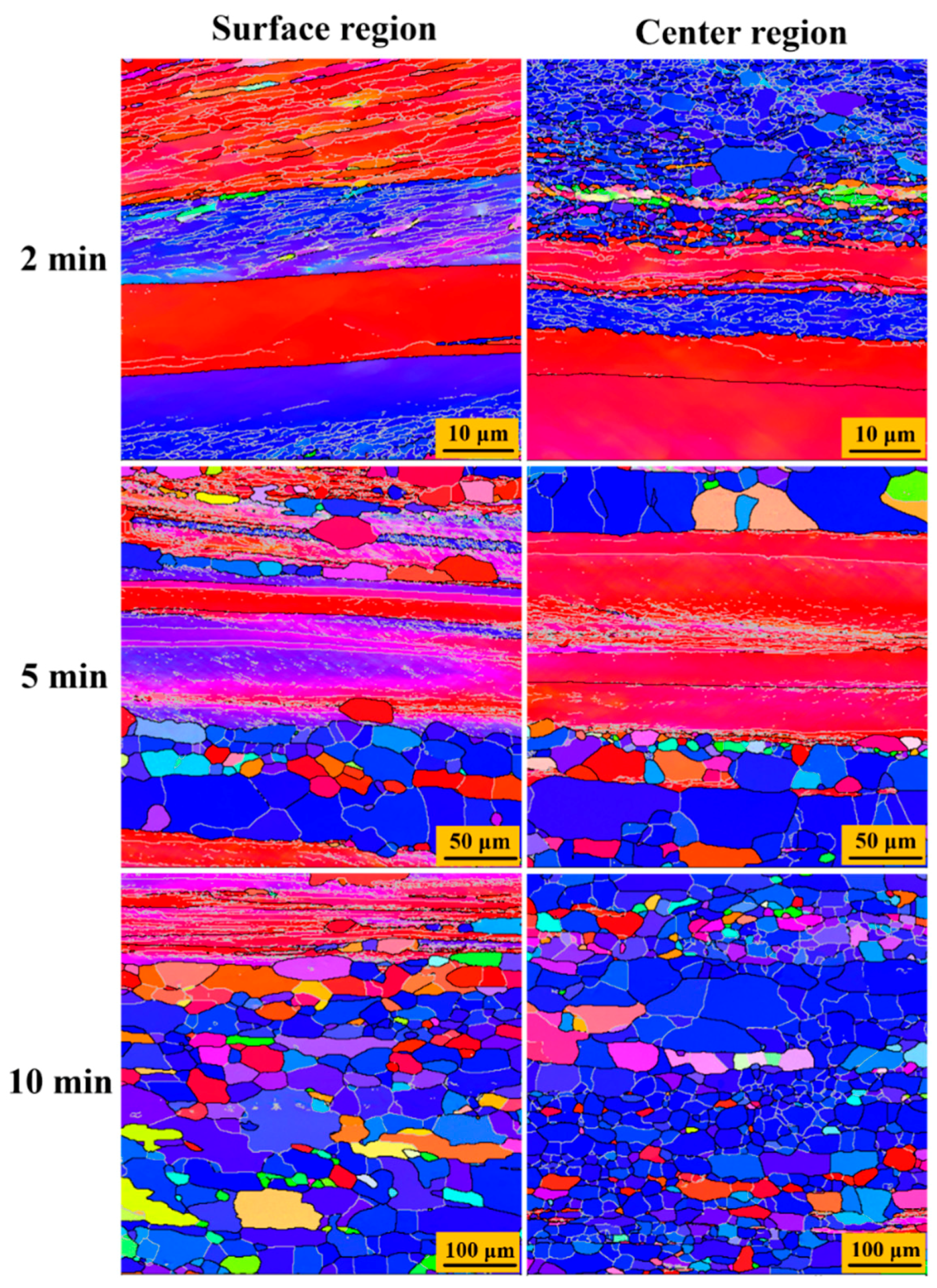
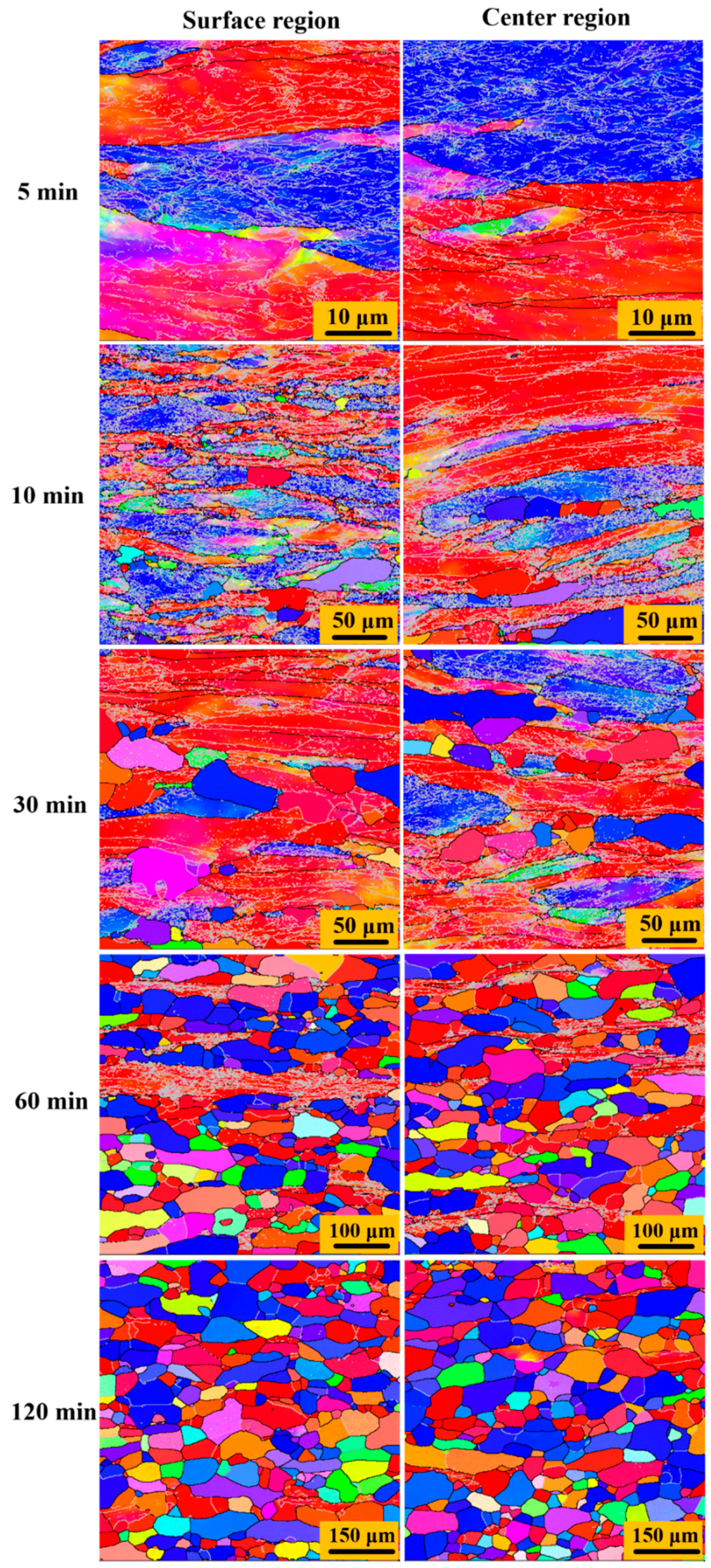
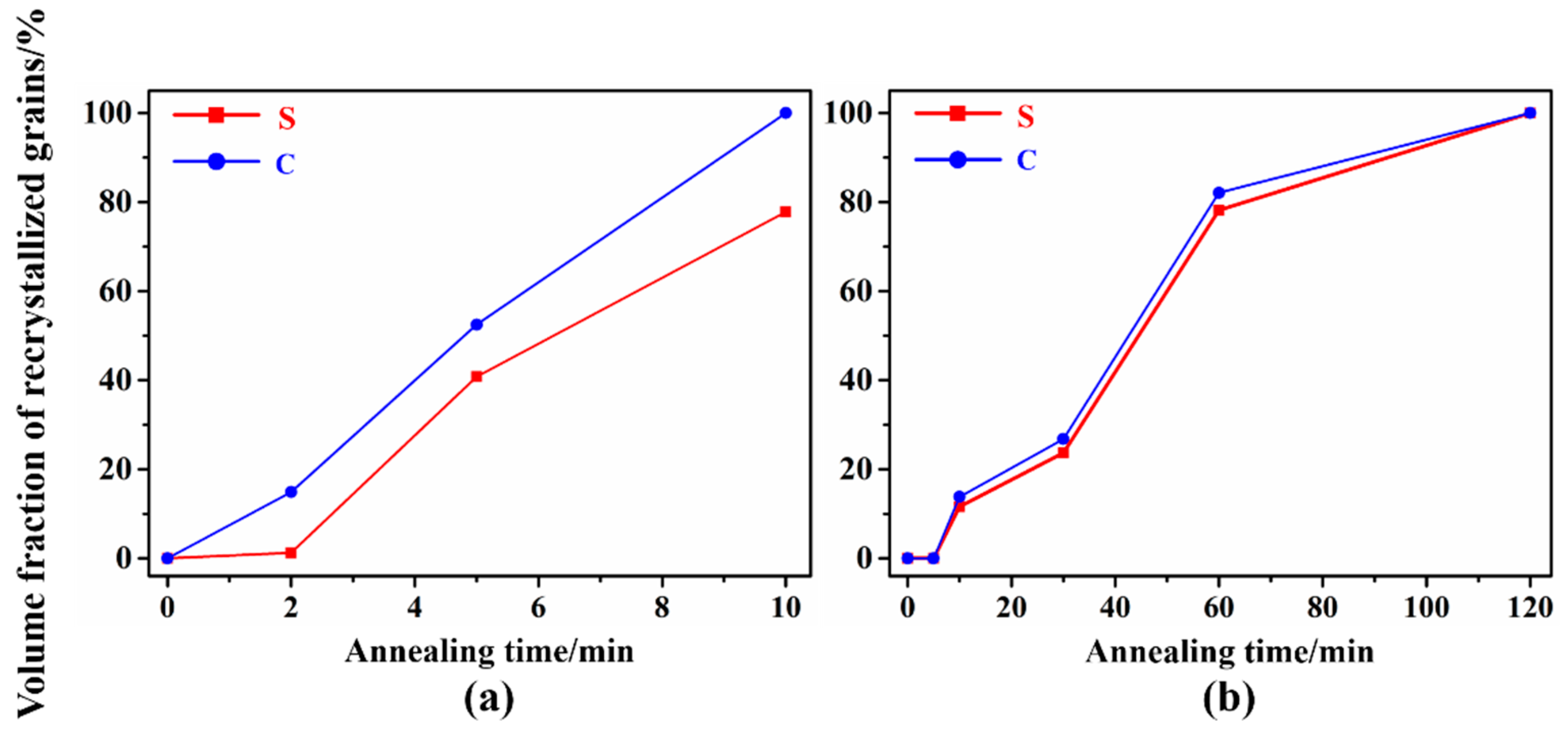
3.4. Microstructure Evolution during Annealing
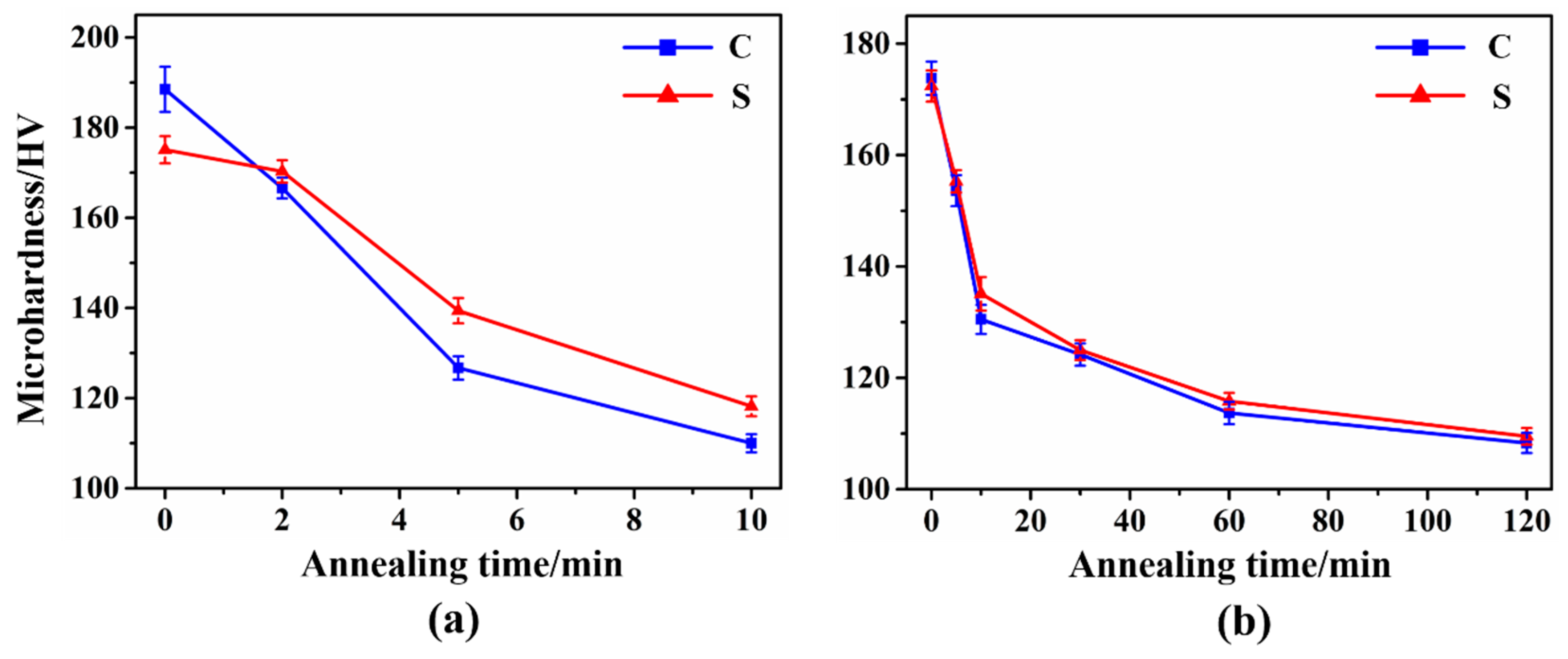
3.5. Microhardness
4. Discussion
4.1. Orientation-Dependent Grain Subdivision
4.2. Through-Thickness Stored-Energy Distribution
4.3. Through-Thickness Annealing Behavior of Ta Sheets with Different Rolling Methods
5. Conclusions
- More homogeneous γ and θ fibers along the thickness direction can be formed by clock rolling.
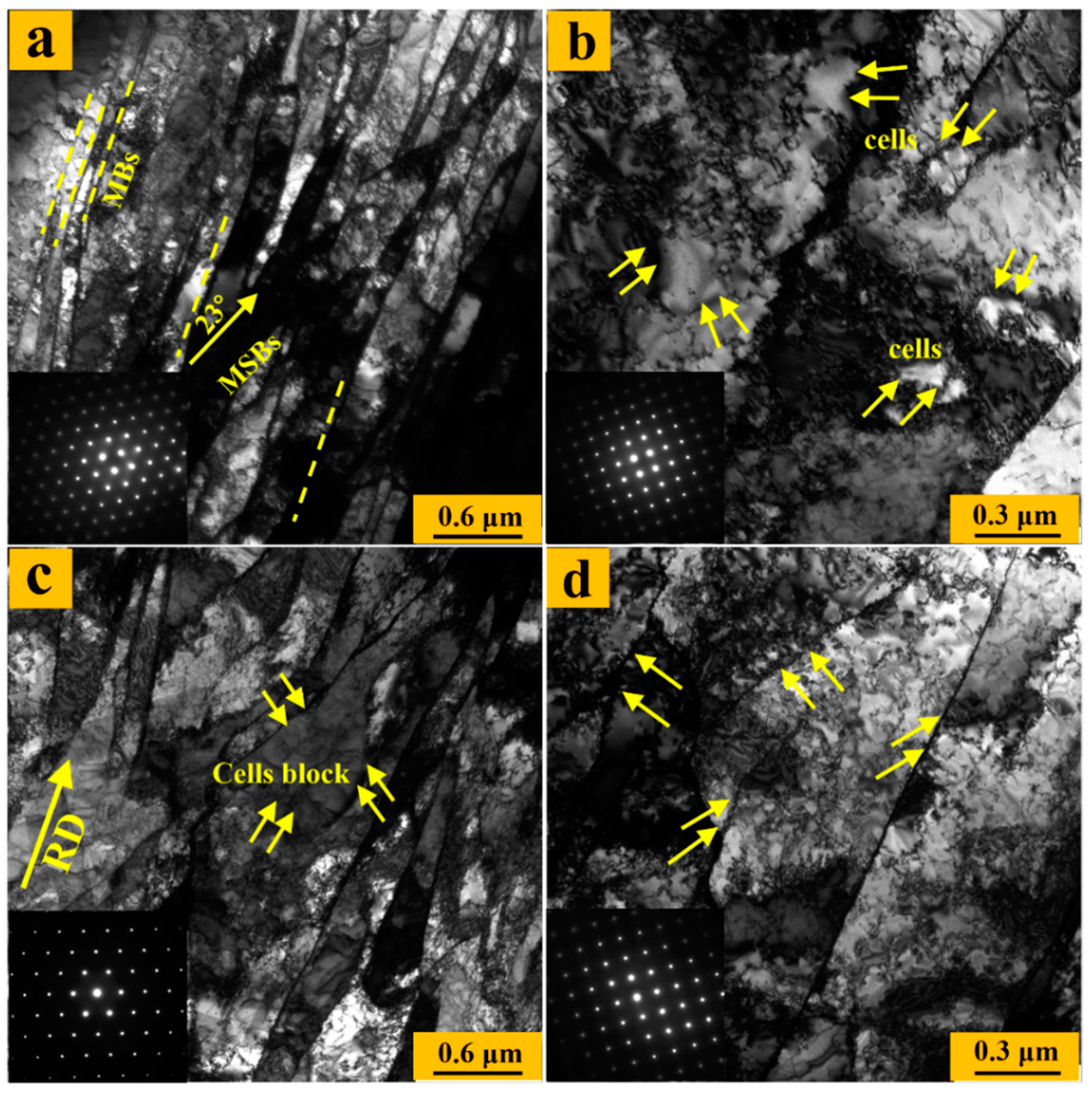
- Many microshear bands and well-defined microbands occurred in the UR sheets, especially in the center region, while fragmentation within the {111} and {100} matrices in the CR sheets was more uniform along the thickness.
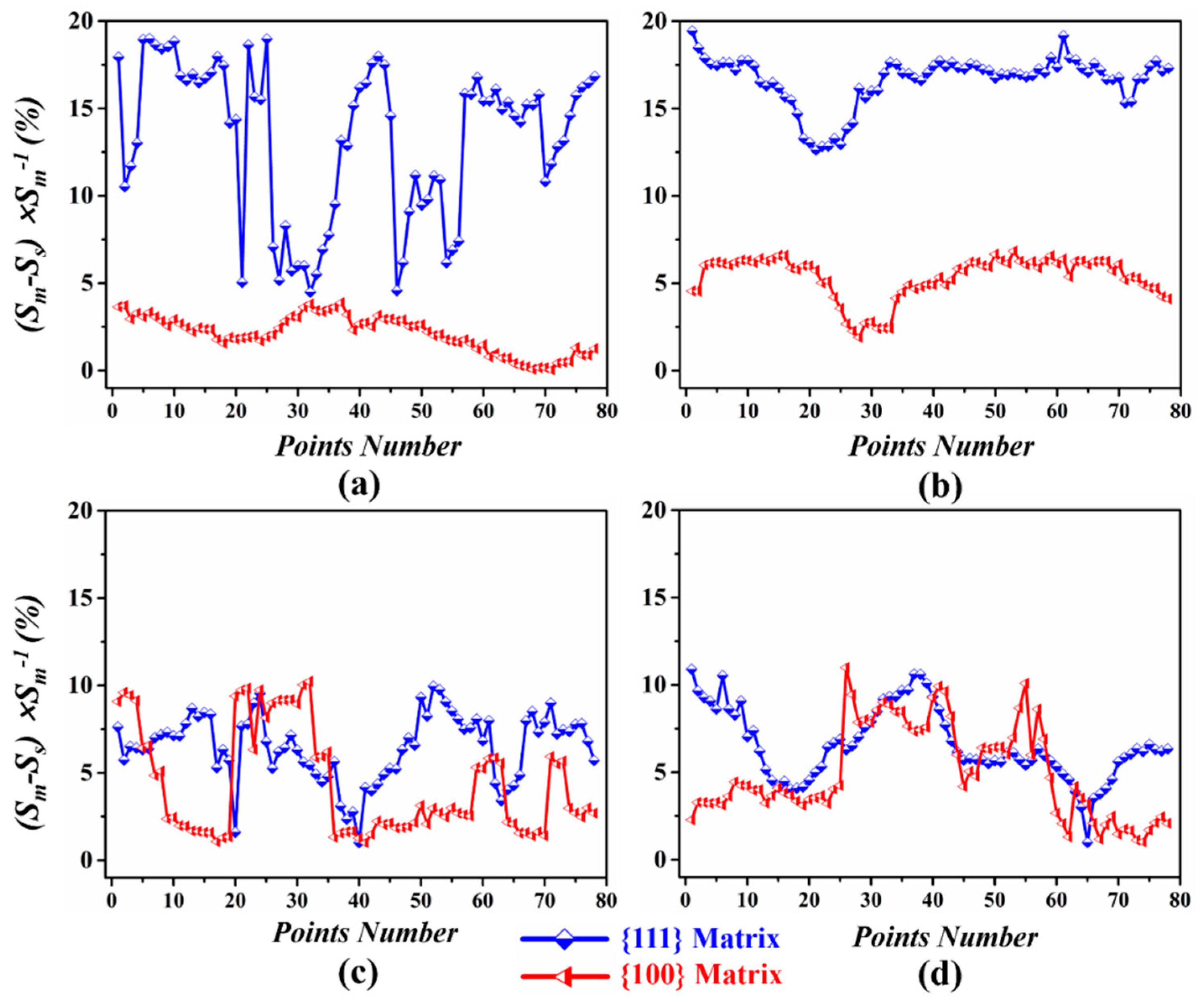
- Both TEM and SFDR analysis show that there is more probability of activing the primary slip system of the matrix with the {111} orientation than with the {100} system, particularly in the center region, during the UR process. Deformation was relatively even, and multiple slip systems tended to be activated for the CR-Ta.
- The stored energy gap between the {111} and {100} matrices is greatly narrowed by the CR process, and the stored energy distributes more uniformly along the thickness.
- For the UR-Ta, the recrystallization was easier and faster in the center region than that of the surface region due to high stored energy, as the driving force, and preferential nucleation sites. The more homogeneous nucleating combined with a slower rate of grain growth resulted in finer grain size and smaller microstructure gradient for the annealed CR-Ta along the thickness.
Author Contributions
Funding
Conflicts of Interest
References
- Wickersham, C.E.; Levit, V.; Alexander, P.T. Tantalum Sputtering Target and Method of Fabrication. U.S. Patent 7998287B2, 16 August 2011. [Google Scholar]
- Michaluk, C.A. Correlating discrete orientation and grain size to the sputter deposition properties of tantalum. J. Electron. Mater. 2002, 31, 2–9. [Google Scholar] [CrossRef]
- Wickersham, C.E. Crystallographic target effects in magnetron sputtering. J. Vac. Sci. Technol. A 1987, 5, 1755–1758. [Google Scholar] [CrossRef]
- Dunlop, J.A.; Yuan, J.; Kardokus, J.K.; Emigh, R.A. Sputtering Target with Ultra-Fine Oriented Grains and Method of Making Same. U.S. Patent 5590389A, 31 December 1996. [Google Scholar]
- Truszkowski, W.; Kr’Ol, J.; Major, B. Inhomogeneity of rolling texture in fcc metals. Metall. Trans. A 1980, 11, 749–758. [Google Scholar] [CrossRef]
- Mishin, O.V.; Bay, B.; Jensen, D.J. Through-thickness texture gradients in cold-rolled aluminum. Metall. Mater. Trans. 2000, 31, 1653–1662. [Google Scholar] [CrossRef]
- Huh, M.Y.; Kim, H.C.; Park, J.J.; Engler, O. Evolution of through-thickness texture gradients in various steel sheets. Met. Mater. 1999, 5, 437–443. [Google Scholar] [CrossRef]
- Deng, C.; Liu, S.F.; Hao, X.B.; Ji, J.L.; Liu, Q.; Fan, H.Y. Through-thickness texture gradient of tantalum sputtering target. Rare Met. 2017, 36, 523–526. [Google Scholar] [CrossRef]
- Mishin, O.V.; Godfrey, A.; Juul Jensen, D.; Hansen, N. Recovery and recrystallization in commercial purity aluminum cold rolled to an ultrahigh strain. Acta Mater. 2013, 61, 5354–5364. [Google Scholar] [CrossRef]
- Engler, O.; Tomé, C.N.; Huh, M.Y. A study of through-thickness texture gradients in rolled sheets. Metall. Mater. Trans. 2000, 31, 2299–2315. [Google Scholar] [CrossRef]
- Lee, C.S.; Duggan, B.J. A simple theory for the development of inhomogeneous rolling textures. Metall. Trans. A 1991, 22, 2637–2643. [Google Scholar] [CrossRef]
- Kim, K.H.; Lee, D.N. Analysis of deformation textures of asymmetrically rolled aluminum sheets. Acta Mater. 2001, 49, 2583–2595. [Google Scholar] [CrossRef]
- Clark, J.B.; Garrett, R.K.; Jungling, T.L.; Vandermeer, R.A.; Vold, C.L. Effect of processing variables on texture and texture gradients in tantalum. Metall. Trans. A 1991, 22, 2039–2048. [Google Scholar] [CrossRef]
- Mishin, O.V.; Bay, B.; Winther, G.; Juul Jensen, D. The effect of roll gap geometry on microstructure in cold-rolled aluminum. Acta Mater. 2004, 52, 5761–5770. [Google Scholar] [CrossRef]
- Liu, S.F.; Fan, H.Y.; Deng, C.; Hao, X.B.; Guo, Y.; Liu, Q. Through-thickness texture in clock-rolled tantalum plate. Int. J. Refract. Met. Hard Mater. 2015, 48, 194–200. [Google Scholar] [CrossRef]
- Oertel, C.G.; Hünsche, I.; Skrotzki, W.; Lorich, A.; Knabl, W.; Resch, J.; Trenkwalder, T. Influence of cross rolling and heat treatment on texture and forming properties of molybdenum sheets. Int. J. Refract. Met. Hard Mater. 2010, 28, 722–727. [Google Scholar] [CrossRef]
- Hamad, K.; Ko, Y.G. Effect of roll speed ratio on microstructure evolution and mechanical properties of 0.18 wt% carbon steel deformed by differential speed rolling. Mater. Lett. 2015, 160, 213–217. [Google Scholar] [CrossRef]
- Kim, D.G.; Son, H.T.; Kim, D.W.; Kim, Y.H.; Lee, K.M. The effect of texture and strain conditions on formability of cross-roll rolled AZ31 alloy. J. Alloys Compd. 2011, 509, 9413–9418. [Google Scholar] [CrossRef]
- Fan, H.Y.; Liu, S.F.; Li, L.J.; Deng, C.; Liu, Q. Largely alleviating the orientation dependence by sequentially changing strain paths. Mater. Des. 2016, 97, 464–472. [Google Scholar] [CrossRef]
- Deng, C.; Liu, S.F.; Ji, J.L.; Hao, X.B.; Zhang, Z.Q.; Liu, Q. Texture evolution of high purity tantalum under different rolling paths. J. Mater. Process. Technol. 2014, 214, 462–469. [Google Scholar] [CrossRef]
- Liu, Y.H.; Liu, S.F.; Deng, C.; Fan, H.Y.; Yuan, X.L.; Liu, Q. Inhomogeneous deformation of {111} grain in cold rolled tantalum. J. Mater. Sci. Technol. 2018, 34, 2178–2182. [Google Scholar] [CrossRef]
- Pawlik, K. Determination of the orientation distribution function from pole figures in arbitrarily defined cells. Phys. Status Solidi B 1986, 134, 477–483. [Google Scholar] [CrossRef]
- Borbély, A.; Driver, J.H.; Ungár, T. An X-ray method for the determination of stored energies in texture components of deformed metals; application to cold worked ultra high purity iron. Acta Mater. 2000, 48, 2005–2016. [Google Scholar] [CrossRef]
- Rajmohan, N.; Hayakawa, Y.; Szpunar, J.A.; Root, J.H. Neutron diffraction method for stored energy measurement in interstitial free steel. Acta Mater. 1997, 45, 2485–2494. [Google Scholar] [CrossRef]
- Dey, S.; Gayathri, N.; Bhattacharya, M.; Mukherjee, P. In Situ XRD Studies of the Process Dynamics During Annealing in Cold-Rolled Copper. Metall. Mater. Trans. A 2016, 47, 6281–6291. [Google Scholar] [CrossRef]
- Ruestes, C.J.; Stukowski, A.; Tang, Y.; Tramontina, D.R.; Erhart, P.; Remington, B.A.; Urbassek, H.M.; Meyers, M.A.; Bringa, E.M. Atomistic simulation of tantalum nanoindentation: Effects of indenter diameter, penetration velocity, and interatomic potentials on defect mechanisms and evolution. Mater. Sci. Eng. A 2014, 613, 390–403. [Google Scholar] [CrossRef]
- Ikehata, H.; Nagasako, N.; Kuramoto, S.; Saito, T. Designing New Structural Materials Using Density Functional Theory: The Example of Gum MetalTM. MRS Bull. 2011, 31, 688–692. [Google Scholar] [CrossRef]
- Raabe, D. Simulation of rolling textures of b.c.c. metals considering grain interactions and crystallographic slip on {110}, {112} and {123} planes. Mater. Sci. Eng. A 1995, 197, 31–37. [Google Scholar] [CrossRef]
- Huh, M.Y.; Engler, O.; Raabe, D. On the Influence of Cross-Rolling on Shear Band Formation and Texture Evolution in Low Carbon Steel Sheets. Textures Stress Microstruct. 1995, 24, 225–237. [Google Scholar] [CrossRef]
- Won, J.W.; Kim, D.; Hong, S.G.; Lee, C.S. Anisotropy in twinning characteristics and texture evolution of rolling textured high purity alpha phase titanium. J. Alloys Compd. 2016, 683, 92–99. [Google Scholar] [CrossRef]
- Singh, J.; Mahesh, S.; Roy, S.; Kumar, G.; Srivastava, D.; Dey, G.K.; Saibaba, N.; Samajdar, l. Temperature dependence of work hardening in sparsely twinning zirconium. Acta Mater. 2017, 123, 337–349. [Google Scholar] [CrossRef]
- Liu, Y.H.; Liu, S.F.; Zhu, J.L.; Fan, H.Y.; Deng, C.; Cao, L.F.; Wu, X.D.; Liu, Q. Strain accommodation of <100>-normal direction-oriented grains in micro-shear bands of high-purity tantalum. J. Mater. Sci. 2018, 53, 12543–12552. [Google Scholar] [CrossRef]
- Liu, Y.H.; Liu, S.F.; Zhu, J.L.; Deng, C.; Fan, H.Y.; Cao, L.F.; Liu, Q. Strain path dependence of microstructure and annealing behavior in high purity tantalum. Mater. Sci. Eng. A 2017, 707, 518–530. [Google Scholar] [CrossRef]
- Bocos, J.L.; Novillo, E.; Petite, M.M.; Iza-Mendia, A.; Gutierrez, I. Aspects of orientation-dependent grain growth in extra-low carbon and interstitial-free steels during continuous annealing. Metall. Mater. Trans. 2003, 34, 827–839. [Google Scholar] [CrossRef]
- Haouaoui, M.; Hartwig, K.T.; Payzant, E.A. Effect of strain path on texture and annealing microstructure development in bulk pure copper processed by simple shear. Acta Mater. 2005, 53, 801–810. [Google Scholar] [CrossRef]
- Luo, J.R.; Godfrey, A.; Liu, W.; Liu, Q. Twinning behavior of a strongly basal textured AZ31 Mg alloy during warm rolling. Acta Mater. 2012, 60, 1986–1998. [Google Scholar] [CrossRef]
- Sakharova, N.A.; Fernandes, J.V. Strain path change effect on dislocation microstructure of multicrystalline copper sheets. Mater. Chem. Phys. 2006, 98, 44–50. [Google Scholar] [CrossRef]
- Vandermeer, R.A.; Snyder, W.B. Recovery and recrystallization in rolled tantalum single crystals. Metall. Trans. A 1979, 10, 1031–1044. [Google Scholar] [CrossRef]
- Mishra, S.; Kulkarni, K.; Gurao, N.P. Effect of crystallographic texture on precipitation induced anisotropy in an aluminium magnesium silicon alloy. Mater. Des. 2015, 87, 507–519. [Google Scholar] [CrossRef]
- Hines, J.A.; Vecchio, K.S. Recrystallization kinetics within adiabatic shear bands. Acta Mater. 1997, 45, 635–649. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | N | H | O | Nb | Mo | W | Ti | Si | Fe | Ni | Ta |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 9 | 20 | 2 | 30 | 6.4 | 0.14 | 0.61 | <0.001 | <0.005 | <0.005 | <0.005 | Balance |
| Position | Diffraction Plane/hkl | Yhkl | νhkl | Br | Ba | SEhkl | SE222/SE200 | |
|---|---|---|---|---|---|---|---|---|
| UR | Surface | {200} | 145.517 | 0.316 | 0.179 | 0.100 | 3.63 | 2.36 |
| {222} | 387.931 | 0.362 | 0.398 | 0.140 | 8.57 | |||
| Center | {200} | 145.517 | 0.316 | 0.192 | 0.100 | 4.43 | 2.87 | |
| {222} | 387.931 | 0.362 | 0.475 | 0.140 | 12.73 | |||
| CR | Surface | {200} | 145.517 | 0.316 | 0.198 | 0.100 | 4.81 | 1.35 |
| {222} | 387.931 | 0.362 | 0.354 | 0.140 | 6.53 | |||
| Center | {200} | 145.517 | 0.316 | 0.202 | 0.100 | 5.08 | 1.34 | |
| {222} | 387.931 | 0.362 | 0.361 | 0.140 | 6.84 |
| Point | Euler (φ1, φ, φ2) | Maximum (SM) | Secondary (Ss) | (SM − SS) × SM−1 (%) | |||
|---|---|---|---|---|---|---|---|
| UR | S | {100} | P1 | 279.43 43.889 70.950 | 0.2708 | 0.2609 | 3.64 |
| P2 | 277.96 43.529 71.340 | 0.272 | 0.2452 | 3.71 | |||
| P3 | 277.97 43.408 71.219 | 0.2731 | 0.2650 | 2.95 | |||
| {111} | P1 | 217.00 41.124 82.023 | 0.4623 | 0.3794 | 17.93 | ||
| P2 | 15.579 44.569 7.0144 | 0.4563 | 0.4083 | 10.5 | |||
| P3 | 15.650 44.848 7.6743 | 0.4567 | 0.4033 | 11.69 | |||
| C | {100} | P1 | 76.152 7.2152 17.893 | 0.2642 | 0.2521 | 4.55 | |
| P2 | 116.82 16.695 64.727 | 0.2714 | 0.2591 | 4.53 | |||
| P3 | 115.14 17.019 68.883 | 0.2729 | 0.2564 | 6.03 | |||
| {111} | P1 | 26.542 45.999 15.271 | 0.4404 | 0.3548 | 19.43 | ||
| P2 | 24.906 43.064 17.406 | 0.4524 | 0.3688 | 18.47 | |||
| P3 | 25.559 37.626 12.854 | 0.4709 | 0.3867 | 17.87 | |||
| CR | S | {100} | P1 | 269.98 4.0447 88.326 | 0.4109 | 0.3735 | 9.08 |
| P2 | 218.23 2.3379 45.701 | 0.4323 | 0.3907 | 9.60 | |||
| P3 | 226.42 2.8161 37.808 | 0.431 | 0.3903 | 9.43 | |||
| {111} | P1 | 160.81 36.475 62.089 | 0.4526 | 0.4181 | 7.62 | ||
| P2 | 158.93 35.937 61.261 | 0.4448 | 0.4193 | 5.73 | |||
| P3 | 157.42 36.953 62.397 | 0.4437 | 0.4148 | 6.51 | |||
| C | {100} | P1 | 144.99 25.852 28.954 | 0.4126 | 0.4031 | 2.29 | |
| P2 | 139.21 23.775 31.780 | 0.4116 | 0.3980 | 3.28 | |||
| P3 | 137.89 23.296 33.902 | 0.4068 | 0.3934 | 3.27 | |||
| {111} | P1 | 354.46 35.820 56.002 | 0.4554 | 0.4228 | 10.47 | ||
| P2 | 354.42 35.617 54.992 | 0.4514 | 0.4085 | 9.50 | |||
| P3 | 353.94 35.341 55.239 | 0.4522 | 0.4104 | 9.24 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, J.; Liu, S.; Yuan, X.; Liu, Q. Comparing the Through-Thickness Gradient of the Deformed and Recrystallized Microstructure in Tantalum with Unidirectional and Clock Rolling. Materials 2019, 12, 169. https://doi.org/10.3390/ma12010169
Zhu J, Liu S, Yuan X, Liu Q. Comparing the Through-Thickness Gradient of the Deformed and Recrystallized Microstructure in Tantalum with Unidirectional and Clock Rolling. Materials. 2019; 12(1):169. https://doi.org/10.3390/ma12010169
Chicago/Turabian StyleZhu, Jialin, Shifeng Liu, Xiaoli Yuan, and Qing Liu. 2019. "Comparing the Through-Thickness Gradient of the Deformed and Recrystallized Microstructure in Tantalum with Unidirectional and Clock Rolling" Materials 12, no. 1: 169. https://doi.org/10.3390/ma12010169
APA StyleZhu, J., Liu, S., Yuan, X., & Liu, Q. (2019). Comparing the Through-Thickness Gradient of the Deformed and Recrystallized Microstructure in Tantalum with Unidirectional and Clock Rolling. Materials, 12(1), 169. https://doi.org/10.3390/ma12010169