In Situ Synthesis of Al-Based MMCs Reinforced with AlN by Mechanical Alloying under NH3 Gas





Abstract
:1. Introduction
2. Materials and Experimental Procedure
3. Results and Discussion
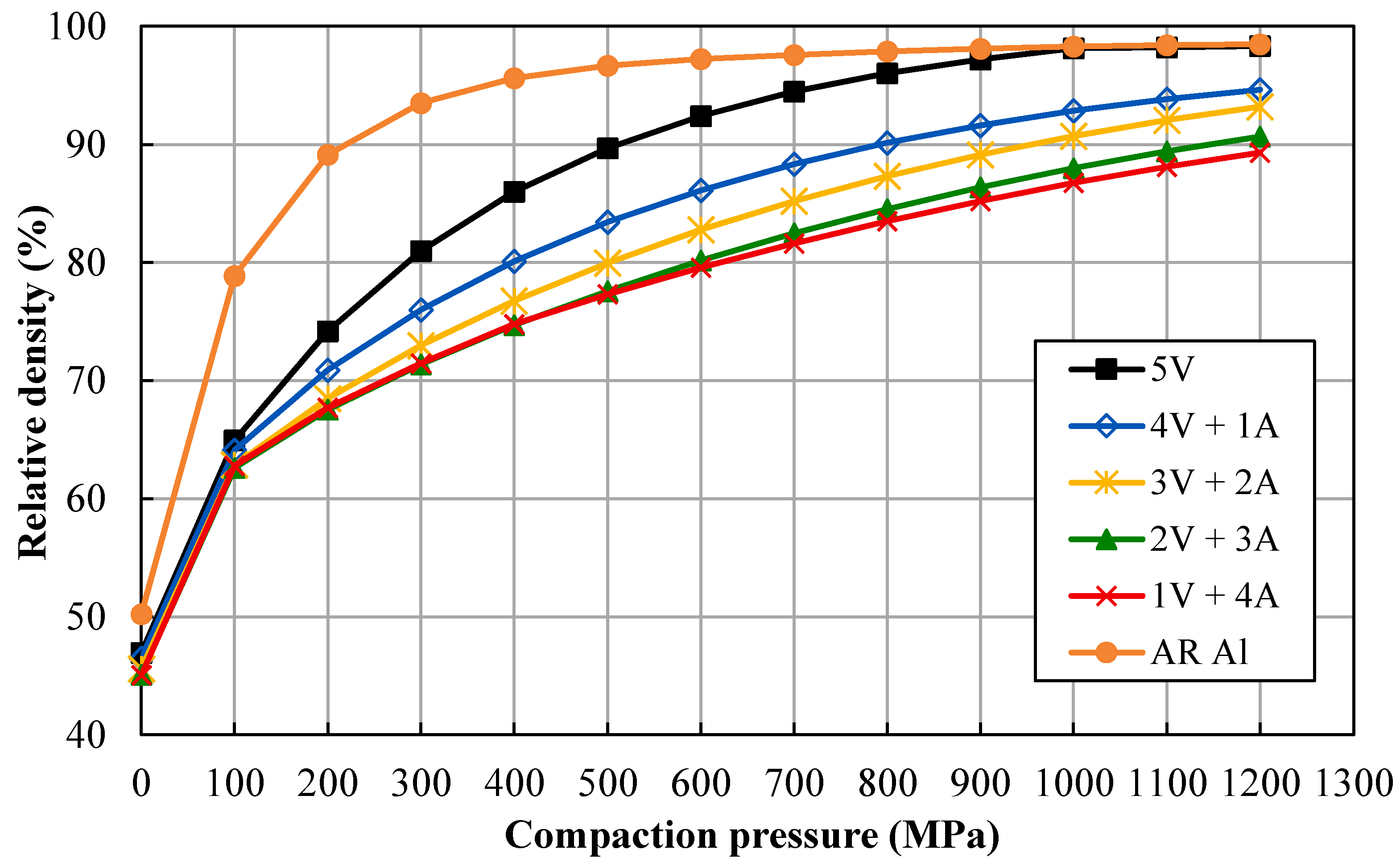
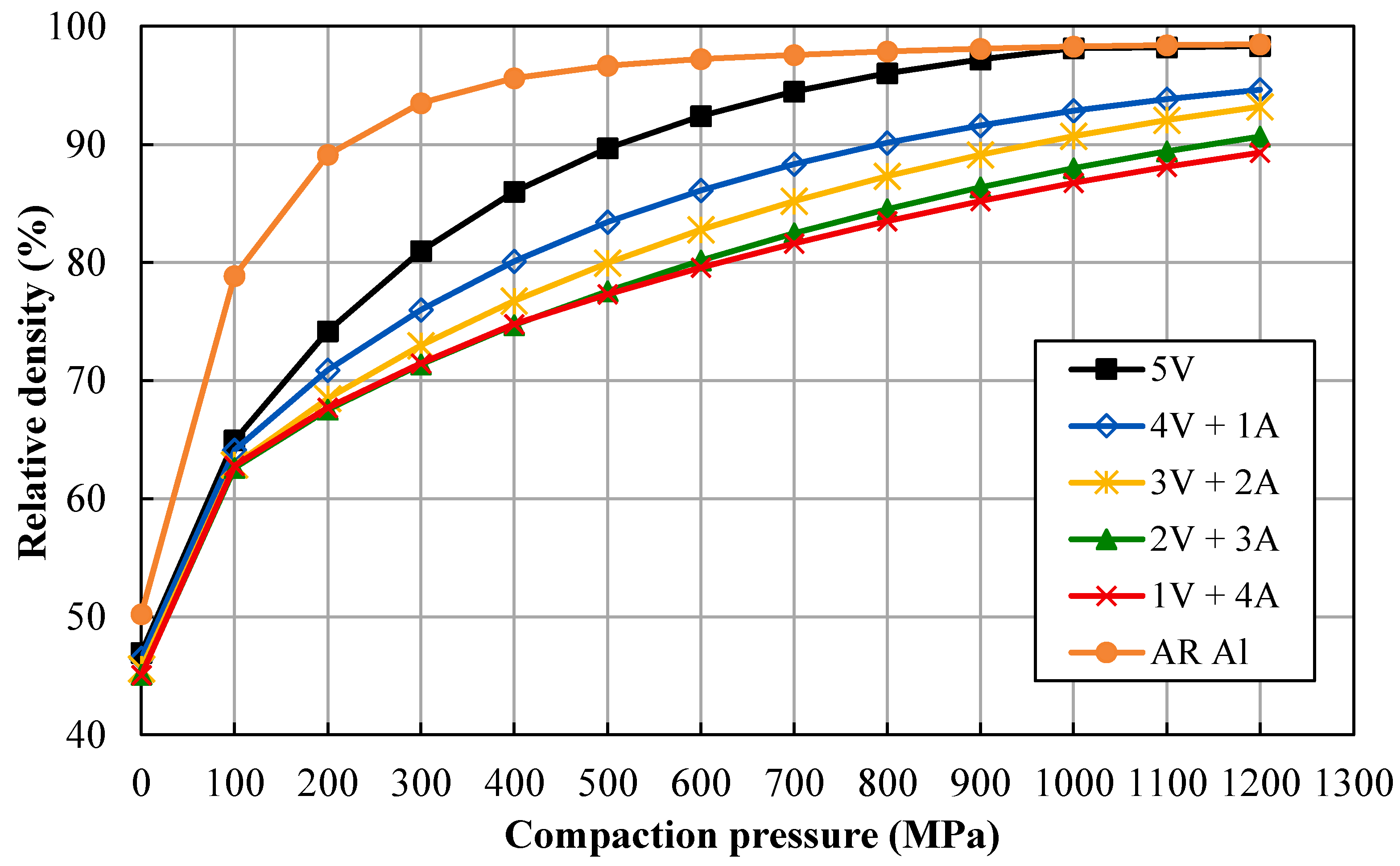
3.1. Powder Compaction Aptitude
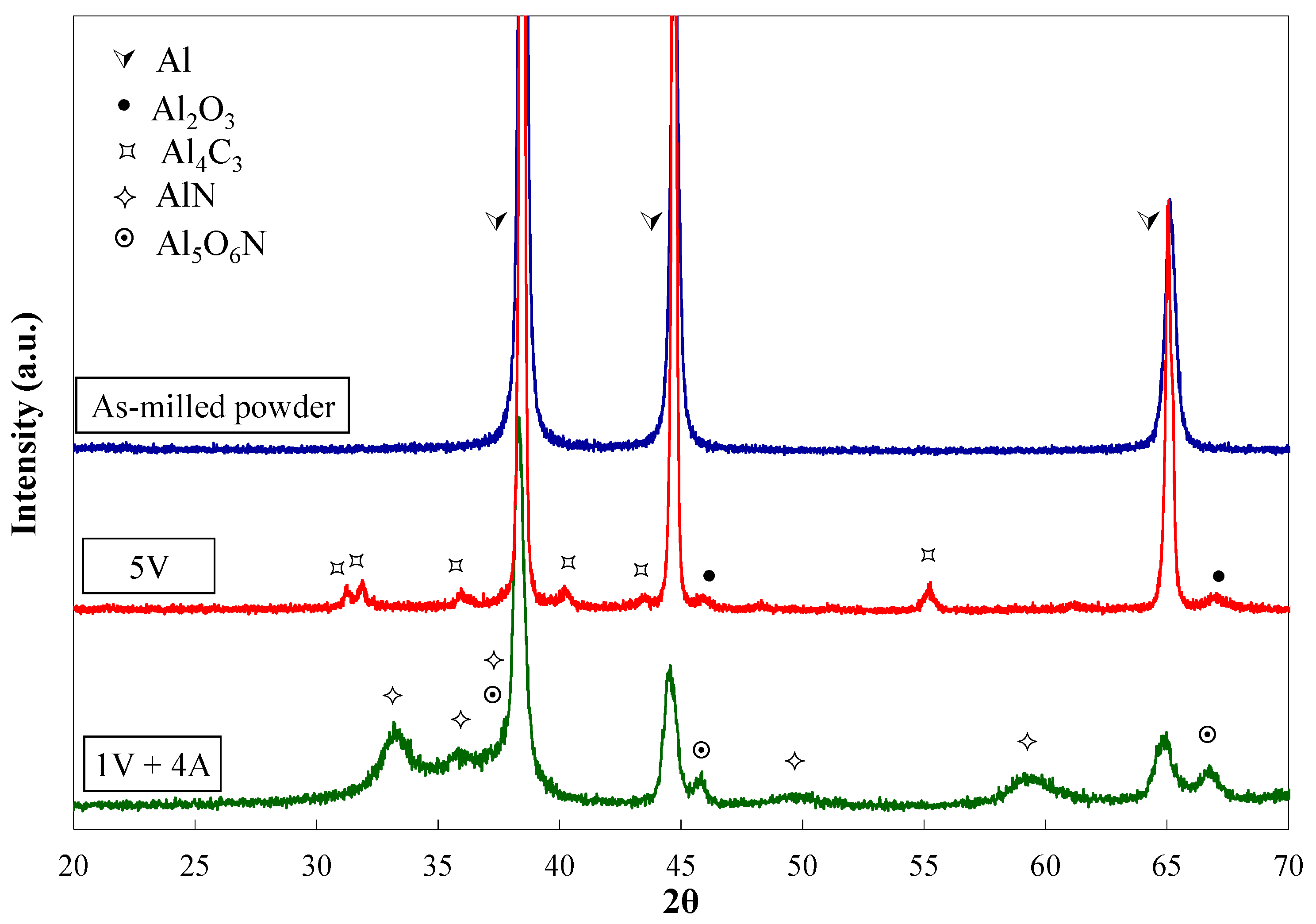
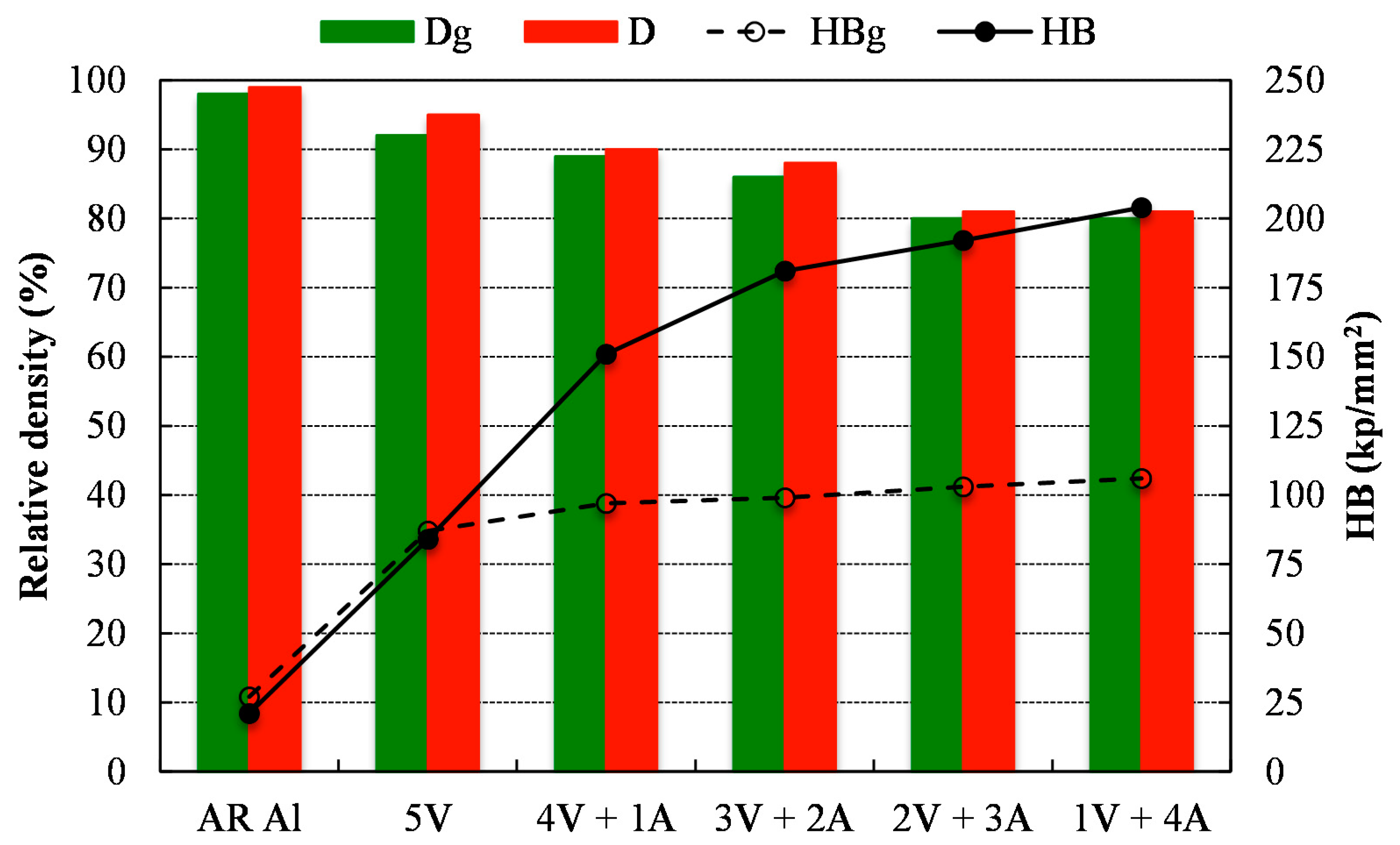
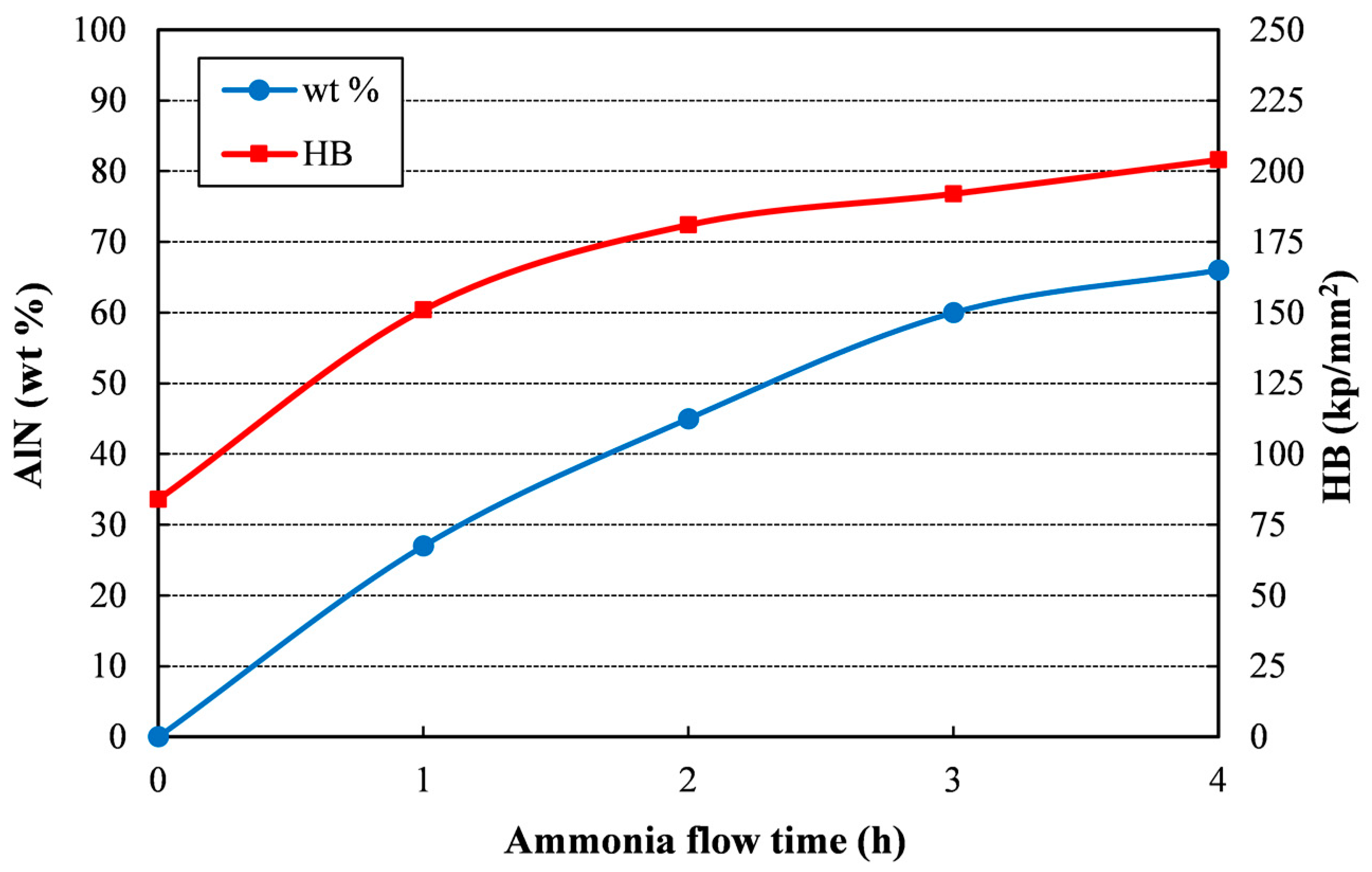
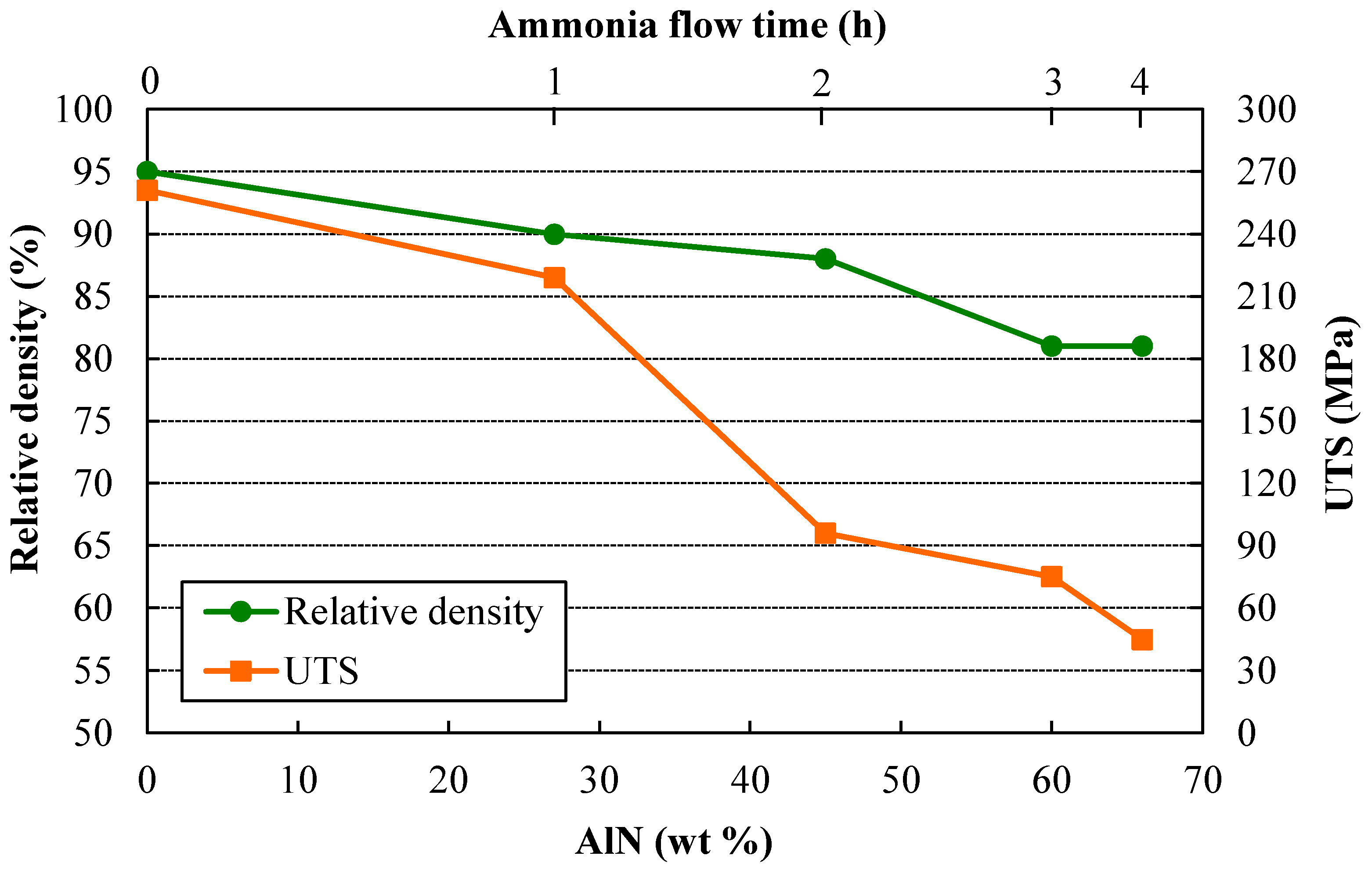
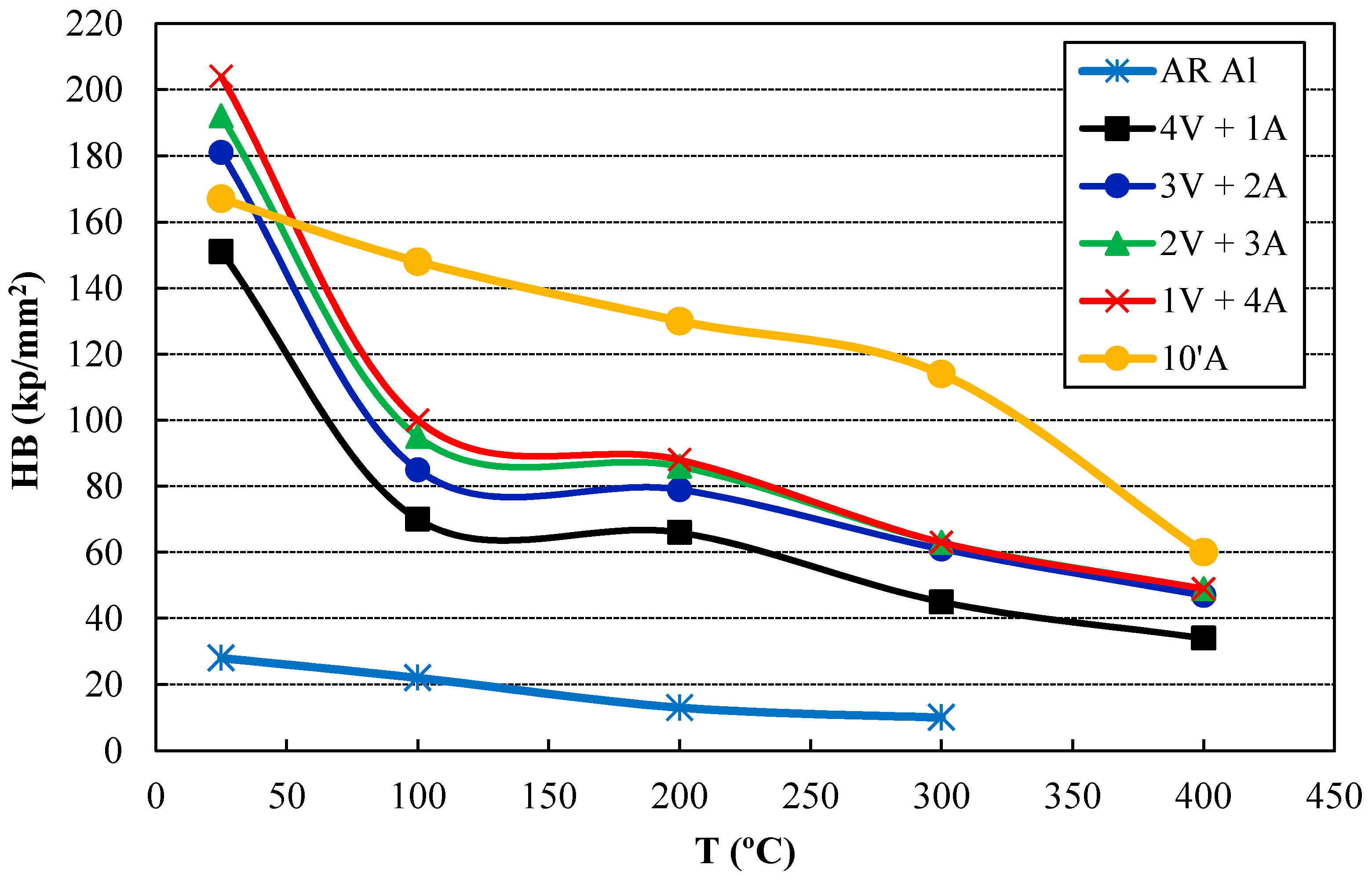
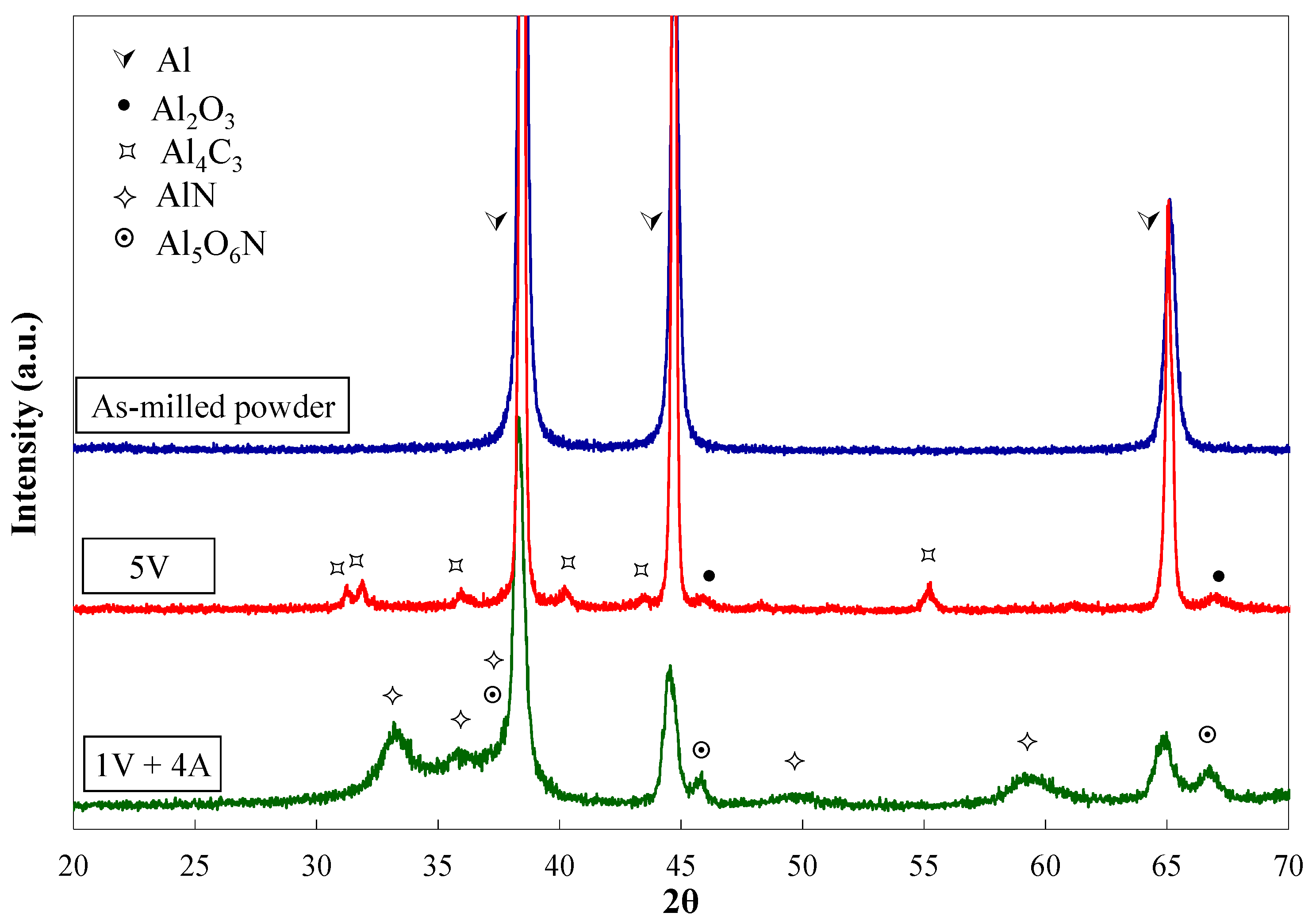
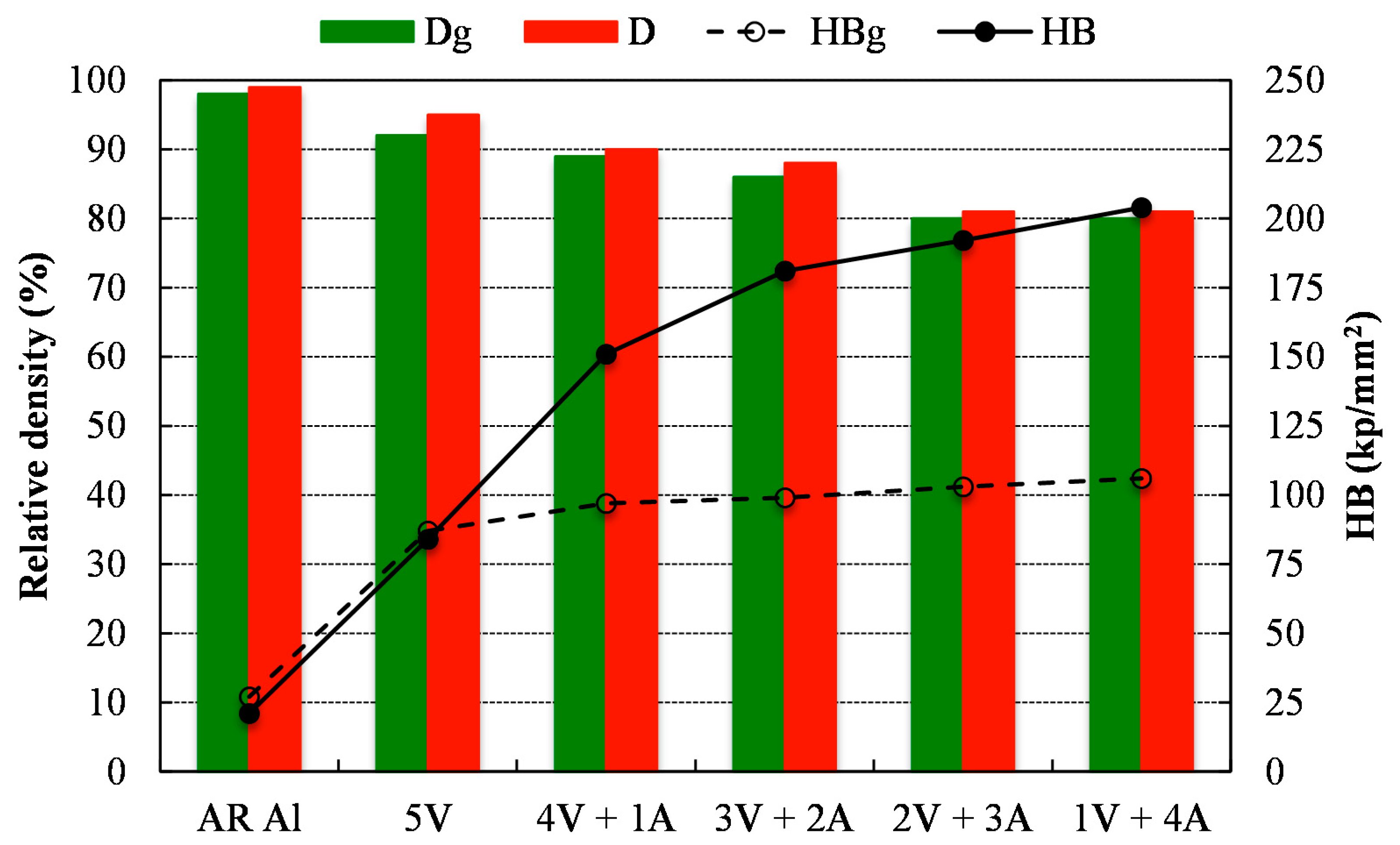
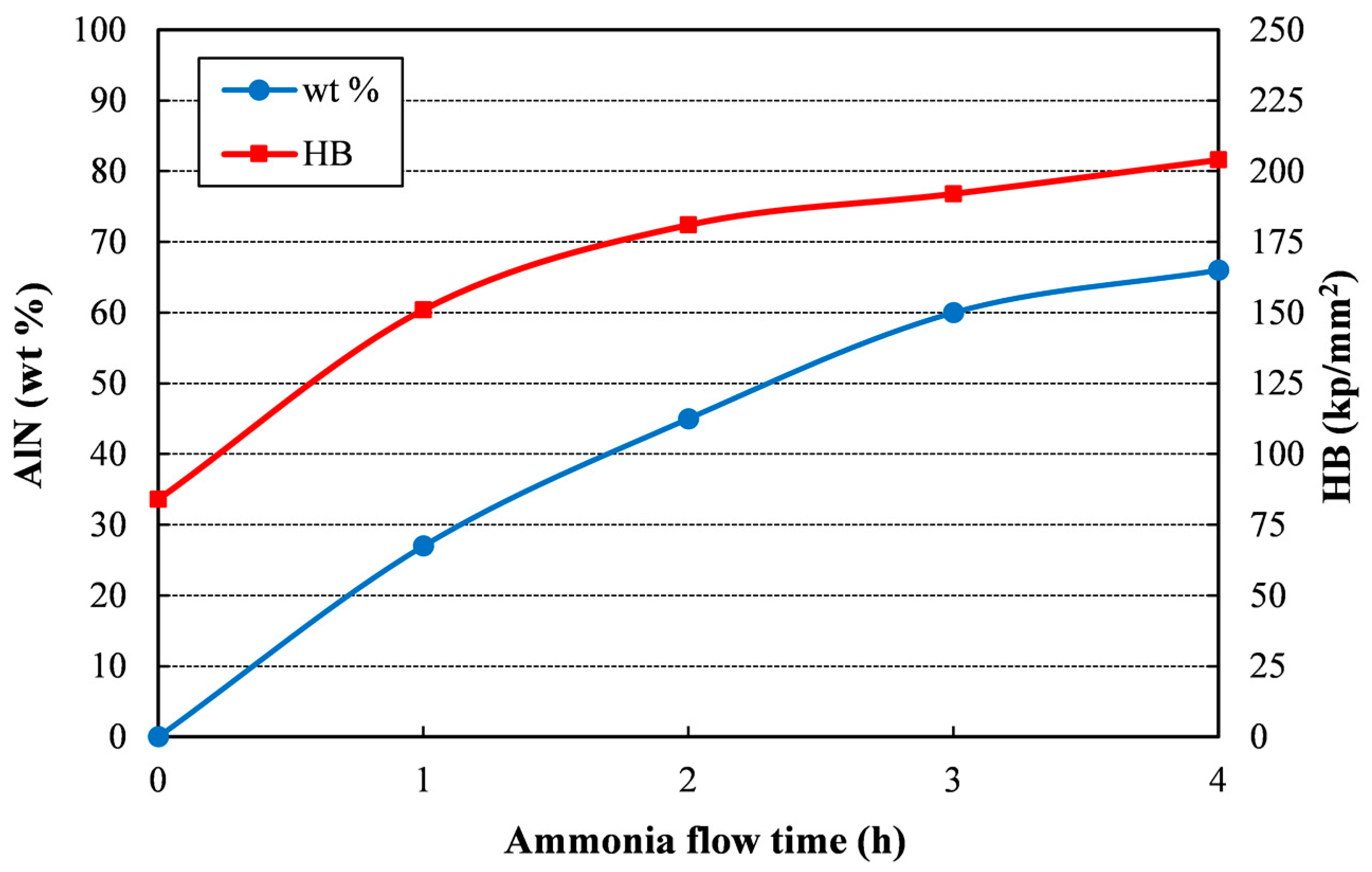
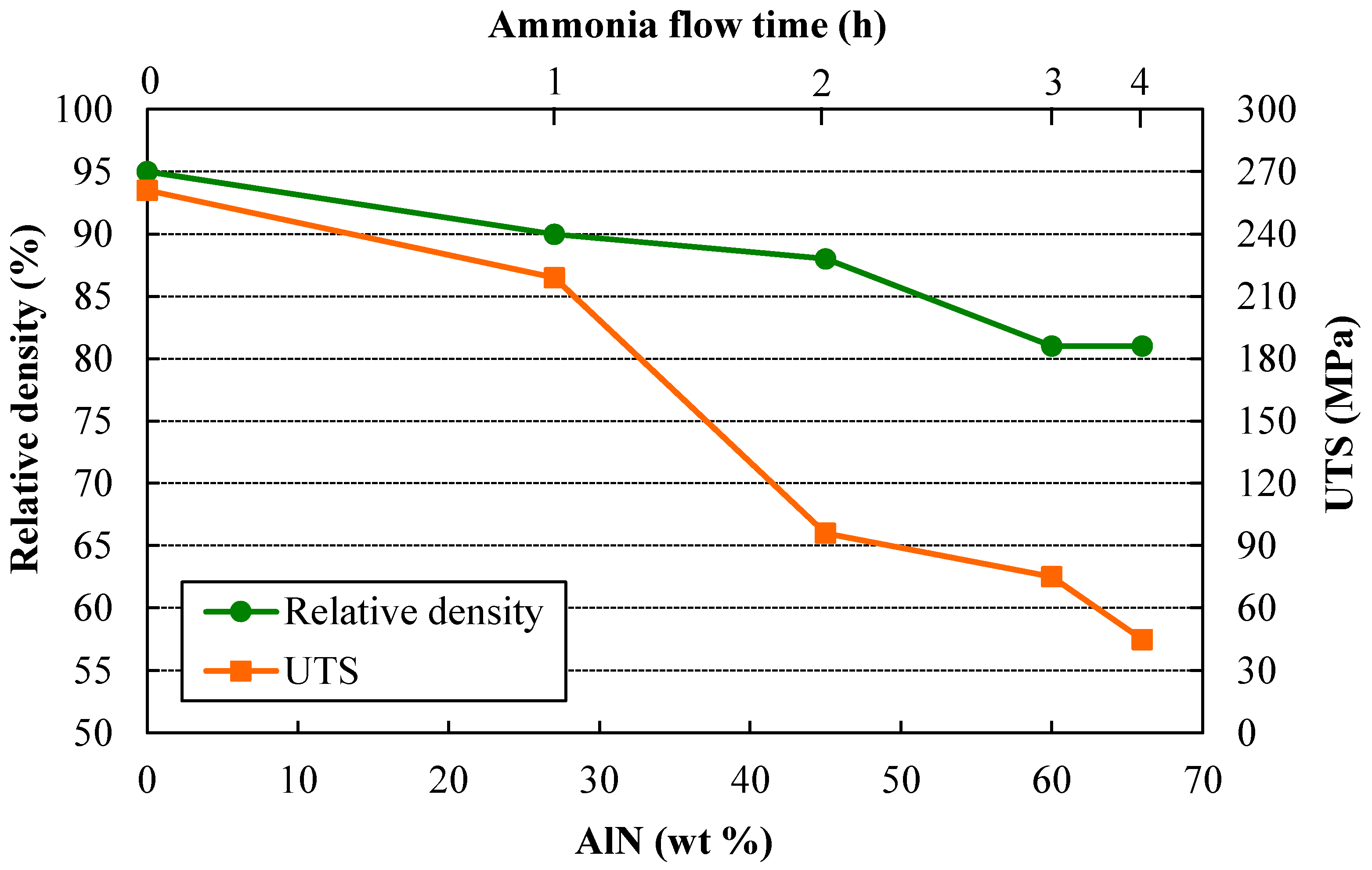
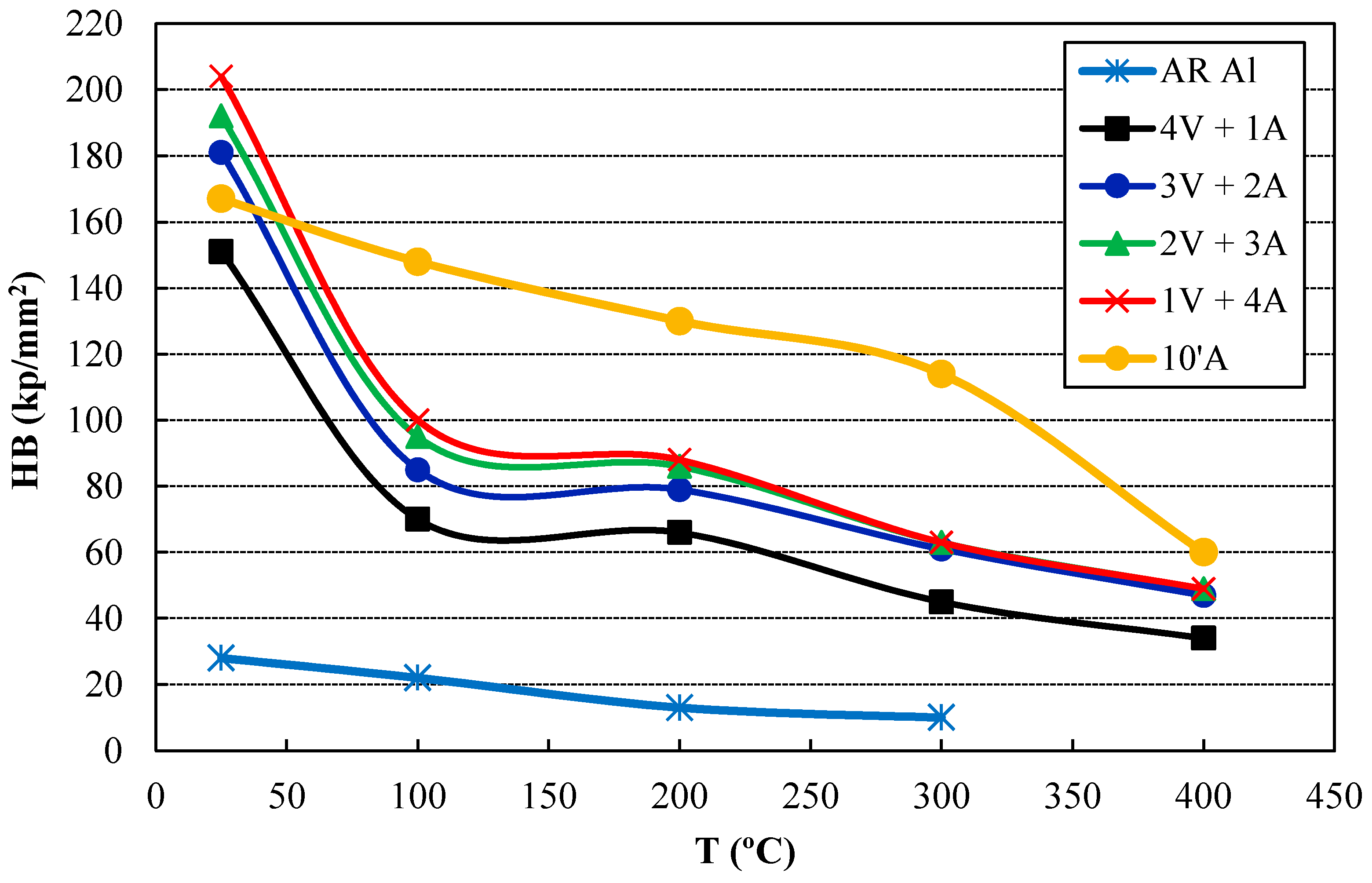
3.2. Sintered Compact Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sivananth, V.; Vijayarangan, S.; Rajamanickam, N. Evaluation of fatigue and impact behavior of titanium carbide reinforced metal matrix composites. Mater. Sci. Eng. A 2014, 597, 304–313. [Google Scholar] [CrossRef]
- Machado, J.J.M.; Gamarra, P.M.-R.; Marques, E.A.S.; da Silva, L.F.M. Improvement in impact strength of composite joints for the automotive industry. Compos. Part B Eng. 2018, 138, 243–255. [Google Scholar] [CrossRef]
- Mondol, S.; Alam, T.; Banerjee, R.; Kumar, S.; Chattopadhyay, K. Development of a high temperature high strength Al alloy by addition of small amounts of Sc and Mg to 2219 alloy. Mater. Sci. Eng. A 2017. [Google Scholar] [CrossRef]
- Goebel, J.; Ghidini, T.; Graham, A.J. Stress-corrosion cracking characterisation of the advanced aerospace Al–Li 2099-T86 alloy. Mater. Sci. Eng. A 2016. [Google Scholar] [CrossRef]
- Mohapatra, S.K.; Maity, K. Synthesis and characterisation of hot extruded aluminium-based MMC developed by powder metallurgy route. Int. J. Mech. Mater. Eng. 2017. [Google Scholar] [CrossRef]
- Gladston, J.A.K.; Dinaharan, I.; Sheriff, N.M.; Selvam, J.D.R. Dry sliding wear behavior of AA6061 aluminum alloy composites reinforced rice husk ash particulates produced using compocasting. J. Asian Ceram. Soc. 2017. [Google Scholar] [CrossRef]
- Narciso, J.; Molina, J.M.; Rodríguez, A.; Rodríguez-Reinoso, F.; Louis, E. Effects of infiltration pressure on mechanical properties of Al-12Si/graphite composites for piston engines. Compos. Part B 2016, 91, 441–447. [Google Scholar] [CrossRef]
- Sharma, P.; Sharma, S.; Khanduja, D. Production and some properties of Si3N4 reinforced aluminium alloy composites. J. Asian Ceram. Soc. 2015, 3, 352–359. [Google Scholar] [CrossRef]
- Lee, J.I.; Park, E.S. In-Situ synthesis of co-continuous aluminum-aluminum nitride composites by arc plasma induced accelerated displacement reaction. J. Alloys Compd. 2017, 729, 171–179. [Google Scholar] [CrossRef]
- Miserez, A.; Stücklin, S.; Rossoll, A.; San Marchi, C.; Mortensen, A. Influence of heat treatment and particle shape on mechanical properties of infiltrated Al2O3 particle reinforced Al-2 wt-%Cu. Mater. Sci. Technol. 2002, 18, 1461–1470. [Google Scholar] [CrossRef]
- Knowles, A.J.; Jiang, X.; Galano, M.; Audebert, F. Microstructure and mechanical properties of 6061 Al alloy based composites with SiC nanoparticles. J. Alloys Compd. 2014, 615, S401–S405. [Google Scholar] [CrossRef]
- Canakci, A.; Varol, T. Microstructure and properties of AA7075/Al-SiC composites fabricated using powder metallurgy and hot pressing. Powder Technol. 2014. [Google Scholar] [CrossRef]
- Lakshmipathy, J.; Kulendran, B. Reciprocating wear behavior of 7075Al/SiC in comparison with 6061Al/Al 2O3 composites. Int. J. Refract. Met. Hard Mater. 2014, 46, 137–144. [Google Scholar] [CrossRef]
- Ekinci, V.S.; Bagci, C.; Arik, H. Effect of Al2O3 content and milling time on microstructure and mechanical properties of aluminum metal matrix composites. Exp. Tech. 2014, 38, 66–73. [Google Scholar] [CrossRef]
- Yigezu, B.S.; Jha, P.K.; Mahapatra, M.M. The key attributes of synthesizing ceramic particulate reinforced Al-based matrix composites through stir casting process: A review. Mater. Manuf. Process. 2013, 28, 969–979. [Google Scholar] [CrossRef]
- Garcia-Cordovilla, C.; Louis, E.; Narciso, J. Pressure infiltration of packed ceramic particulates by liquid metals. Acta Mater. 1999, 47, 4461–4479. [Google Scholar] [CrossRef]
- Alizadeh, M.; Paydar, M.H. Fabrication of nanostructure Al/SiCP composite by accumulative roll-bonding (ARB) process. J. Alloys Compd. 2010, 492, 231–235. [Google Scholar] [CrossRef]
- Arsha, A.G.; Jayakumar, E.; Rajan, T.P.D.; Antony, V.; Pai, B.C. Design and fabrication of functionally graded in-situ aluminium composites for automotive pistons. Mater. Des. 2015, 88, 1201–1209. [Google Scholar] [CrossRef]
- Torralba, J.M.; Da Costa, C.E.; Velasco, F. P/M aluminum matrix composites: An overview. J. Mater. Process. Technol. 2003, 133, 203–206. [Google Scholar] [CrossRef]
- Cintas, J.; Montes, J.M.; Cuevas, F.G.; Herrera, E.J. Influence of milling media on the microstructure and mechanical properties of mechanically milled and sintered aluminium. J. Mater. Sci. 2005, 40, 3911–3915. [Google Scholar] [CrossRef]
- Caballero, E.S.; Cintas, J.; Cuevas, F.G.; Montes, J.M.; Ternero, F.; Reina, F.J.V. Synthesis and characterization of in situ-reinforced Al-AlN composites produced by mechanical alloying. J. Alloys Compd. 2017, 728, 640–644. [Google Scholar] [CrossRef]
- MPIF. Preparing and Evaluating Tensile Specimens of Powder Metallurgy Materials; MPIF Standard 10; MPIF: Princeton, NJ, USA, 2010. [Google Scholar]
- Cintas, J.; Caballero, E.S.; Montes, J.M.; Cuevas, F.G.; Arevalo, C. Nanocrystalline Al Composites from Powder Milled under Ammonia Gas Flow. Adv. Mater. Sci. Eng. 2014, 2014, 1–8. [Google Scholar] [CrossRef]
- Caballero, E.S.; Cintas, J.; Cuevas, F.G.; Montes, J.M.; Gallardo, J.M. A new method for synthetizing nanocrystalline aluminium nitride via a solid–gas direct reaction. Powder Technol. 2016, 287, 341–345. [Google Scholar] [CrossRef]
- Caballero, E.S.; Cintas, J.; Herrera-García, M.; Cuevas, F.G.; Montes, J.M. Order Effect of Vacuum and Ammonia Atmospheres on Aluminium Nitriding by Mechanical Alloying. Mater. Sci. Forum 2012, 730–732, 936–941. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Case | Vacuum Period (h) | NH3 Gas Flow Period (h) | Sample |
|---|---|---|---|
| 1 | 5 | 0 | 5V |
| 2 | 4 | 1 | 4V + 1A |
| 3 | 3 | 2 | 3V + 2A |
| 4 | 2 | 3 | 2V + 3A |
| 5 | 1 | 4 | 1V + 4A |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Caballero, E.S.; Cuevas, F.G.; Ternero, F.; Astacio, R.; Montes, J.M.; Cintas, J. In Situ Synthesis of Al-Based MMCs Reinforced with AlN by Mechanical Alloying under NH3 Gas. Materials 2018, 11, 823. https://doi.org/10.3390/ma11050823
Caballero ES, Cuevas FG, Ternero F, Astacio R, Montes JM, Cintas J. In Situ Synthesis of Al-Based MMCs Reinforced with AlN by Mechanical Alloying under NH3 Gas. Materials. 2018; 11(5):823. https://doi.org/10.3390/ma11050823
Chicago/Turabian StyleCaballero, E. S., F. G. Cuevas, F. Ternero, R. Astacio, J. M. Montes, and J. Cintas. 2018. "In Situ Synthesis of Al-Based MMCs Reinforced with AlN by Mechanical Alloying under NH3 Gas" Materials 11, no. 5: 823. https://doi.org/10.3390/ma11050823
APA StyleCaballero, E. S., Cuevas, F. G., Ternero, F., Astacio, R., Montes, J. M., & Cintas, J. (2018). In Situ Synthesis of Al-Based MMCs Reinforced with AlN by Mechanical Alloying under NH3 Gas. Materials, 11(5), 823. https://doi.org/10.3390/ma11050823