Evaluation of Residual Stress Distribution and Relaxation on In Situ TiB2/7050 Al Composites


Abstract
1. Introduction
2. Preparation of Test Components
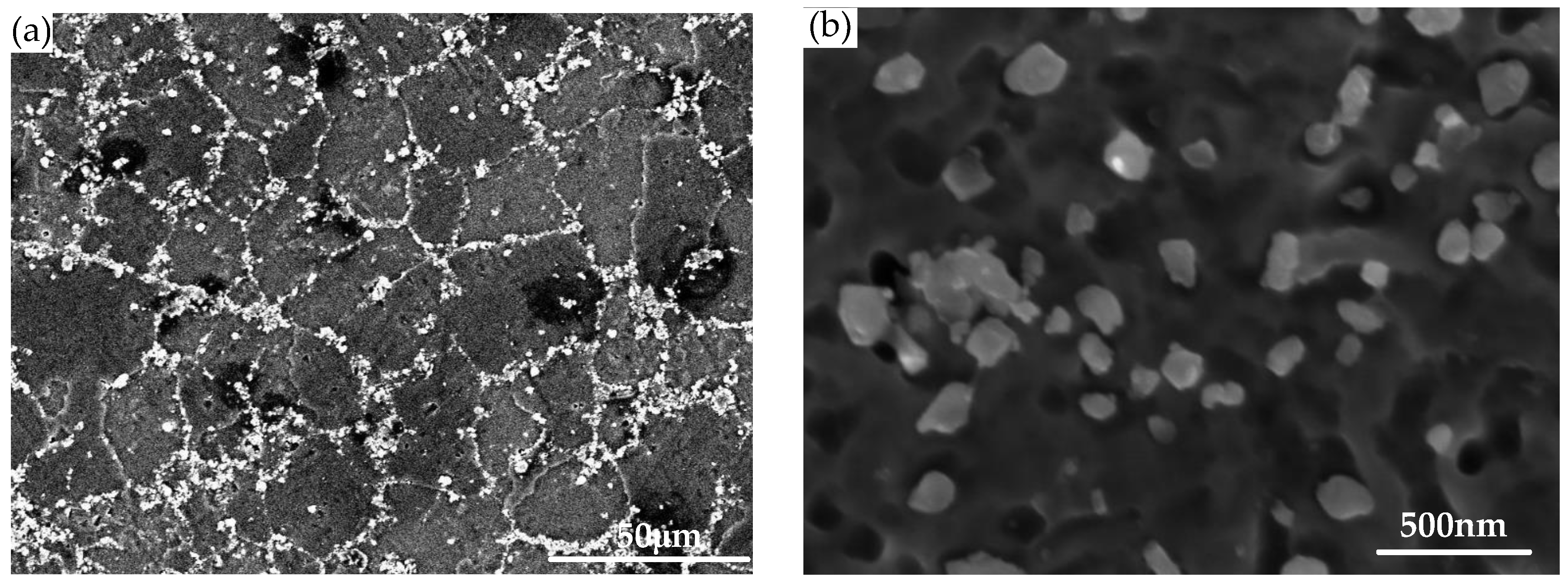
2.1. Materials
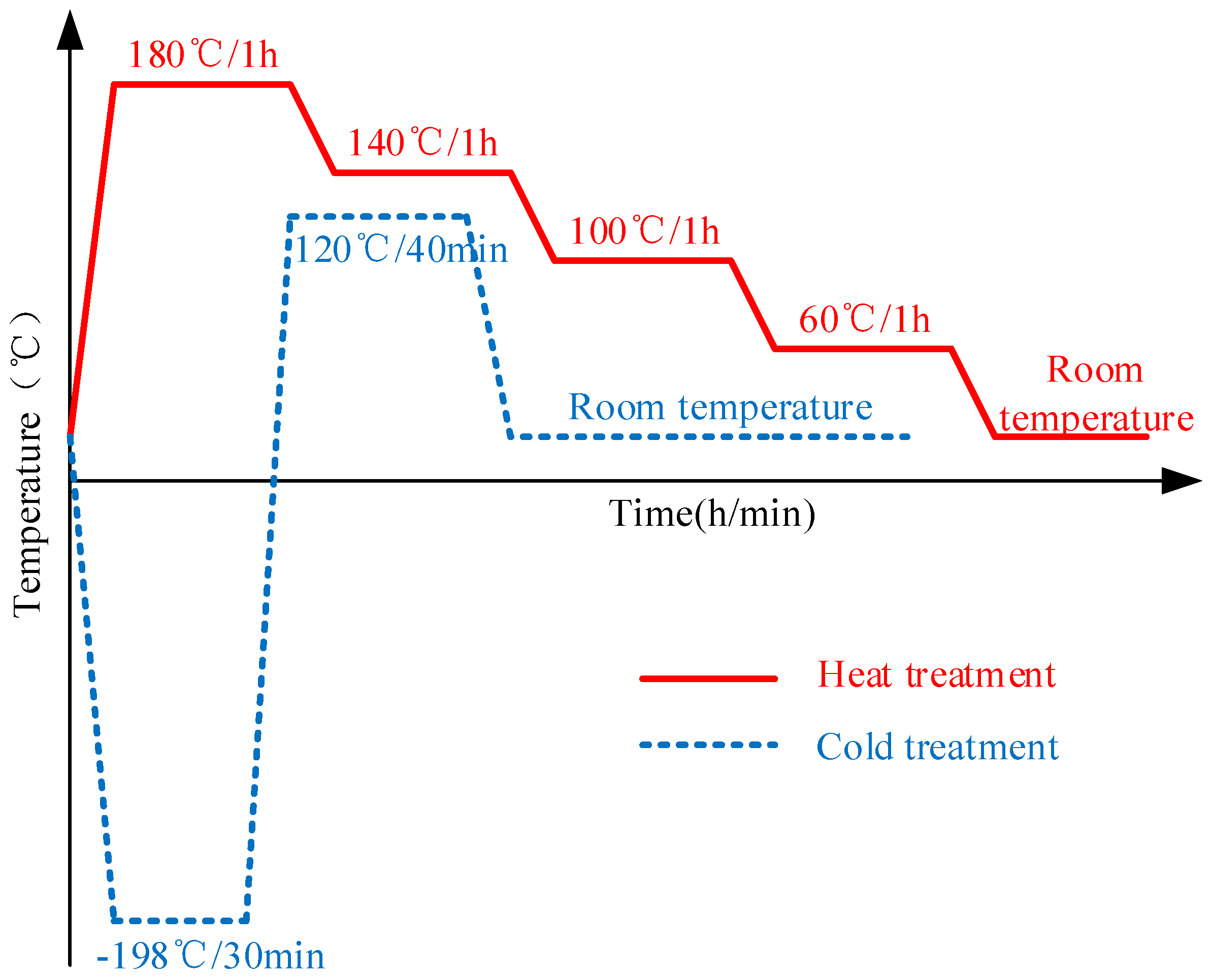
2.2. The Post-Treatment
3. Residual Stress Measurement
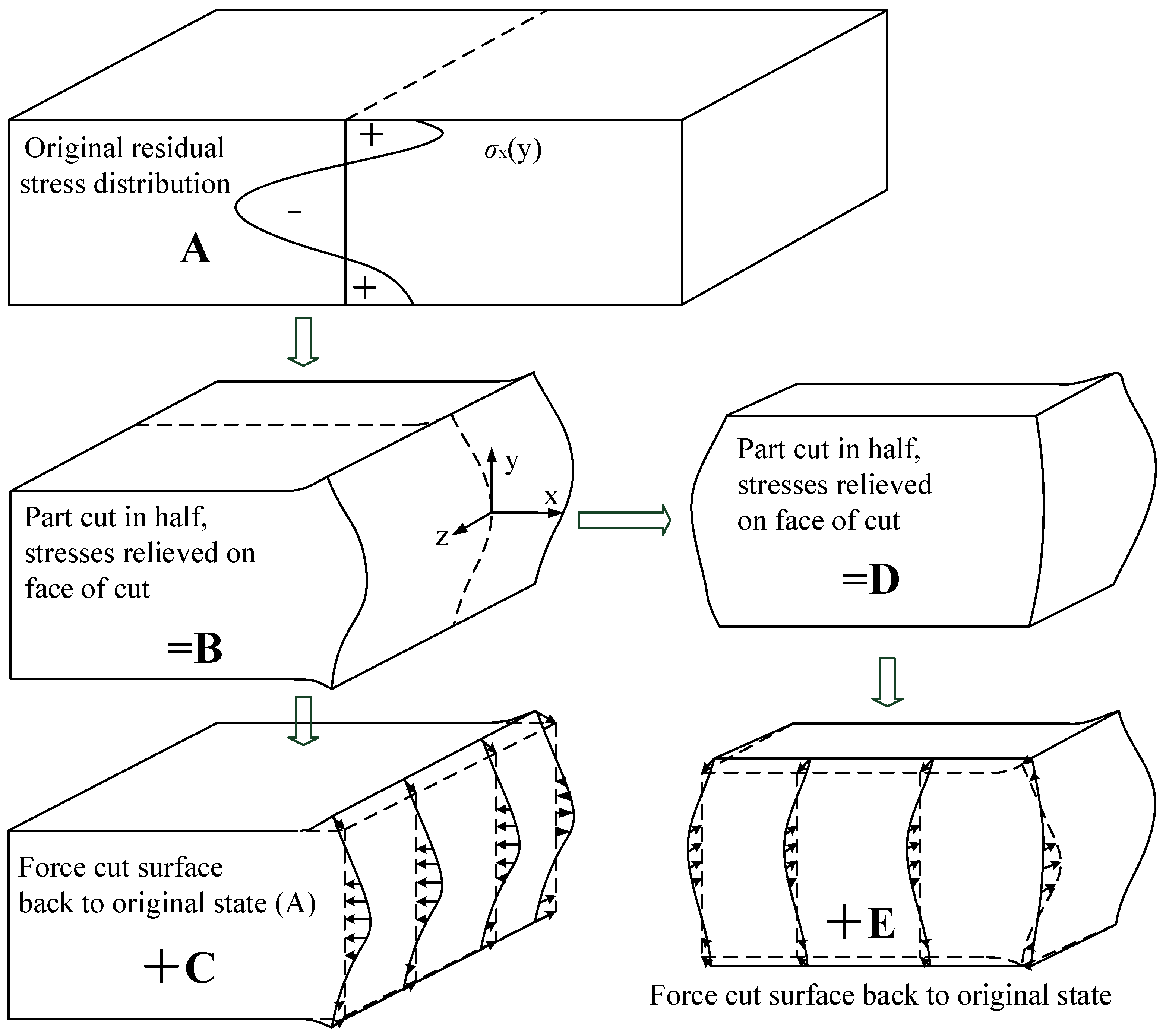
3.1. Basic Principle for Multiple-Cut Contour Method
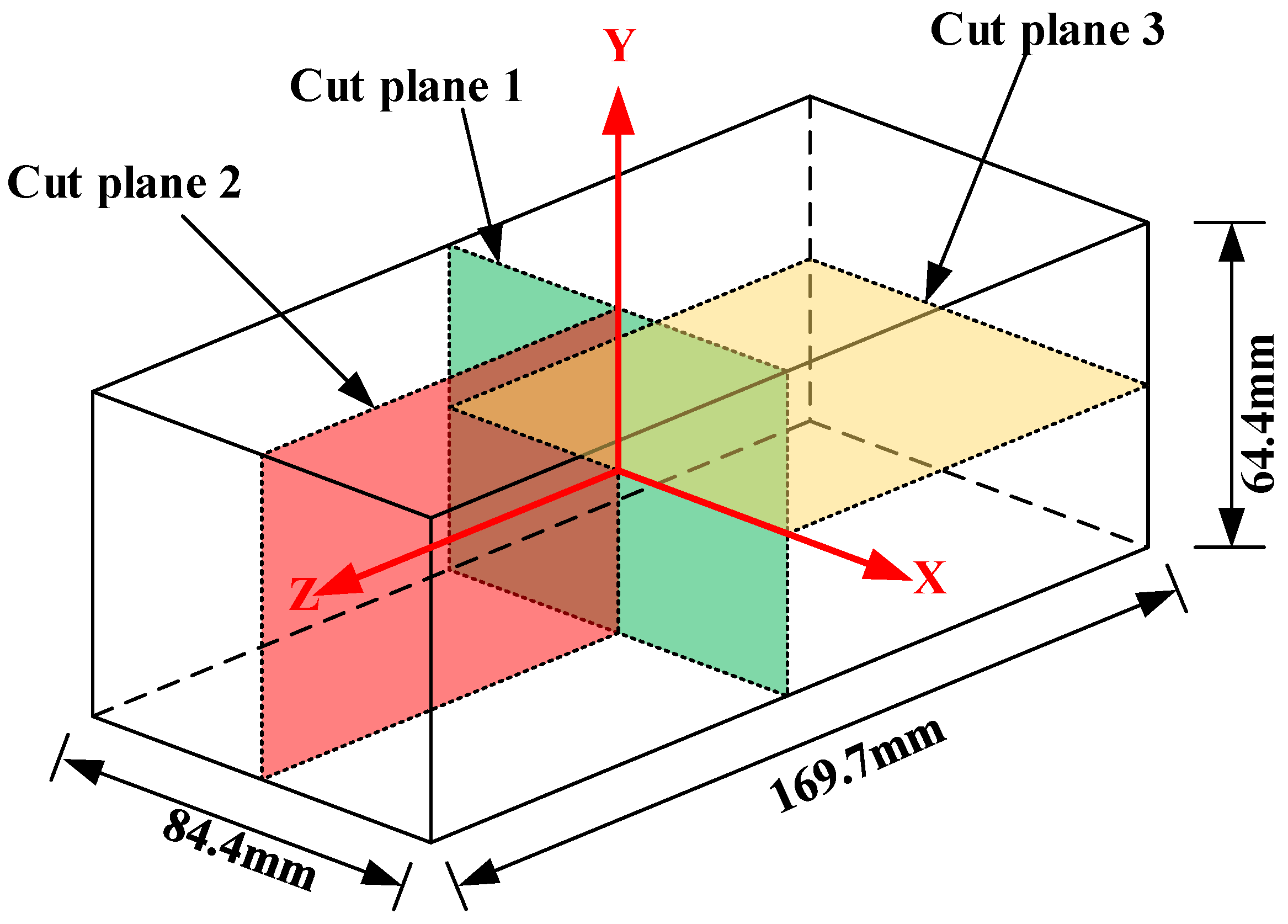
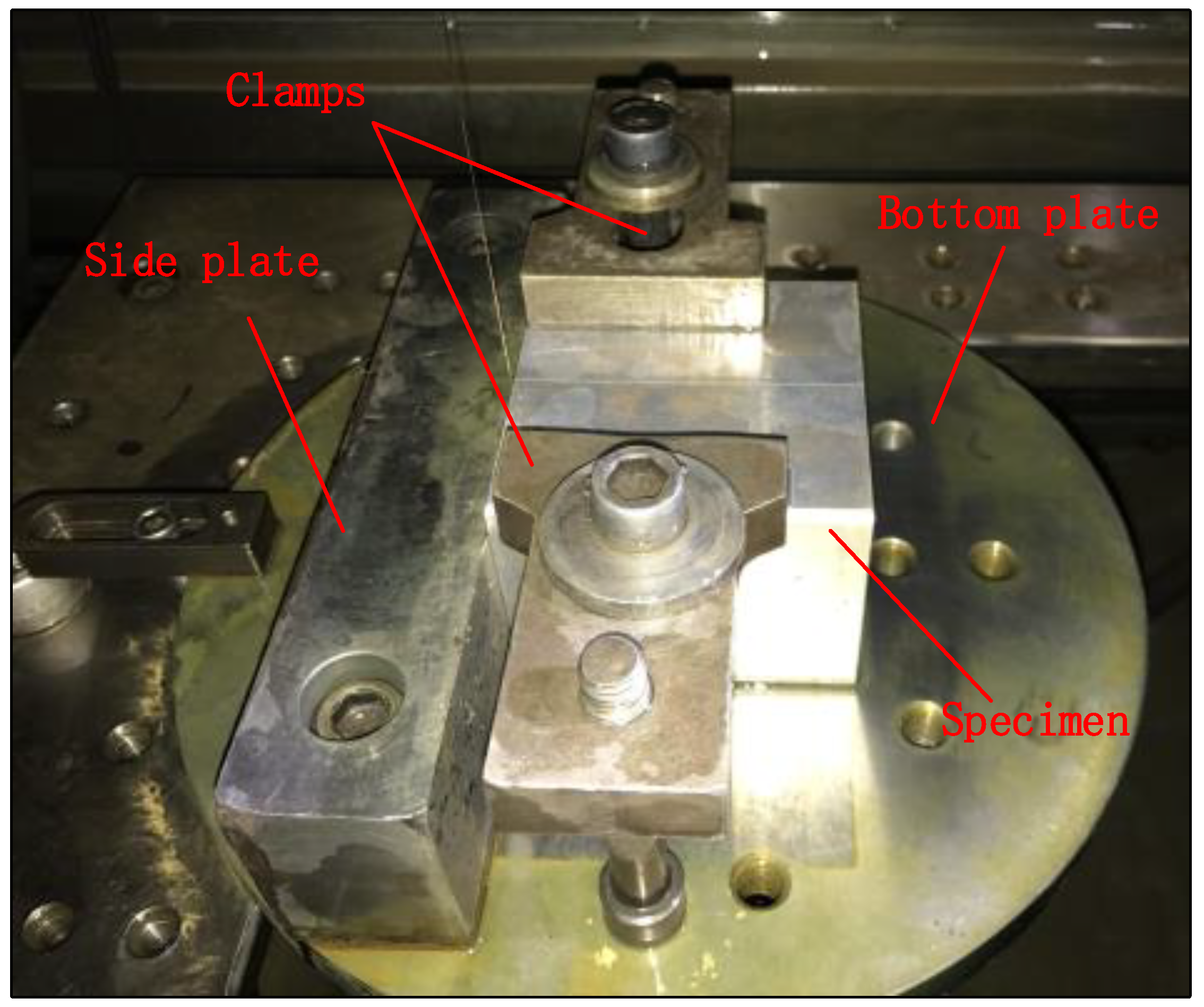
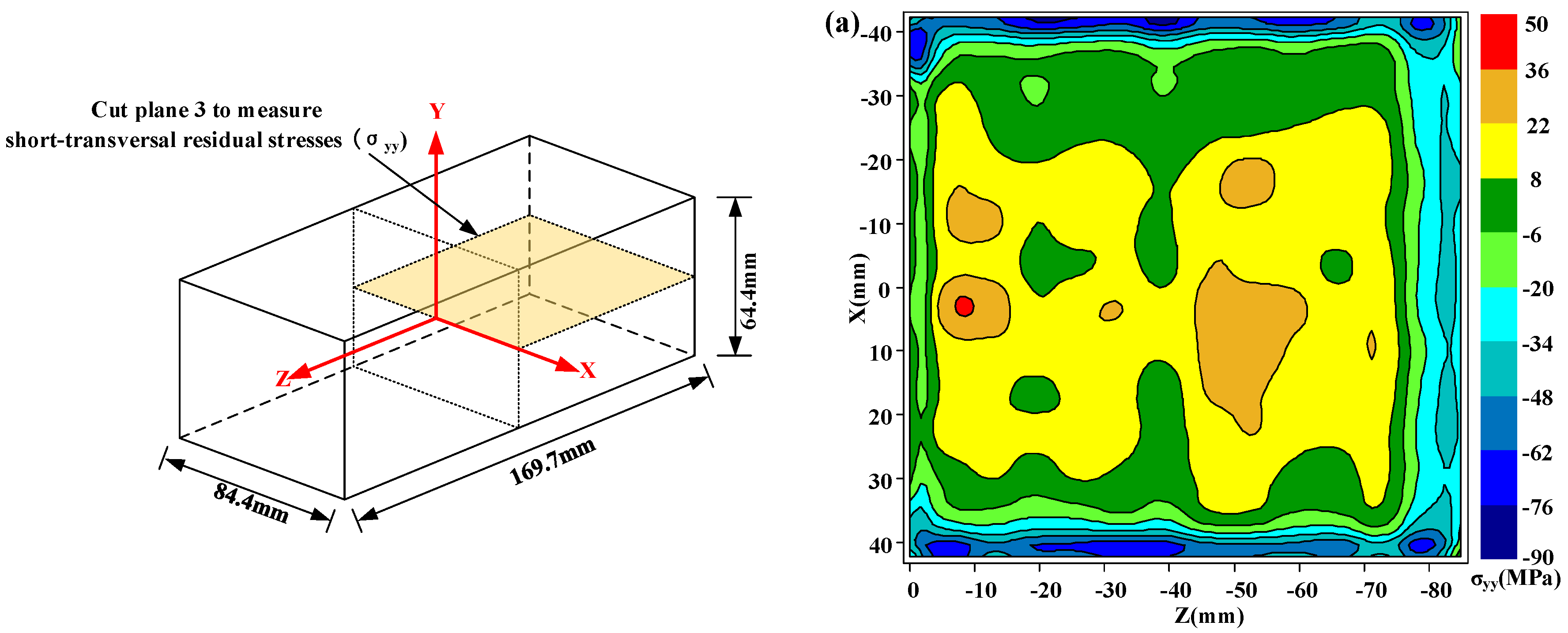
3.2. Cutting of Specimen
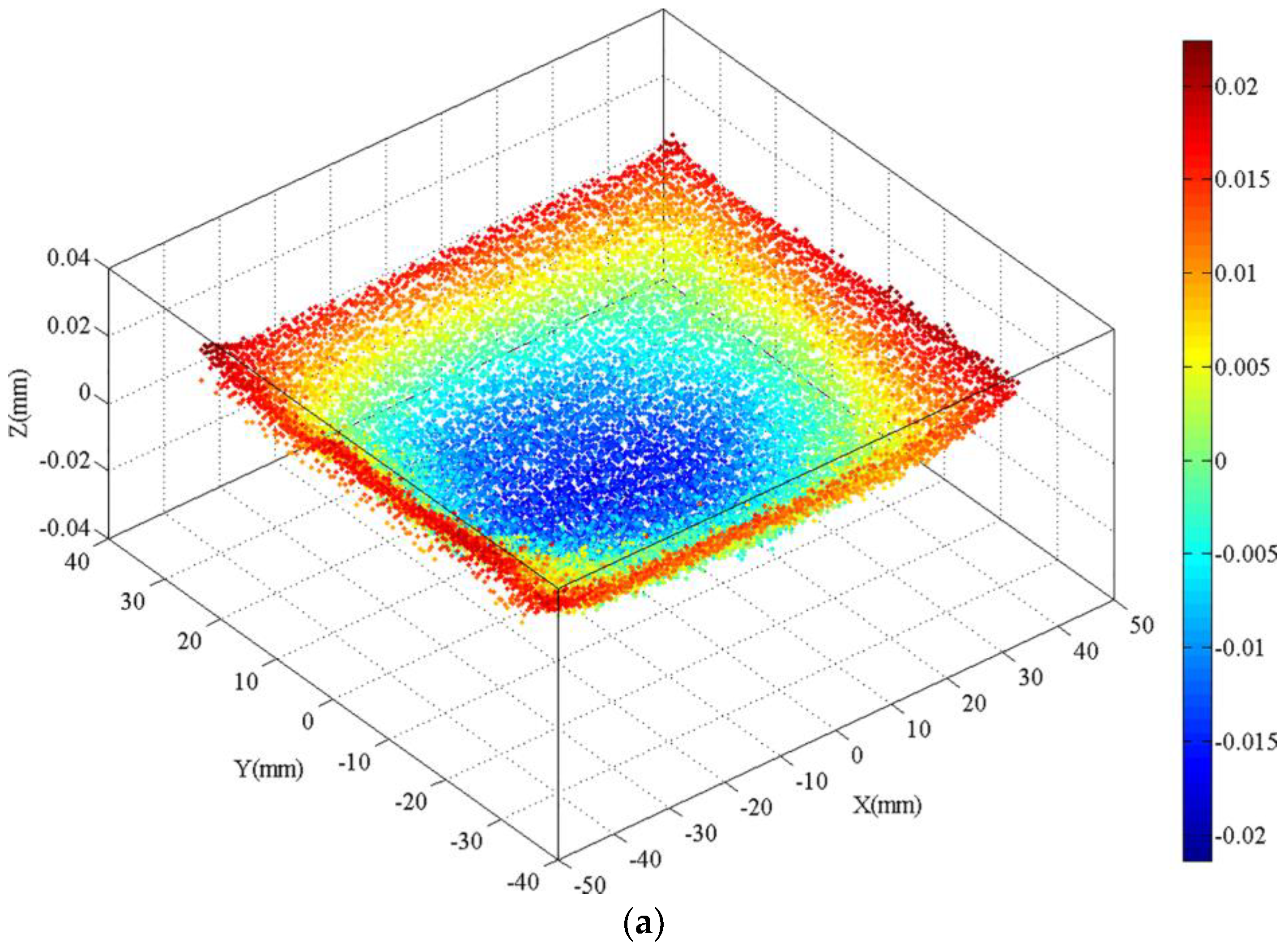
3.3. Surface Measurement and Data Processing
3.4. FEM Calculation
4. Results and Discussion
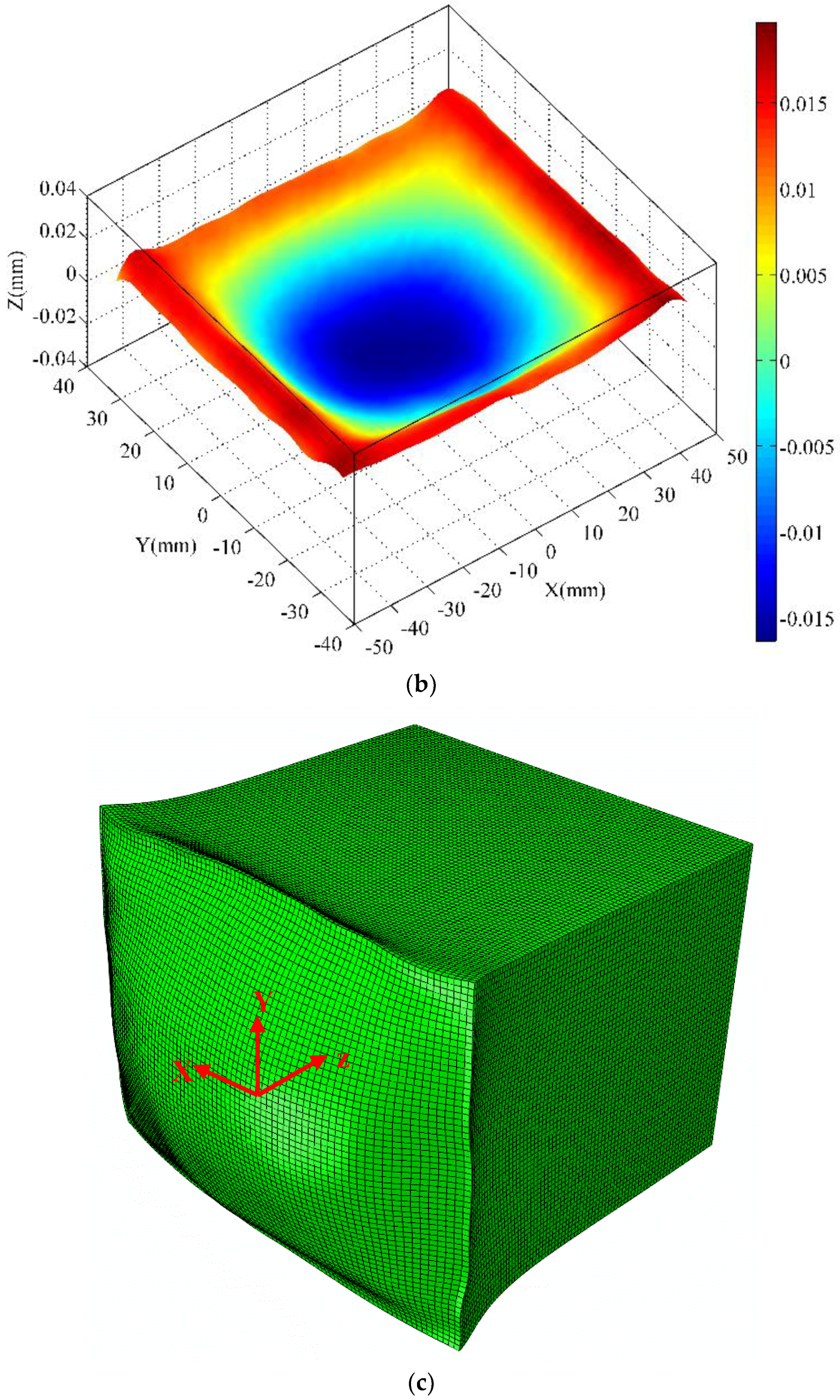
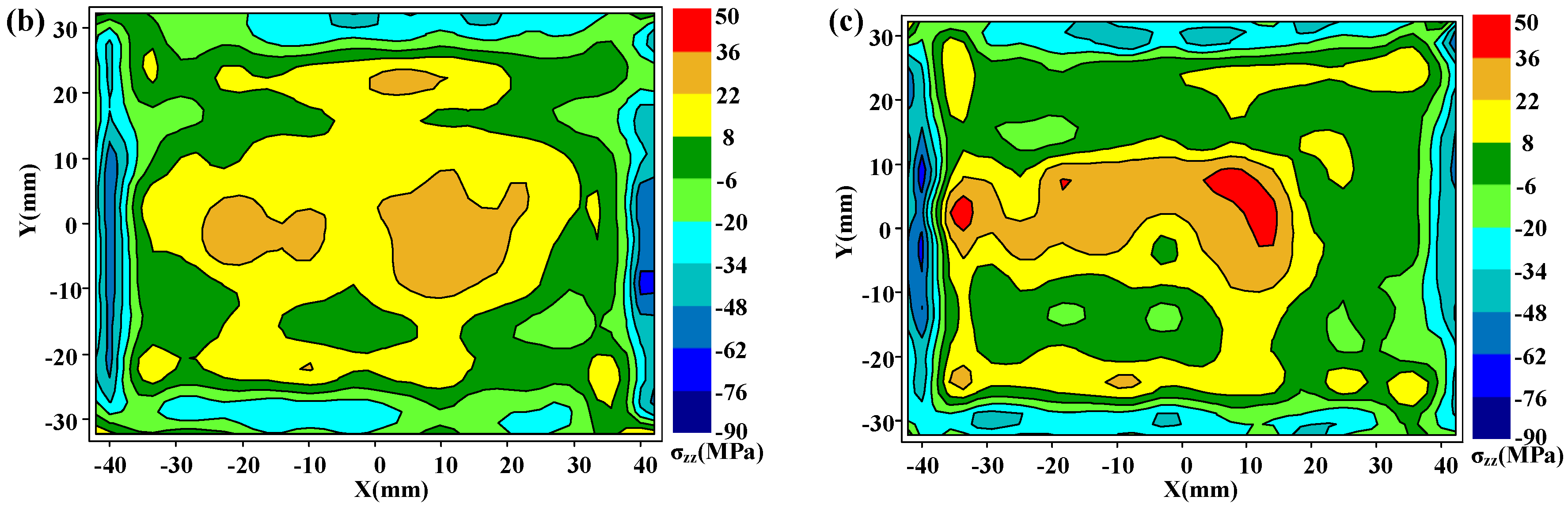
4.1. Residual Stress Distribution
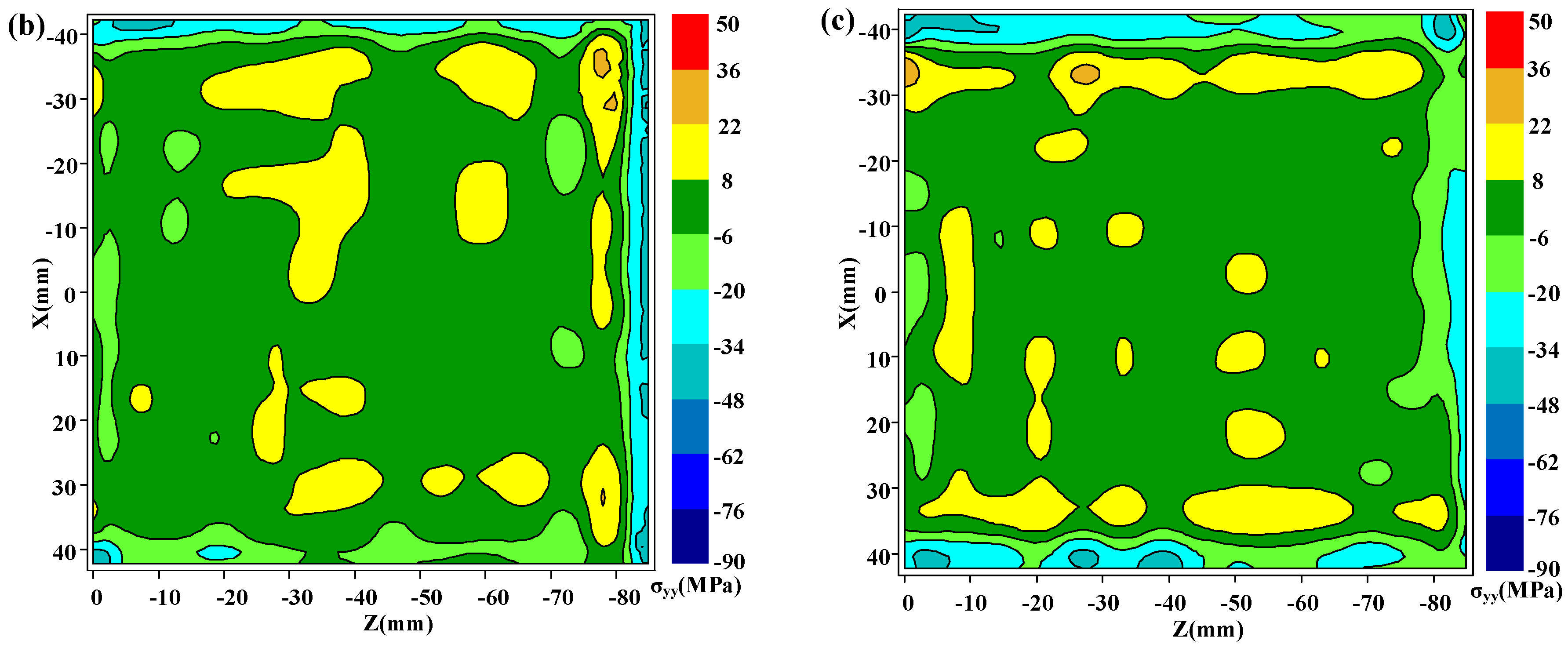
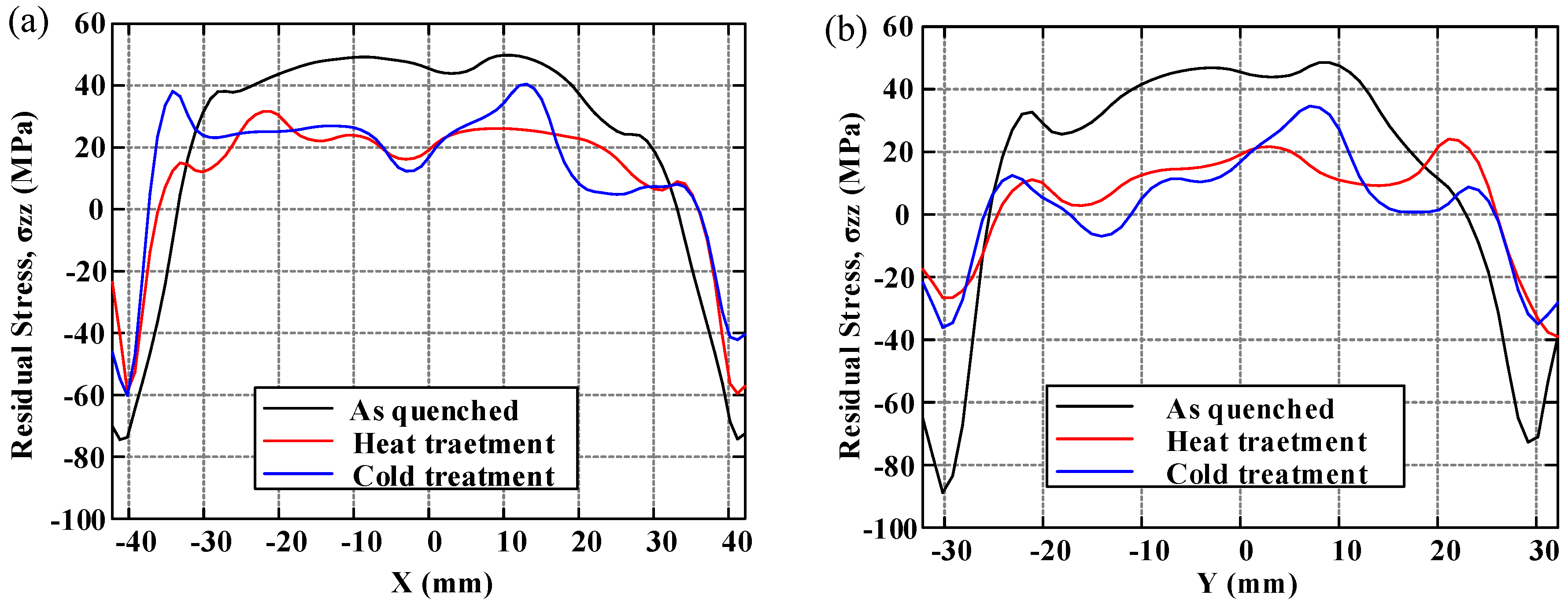
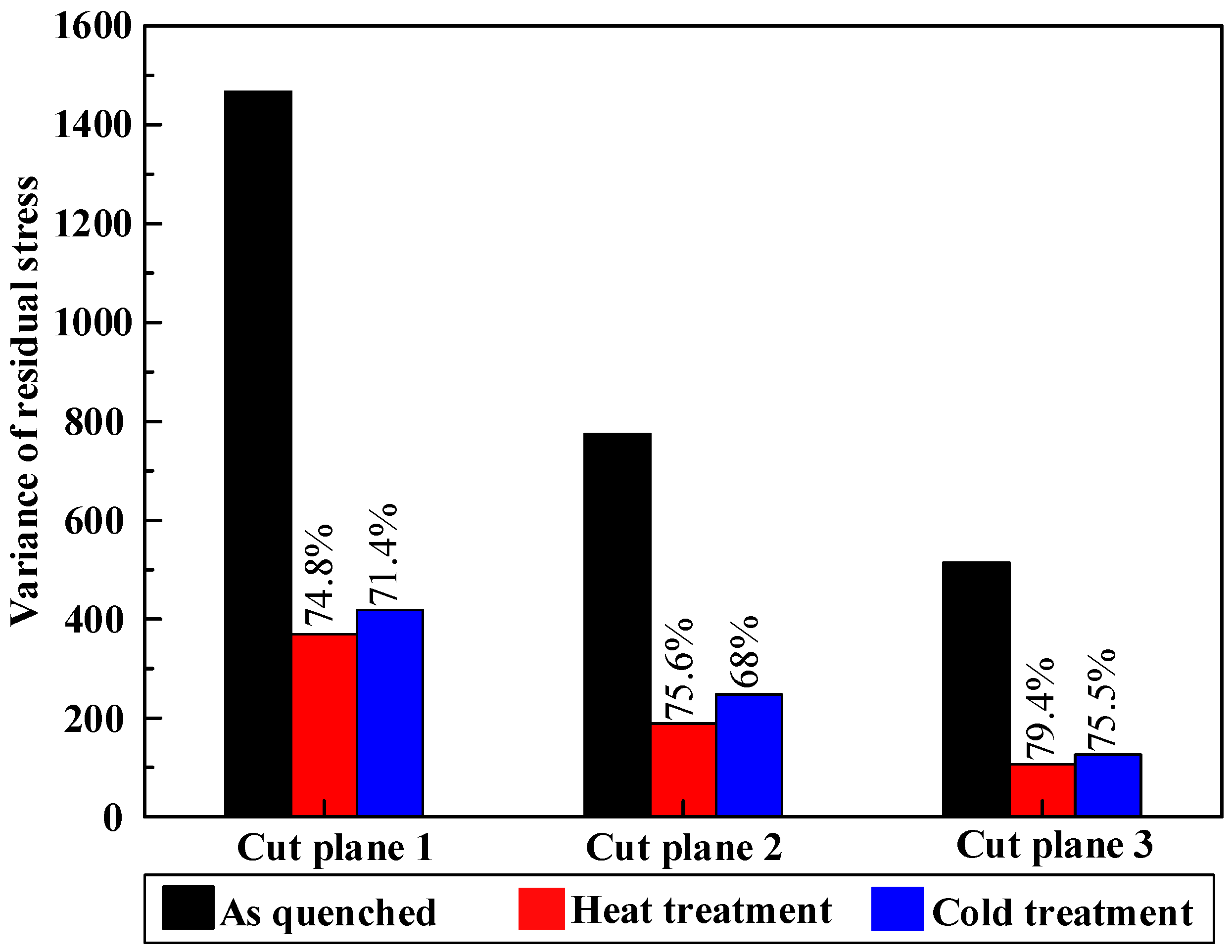
4.2. Effect of Post-Treatment
5. Conclusions
- (1)
- The multiple-cut contour method is suitable for measuring the internal stress for in situ TiB2 particle-reinforced aluminum matrix composites. The residual stress with small magnitude after stress relief can be assessed precisely by multiple-cut contour method.
- (2)
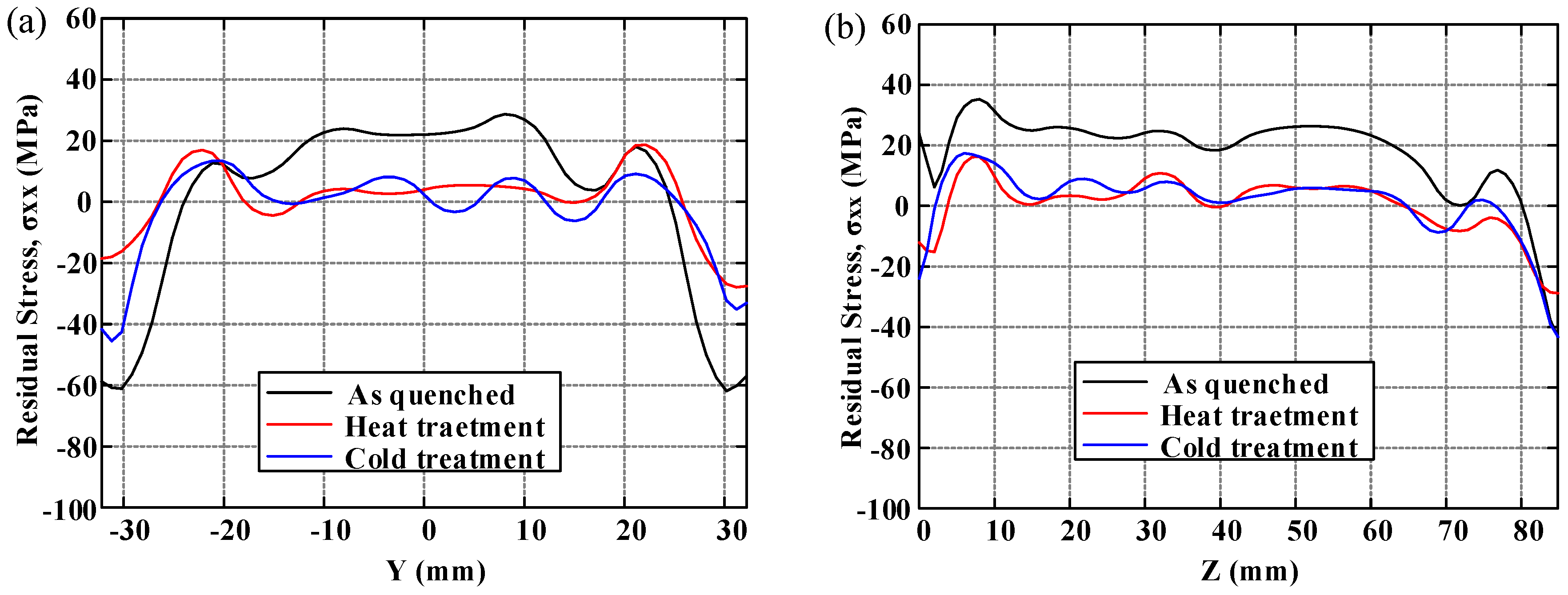
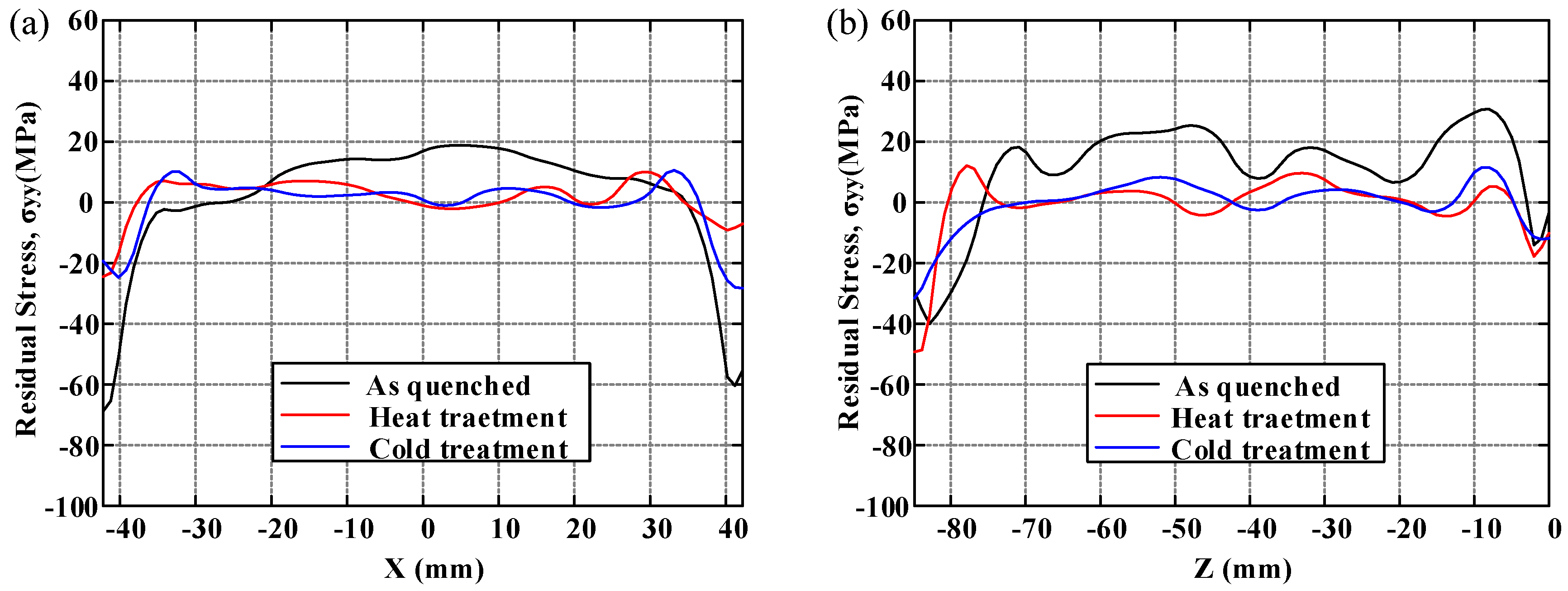
- Due to the high strength of TiB2/7050 Al composites and the existence of TiB2 reinforcement, the interior residual stress after stretching ranges from −89 MPa to +55 MPa, which is larger than the residual stress magnitude inside 7050 alloy after stretching.
- (3)
- The longitudinal residual stress parallel to the stretching direction is higher than the transversal residual stress perpendicular to stretching direction. This has also quantitatively demonstrated that uniaxial stretching can reduce the triaxial residual stress.
- (4)
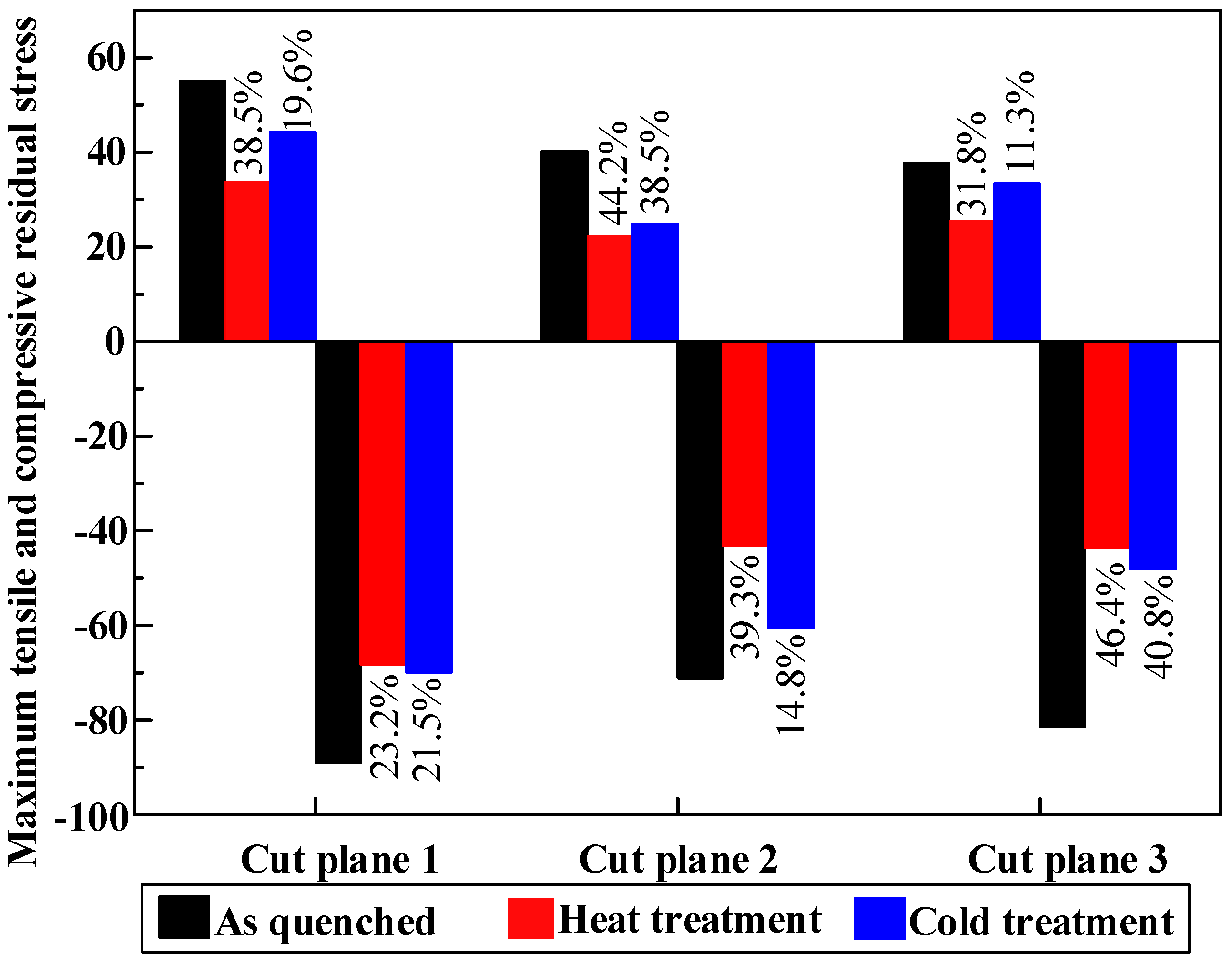
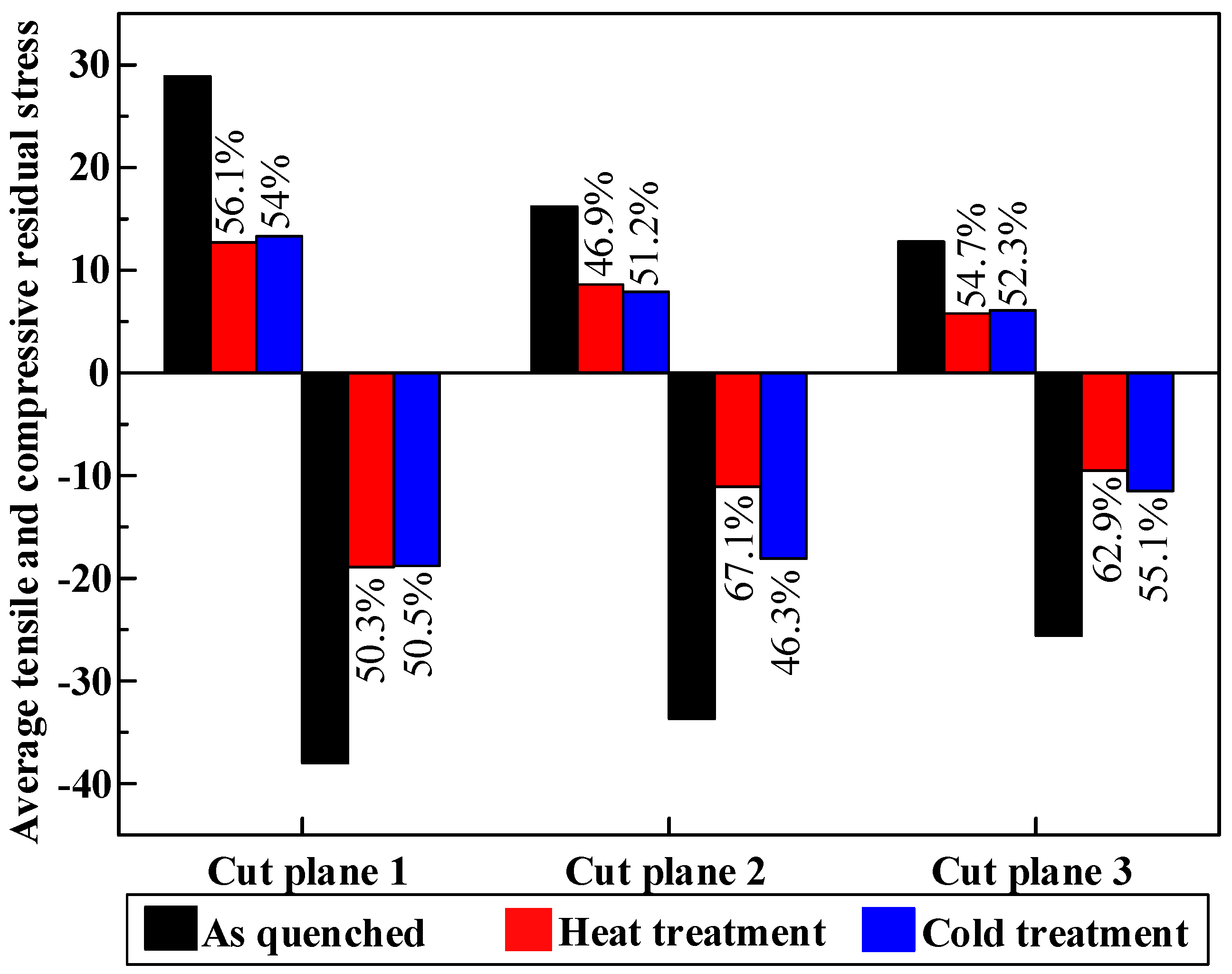
- Post-treatment is found to reduce the post-stretching residual stress further. The reduction of maximum residual stress magnitude by heat treatment and cold treatment is 23.2–46.4% and 11.3–40.8%, respectively. Moreover, the stress distribution after the heat treatment is more uniform compared with that after the cold treatment.
Supplementary Materials
Supplementary File 1Author Contributions
Acknowledgments
Conflicts of Interest
References
- Ibrahim, I.A.; Mohamed, F.A.; Lavernia, E.J. Particulate reinforced metal matrix composites---A review. J. Mater. Sci. 1991, 26, 1137–1156. [Google Scholar] [CrossRef]
- Geng, J.W.; Liu, G.; Wang, F.F.; Hong, T.R.; Dai, J.C.; Wang, M.L.; Chen, D.; Ma, NH.; Wang, H.W. Microstructural correlated damage mechanisms of the high-cycle fatigued in-situ TiB2/Al-Cu-Mg composite. Mater. Des. 2017, 135, 423–438. [Google Scholar] [CrossRef]
- Gao, Q.; Wu, S.S.; LÜ, S.L.; Duan, X.C.; An, P. Preparation of in-situ 5 vol % TiB2 particulate reinforced Al–4.5Cu alloy matrix composites assisted by improved mechanical stirring process. Mater. Des. 2016, 94, 79–86. [Google Scholar] [CrossRef]
- Koç, M.; Culp, J.; Altan, T. Prediction of residual stresses in quenched aluminum blocks and their reduction through cold working processes. J. Mater. Process. Technol. 2006, 174, 342–354. [Google Scholar] [CrossRef]
- Robinson, J.S.; Tanner, D.A.; Truman, C.E.; Wimpory, R.C. Measurement and Prediction of Machining Induced Redistribution of Residual Stress in the Aluminium Alloy 7449. Exp. Mech. 2010, 51, 981–993. [Google Scholar] [CrossRef]
- Masoudi, S.; Amirian, G.; Saeedi, E.; Ahmadi, M. The Effect of Quench-Induced Residual Stresses on the Distortion of Machined Thin-Walled Parts. J. Mater. Eng. Perform. 2015, 24, 3933–3941. [Google Scholar] [CrossRef]
- Godlewski, L.A.; Su, X.M.; Pollock, T.M.; Allison, J.E. The Effect of Aging on the Relaxation of Residual Stress in Cast Aluminum. Metall. Mater. Trans. A 2013, 44, 4809–4818. [Google Scholar] [CrossRef]
- Robinson, J.S.; Hossain, S.; Truman, C.E.; Paradowska, A.M.; Hughes, D.J.; Wimpory, R.C.; Fox, M.E. Residual stress in 7449 aluminium alloy forgings. Mater. Sci. Eng. A 2010, 527, 2603–2612. [Google Scholar] [CrossRef]
- Robinson, J.S.; Tanner, D.A.; Truman, C.E. 50th Anniversary Article: The Origin and Management of Residual Stress in Heat-treatable Aluminium Alloys. Strain 2014, 50, 185–207. [Google Scholar] [CrossRef]
- Prime, M.B.; Hill, M.R. Residual stress, stress relief, and inhomogeneity in aluminum plate. Scr. Mater. 2002, 46, 77–82. [Google Scholar] [CrossRef]
- Zhang, Z.; Yang, Y.F.; Li, L.; Chen, B.; Tian, H. Assessment of residual stress of 7050-T7452 aluminum alloy forging using the contour method. Mater. Sci. Eng. A 2015, 644, 61–68. [Google Scholar] [CrossRef]
- Rossini, N.S.; Dassisti, M.; Benyounis, K.Y.; Olabi, A.G. Methods of measuring residual stresses in components. Mater. Des. 2012, 35, 572–588. [Google Scholar] [CrossRef]
- Withers, P.J.; Bhadeshia, H.K.D.H. Residual stress. Part 1—Measurement techniques. Mater. Sci. Technol. 2001, 17, 355–365. [Google Scholar] [CrossRef]
- Prime, M.B. Cross-sectional mapping of residual stresses by measuring the surface contour after a cut. J. Eng. Mater. Technol. 2001, 123, 162–168. [Google Scholar] [CrossRef]
- Olson, M.D.; Robinson, J.S.; Wimpory, R.C.; Hill, M.R. Characterisation of residual stresses in heat treated, high strength aluminium alloy extrusions. Mater. Sci. Technol. 2016, 32, 1427–1438. [Google Scholar] [CrossRef]
- Liu, C.; Yi, X. Residual stress measurement on AA6061-T6 aluminum alloy friction stir butt welds using contour method. Mater. Des. 2013, 46, 366–371. [Google Scholar] [CrossRef]
- Turski, M.; Edwards, L. Residual stress measurement of a 316l stainless steel bead-on-plate specimen utilising the contour method. Int. J. Press. Vessel. Pip. 2009, 86, 126–131. [Google Scholar] [CrossRef]
- Frih, I.; Montay, G.; Adragna, P.A. Microstructure, Hardness, and Residual Stress Distributions in T-Joint Weld of HSLA S500MC Steel. Metall. Mater. Trans. A 2017, 48, 1103–1110. [Google Scholar] [CrossRef]
- Ahmad, B.; Fitzpatrick, M.E. Analysis of Residual Stresses in Laser-Shock-Peened and Shot-Peened Marine Steel Welds. Metall. Mater. Trans. A. 2017, 48, 759–770. [Google Scholar] [CrossRef]
- DeWald, A.T.; Hill, M.R. Multi-Axial Contour Method for Mapping Residual Stresses in Continuously Processed Bodies. Exp. Mech. 2006, 46, 473–490. [Google Scholar] [CrossRef]
- Pagliaro, P.; Prime, M.B.; Robinson, J.S.; Clausen, B.; Swenson, H.; Steinzig, M.; Zuccarello, B. Measuring Inaccessible Residual Stresses Using Multiple Methods and Superposition. Exp. Mech. 2011, 51, 1123–1134. [Google Scholar] [CrossRef]
- Olson, M.D.; Hill, M.R. A New Mechanical Method for Biaxial Residual Stress Mapping. Exp. Mech. 2015, 55, 1139–1150. [Google Scholar] [CrossRef]
- Prime, M.B.; DeWald, A.T.; Hill, M.R.; Clausen, B.; Tran, M. Forensic determination of residual stresses and KI from fracture surface mismatch. Eng. Fract. Mech. 2014, 116, 158–171. [Google Scholar] [CrossRef]
- Ahmad, B.; Fitzpatrick, M.E. Minimization and Mitigation of Wire EDM Cutting Errors in the Application of the Contour Method of Residual Stress Measurement. Metall. Mater. Trans. A 2016, 47, 301–313. [Google Scholar] [CrossRef]
- Hakami, F.; Pramanik, A.; Basak, A.K. Tool wear and surface quality of metal matrix composites due to machining: A review. J. Eng. Manuf. 2017, 231, 739–752. [Google Scholar] [CrossRef]
- M’Saoubi, R.; Axinte, D.; Soo, S.L.; Nobel, C.; Attia, H.; Kappmeyer, G.; Engin, S.; Sim, W.M. High performance cutting of advanced aerospace alloys and composite materials. CIRP Ann.-Manuf. Technol. 2015, 64, 557–580. [Google Scholar] [CrossRef]
- Geng, J.W.; Hong, T.R.; Ma, Y.; Wang, M.L.; Chen, D.; Ma, N.H.; Wang, H.W. The solution treatment of in-situ sub-micron TiB2/2024 Al composite. Mater. Des. 2016, 98, 186–193. [Google Scholar] [CrossRef]
- Tjong, S.C.; Ma, Z. Microstructural and mechanical characteristics of in situ metal matrix composites. Mater. Sci. Eng. R Rep. 2000, 29, 49–113. [Google Scholar] [CrossRef]
- Tang, Y.; Chen, Z.; Borbély, A.; Ji, G.; Zhong, S.Y.; Schryvers, D.; Ji, V.; Wang, H.W. Quantitative study of particle size distribution in an in-situ grown Al–TiB2 composite by synchrotron X-ray diffraction and electron microscopy. Mater. Charact. 2015, 102, 131–136. [Google Scholar] [CrossRef]
- Pagliaro, P.; Prime, M.B.; Swenson, H.; Zuccarello, B. Measuring Multiple Residual-Stress Components using the Contour Method and Multiple Cuts. Exp. Mech. 2010, 50, 187–194. [Google Scholar] [CrossRef]
- Toparli, M.B.; Fitzpatrick, M.E.; Gungor, S. Improvement of the Contour Method for Measurement of Near-Surface Residual Stresses from Laser Peening. Exp. Mech. 2013, 53, 1705–1718. [Google Scholar] [CrossRef]
- Zhang, X.X.; Ni, D.R.; Xiao, B.L.; Andrä, H.; Gan, W.M.; Hofmann, M.; Ma, Z.Y. Determination of macroscopic and microscopic residual stresses in friction stir welded metal matrix composites via neutron diffraction. Acta Mater. 2015, 87, 161–173. [Google Scholar] [CrossRef]
- Arsenault, R.J.; Taya, M. Thermal residual stress in metal matrix composite. Acta Metall. 1987, 35, 651–659. [Google Scholar] [CrossRef]
- Kostka, A.; Lel̨atko, J.; Gigla, M.; Morawiec, H.; Janas, A. TEM study of the interface in ceramic-reinforced aluminum-based composites. Mater. Chem. Phys. 2003, 81, 323–325. [Google Scholar] [CrossRef]
- Kim, C.S.; Sohn, I.; Nezafati, M.; Ferguson, J.B.; Schultz, B.F.; Bajestani-Gohari, Z.; Rohatgi, P.K.; Cho, K. Prediction models for the yield strength of particle-reinforced unimodal pure magnesium (Mg) metal matrix nanocomposites (MMNCs). J. Mater. Sci. 2013, 48, 4191–4204. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | TiB2 | Cu | Mg | Zn | Zr | Al |
|---|---|---|---|---|---|---|
| Content/wt % | 6 | 2.2 | 2.3 | 6.3 | 0.11 | Balance |
| Material | Density (g/cm3) | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elastic Modulus (GPa) | Elongation (%) |
|---|---|---|---|---|---|
| TiB2/7050 | 2.9 | 630 | 700 | 78 | 6 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, K.; Wang, W.; Jiang, R.; Xiong, Y.; Zhao, D. Evaluation of Residual Stress Distribution and Relaxation on In Situ TiB2/7050 Al Composites. Materials 2018, 11, 706. https://doi.org/10.3390/ma11050706
Lin K, Wang W, Jiang R, Xiong Y, Zhao D. Evaluation of Residual Stress Distribution and Relaxation on In Situ TiB2/7050 Al Composites. Materials. 2018; 11(5):706. https://doi.org/10.3390/ma11050706
Chicago/Turabian StyleLin, Kunyang, Wenhu Wang, Ruisong Jiang, Yifeng Xiong, and Dezhong Zhao. 2018. "Evaluation of Residual Stress Distribution and Relaxation on In Situ TiB2/7050 Al Composites" Materials 11, no. 5: 706. https://doi.org/10.3390/ma11050706
APA StyleLin, K., Wang, W., Jiang, R., Xiong, Y., & Zhao, D. (2018). Evaluation of Residual Stress Distribution and Relaxation on In Situ TiB2/7050 Al Composites. Materials, 11(5), 706. https://doi.org/10.3390/ma11050706