A Study of the Effects of Hf and Sn on the Microstructure, Hardness and Oxidation of Nb-18Si Silicide Based Alloys without Ti Addition



Abstract
:1. Introduction
2. Experimental
3. Results
3.1. Density, Hardness and Lattice Parameter of Nbss
3.2. Oxidation
4. Discussion
4.1. Macrosegregation of Si
4.2. Microstructures
4.2.1. Primary Phase
4.2.2. Eutectics
4.2.3. Solidification
4.2.4. Composition of Phases and Heat Treated Microstructures
4.2.5. Lattice Parameter of Nbss
4.3. Hardness
5. Oxidation
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy and Condition | Density (g/cm3) | Alloy Hardness (HV10) | % Areas of Phases in the Alloys | Microhardness of Phases | ||||
|---|---|---|---|---|---|---|---|---|
| Nb5Si3 | Nb3Sn | Nbss | Nb5Si3 | Nb3Sn | Nbss | |||
| EZ1-AC | 8.35 ± 0.01 8.33–8.36 | 693 ± 21 664–722 | 42 ± 5 | 28 ± 2 | 28 ± 1 | 1359 ± 68 1190–1616 | 819 ± 25 712–919 | 475 ± 20 411–538 |
| EZ1-HT1 | 8.18 8.17–8.18 | 588 ± 30 533–589 | 19 ± 1 | 23 ± 2 | 1302 ± 61 1109–1481 | 767 ± 37 710–800 | – | |
| EZ1- HT2 | 8.32 ± 0.01 8.30–8.34 | 592 ± 15 575–627 | 21 ± 1 | 22 ± 1 | 1311 ± 54 1150–1469 | 760 ± 43 704–814 | – | |
| EZ7-AC | 7.59 ± 0.01 7.58–7.61 | 952 ± 7 919–988 | 51 ± 2 | 49 ± 2 | 1231 ± 24 1105–1317 | 1051 ± 24 998–1119 | – | |
| EZ7-HT | 7.75 ± 0.01 7.74–7.76 | 977 ± 29 933–1026 | 51 ± 3 | 49 ± 3 | 1202 ± 42 1098–1226 | 979 ± 13 931–1002 | – | |
| EZ3-AC | 7.91 ± 0.01 7.90–7.93 | 809 ± 12 743–846 | 47 ± 2 | 14 ± 1 | 36 ± 2 | 1187 ± 13 1063–1299 | 851 ± 19 762–906 | 677 ± 21 624–743 |
| EZ3-HT | 8.19 ± 0.01 8.17–8.20 | 769 ± 20 736–790 | 40 ± 3.0 | 35 ± 2 | 1267 ± 51 1101–1441 | 909 ± 13 879–927 | – | |
| EZ4-AC | 8.05 ± 0.01 8.03–8.07 | 915 ± 18.9 880–939 | 51.0 ± 4.4 | 37.7 ± 2.4 | 11.3 ± 2.1 | 1325 ± 51 1194–1440 | 820 ± 24 755–833 | 559 ± 27 498–583 |
| EZ4-HT1 | 8.07 ± 0.01 8.05–8.08 | 882 ± 25.7 842–925 | 61.0 ± 4.4 | 39.0 ± 3.4 | 1224 ± 62 996–1306 | 916 ± 63 825–1116 | – | |
| EZ4-HT2 * | 8.08 ± 0.01 8.06–8.09 | 887 ± 14.5 873–916 | 39.5 ± 3.8 | 60.5 ± 5.0 | 1230 ± 57 1001–1353 | 934 ± 57 814–1089 | – | |
| EZ4-HT3 * | 8.11 ± 0.02 8.08–8.013 | 879 ± 18.3 854–921 | 39.5 ± 3.8 | 60.5 ± 5.0 | 1217 ± 43 1015–1320 | 925 ± 48 854–1098 | – | |
| Alloy and Condition | Lattice Parameter (Å) |
|---|---|
| NV9-AC | 3.125 |
| NV9-HT (1500 °C/100 h) | 3.127 |
| EZ1-AC | 3.299 |
| EZ1-HT1 (1500 °C/100 h) | 3.325 |
| EZ1-HT2 (1500 °C/200 h) | 3.310 |
| EZ3-AC | 3.285 |
| EZ3-HT | 3.298 |
| EZ4 AC | 3.298 |
| Alloy | Code | As Cast | Heat Treated | Ref | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 100 h | 200 h | 100 h | 200 h | |||||||||||||
| Temperature (°C) | ||||||||||||||||
| Nominal Composition (at.%) | Arc Melted | DS | 1200 | 1400 | 1500 | 1500 | 1500 | 1300 | 1400 | 1500 | 1500 | 1500 | ||||
| SB | SC | LB | OFZ | SB | SC | SB | LB | OFZ | LB | |||||||
| Nb-21.1Si-8.3Ti-5.4Mo-4W-0.7Hf | CM1 | β | β | α | α | α | α | α | α | [19] | ||||||
| Nb-18Si-5Ge | ZF1 | β | β, α | α | [45] | |||||||||||
| Nb-18Si-10Ge | ZF2 | β | β, α | α | [45] | |||||||||||
| Nb-14Si-3Sn | ZX1 | β | α | [46] | ||||||||||||
| Nb-12.5Si-7.5Sn | ZX2 | β | α | [46] | ||||||||||||
| Nb-19.1Si-1.5In | β, α | [47] | ||||||||||||||
| Nb-20.2Si-2.7Ga | β | [48] | ||||||||||||||
| Nb-20Si-xMo (x = 2, 4, 6) | β | [49] | ||||||||||||||
| Nb-18Si-5Cr-5Ge | ZF7 | β | β, α | [50] | ||||||||||||
| Nb-18Si-5Cr-5Hf | YG1 | β, α | β, α | [17] | ||||||||||||
| Nb-18Si-5Al-5Ge | ZF8 | β | β, α | [51] | ||||||||||||
| Nb-18Si-5Al-5Hf | YG2 | β, α | β, α | [17] | ||||||||||||
| Nb-17Si-10Mo-3Al | β | β | [52] | |||||||||||||
| Nb-20Si-5Hf-5W | YG5 | β, α | β, α | [53] | ||||||||||||
| Nb-20Si-5Hf-5Mo-3W | YG8 | β, α | β, α | [53] | ||||||||||||
| Nb-18Si-5Al-5Cr-5Mo | JG1 | β | α | α | [54] | |||||||||||
| Nb-24Ti-18Si-5Sn | NV6 | β, α | α | [14] | ||||||||||||
| Nb-24Ti-18Si-5Al | KZ7 | β | α | [38] | ||||||||||||
| Nb-24Ti-18Si-4Al-8Cr | KZ2 | β | β, α | β, α | [31] | |||||||||||
| Nb-24Ti-18Si-5Al-5Cr | KZ5 | β | β, α | β, α | [31] | |||||||||||
| Nb-24Ti-18Si-5Al-5Ge | ZF5 | β | β, α | [51] | ||||||||||||
| Nb-24Ti-18Si-5Cr-5Ge | ZF4 | β | β, α | [50] | ||||||||||||
| Nb-24Ti-18Si-5Al-5Cr-6Ta | KZ6 | β | β, α | β, α | [38] | |||||||||||
| Nb-24Ti-18Si-4Al-8Cr-6Ta | KZ8 | β | β, α | β, α | [38] | |||||||||||
| Nb-21Ti-16Si-3Al-7Cr-2Hf | β, α | β, α | [55] | |||||||||||||
| Nb-22Ti-14Si-2Al-4Cr-2Hf | α * | α * | [56] | |||||||||||||
| Nb-24Ti-18Si-5Al-5Cr-5Mo | JG2 | β | β, α | [54] | ||||||||||||
| Nb-24Ti-18Si-5Al-5Cr-2Mo | JG3 | β | β, α | [54] | ||||||||||||
| Nb-24Ti-18Si-5Al-5Cr-5Hf-2Mo | JG4 | β | β, α | [57] | ||||||||||||
| Nb-24Ti-18Si-5Al-5Cr-5Hf-2Mo-5Sn | JG6 | β | β, α | [57] | ||||||||||||
| Nb-14Si-24Ti-10Cr-2Al-2Hf-0.1Y | α * | α *,+ | [58] | |||||||||||||
References
- Bewlay, B.P.; Jackson, M.R. High-Temperature in Situ Composites: Processing and Properties, in Comprehensive Composite Materials, Editors-in-Chief Anthony Kelly and Carl Zweben; Chapter 3.22; Elsevier: Amsterdam, The Netherlands, 2003; pp. 579–615. [Google Scholar]
- Tsakiropoulos, P. On the Nb silicide based alloys: Part I—The bcc Nb solid solution. J. Alloys Compd. 2017, 708, 961–971. [Google Scholar] [CrossRef]
- Tsakiropoulos, P. On Nb silicide based alloys: Part II. J. Alloys Compd. 2018, 748, 569–576. [Google Scholar] [CrossRef]
- Tsakiropoulos, P. On the alloying and properties of tetragonal Nb5Si3 in Nb-silicide based alloys. Materials 2018, 11, 69. [Google Scholar] [CrossRef] [PubMed]
- Tsakiropoulos, P. Alloying and properties of C14-NbCr2 and A15-Nb3X (X = Al,Ge,Si,Sn) in Nb-silicide based alloys. Materials 2018, 11, 395. [Google Scholar] [CrossRef] [PubMed]
- Tsakiropoulos, P. On Nb silicide based alloys: Alloy design and selection. Materials 2018, 11, 844. [Google Scholar] [CrossRef] [PubMed]
- Tsakiropoulos, P. Alloying and hardness of eutectics with Nbss and Nb5Si3 in Nb-silicide based alloys. Materials 2018, 11, 592. [Google Scholar] [CrossRef]
- Jackson, M.R.; Bewlay, B.P.; Zhao, J.-C. Niobium Silicide Based Composites Resistant to High Temperature Oxidation. U.S. Patent 6,913,655 B2, 5 July 2005. [Google Scholar]
- Xu, Z.; Utton, C.; Tsakiropoulos, P. A study of the effect of 2 at.% Sn on the microstructure and isothermal oxidation at 800 and 1200 °C of Nb-24Ti-18Si based alloys with Al and/or Cr additions. Materials 2018, 11, 1826. [Google Scholar] [CrossRef]
- Zelenitsas, K.; Tsakiropoulos, P. Effect of Al, Cr and Ta additions on the oxidation behaviour of Nb-Ti-Si in situ composites at 800 °C. Mater. Sci. Eng. A 2006, 416, 269–280. [Google Scholar] [CrossRef]
- Geng, J.; Tsakiropoulos, P.; Shao, G. A thermo-gravimetric and microstructural study of the oxidation of Nbss/Nb5Si3 based in situ composites with Sn addition. Intermetallics 2007, 15, 270–281. [Google Scholar] [CrossRef]
- Jackson, M.R.; Bewlay, B.P.; Briant, C.L. Creep Resistant Nb Silicide Based Two Phase Composites. U.S. Patent 6,447,623 B1, 10 September 2002. [Google Scholar]
- Nelson, J.; Ghadyani, M.; Utton, C.; Tsakiropoulos, P. A study of the effects of Al, Cr, Hf and Ti additions on the microstructure and oxidation of Nb-24Ti-18Si silicide based alloys. Materials 2018, 11, 1579. [Google Scholar] [CrossRef]
- Vellios, N.; Tsakiropoulos, P. The role of Sn and Ti additions in the microstructure of Nb-18Si based alloys. Intermetallics 2007, 15, 1518–1528. [Google Scholar] [CrossRef]
- Yang, Y.; Chang, Y.A.; Zhao, J.-C.; Bewlay, B.P. Thermodynamic modelling of the Nb-Hf-Si system. Intermetallics 2003, 11, 407–415. [Google Scholar] [CrossRef]
- Tian, Y.X.; Guo, J.T.; Zhou, L.Z.; Cheng, G.M.; Ye, H.Q. Microstructure and room temperature fracture toughness of cast Nbss/silicide composites alloyed with Hf. Mater. Lett. 2008, 62, 2657–2660. [Google Scholar] [CrossRef]
- Grammenos, I.; Tsakiropoulos, P. Study of the role of Al, Cr and Ti additions in the microstructure of Nb-18Si-5Hf base alloys. Intermetallics 2010, 18, 242–253. [Google Scholar] [CrossRef]
- Schlesinger, M.E.; Okamoto, H.; Gokhale, A.B.; Abbaschian, R. The Nb-Si (Niobium-Silicon) system. J. Phase Equilib. 1993, 14, 502–5099. [Google Scholar] [CrossRef]
- McCaughey, C.; Tsakiropoulos, P. Type of primary Nb5Si3 and precipitation of Nbss in αNb5Si3 in a Nb-8.3Ti-21.1Si-5.4Mo-4W-0.7Hf (at.%) near eutectic Nb-silicide based alloy. Materials 2018, 11, 967. [Google Scholar]
- Cullity, B.D. Elements of X-Ray Diffraction, 2nd ed.; Addison-Wesley: London, UK, 1978. [Google Scholar]
- Tsakiropoulos, P. On the macrosegregation of silicon in niobium silicide based alloys. Intermetallics 2014, 55, 95–101. [Google Scholar] [CrossRef]
- Okamoto, H. Phase Diagrams for Binary Alloys: Desk Handbook; ASM International: Russell, OH, USA, 2000. [Google Scholar]
- Sun, Z.; Guo, X.; Zhang, C. Thermodynamic modelling of the Nb-rich corner in the Nb-Si-Sn system, CALPHAD: Computer coupling of phase diagrams and thermochemistry. Calphad 2102, 36, 82–88. [Google Scholar] [CrossRef]
- Subramanian, P.R.; Mendiratta, M.G.; Dimiduk, D.M. Microstructures and mechanical behaviour of Nb-Ti base beta + silicide alloys. Mat. Res. Soc. Symp. Proc. 1994, 322, 491–502. [Google Scholar] [CrossRef]
- Liang, H.; Chang, Y.A. Thermodynamic modelling of the Nb-Si-Ti ternary system. Intermetallics 1999, 7, 561–570. [Google Scholar] [CrossRef]
- Yang, Y.; Bewlay, B.P.; Chang, Y.A. Liquid–solid phase equilibria in metal-rich Nb-Ti-Hf-Si alloys. J. Phase Equil. Diffus. 2007, 28, 107–114. [Google Scholar] [CrossRef]
- Geng, T.; Li, C.; Bao, J.; Zhao, X.; Du, Z.; Guo, C. Thermodynamic assessment of the Nb-Si-Ti system. Intermetallics 2009, 17, 343–357. [Google Scholar] [CrossRef]
- Bulanova, M.; Fartushna, I. Niobium-Silicon-Titanium, in Landolt-Börnstein New Series IV/11E3; Springer: Berlin, Germany, 2010; pp. 505–522. [Google Scholar] [CrossRef]
- Li, Y.; Li, C.; Du, Z.; Guo, C.; Zhao, X. As cast microstructures and solidification paths of the Nb-Si-Ti ternary alloys in Nb5Si3-Ti5Si3 region. Rare Metals 2013, 32, 502–511. [Google Scholar] [CrossRef]
- Gigolotti, J.C.J.; Coelho, G.C.; Nunes, C.A.; Suzuki, P.A.; Joubert, J. Experimental evaluation of the Nb-Si-Ti system from as-cast alloys. Intermetallics 2017, 82, 76–92. [Google Scholar] [CrossRef]
- Zelenitsas, K.; Tsakiropoulos, P. Study of the role of Al and Cr additions in the microstructure of Nb-Ti-Si in situ composites. Intermetallics 2005, 13, 1079–1095. [Google Scholar] [CrossRef]
- Waterstrat, R.M.; Muller, J. Ternary A15-phase regions in the Nb-Sn-Si and Nb-Sn-As systems. J. Less Common. Met. 1977, 52, 271–277. [Google Scholar] [CrossRef]
- Brukl, C.; Nowotny, H.; Benesovsky, F. Untersuchungen in den Dreistoffsys-temen: V-Al-Si, Nb-Al-Si, Cr-Al-Si, Mo-Al-Si bzw. Cr(Mo)-Al-Si. Monatsh. Chem. 1961, 92, 967–980. [Google Scholar] [CrossRef]
- Pan, V.M.; Latysheva, V.L.; Kulik, O.G.; Popov, A.G.; Litvinenko, E.N. The Nb-Nb3Al-Nb5Si3 Phase Diagram. Russian Metall. 1984, 4, 233–235. [Google Scholar]
- Zhao, J.-C.; Peluso, L.A.; Jackson, M.R.; Tan, L. Phase Diagram of the Nb-Si-Al ternary system. J. Alloys Compd. 2003, 360, 183–188. [Google Scholar] [CrossRef]
- Shao, G. Thermodynamic assessment of the Nb-Si-Al system. Intermetallics 2004, 12, 655–666. [Google Scholar] [CrossRef]
- Murakami, T.; Sasaki, S.; Ichikawa, K.; Kitahara, A. Microstructure, mechanical properties and oxidation behaviour of Nb-Si-Al and Nb-Si-N powder compact prepared by spark plasma sintering. Intermetallics 2001, 9, 621–627. [Google Scholar] [CrossRef]
- Zelenitsas, K.; Tsakiropoulos, P. Study of the role of Ta and Cr additions in the microstructure of Nb-Ti-Si-Al in situ composites. Intermetallics 2006, 14, 639–659. [Google Scholar] [CrossRef]
- Bewlay, B.P.; Zhao, J.-C.; Jackson, M.R.; Bishop, R.R. Determination of the effect of Hf additions on phase stability in Nb silicide based in-situ composites. MRS Online Proc. Libr. Arch. 1999, 552, KK6.8.1. [Google Scholar] [CrossRef]
- Zhu, J.H.; Liu, C.T.; Liaw, P.K. Phase stability and mechanical behaviour of NbCr2-based Laves phases. Intermetallics 1999, 7, 1011–1016. [Google Scholar] [CrossRef]
- Thoma, D.J.; Nibur, K.A.; Chen, K.C.; Cooley, J.C.; Dauelsberg, L.B.; Hults, W.L.; Kotula, P.G. The effect of alloying on the properties of (Nb,Ti)Cr2 C15 Laves phases. Mater. Sci. Eng. A 2002, 331, 408–415. [Google Scholar] [CrossRef]
- Nie, X.W.; Lu, S.Q.; Wang, K.L. Effect of mechanical alloying on the structure and properties of NbCr2 Laves phase fabricated by hot pressing. Powder Technol. 2008, 184, 333–336. [Google Scholar] [CrossRef]
- Knittel, S.; Mathieu, S.; Pertobois, L.; Vilasi, M. Effect of tin addition on Nb-Si based in situ composites. Part II: Oxidation behaviour. Intermetallics 2014, 47, 43–52. [Google Scholar]
- Jackson, M.R.; Bewlay, B.P.; Zhao, J.-C. Niobium Silicide Based Composites Resistant to Low Temperature Pesting. U.S. Patent 6,419,765, 16 July 2002. [Google Scholar]
- Zifu, L.; Tsakiropoulos, P. Study of the effects of Ge addition on the microstructure of Nb-18Si in situ composites. Intermetallics 2010, 18, 1072–1078. [Google Scholar] [CrossRef]
- Xu, Z.; Utton, C.; Tsakiropoulos, P. Nb-Silicide Based Alloys with Sn Additions; Unpublished Research; University of Sheffield: Sheffield, UK, 2016. [Google Scholar]
- Tiwari, C.S.; Kashyap, S.; Chattopadhyay, K. Effect of indium addition on microstructural, mechanical and oxidation properties of suction cast Nb-Si eutectic alloy. Mater. Sci. Techn. 2013, 29, 702–709. [Google Scholar] [CrossRef]
- Kashyap, S.; Tiwari, C.S.; Chattopadhyay, K. Effect of gallium on microstructure and mechanical properties of Nb-Si eutectic alloy. Intermetallics 2011, 19, 1943–1952. [Google Scholar] [CrossRef]
- Wang, F.; Luo, L.; Meng, X.; Xu, Y.; Wang, L.; Su, Y.; Guo, J.; Fu, H. Morphological evolution of primary βNb5Si3 phase in Nb-Mo-Si alloys. J. Alloys Compd. 2018, 741, 51–58. [Google Scholar] [CrossRef]
- Li, Z.; Tsakiropoulos, P. Study of the effect of Cr and Ti additions in the microstructure of Nb-18Si-5Ge based in-situ composites. Intermetallics 2012, 26, 18–25. [Google Scholar] [CrossRef]
- Li, Z.; Tsakiropoulos, P. The microstructures of Nb-18Si-5Ge-5Al and Nb-24Ti-18Si-5Ge-5Al in situ composites. J. Alloys Compd. 2013, 550, 553–560. [Google Scholar] [CrossRef]
- Li, Y.; Miura, S.; Ohsasa, K.; Ma, C.; Zhang, H. Ultrahigh temperature Nbss/Nb5Si3 fully-lamellar microstructure developed by directional solidification in OFZ furnace. Intermetallics 2011, 19, 460–469. [Google Scholar] [CrossRef]
- Grammenos, I.; Tsakiropoulos, P. Study oif the role of Hf, Mo and W additions in the microstructure of Nb-20Si silicide based alloys. Intermetallics 2011, 19, 1612–1621. [Google Scholar] [CrossRef]
- Geng, J.; Tsakiropoulos, P.; Shao, G. The effects of Ti and Mo additions on the microstructure of Nb-silicide based in situ composites. Intermetallics 2006, 14, 227–235. [Google Scholar] [CrossRef]
- Huang, Q.; Guo, X.; Kang, Y.; Song, J.; Qu, S.; Han, Y. Microstructures and mechanical properties of directionally solidified multi-element Nb-Si alloy. Prog. Nat. Sci. Mater. Int. 2011, 21, 146–152. [Google Scholar] [CrossRef]
- Yuan, S.; Jia, L.; Su, L.; Ma, L.; Zhang, H. The microstructure evolution of directionally solidified Nb-22Ti-14Si-4Cr-2Al-2Hf alloy during heat treatment. Intermetallics 2013, 38, 102–106. [Google Scholar]
- Geng, J.; Tsakiropoulos, P.; Shao, G. A study of th effects of Hf and Sn additions on the microstructure of Nbss/Nb5Si3 based in situ composites. Intermetallics 2007, 15, 69–76. [Google Scholar] [CrossRef]
- Fei, D.; Lina, J.; Sainan, Y.; Linfen, S.; Junfei, W.; Hu, Z. Microstructure evolution of a hypereutectic Nb–Ti–Si–Cr–Al–Hf alloy processed by directional solidification. Chin. J. Aeronaut. 2014, 27, 438–444. [Google Scholar]







| Alloy | As Cast | Heat Treated | |||
|---|---|---|---|---|---|
| 1500 °C | 1200 °C | ||||
| Time (h) | |||||
| 100 | 200 | 300 | 100 | ||
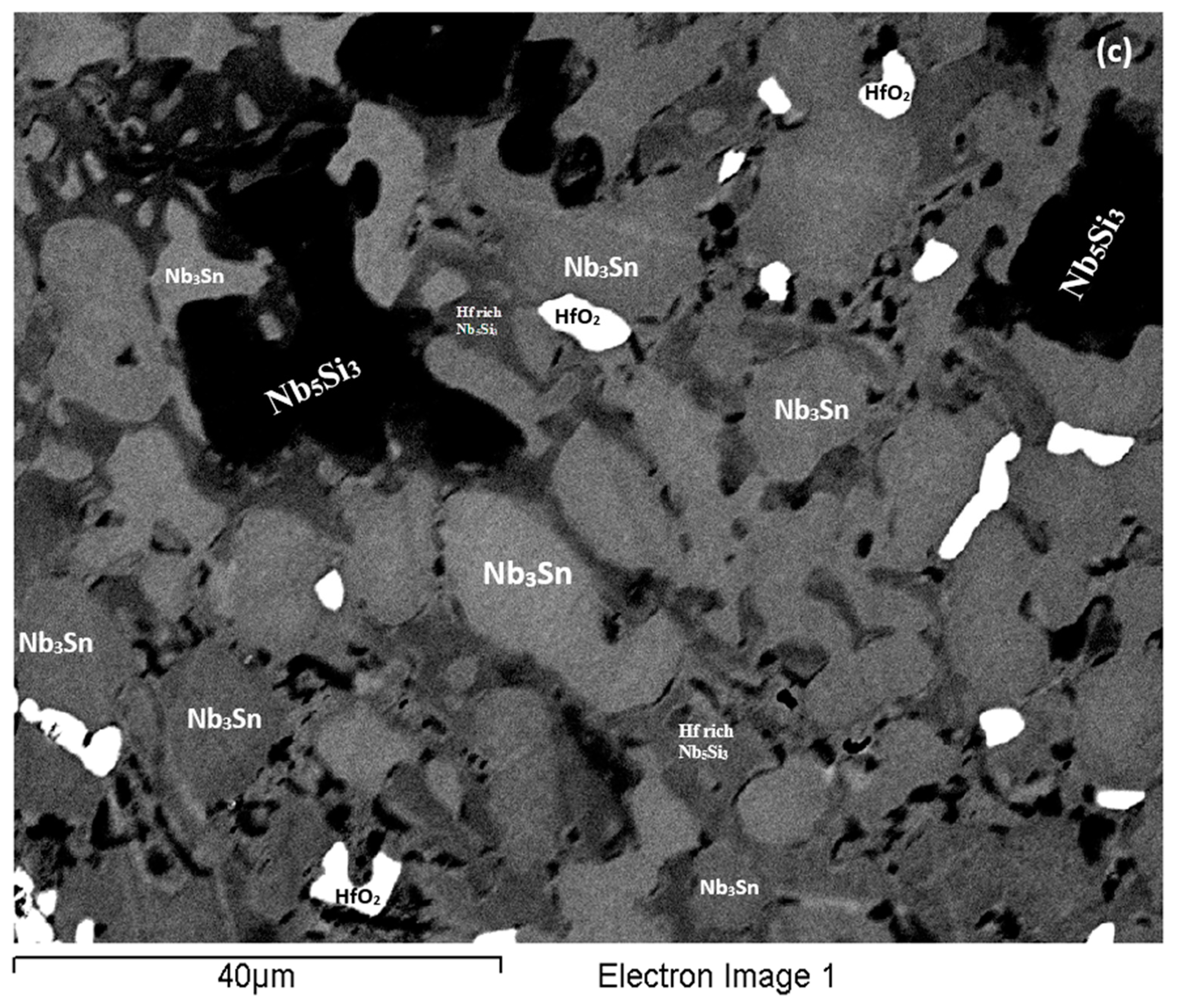
| EZ1 | Nbss, Hf rich Nbss Nb3Sn, Hf rich Nb3Sn α, β Nb5Si3, Hf rich Nb5Si3 (Nbss + Nb5Si3)eut HfO2 | Nbss Nb3Sn α, β Nb5Si3, Hf rich Nb5Si3 HfO2 | Nbss Nb3Sn α, β Nb5Si3, Hf rich Nb5Si3 HfO2 | ||
| EZ7 | Nb3Sn, Sn rich Nb3Sn α, β Nb5Si3 (Nb3Sn + Nb5Si3)eut | Nb3Sn α, β Nb5Si3 | |||
| EZ3 | Nbss Nb3Sn α, β Nb5Si3 C14-NbCr2 (Nbss + NbCr2 + Nb5Si3)eut HfO2 | Nbss Nb3Sn α, β Nb5Si3, Hf rich Nb5Si3 C14 NbCr2 HfO2 | |||
| EZ4 | Nbss Nb3Sn α, β, γ Nb5Si3, Hf rich Nb5Si3 (Nbss + Nb5Si3)eut HfO2 | Nb3Sn α, β, γ Nb5Si3, Hf rich Nb5Si3 HfO2 | Nbss Nb3Sn α, β, γ Nb5Si3, Hf rich Nb5Si3 Very Hf rich Nb5Si3 HfO2 | Nb3Sn α, β, γ Nb5Si3, Hf rich Nb5Si3 Very Hf rich Nb5Si3 HfO2 | |
| Phase | Solute Function | Alloy | ||||
|---|---|---|---|---|---|---|
| EZ1 | EZ3 | EZ4 | EZ7 | NV9 | ||
| Nbss | Si/Sn | 0.3 | 0.3 | 0.3 | ||
| Si/(Sn + Al) | 0.21 | |||||
| Nb3Sn | Si + Sn | 17.2 | 18.2 | 17.8 | ||
| Si + Sn + Al | 19.5 | 19.6 | ||||
| Sn rich Nb3Sn | Si + Sn + Al | 19.9 | ||||
| Hf rich Nb3Sn | Si + Sn | 18.1 | ||||
| Nb5Si3 | Si + Sn | 38.4 | 38.6 | 36.2 | ||
| Si + Sn + Al | 37.7 | 36.7 | ||||
| Hf rich Nb5Si3 | Si + Sn | 38.4 | 38.8 | |||
| Si + Sn + Al | 38.3 | |||||
| Eutectic with Nbss and Nb5Si3 | Si + Sn | 21.3 | 20.5 | |||
| Si + Sn + Al | 21.7 | |||||
| Alloy and Condition | Hardness | |||||||
|---|---|---|---|---|---|---|---|---|
| Measured a | Calculated b | |||||||
| A | B | C | (A + B)/2 | (B + C)/2 | (A + C)/2 | (A + B + C)/3 | ||
| EZ1 AC | 693 | 944 | 635 | 824 | 790 | 730 | 884 | 801 |
| EZ1 HT1 | 588 | 702 | 412 | 605 | 557 | 509 | 654 | 573 |
| EZ1 HT2 | 592 | 715 | 421 | 610 | 568 | 516 | 663 | 582 |
| EZ7 AC | 952 | 1143 | 812 | 1136 | 977 | 974 | 1139 | 1030 |
| EZ7 HT | 977 | 1093 | 779 | 1081 | 936 | 938 | 1087 | 984 |
| EZ3 AC | 809 | 948 | 626 | 888 | 787 | 757 | 918 | 830 |
| EZ3 HT | 769 | 975 | 602 | 915 | 788 | 759 | 945 | 830 |
| EZ4 AC | 915 | 1048 | 746 | 955 | 897 | 850 | 1002 | 916 |
| EZ4 HT1 | 882 | 1104 | 808 | 1082 | 956 | 945 | 1068 | 998 |
| EZ4 HT2 | 887 | 1051 | 745 | 1032 | 898 | 889 | 1042 | 943 |
| EZ4 HT3 | 879 | 1040 | 738 | 1022 | 889 | 880 | 1031 | 933 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zacharis, E.; Utton, C.; Tsakiropoulos, P. A Study of the Effects of Hf and Sn on the Microstructure, Hardness and Oxidation of Nb-18Si Silicide Based Alloys without Ti Addition. Materials 2018, 11, 2447. https://doi.org/10.3390/ma11122447
Zacharis E, Utton C, Tsakiropoulos P. A Study of the Effects of Hf and Sn on the Microstructure, Hardness and Oxidation of Nb-18Si Silicide Based Alloys without Ti Addition. Materials. 2018; 11(12):2447. https://doi.org/10.3390/ma11122447
Chicago/Turabian StyleZacharis, Eleftherios, Claire Utton, and Panos Tsakiropoulos. 2018. "A Study of the Effects of Hf and Sn on the Microstructure, Hardness and Oxidation of Nb-18Si Silicide Based Alloys without Ti Addition" Materials 11, no. 12: 2447. https://doi.org/10.3390/ma11122447
APA StyleZacharis, E., Utton, C., & Tsakiropoulos, P. (2018). A Study of the Effects of Hf and Sn on the Microstructure, Hardness and Oxidation of Nb-18Si Silicide Based Alloys without Ti Addition. Materials, 11(12), 2447. https://doi.org/10.3390/ma11122447