An Investigation of Surface Corrosion Behavior of Inconel 718 after Robotic Belt Grinding

 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
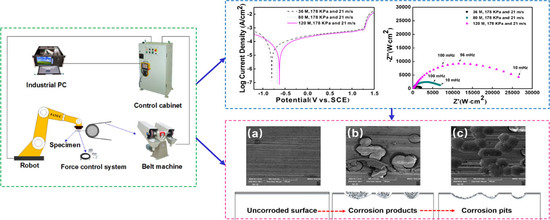
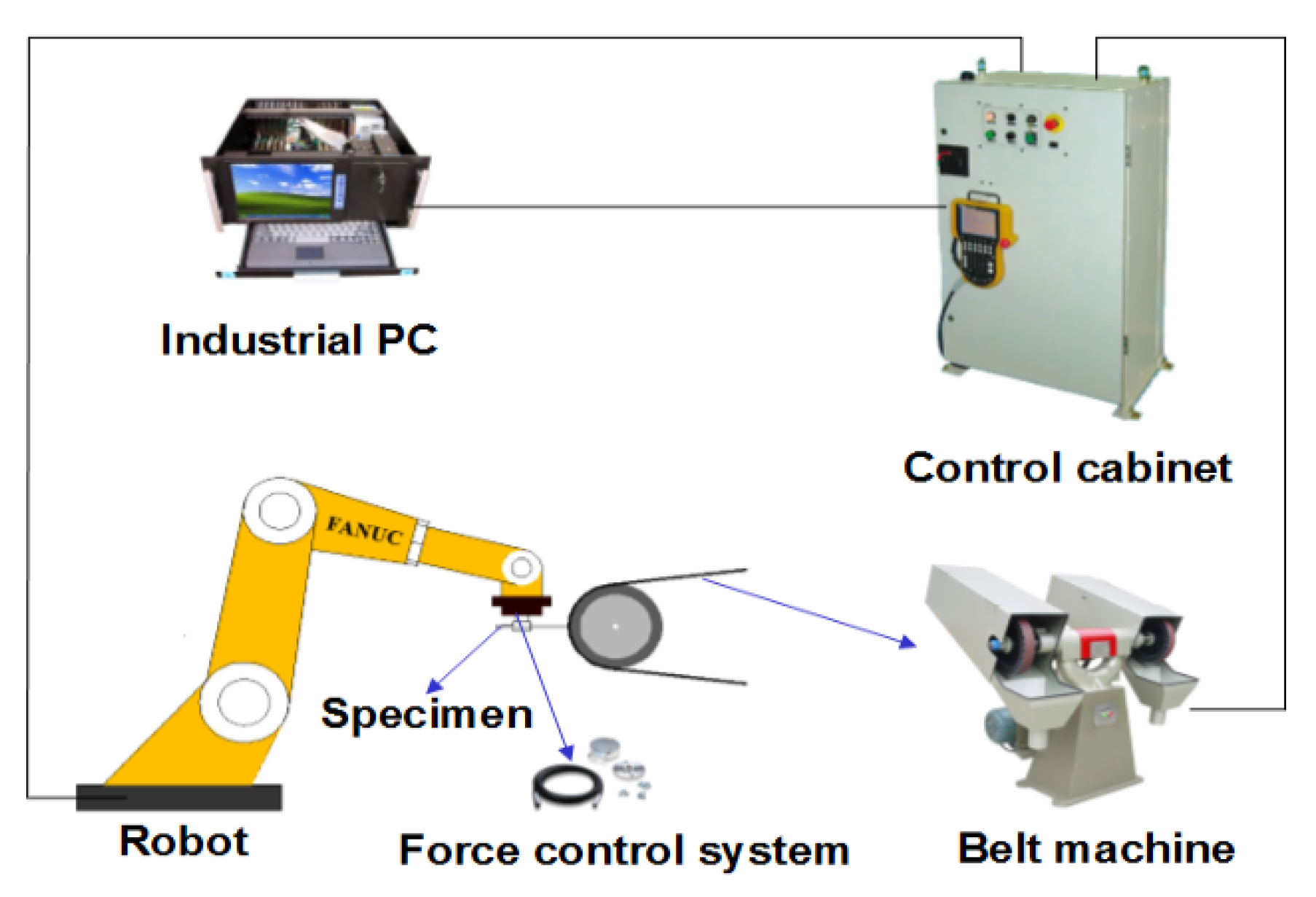
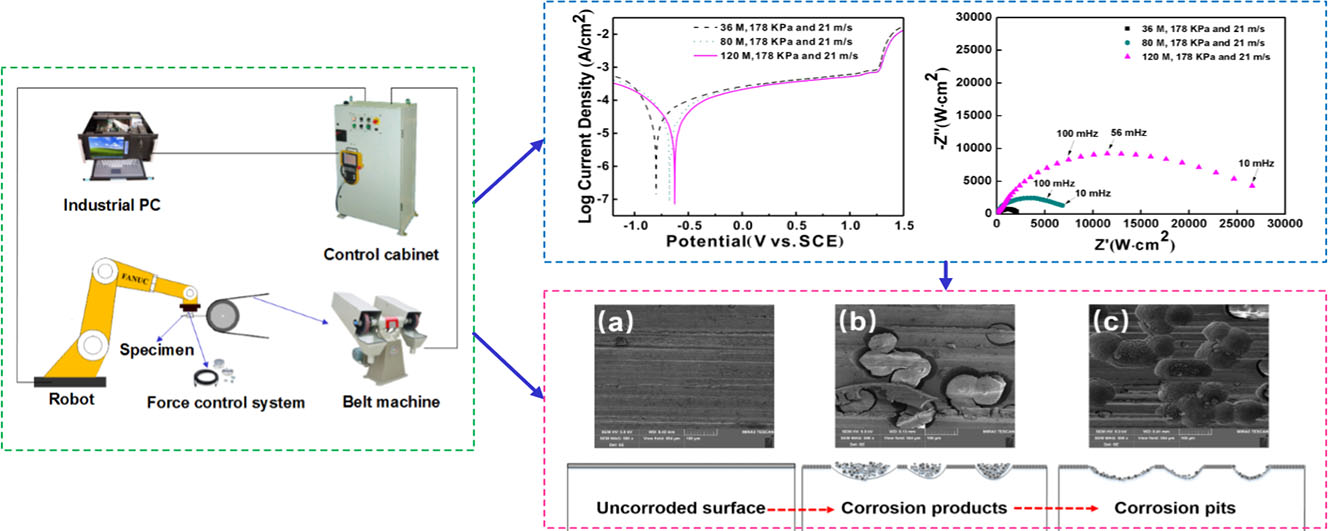
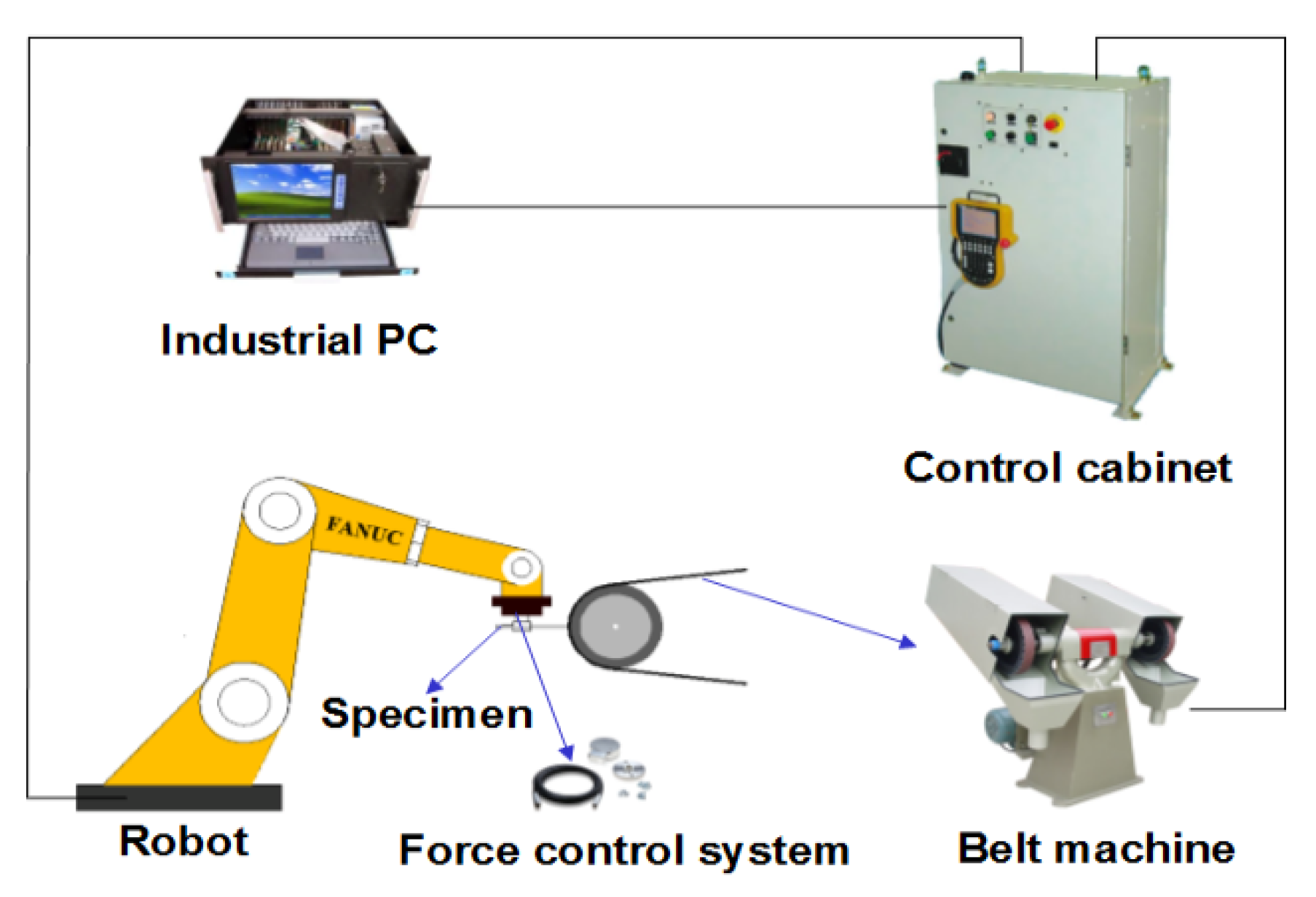
2.2. Experiment Set-Up
2.3. Test Methods
3. Results and Discussion
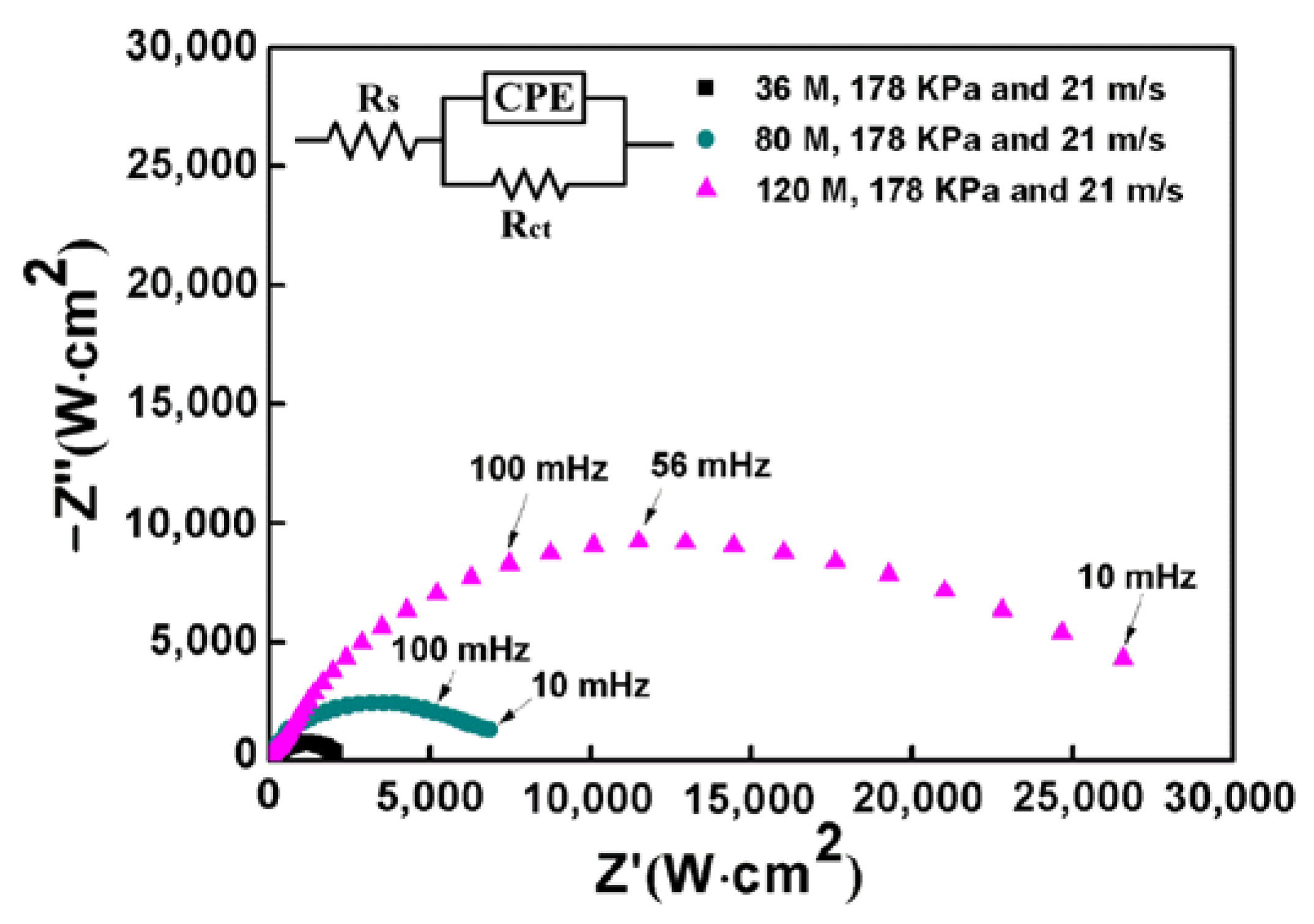
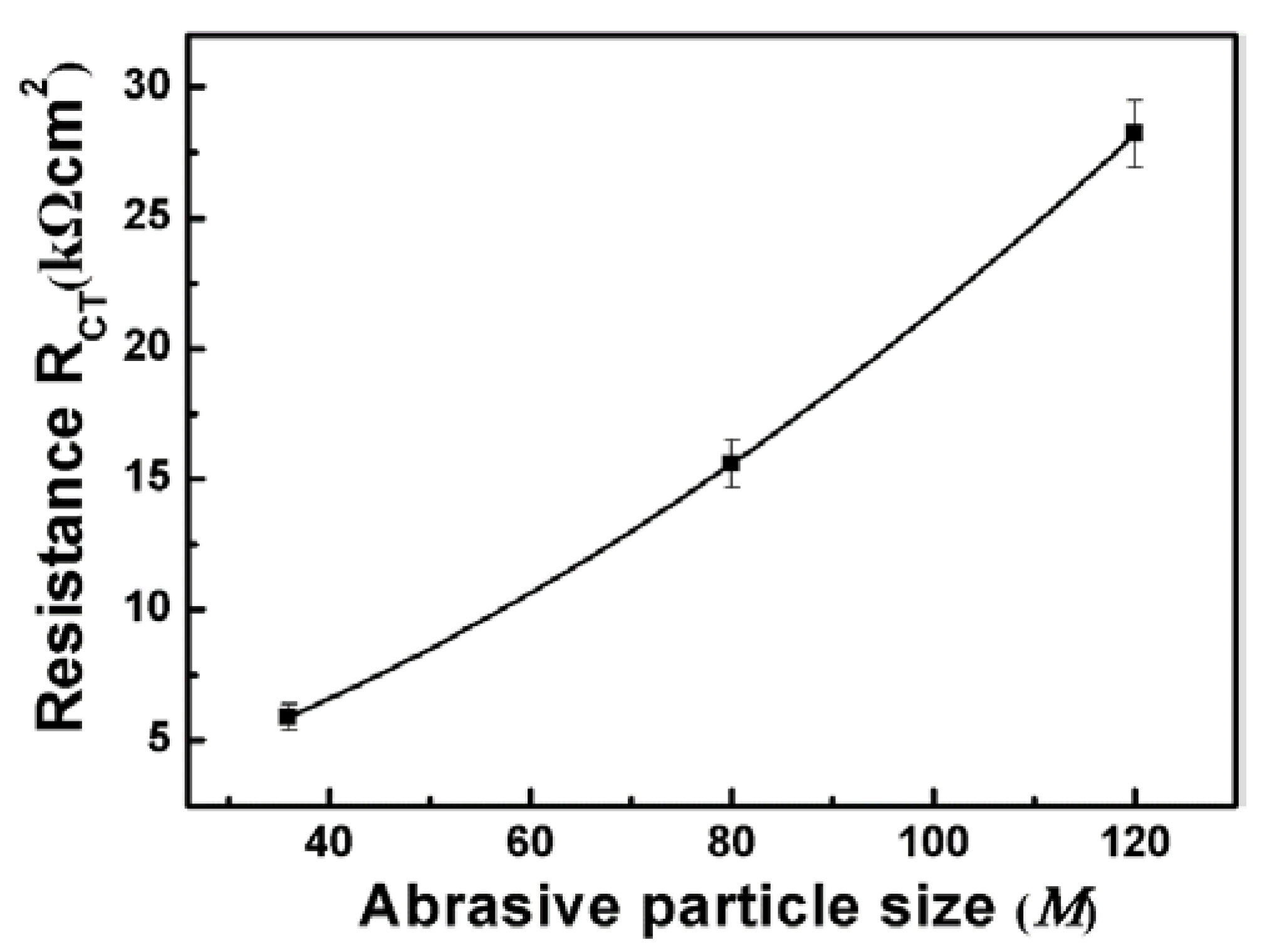
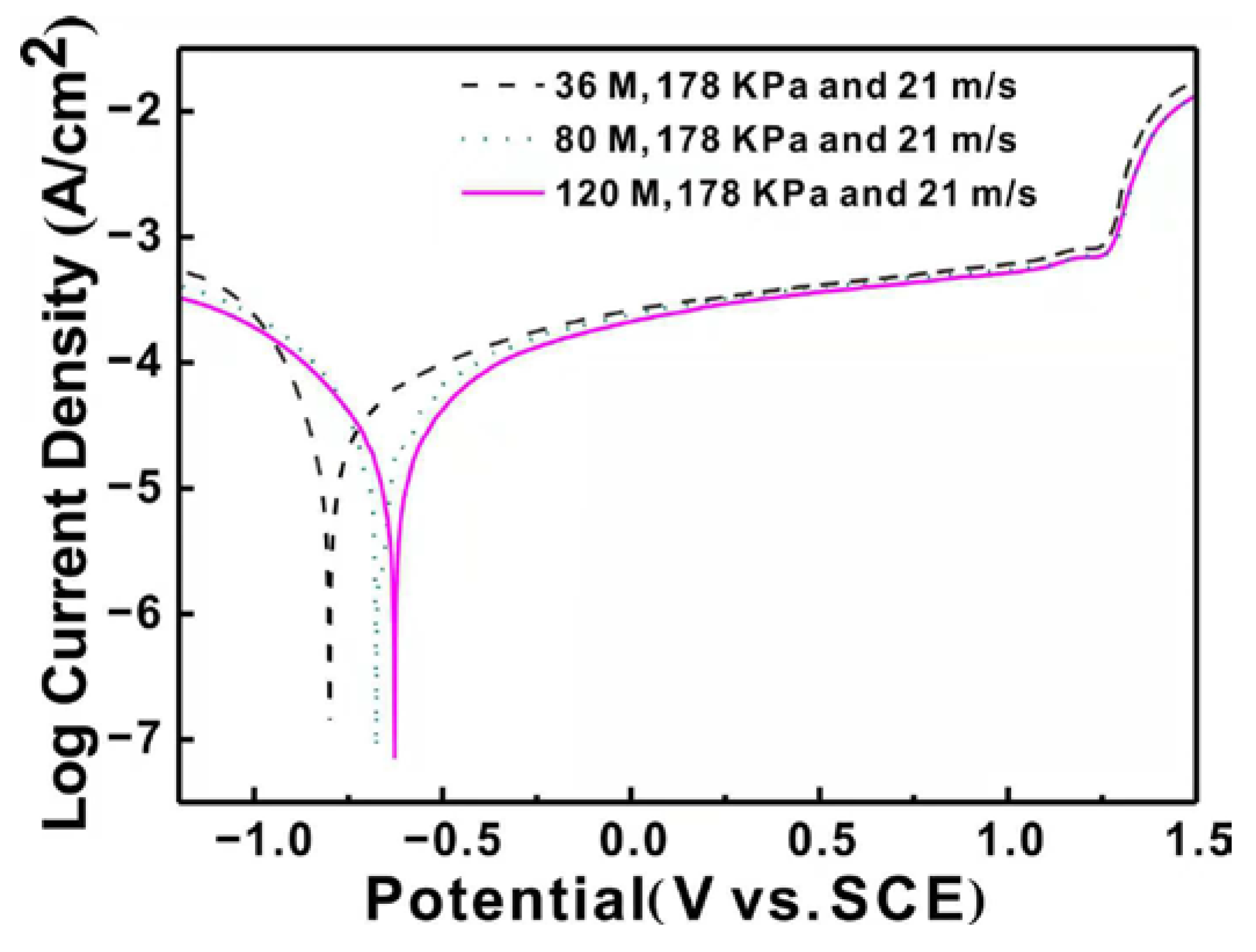
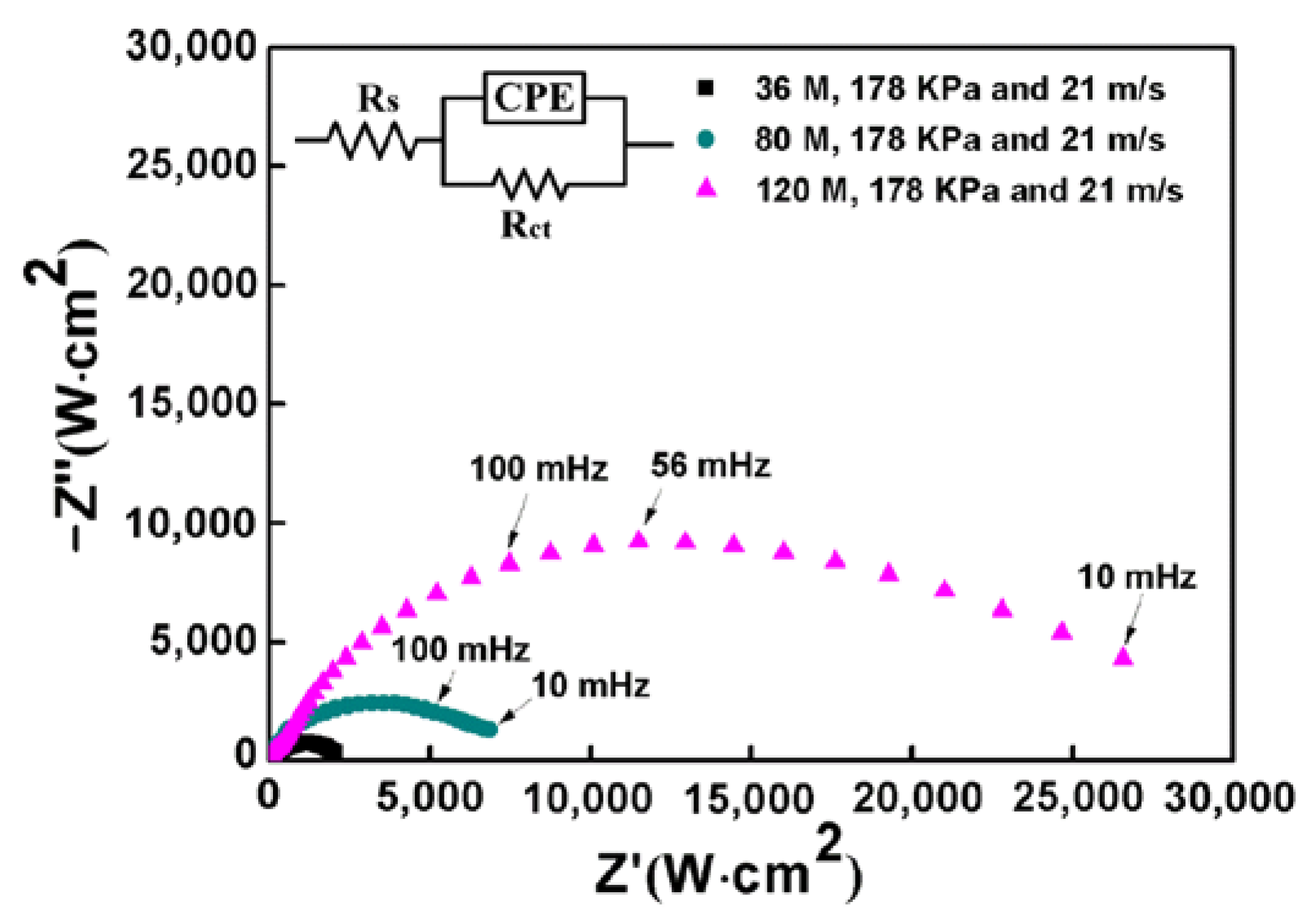
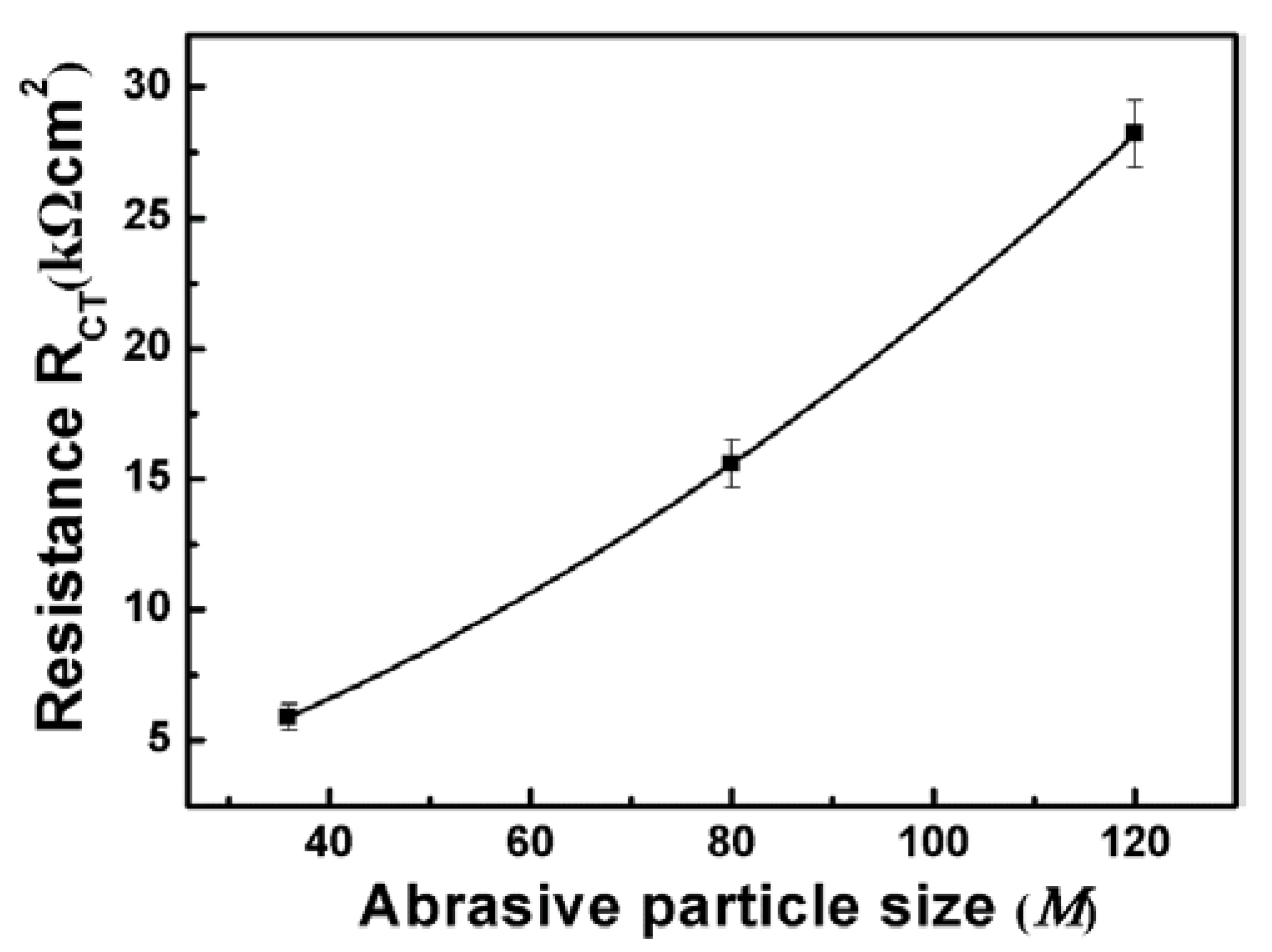
3.1. Electrochemical Analysis
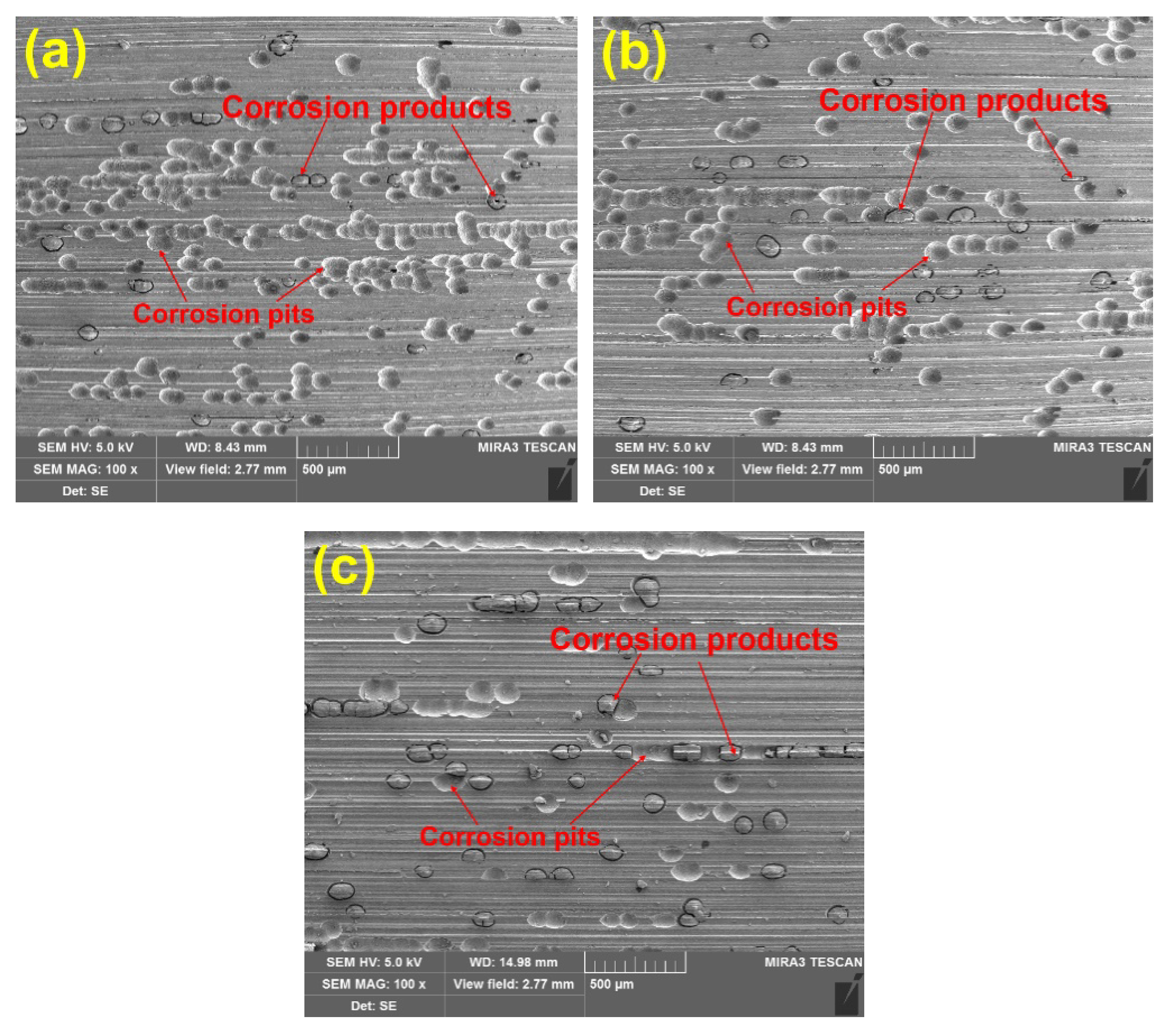
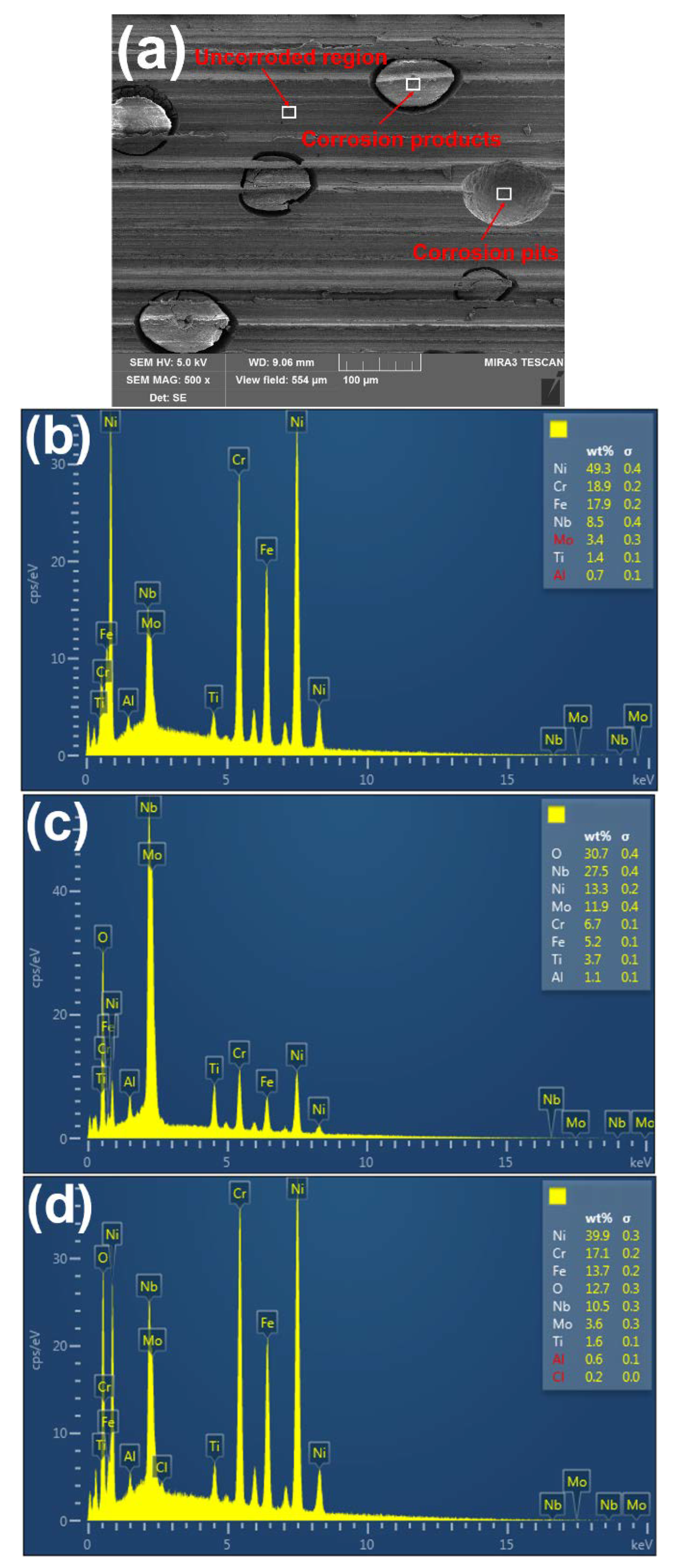
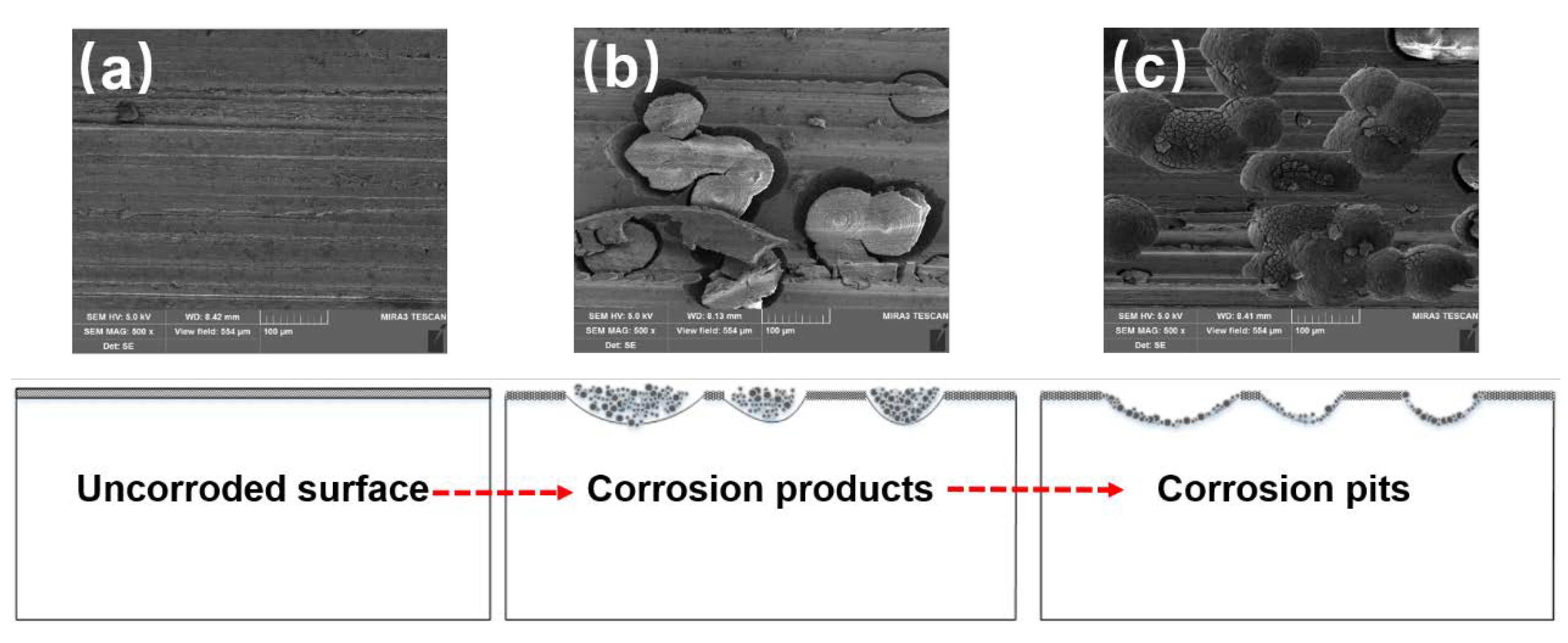
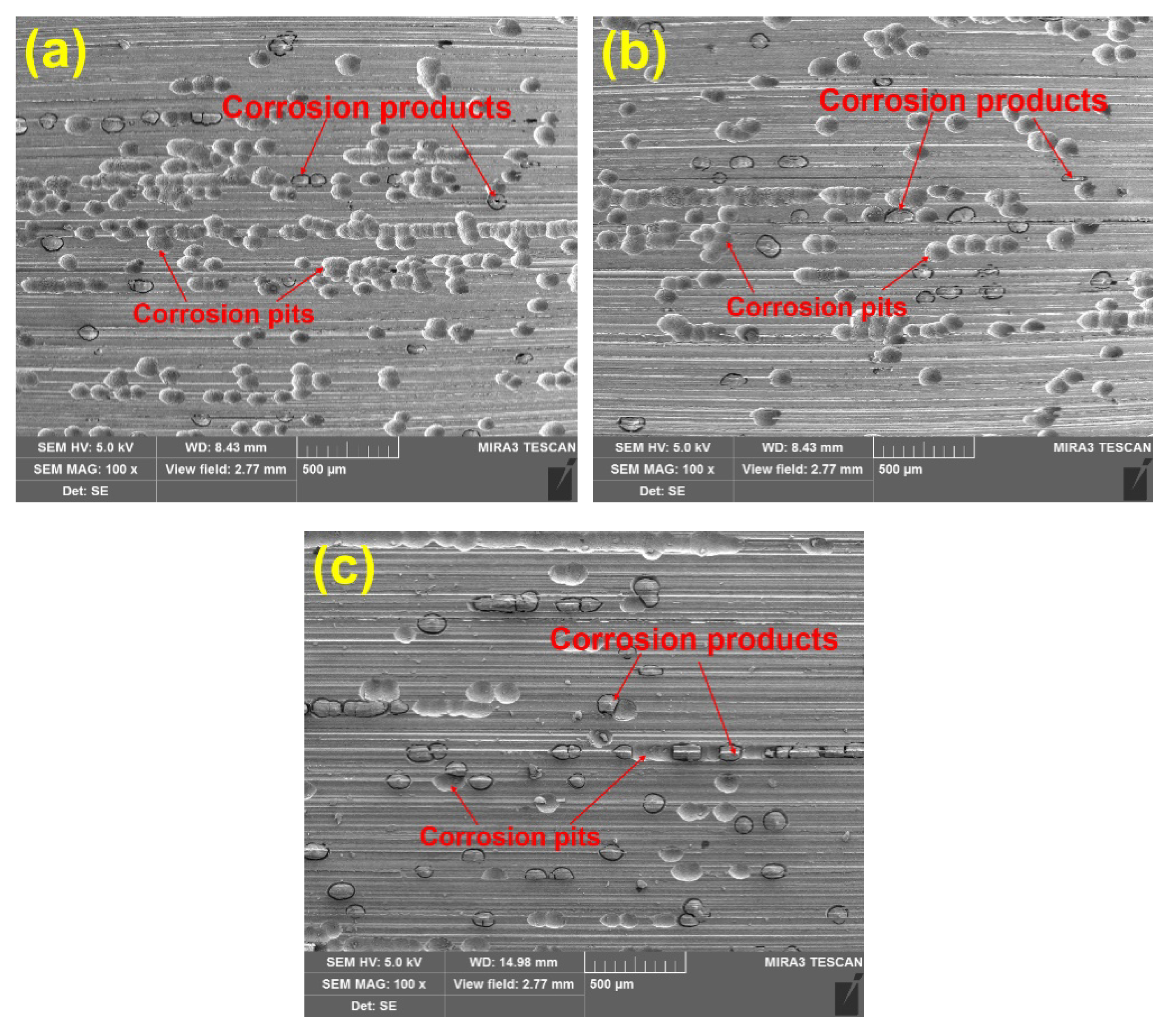
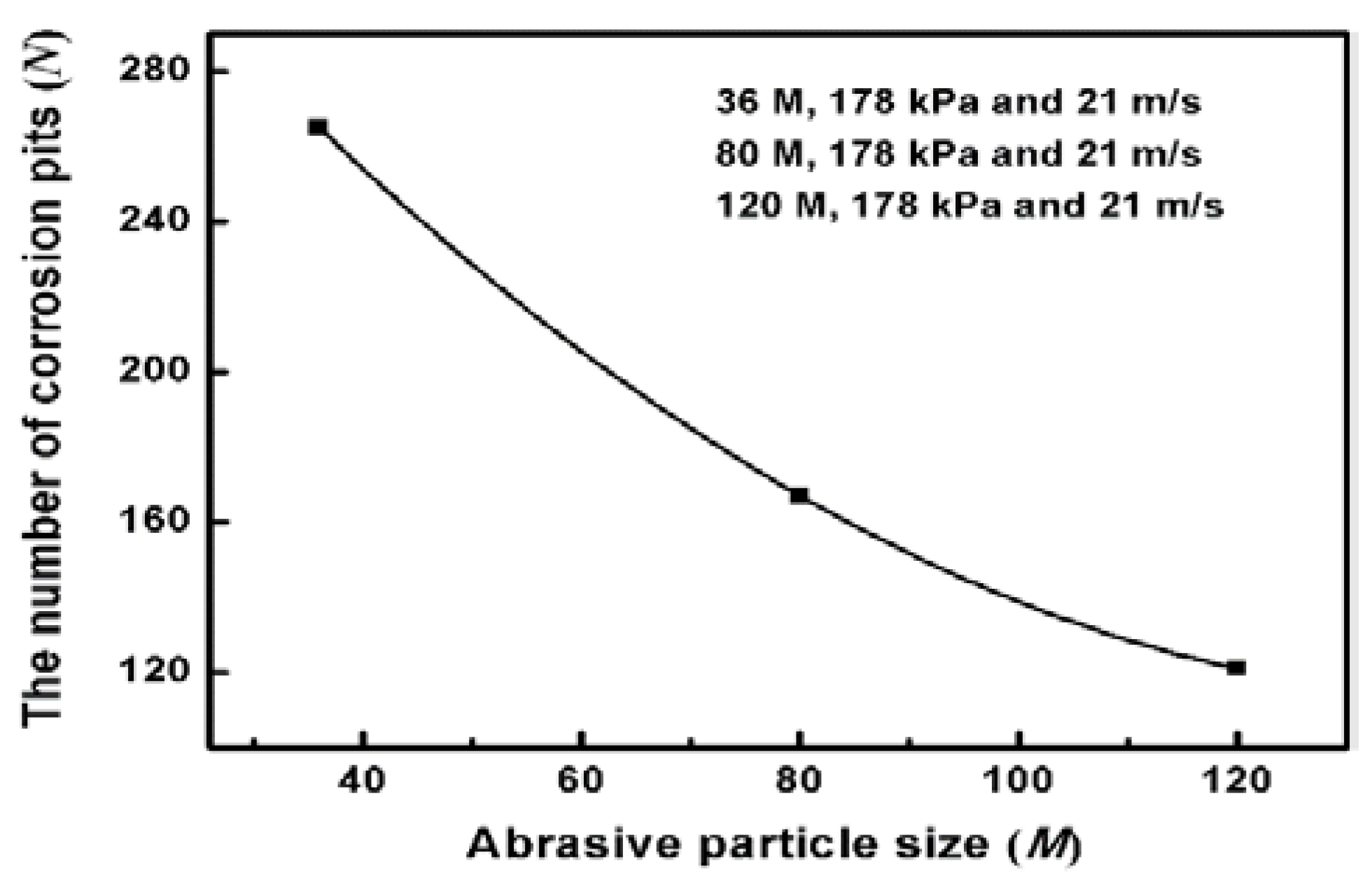
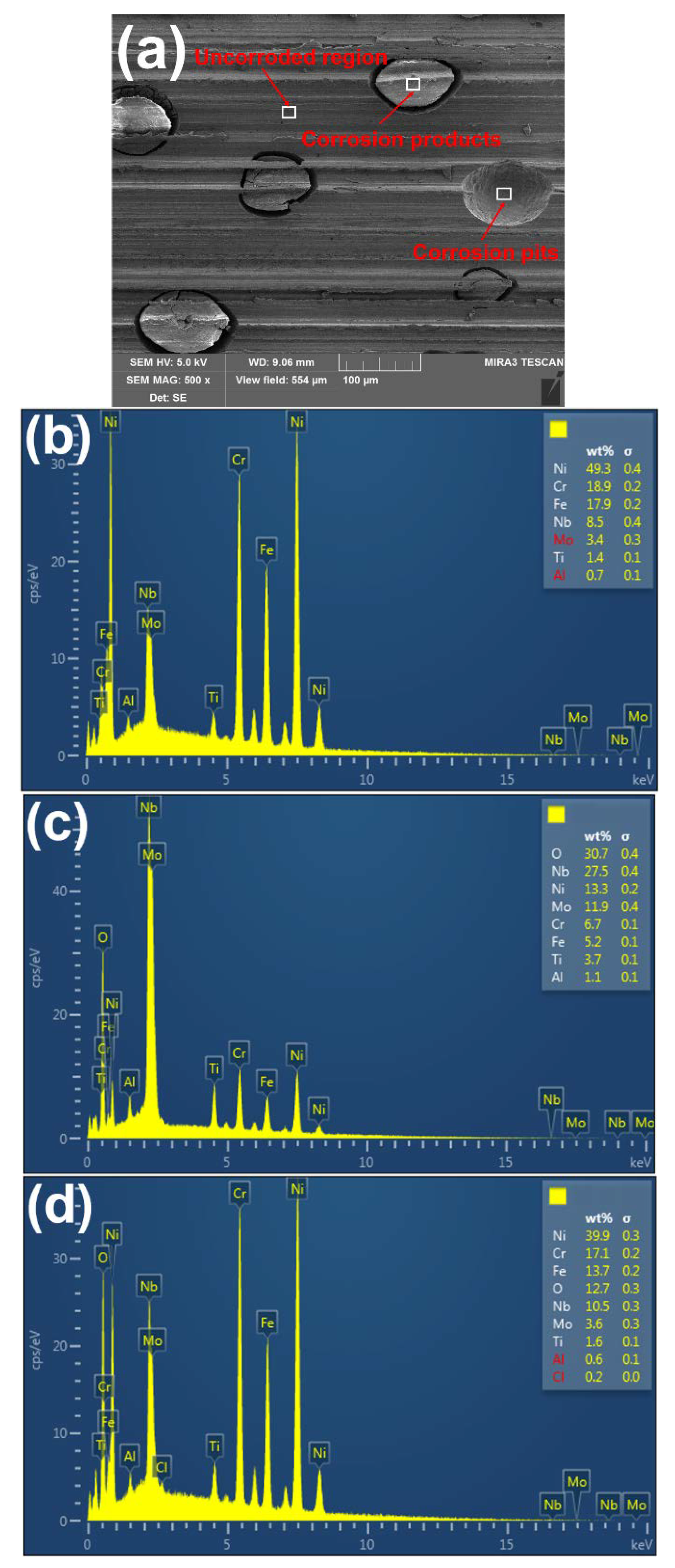
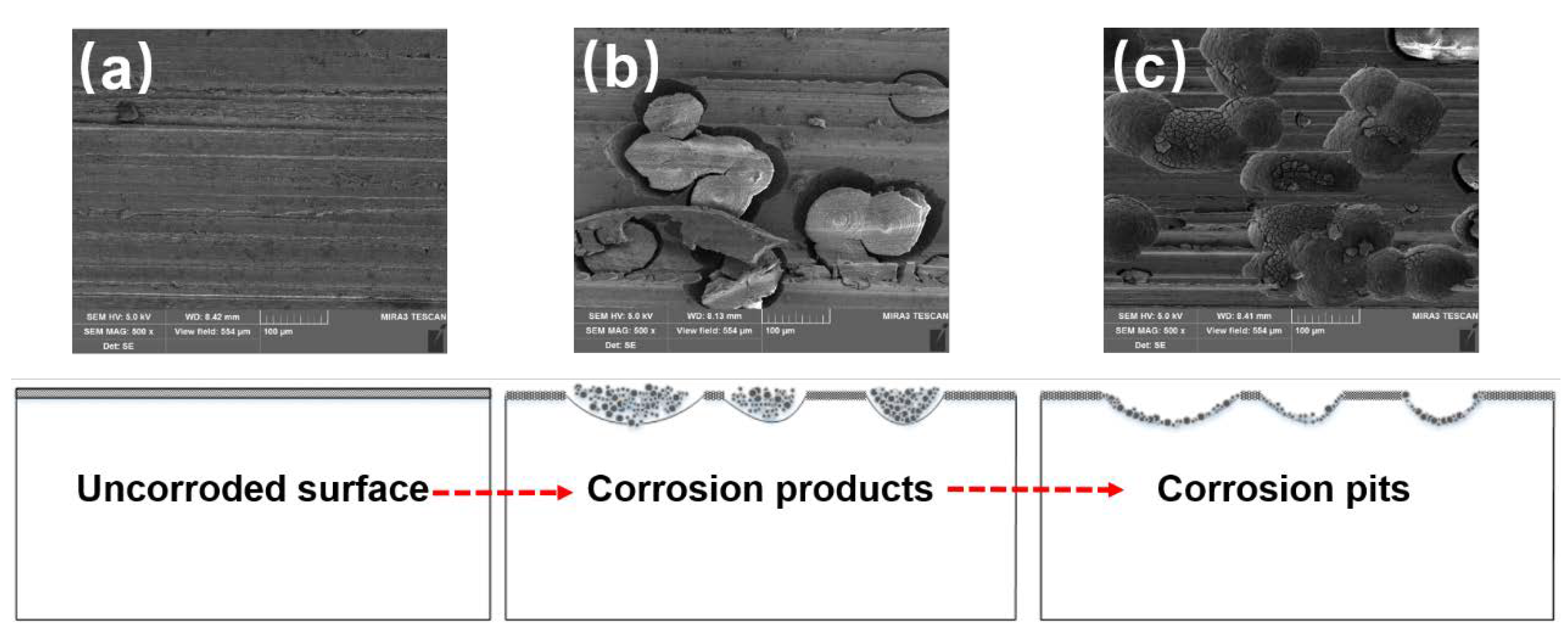
3.2. Corrosion Morphology Analysis
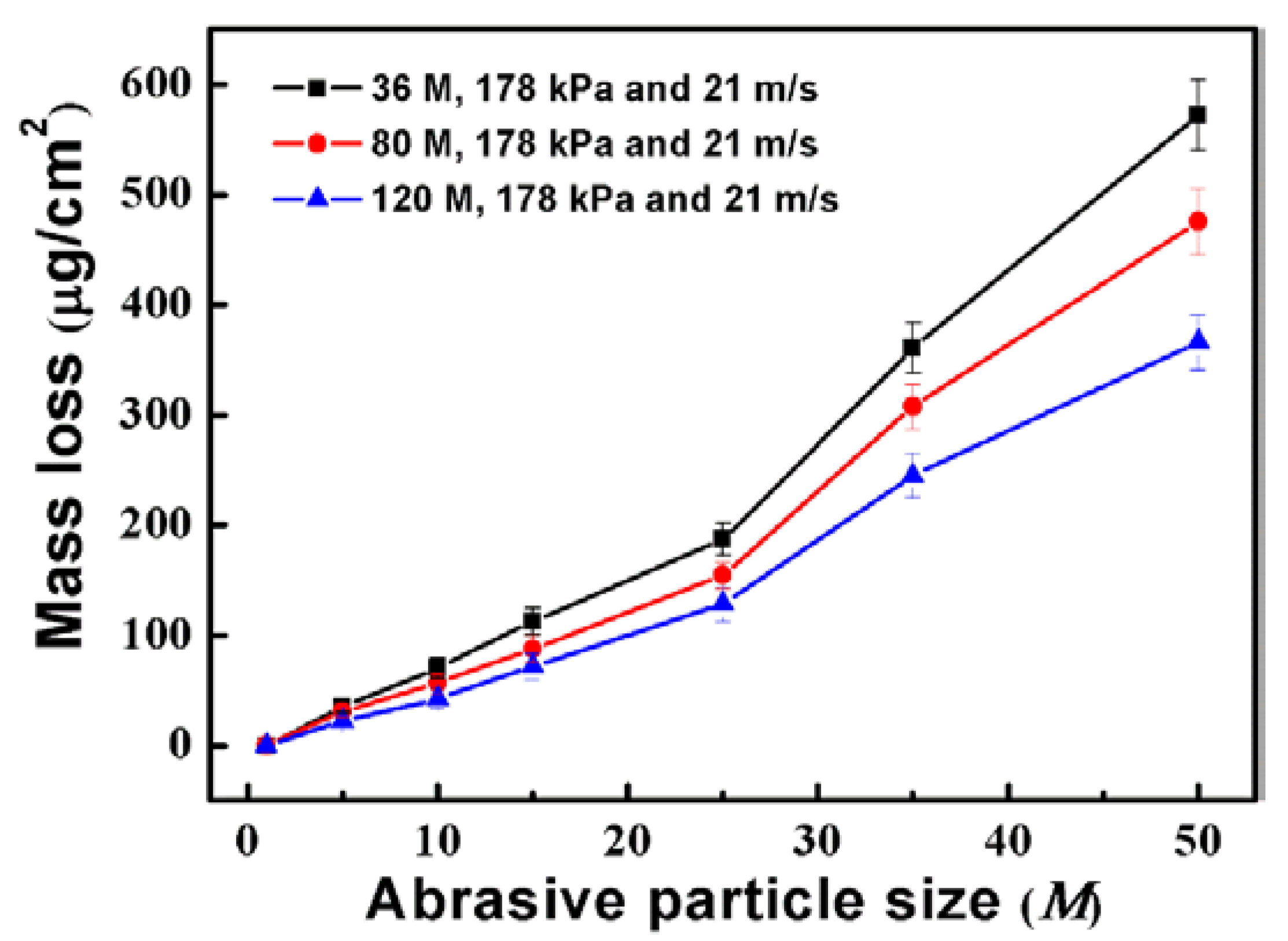
3.3. Mass Loss Analysis
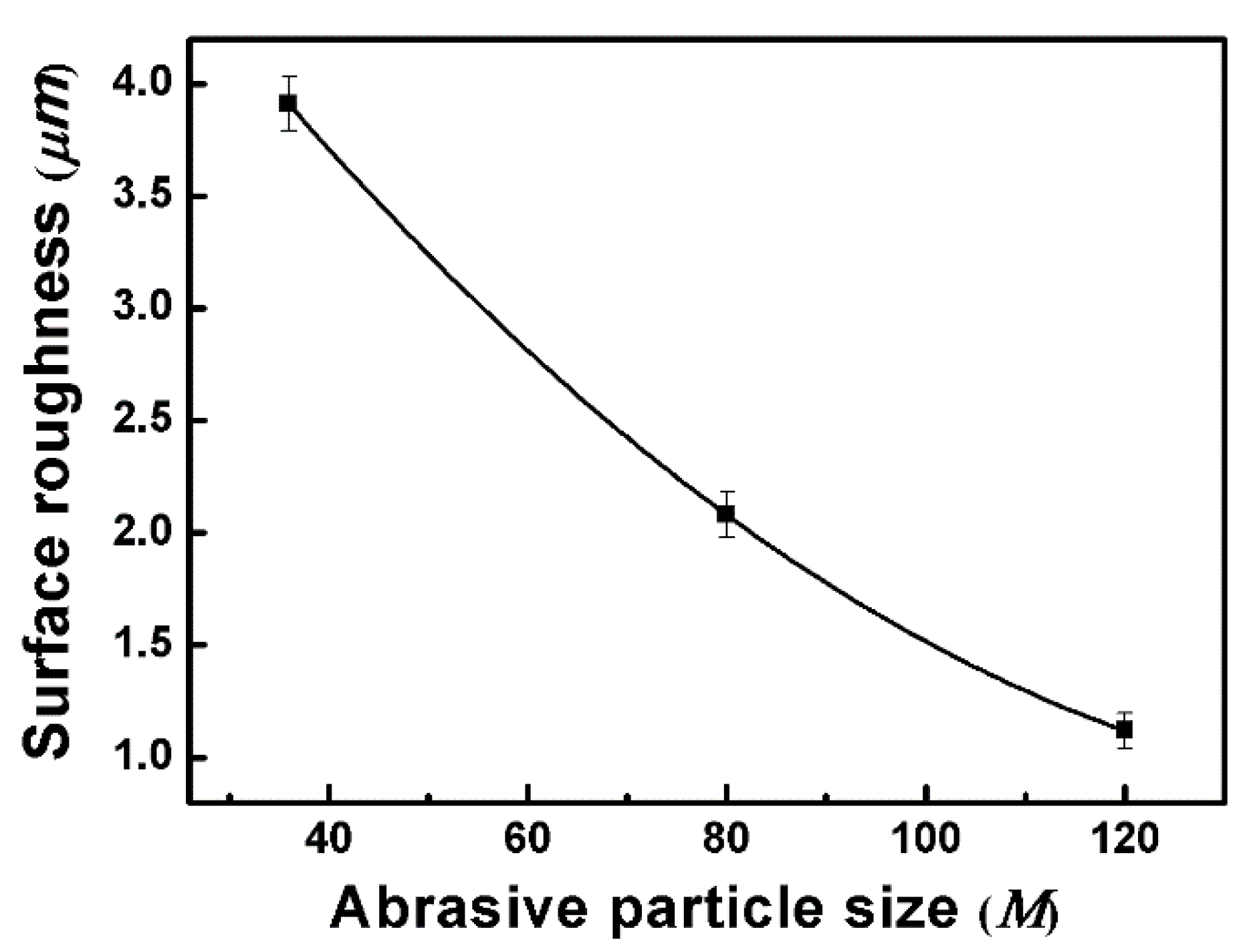
3.4. Surface Roughness Influence
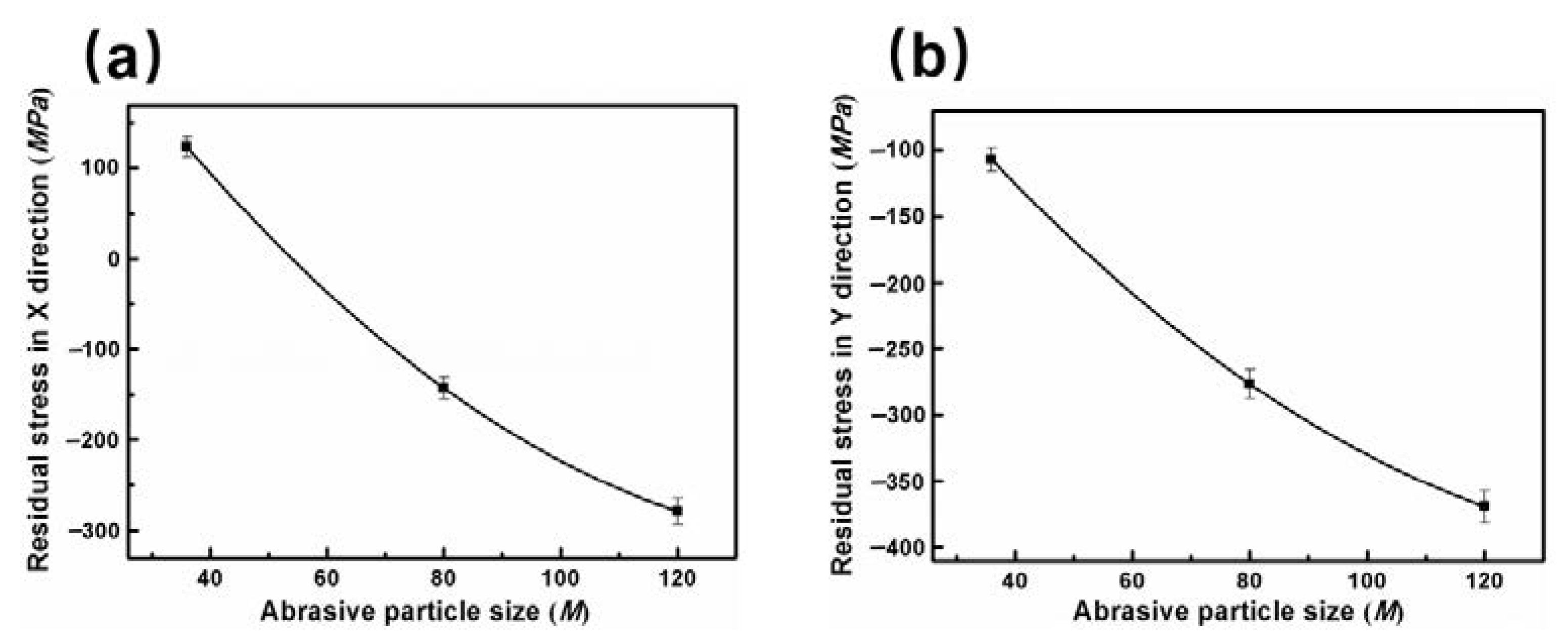
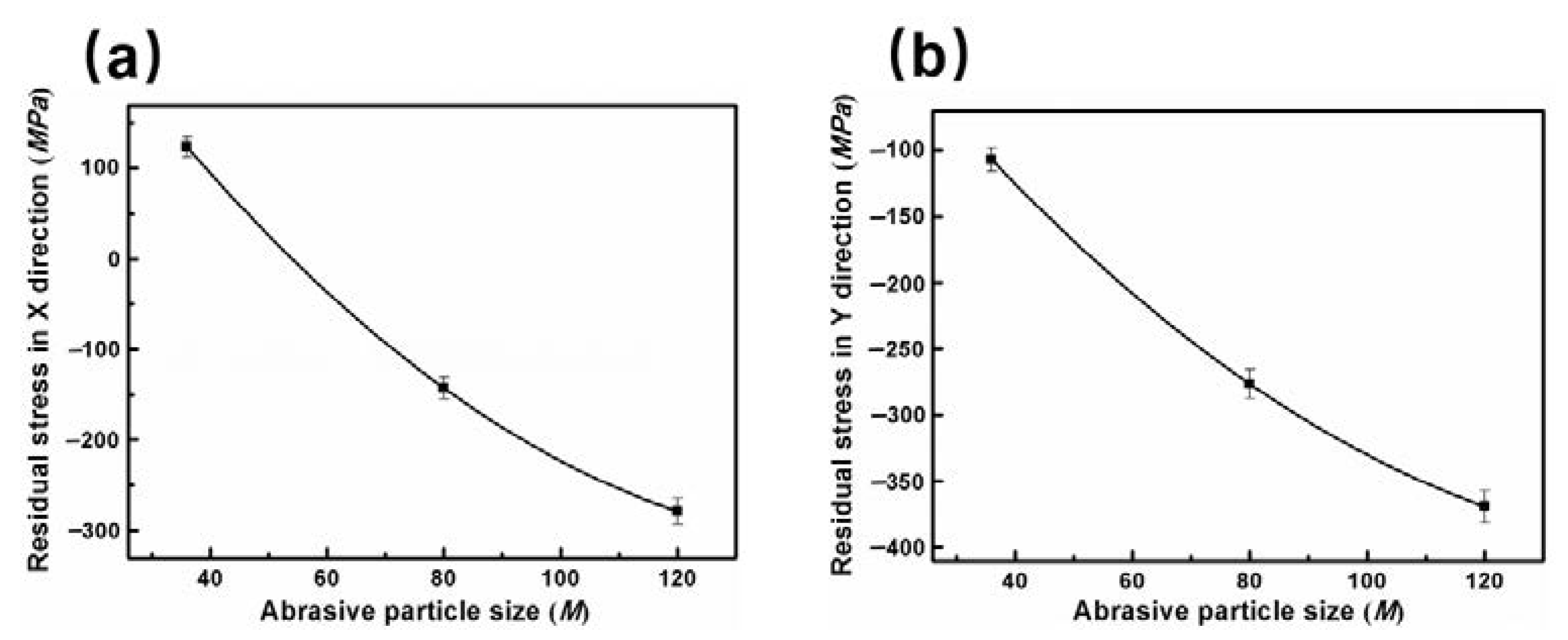
3.5. Residual Stress Analysis
3.6. Electrochemical Dissolution Behavior
4. Conclusions
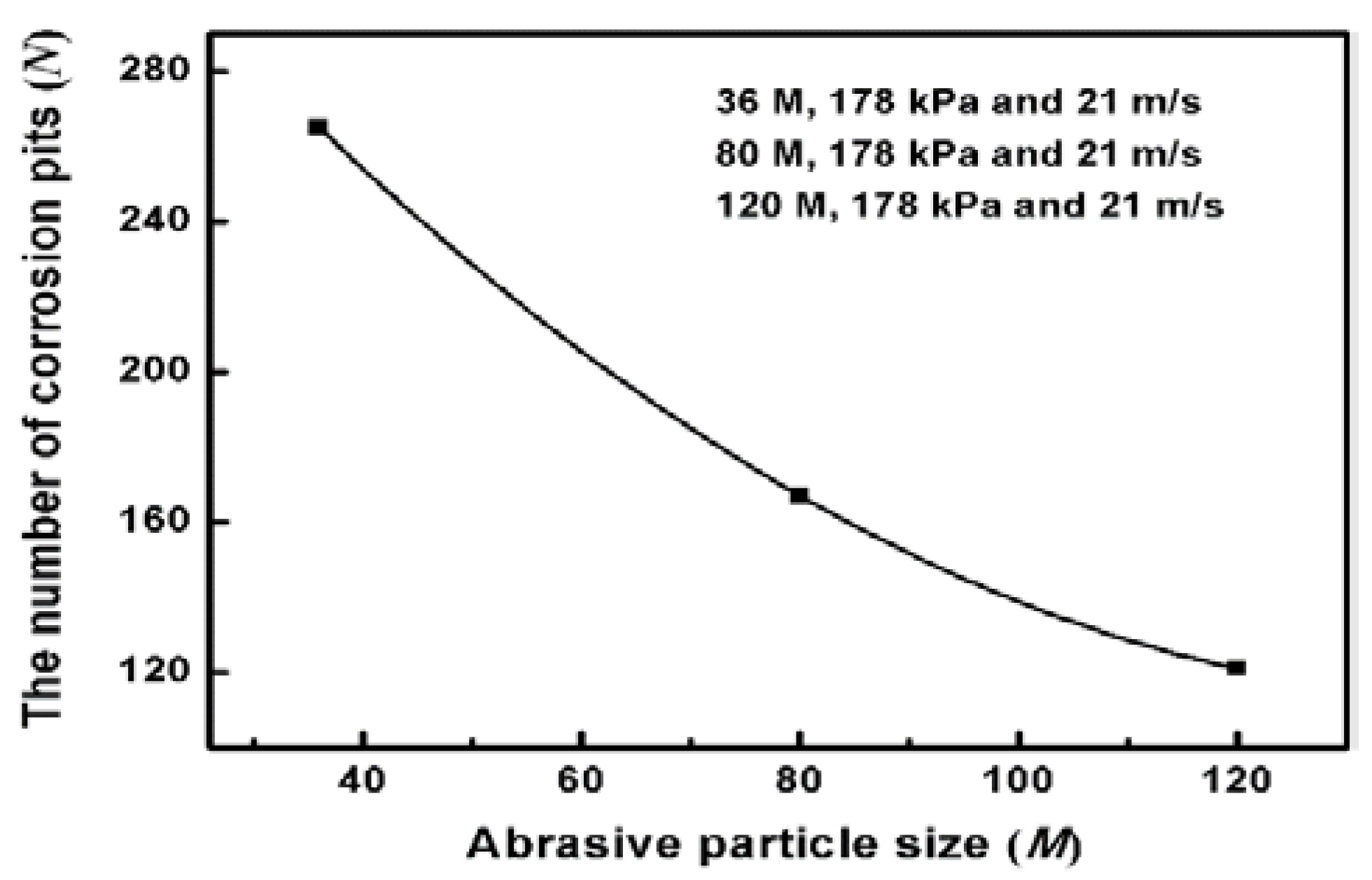
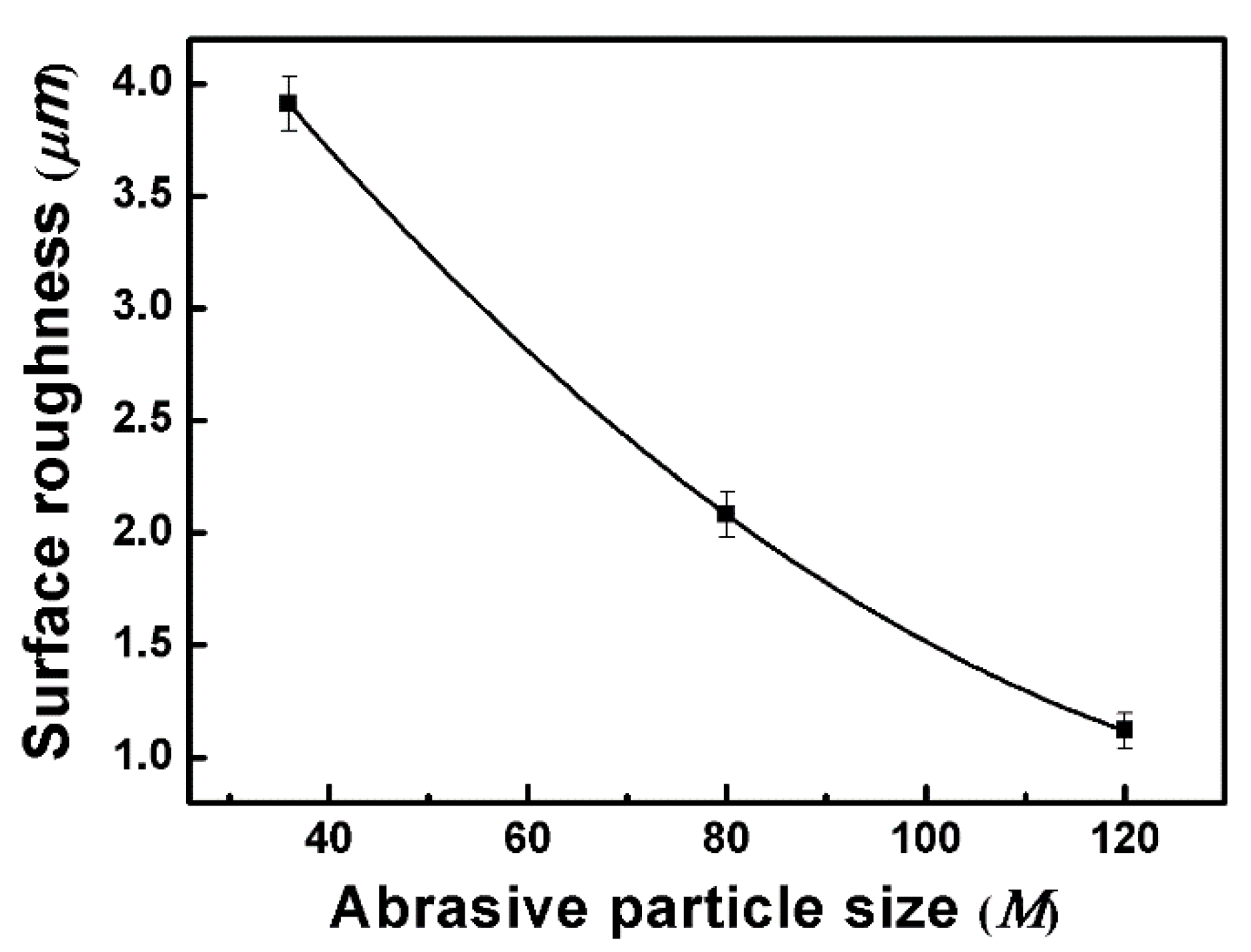
- The corrosion resistance of the specimen surface improves remarkably with the decrease of surface roughness and residual stress, which result from the abrasive particle size.
- Corrosion of Inconel 718 ground by the robotic belt grinding system proceeds from oxide film defect occurrence and Nb-rich region formation, to corrosion product generation. Then the corrosion products shed into the electrolyte due to the dissolution of the boundary, leaving a large number of corrosion pits.
- The small roughness reduces the corrosion surface area and oxide film defect, increasing the resistance to corrosion product formation. In addition, the compressive residual stress can impede the exfoliation of corrosion products. This reasonably explains that small abrasive particle size improves the corrosion performance by producing small roughness and compressive residual stress.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- González, H.; Pereira, O.; Asier Fernández-Valdivielso, A.; López de Lacalle, L.; Calleja, A. Comparison of Flank Super Abrasive Machining vs. Flank Milling on Inconel® 718 Surfaces. Materials 2018, 11, 1638. [Google Scholar] [CrossRef] [PubMed]
- Zhao, J.; Liu, Z.; Shen, Q.; Wang, B.; Wang, Q. Investigation of Cutting Temperature during Turning Inconel 718 with (Ti, Al) N PVD Coated Cemented Carbide Tools. Materials 2018, 11, 1281. [Google Scholar] [CrossRef] [PubMed]
- Wang, B.; Liu, Z.; Hou, X.; Zhao, J. Influences of Cutting Speed and Material Mechanical Properties on Chip Deformation and Fracture during High-Speed Cutting of Inconel 718. Materials 2018, 11, 461. [Google Scholar] [CrossRef] [PubMed]
- Khan, M.A.; Sundarrajan, S.; Natarajan, S.; Parameswaran, P.; Mohandas, E. Oxidation and hot corrosion behavior of nickel-based superalloy for gas turbine applications. Mater. Manuf. Processes 2014, 29, 832–839. [Google Scholar] [CrossRef]
- Karthik, D.; Swaroop, S. Laser peening without coating—An advanced surface treatment: A review. Mater. Manuf. Process. 2017, 32, 1565–1572. [Google Scholar] [CrossRef]
- Wang, D.; Zhu, Z.; Wang, N.; Zhu, D.; Wang, H. Investigation of the electrochemical dissolution behavior of Inconel 718 and 304 stainless steel at low current density in NaNO3 solution. Electrochim. Acta 2015, 156, 301–307. [Google Scholar] [CrossRef]
- Jebaraj, J.J.; Morrison, D.J.; Suni, I.I. Hydrogen diffusion coefficients through Inconel 718 in different metallurgical conditions. Corros. Sci. 2014, 80, 517–522. [Google Scholar] [CrossRef]
- Karthik, D.; Swaroop, S. Laser shock peening enhanced corrosion properties in a nickel based Inconel 600 superalloy. J. Alloys Compd. 2017, 694, 1309–1319. [Google Scholar] [CrossRef]
- Huang, C.; Wang, T.; Han, W.; Lee, C. A study of the galvanic corrosion behavior of Inconel 718 after electron beam welding. Mater. Phys. 2007, 104, 293–300. [Google Scholar] [CrossRef]
- Khan, M.A.; Prasad, N.R.; Krishnan, S.N.; Raja, S.K.; Jappes, J.W.; Duraiselvam, M. Laser-treated austenitic steel and nickel alloy for human implants. Mater. Manuf. Process. 2017, 32, 1635–1641. [Google Scholar] [CrossRef]
- Akyol, A.; Algul, H.; Uysal, M.; Akbulut, H.; Alp, A. A Novel Approach for Wear and Corrosion Resistance in the Electroless Ni-P-W alloy with CNFs Co-Depositions. Appl. Surf. Sci. 2018, 453, 482–492. [Google Scholar] [CrossRef]
- Narayanan, B.K.; Duraiselvam, M.; Natarajan, S.; Anaz Khan, M. Laser material processing of nickel superalloy for improved erosion resistance. Mater. Manuf. Process. 2017, 32, 1596–1605. [Google Scholar] [CrossRef]
- Arrizubieta, J.; Cortina, M.; Ruiz, J.; Lamikiz, A. Combination of laser material deposition and laser surface processes for the holistic manufacture of inconel 718 components. Materials 2018, 11, 1247. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.; Devanathan, R.; Fong, A.M. Advanced Automation Techniques in Adaptive Material Processing; World Scientific: Singapore, 2002. [Google Scholar]
- Zhang, X.; Chen, H.; Xu, J.; Song, X.; Wang, J.; Chen, X. A novel sound-based belt condition monitoring method for robotic grinding using optimally pruned extreme learning machine. J. Mater. Process. Technol. 2018, 260, 9–19. [Google Scholar] [CrossRef]
- Chen, J.; Chen, H.; Xu, J.; Wang, J.; Zhang, X.; Chen, X. Acoustic signal-based tool condition monitoring in belt grinding of nickel-based superalloys using RF classifier and MLR algorithm. Int. J. Adv. Manuf. Technol. 2018, 98, 859–872. [Google Scholar] [CrossRef]
- Pradhan, D.; Mahobia, G.S.; Chattopadhyay, K.; Singh, V. Effect of surface roughness on corrosion behavior of the superalloy IN718 in simulated marine environment. J. Alloys Compd. 2018, 740, 250–263. [Google Scholar] [CrossRef]
- Wang, J.; Xu, J.; Wang, X.; Zhang, X.; Song, X.; Chen, X. A comprehensive study on surface integrity of nickel-based superalloy Inconel 718 under robotic belt grinding. Mater. Manuf. Process. 2018, 1–9. [Google Scholar] [CrossRef]
- Tressia, G.; Penagos, J.; Sinatora, A. Effect of abrasive particle size on slurry abrasion resistance of austenitic and martensitic steels. Wear 2017, 376, 63–69. [Google Scholar] [CrossRef]
- Turnbull, A.; Mingard, K.; Lord, J.; Roebuck, B.; Tice, D.; Mottershead, K.; Fairweather, N.; Bradbury, A. Sensitivity of stress corrosion cracking of stainless steel to surface machining and grinding procedure. Corros. Sci. 2011, 53, 3398–3415. [Google Scholar] [CrossRef]
- Klocke, F.; Soo, S.L.; Karpuschewski, B.; Webster, J.A.; Novovic, D.; Elfizy, A.; Axinte, D.A.; Tönissen, S. Abrasive machining of advanced aerospace alloys and composites. CIRP Ann. Manuf. Technol. 2015, 64, 581–604. [Google Scholar] [CrossRef]
- Saha, P.K. Aerospace Manufacturing Process.; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Liu, F.; Wang, X.; Zhou, B.; Huang, C.; Lyu, F. Corrosion Resistance of 2060 Aluminum–Lithium Alloy LBW Welds Filled with Al-5.6 Cu Wire. Materials 2018, 11, 1988. [Google Scholar] [CrossRef] [PubMed]
- Tonpe, S.; Kamachi Mudali, U. Effect of thermomechanical process on microstructural evolution, mechanical and corrosion properties of zircaloy-4 tubes of mock-up dissolver vessel. Mater. Manuf. Process. 2017, 32, 27–33. [Google Scholar] [CrossRef]
- Liu, X.; Yin, M.; Zhang, S.; Wei, H.; Liu, B.; Du, H.; Hou, L.; Wei, Y. Corrosion Behavior of the As-Cast and As-Solid Solution Mg-Al-Ge Alloy. Materials 2018, 11, 1812. [Google Scholar] [CrossRef] [PubMed]
- De Vito, E.; Marcus, P. XPS study of passive films formed on molybdenum-implanted austenitic stainless steels. Surf. Interface Anal. 1992, 19, 403–408. [Google Scholar] [CrossRef]
- Chai, Z.; Jiang, C.; Zhu, K.; Zhao, Y.; Wang, C.; Cai, F.; Chen, M.; Wang, L. Pretreatment Behaviors and Improved Corrosion Resistance for Cu/Co-Ni-Cu Coating Electrodeposition on Magnesium Alloy. J. Electrochem. Soc. 2016, 163, D493–D499. [Google Scholar] [CrossRef]
- Ma, C.; Han, E.-H.; Peng, Q.; Ke, W. Effect of polishing process on corrosion behavior of 308L stainless steel in high temperature water. Appl. Surf. Sci. 2018, 442, 423–436. [Google Scholar] [CrossRef]
- Shi, Y.; Pan, Q.; Li, M.; Huang, X.; Li, B. Effect of Sc and Zr additions on corrosion behaviour of Al–Zn–Mg–Cu alloys. J. Alloys Compd. 2014, 612, 42–50. [Google Scholar] [CrossRef]
- Dominguez-Crespo, M.A.; Torres-Huerta, A.M.; Rodil, S.; Ramírez-Meneses, E.; Suárez-Velázquez, G.; Hernández-Pérez, M. Effective corrosion protection of AA6061 aluminum alloy by sputtered Al–Ce coatings. Electrochim. Acta 2009, 55, 498–503. [Google Scholar] [CrossRef]
- Jiang, B.; Jiang, S.; Ma, A.; Zheng, Y. Effect of heat treatment on erosion-corrosion behavior of electroless Ni-P coatings in saline water. Mater. Manuf. Process. 2014, 29, 74–82. [Google Scholar] [CrossRef]
- Kim, Y.-S.; Park, J.; An, B.-S.; Lee, Y.; Yang, C.-W.; Kim, J.-G. Investigation of Zirconium Effect on the Corrosion Resistance of Aluminum Alloy Using Electrochemical Methods and Numerical Simulation in an Acidified Synthetic Sea Salt Solution. Materials 2018, 11, 1982. [Google Scholar] [CrossRef]
- Pillis, M.F.; Geribola, G.A.; Scheidt, G.; de Araújo, E.G.; de Oliveira, M.C.L.; Antunes, R.A. Corrosion of thin, magnetron sputtered Nb2O5 films. Corros. Sci. 2016, 102, 317–325. [Google Scholar] [CrossRef]
- Sivakumar, B.; Pathak, L.C.; Singh, R. Role of surface roughness on corrosion and fretting corrosion behaviour of commercially pure titanium in Ringer’s solution for bio-implant application. Appl. Surf. Sci. 2017, 401, 385–398. [Google Scholar] [CrossRef]
- Balusamy, T.; Narayanan, T.S.; Ravichandran, K.; Park, I.S.; Lee, M.H. Influence of surface mechanical attrition treatment (SMAT) on the corrosion behaviour of AISI 304 stainless steel. Corros. Sci. 2013, 74, 332–344. [Google Scholar] [CrossRef]
- Fredj, N.B.; Sidhom, H.; Braham, C. Ground surface improvement of the austenitic stainless steel AISI 304 using cryogenic cooling. Surf. Coat. Technol. 2006, 200, 4846–4860. [Google Scholar] [CrossRef]
- Xin, H.; Shi, Y.; Ning, L.; Zhao, T. Residual stress and affected layer in disc milling of titanium alloy. Mater. Manuf. Process. 2016, 31, 1645–1653. [Google Scholar] [CrossRef]
- Prabhakaran, S.; Kulkarni, A.; Vasanth, G.; Kalainathan, S.; Shukla, P.; Vasudevan, V.K. Laser shock peening without coating induced residual stress distribution, wettability characteristics and enhanced pitting corrosion resistance of austenitic stainless steel. Appl. Surf. Sci. 2018, 428, 17–30. [Google Scholar] [CrossRef]
- Ding, W.; Zhang, L.; Li, Z.; Zhu, Y.; Su, H.; Xu, J. Review on grinding-induced residual stresses in metallic materials. Int. J. Adv. Manuf. Technol. 2017, 88, 2939–2968. [Google Scholar] [CrossRef]
- Neves, F.O.; Braga, D.U.; Silva, A.S.C.D. Study of residual stresses on cold-forming metals using stress corrosion. Mater. Manuf. Process. 2015, 30, 1278–1282. [Google Scholar] [CrossRef]
- Takakuwa, O.; Soyama, H. Effect of residual stress on the corrosion behavior of austenitic stainless steel. Adv. Chem. Eng. Sci. 2015, 5, 62–71. [Google Scholar] [CrossRef]
- Ralston, K.; Birbilis, N. Effect of grain size on corrosion: A review. Corrosion 2010, 66, 13. [Google Scholar] [CrossRef]
- Ghosh, S.; Dey, G.; Dusane, R.; Grover, A. Improved pitting corrosion behaviour of electrodeposited nanocrystalline Ni–Cu alloys in 3.0 wt. % NaCl solution. J. Alloys Compd. 2006, 426, 235–243. [Google Scholar] [CrossRef]
- Du, J.; Ding, D.; Zhang, W.; Xu, Z.; Gao, Y.; Chen, G.; Chen, W.; You, X.; Chen, R.; Huang, Y. CeLa enhanced corrosion resistance of Al-Cu-Mn-Mg-Fe alloy for lithium battery shell. Appl. Surf. Sci. 2017, 422, 221–227. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Al | Co | Ti | Mo | Nb | Cr | Ni | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.05 | 0.23 | 0.25 | 0.43 | 0.65 | 0.9 | 2.86 | 5.25 | 18.2 | 52.8 | Balance |
| Particle Size (M) | Ecorr (mV vs. SCE) | Icorr (μA/cm2) |
|---|---|---|
| 36 | −800 (± 13) | 35.74 (± 2.5) |
| 80 | −680 (± 9) | 10.64 (± 1.2) |
| 120 | −627 (± 11) | 5.28 (± 0.6) |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Xu, J.; Zhang, X.; Ren, X.; Song, X.; Chen, X. An Investigation of Surface Corrosion Behavior of Inconel 718 after Robotic Belt Grinding. Materials 2018, 11, 2440. https://doi.org/10.3390/ma11122440
Wang J, Xu J, Zhang X, Ren X, Song X, Chen X. An Investigation of Surface Corrosion Behavior of Inconel 718 after Robotic Belt Grinding. Materials. 2018; 11(12):2440. https://doi.org/10.3390/ma11122440
Chicago/Turabian StyleWang, Junwei, Jijin Xu, Xiaoqiang Zhang, Xukai Ren, Xuefeng Song, and Xiaoqi Chen. 2018. "An Investigation of Surface Corrosion Behavior of Inconel 718 after Robotic Belt Grinding" Materials 11, no. 12: 2440. https://doi.org/10.3390/ma11122440
APA StyleWang, J., Xu, J., Zhang, X., Ren, X., Song, X., & Chen, X. (2018). An Investigation of Surface Corrosion Behavior of Inconel 718 after Robotic Belt Grinding. Materials, 11(12), 2440. https://doi.org/10.3390/ma11122440