Polyvinyl Alcohol Reinforced Flame-Retardant Polyacrylonitrile Composite Fiber Prepared by Boric Acid Cross-Linking and Phosphorylation

Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
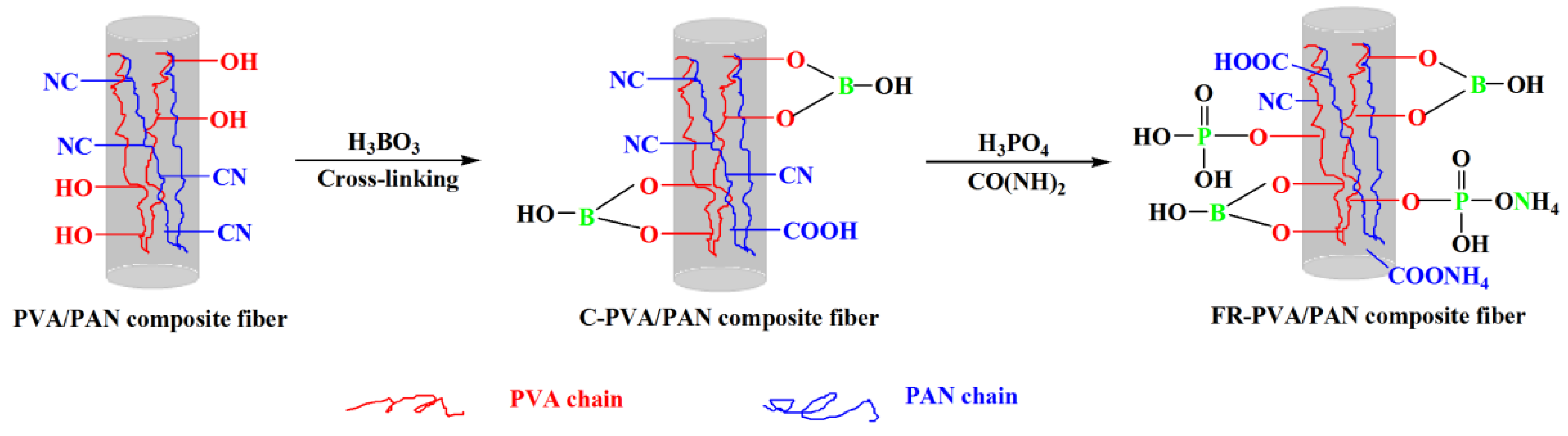
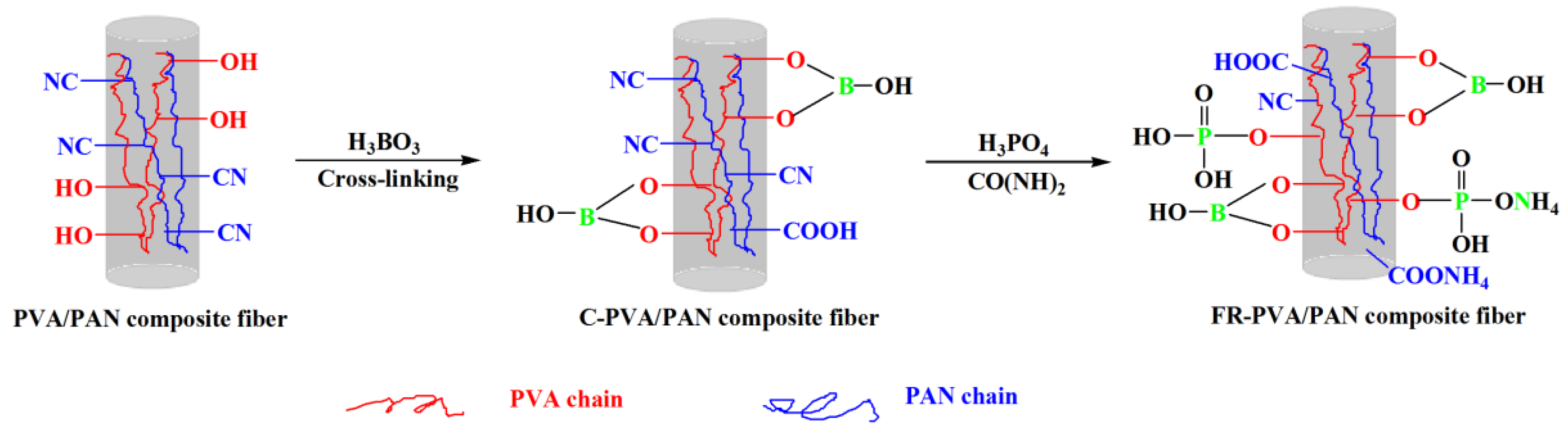
2.2. Preparation of Cross-Linked PVA/PAN Composite Fiber (C-PVA/PAN)
2.3. Preparation of Flame Retardant PVA/PAN Composite Fiber (FR-PVA/PAN)
2.4. Characterization
3. Results and Discussion
3.1. Mechanical Properties
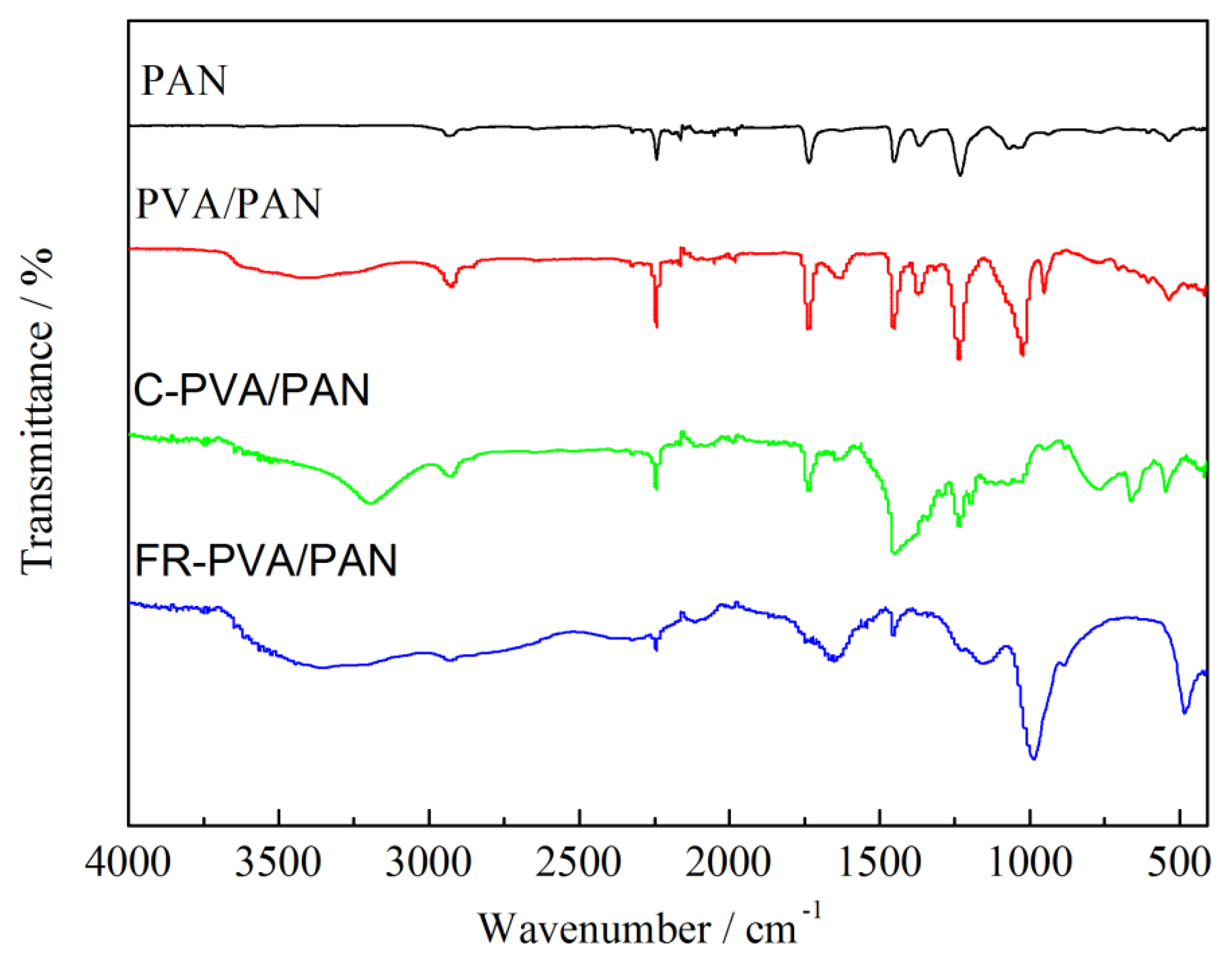
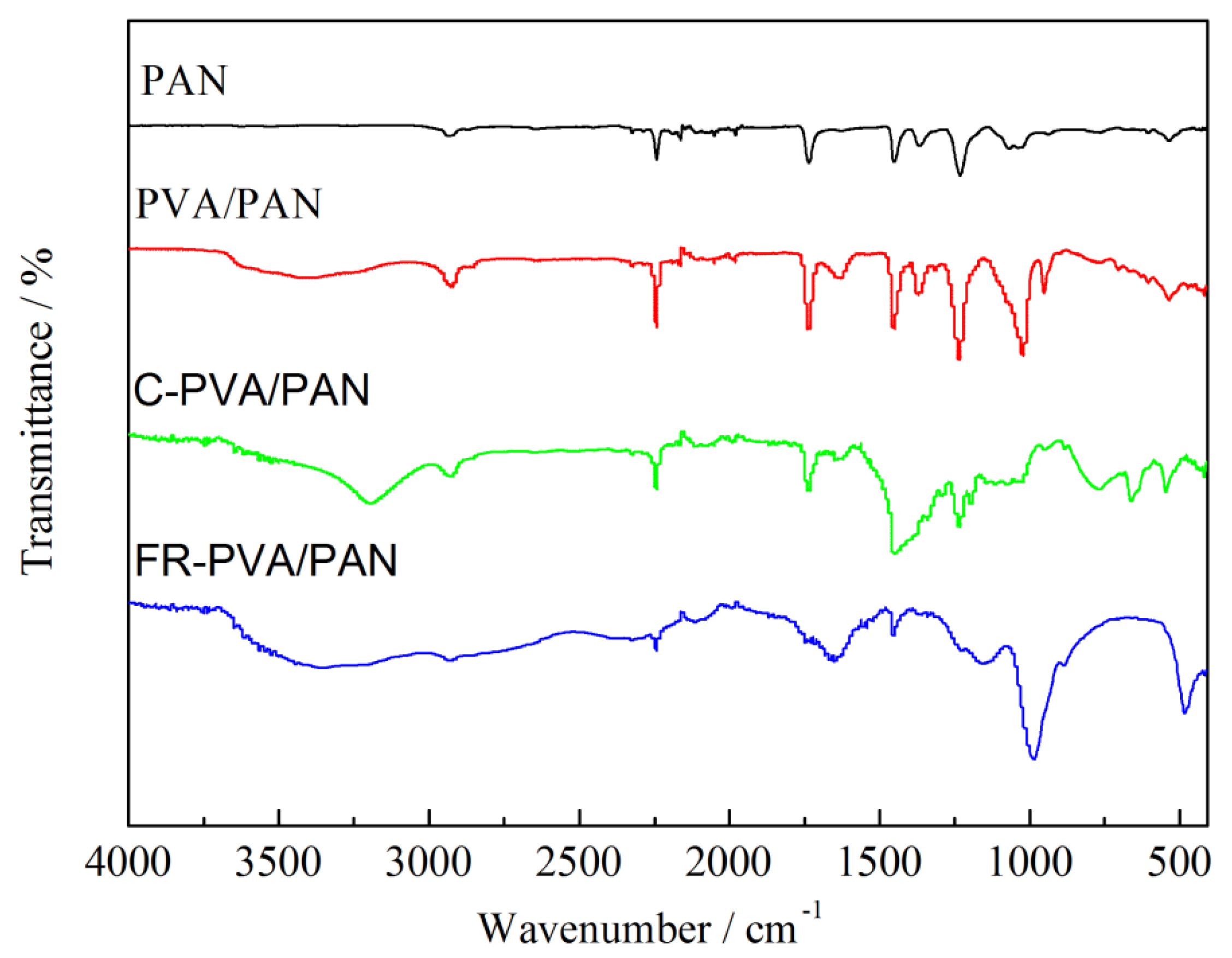
3.2. FTIR Analysis
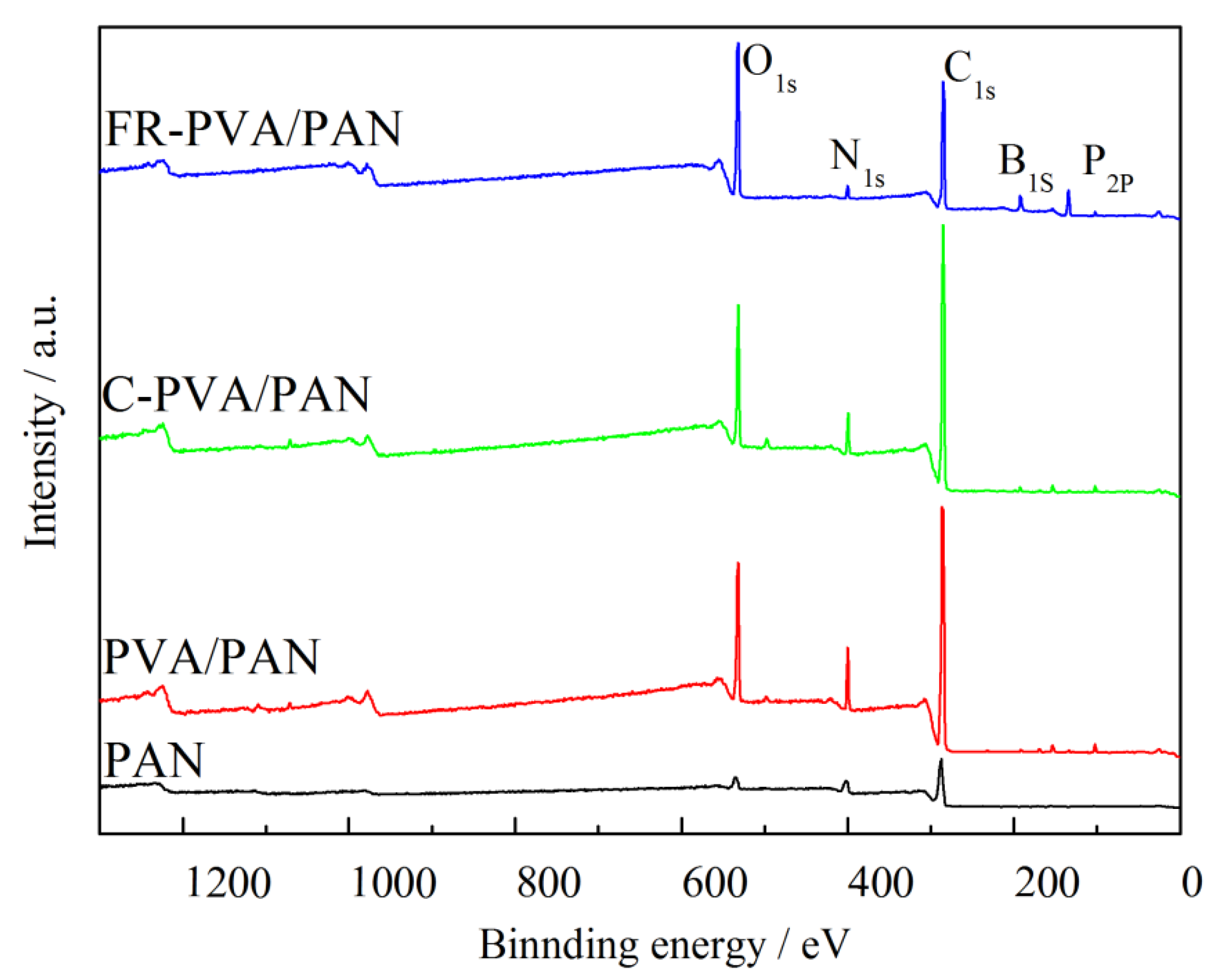
3.3. XPS Analysis
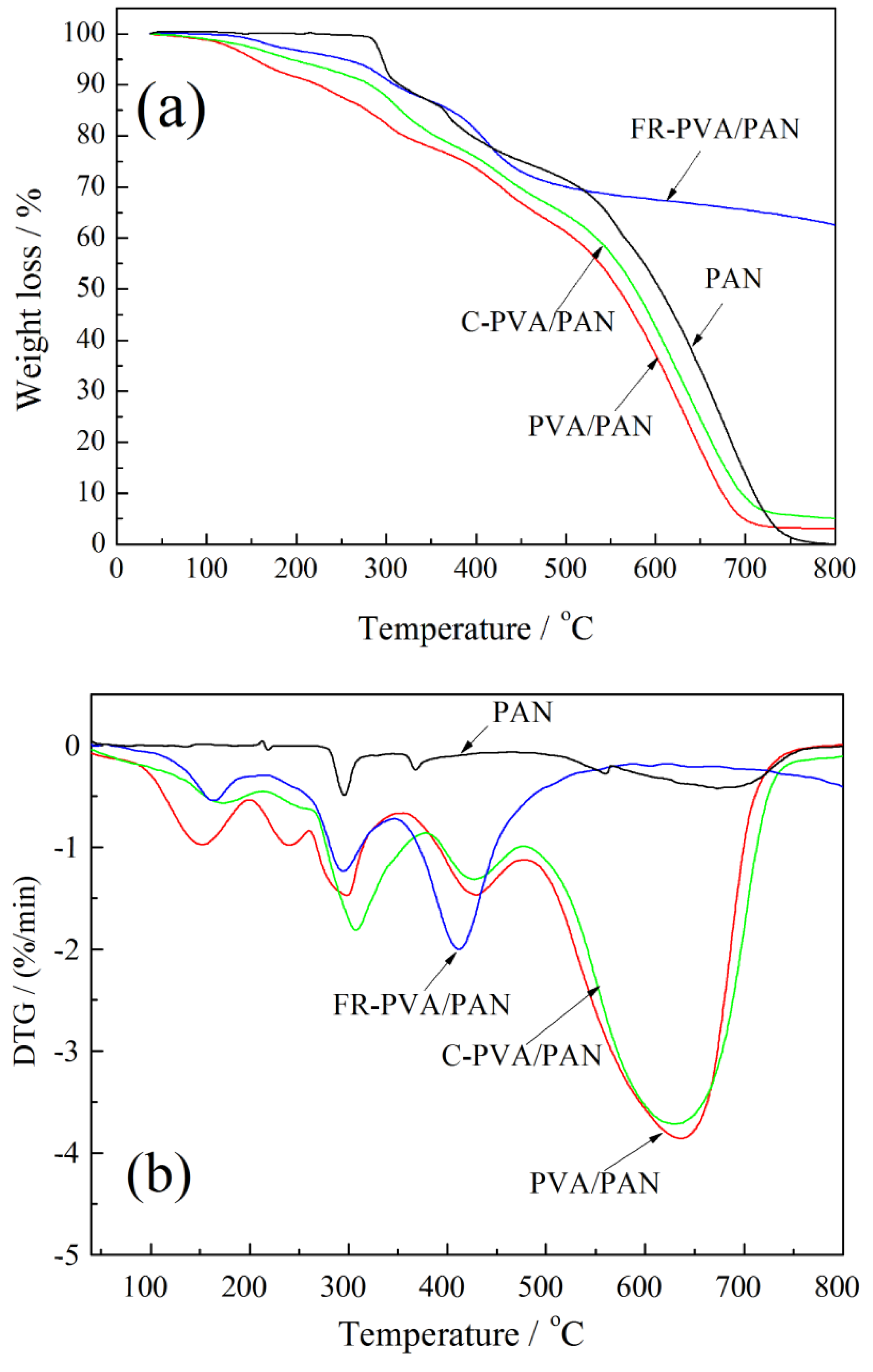
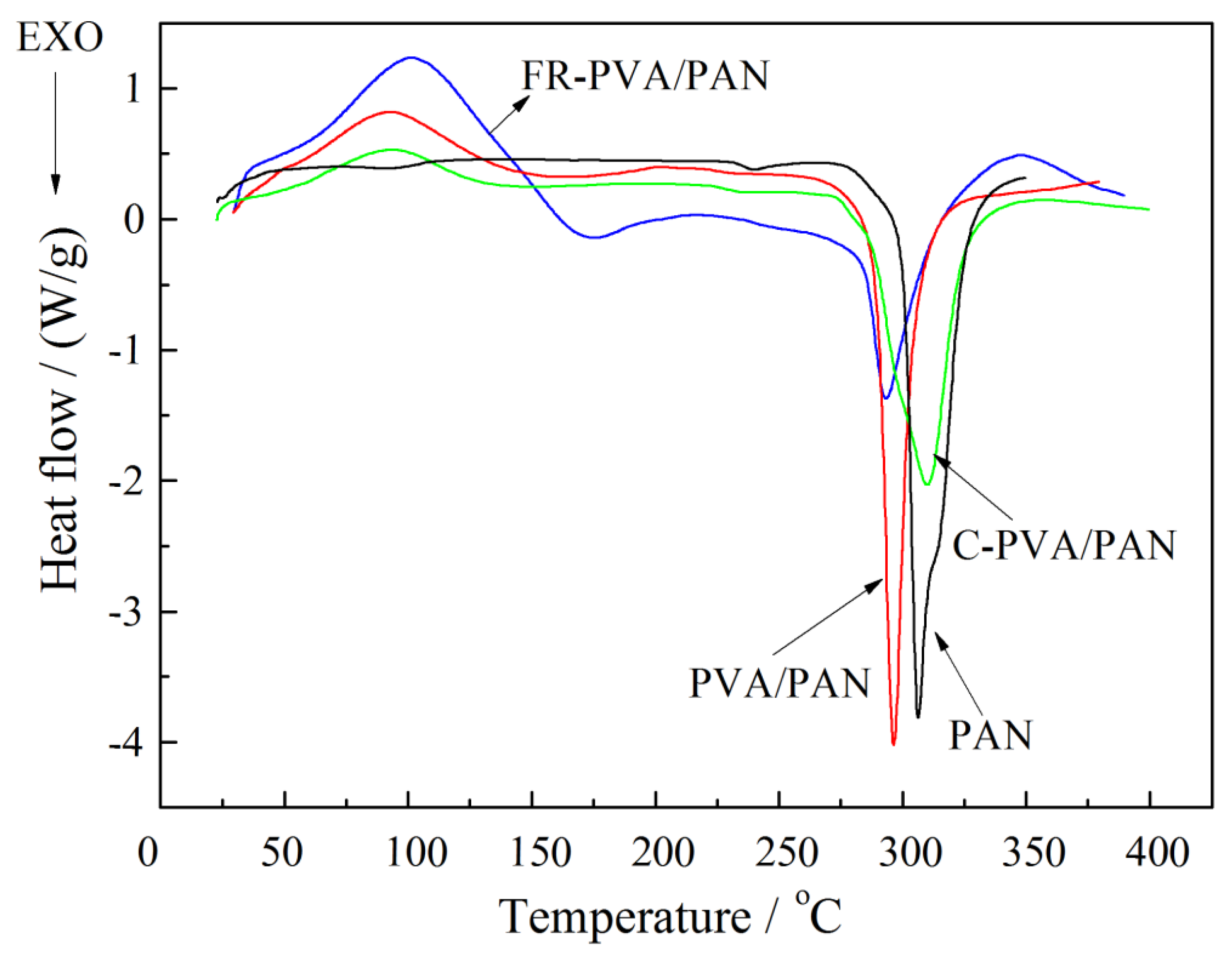
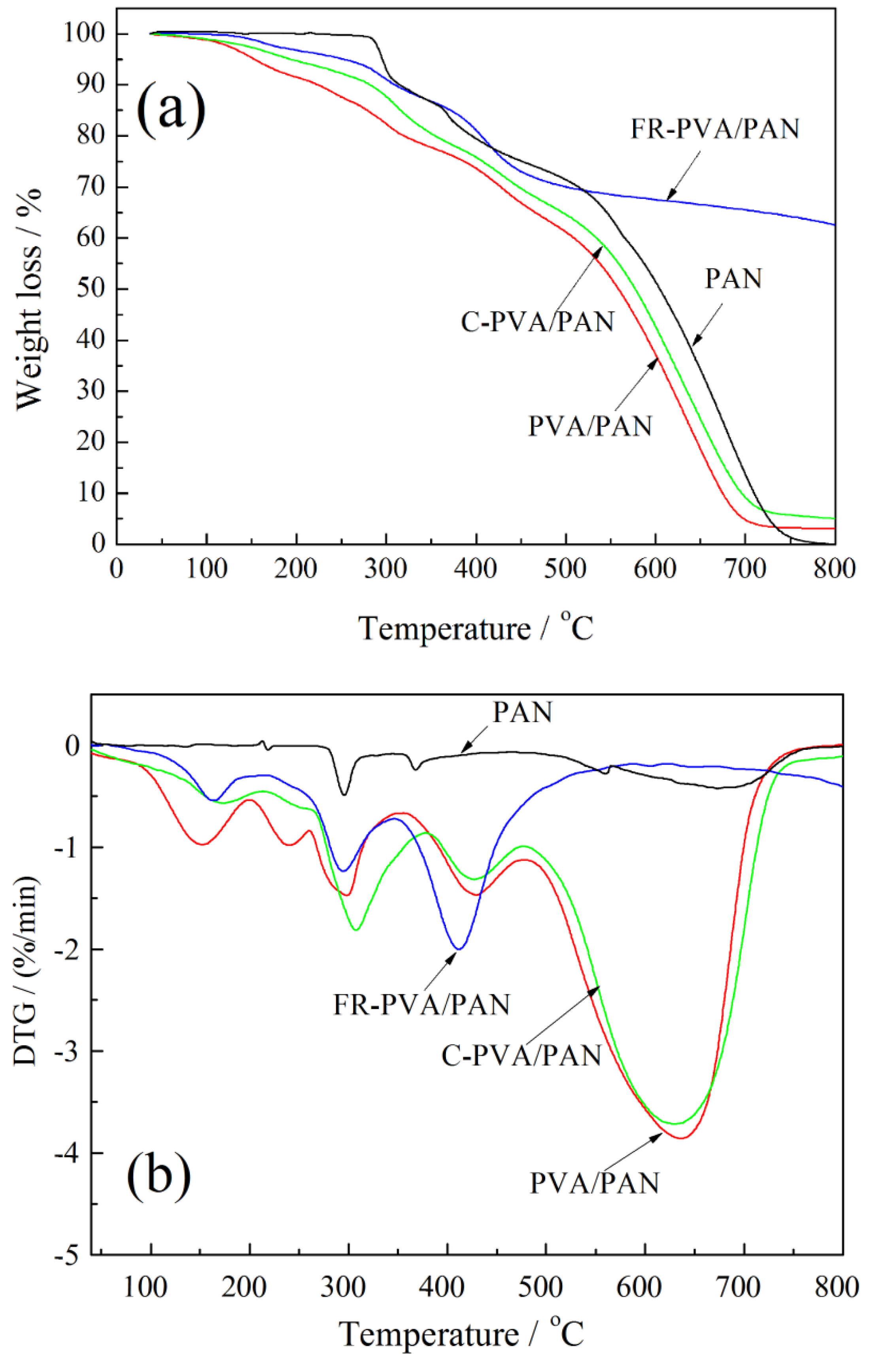
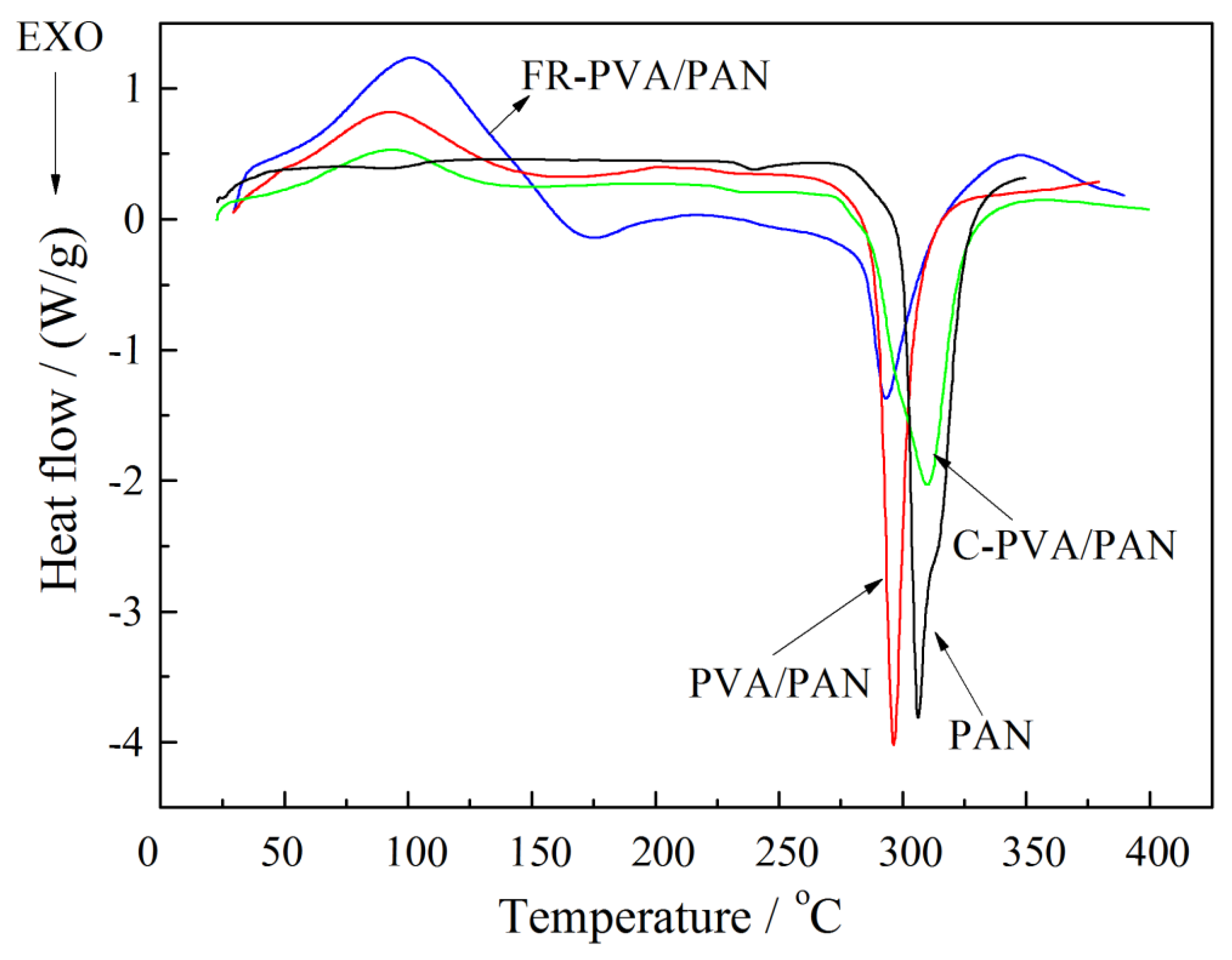
3.4. Thermal Stability
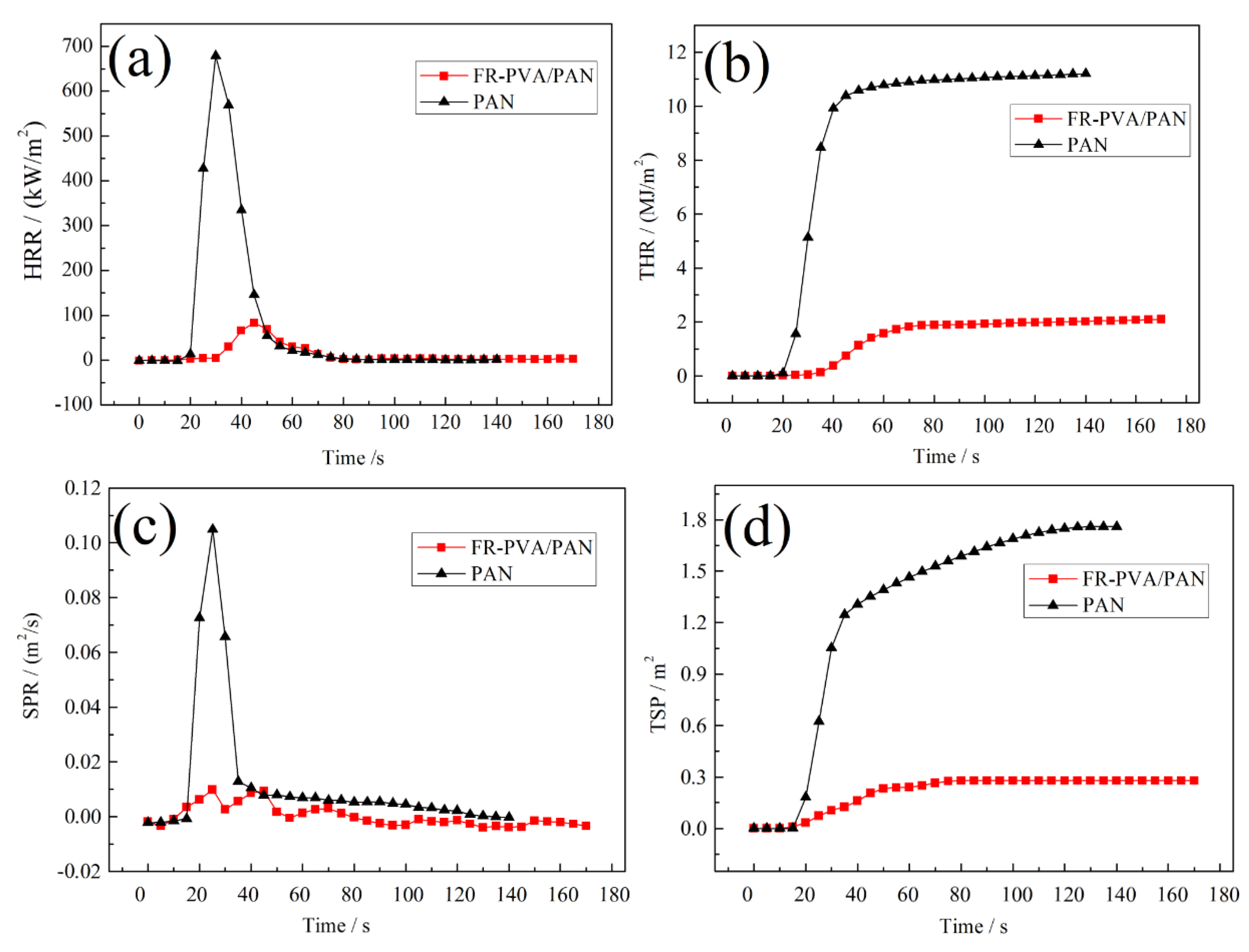
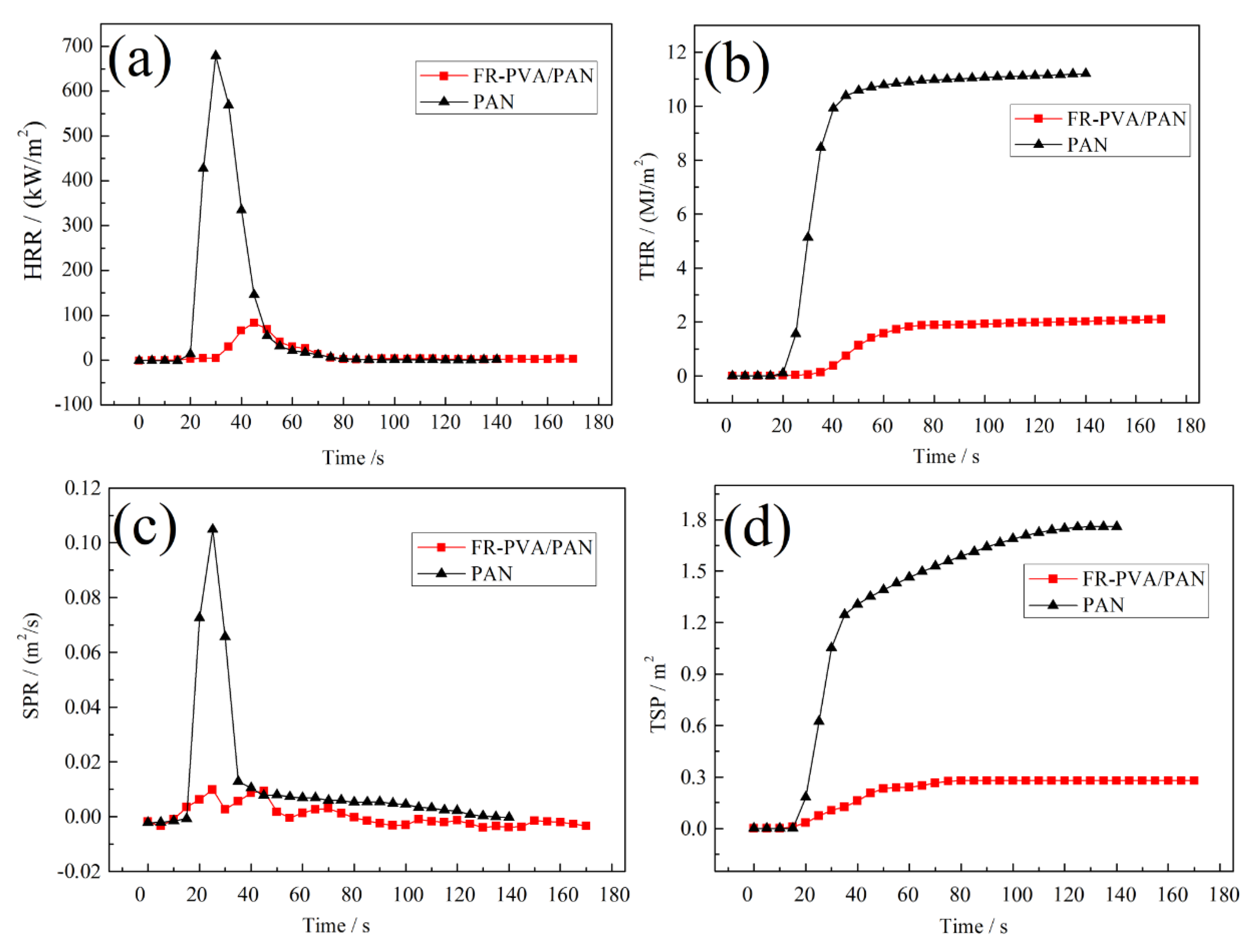
3.5. Combustion Properties
3.6. Mechanism Analysis
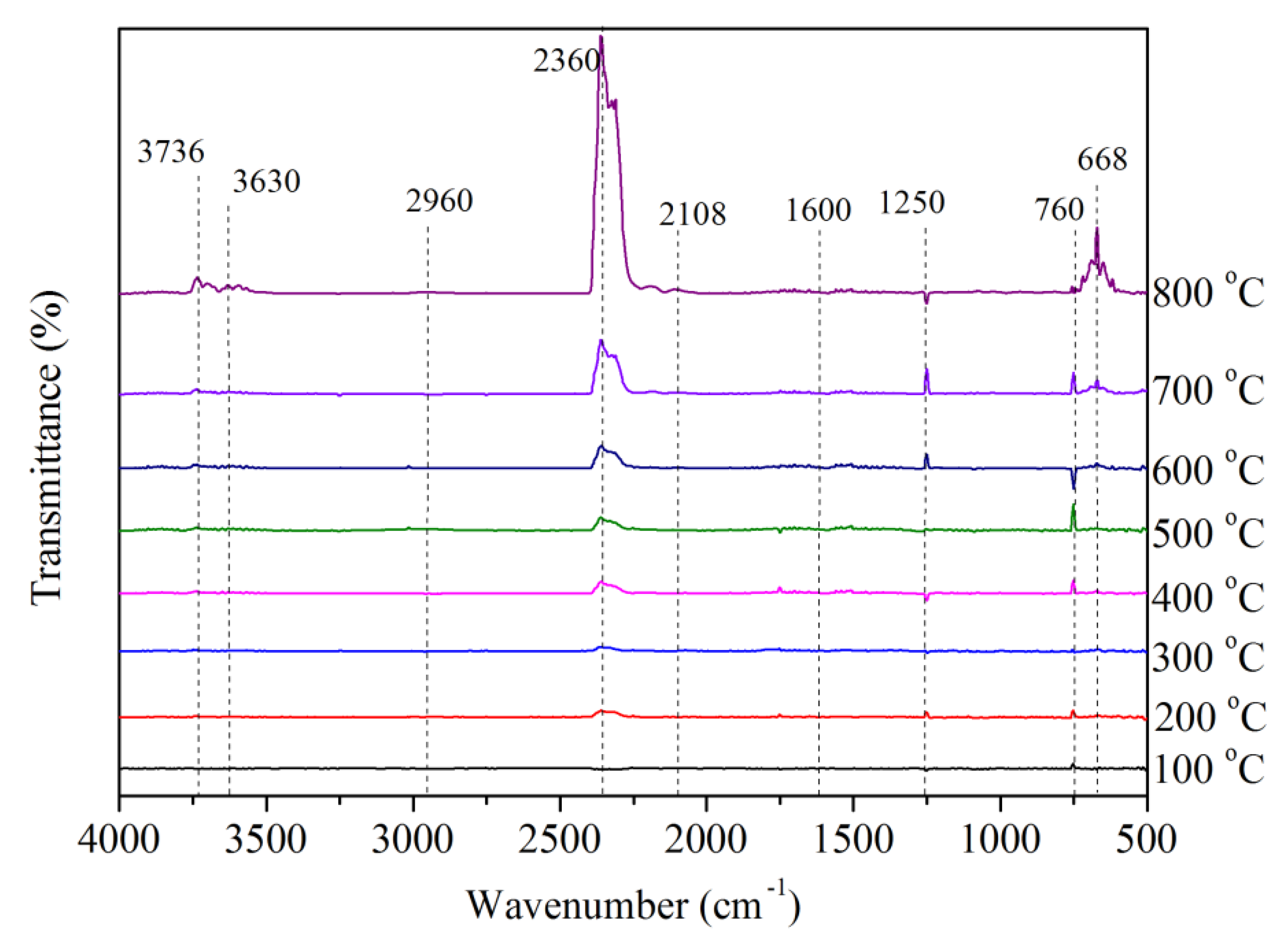
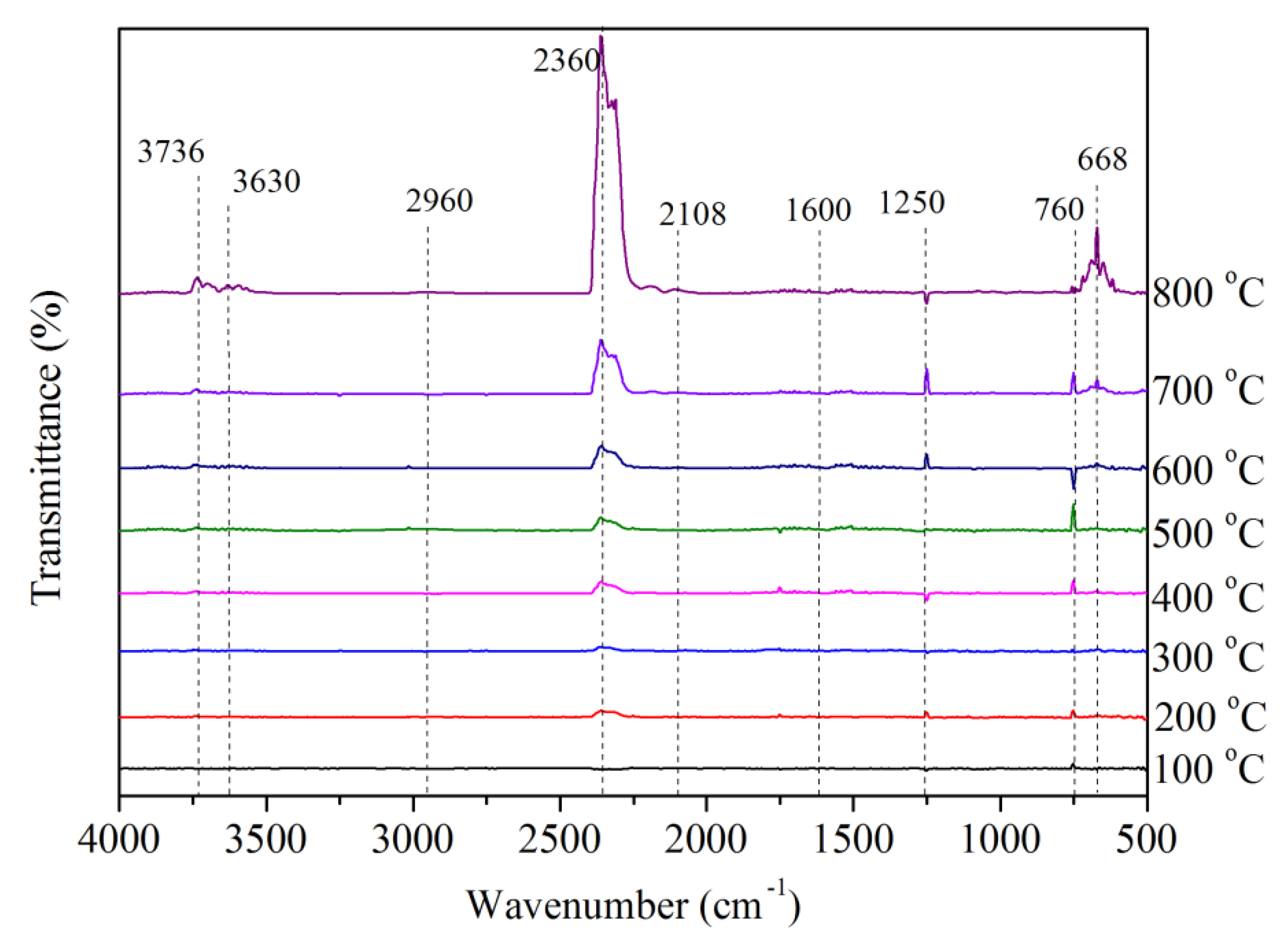
3.6.1. TG-FTIR Analysis
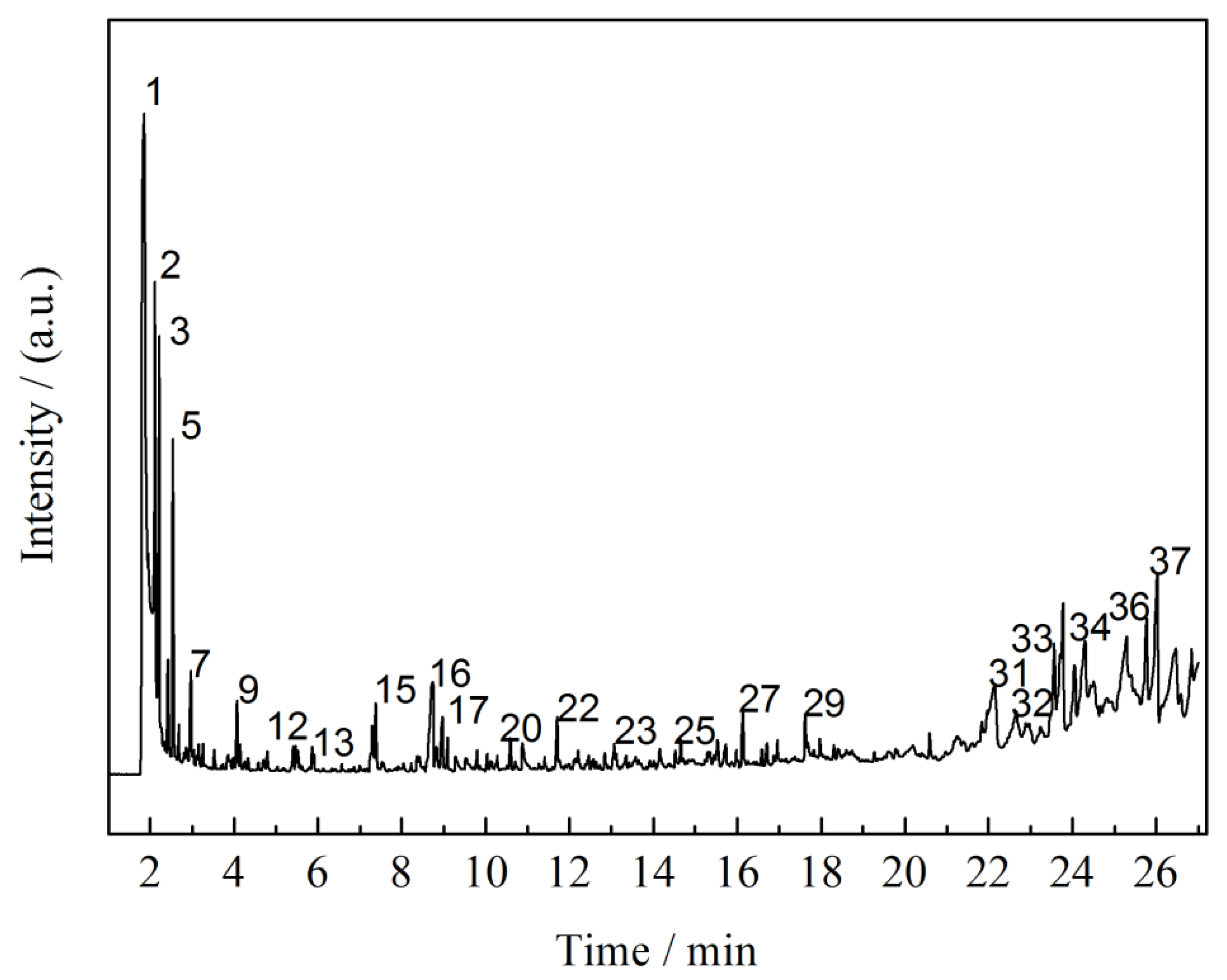
3.6.2. Py-GC/MS Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wyman, P.; Crook, V.; Ebdon, J.; Hunt, B.; Joseph, P. Flame-retarding effects of dialkyl-p-vinylbenzylphosphonates in copolymers with acrylonitrile. Polym. Int. 2006, 55, 764–771. [Google Scholar] [CrossRef]
- Ren, Y.L.; Cheng, B.W.; Xu, L.; Jiang, A.B.; Lu, Y.C. Fire-retardant copolymer of acrylonitrile with O,O-diethyl-O-allyl thiophosphate. J. Appl. Polym. Sci. 2010, 115, 1489–1494. [Google Scholar] [CrossRef]
- Crook, V.; Ebdon, J.; Hunt, B.; Joseph, P.; Wyman, P. The influence of comonomers on the degradation and flammability of polyacrylonitrile: Design input for a new generation of flame retardants. Polym. Degrad. Stab. 2010, 95, 2260–2268. [Google Scholar] [CrossRef]
- Zhou, D.Y.; Wang, G.Z.; Li, W.S.; Li, G.L.; Tan, C.L.; Rao, M.M.; Liao, Y.H. Preparation and performances of porous polyacrylonitrile-methacrylate membrane for lithium-ion batteries. J. Power Sources 2008, 184, 477–480. [Google Scholar] [CrossRef]
- Bajaj, P.; Sreekumar, T.V.; Sen, K. Thermal behaviour of acrylonitrile copolymers having methacrylic and itaconic acid comonomers. Polymer 2001, 42, 1707–1718. [Google Scholar] [CrossRef]
- Devasia, R.; Reghunadhan Nair, C.P.; Ninan, K.N. Copolyerization of acrylonitrile with itaconic acid in dimethylformamide: Effect of trimethylamine. J. Eur. Polym. 2003, 39, 537–544. [Google Scholar] [CrossRef]
- Ouyang, Q.; Cheng, L.; Wang, H.J.; Li, K.X. Mechanism and kinetics of the stabilization reactions of itaconic acid-modifier polyacrylonitrile. Polym. Degrad. Stab. 2008, 93, 1415–1421. [Google Scholar] [CrossRef]
- Zhou, W.L.; Yan, X.; Liu, P.Q.; Jiang, M.J.; Xu, J.J. Flame retardant modification of acrylic fiber with hydrazine hydrate and sodium ions. J. Appl. Polym. Sci. 2015, 132, 41996. [Google Scholar] [CrossRef]
- Jia, Z.; Yang, Y.G. Study on structure and properties of polyacrylonitrile fiber modified by hydrazine hydrate. Adv. Mater. Res. 2012, 548, 24–28. [Google Scholar] [CrossRef]
- Yan, X.; Zhou, W.L.; Zhao, X.S.; Xu, J.J.; Liu, P.Q. Preparation, flame retardancy and thermal degradation behaviors of polyacrylonitrile fibers modified with diethylenetriamine and zinc ions. J. Therm. Anal. Calorim. 2016, 124, 719–728. [Google Scholar] [CrossRef]
- Ren, Y.L.; Huo, T.G.; Qin, Y.W.; Liu, X.H. Preparation of flame retardant polyacry-lonitrile fabric based on sol-gel and layer-by-layer assembly. Materials 2018, 11, 483. [Google Scholar] [CrossRef] [PubMed]
- Ren, Y.L.; Zhang, Y.; Zhao, J.Y.; Wang, X.L.; Zeng, Q.; Gu, Y.T. Phosphorus-doped organic-inorganic hybrid silicon coating for improving fire retardancy of polyacrylonitrile fabric. J. Sol. Gel. Sci. Technol. 2017, 82, 280–288. [Google Scholar] [CrossRef]
- Ren, Y.L.; Zhang, Y.; Gu, Y.T.; Zeng, Q. Flame retardant polyacrylonitrile fabrics prepared by organic-inorganic hybrid silica coating via sol-gel technique. Prog. Org. Coat. 2017, 112, 225–233. [Google Scholar] [CrossRef]
- Zhou, W.L.; Yan, X.; Jiang, M.J.; Liu, P.Q.; Xu, J.J. Study of flame-resistant acrylic fibers reinforced by poly(vinyl alcohol). J. Appl. Polym. Sci. 2016, 133, 43006. [Google Scholar] [CrossRef]
- Zhang, Y.; Ren, Y.L.; Liu, X.H.; Huo, T.G.; Qin, Y.W. Preparation of durable flame retardant PAN fabrics based on amidoximation and phosphorylation. Appl. Surf. Sci. 2018, 428, 395–403. [Google Scholar] [CrossRef]
- Costa-Junior, E.S.; Barbosa-Stancioli, E.F.; Mansur, A.A.P.; Vasconcelos, W.L.; Mansur, H.S. Preparation and characterization of chitosan/poly(vinyl alcohol) chemically crosslinked blends for biomedical applications. Carbohyd. Polym. 2009, 76, 472–481. [Google Scholar] [CrossRef]
- Chen, C.W.; Chen, Y.J.; Xie, J.; Xu, Z.W.; Tang, Z.P.; Yang, F.X. Effects of montmorillonite on the properties of cross-linked poly(vinyl alcohol)/boric acid film. Prog. Org. Coat. 2017, 112, 66–74. [Google Scholar] [CrossRef]
- Shawgi, N.; Li, S.X.; Wang, S. A Novel method of synthesis of high purity nano plated boron carbide powder by a solid-state reaction of poly (vinyl alcohol) and boric acid. Ceram. Int. 2017, 43, 10554–10558. [Google Scholar] [CrossRef]
- Ullah, S.; Ahmad, F.; Shariff, A.M.; Bustam, M.A.; Gonfa, G.; Gillani, Q.F. Effects of ammonium polyphosphate and boric acid on the thermal degradation of an intumescent fire retardant coating. Prog. Org. Coat. 2017, 109, 70–82. [Google Scholar] [CrossRef]
- Gillani, Q.F.; Ahmad, F.; Abdul Mutalib, M.I.; Megat-Yusoff, P.S.M.; Ullah, S.; Messet, P.J.; Zia-ul-Mustafa, M. Thermal degradation and pyrolysis analysis of zinc borate reinforced intumescent fire retardant coatings. Prog. Org. Coat. 2018, 123, 82–98. [Google Scholar] [CrossRef]
- Ren, Y.L.; Gu, Y.T.; Zeng, Q.; Zhang, Y. UV-induced surface grafting polymerization for preparing phosphorus-containing flame retardant polyacrylonitrile fabric. Eur. Polym. J. 2017, 94, 1–10. [Google Scholar] [CrossRef]
- Martinelli, A.; Matic, A.; Jacobsson, P.; Borjesson, L.; Navarra, M.A.; Fernicola, A.; Panero, S.; Scrosati, B. Structural analysis of PVA-based proton conducting membranes. Solid State Ionics 2006, 177, 2431–2435. [Google Scholar] [CrossRef]
- Yang, Y.; Liu, C.; Wu, H. Preparation and properties of poly(vinyl alcohol)/exfoliated α-zirconium phosphate nanocomposite films. Polym. Test. 2009, 28, 371–377. [Google Scholar] [CrossRef]
- Tretsiakova-McNally, S.; Joseph, P. Thermal and calorimetric evaluations of polyacrylonitrile containing covalently-bound phosphonate groups. Polymers 2018, 10, 131. [Google Scholar] [CrossRef]
- Arbab, S.; Mirbaha, H.; Zeinolebadi, A.; Nourpanah, P. Indicators for evaluation of progress in thermal stabiliztion reactions of polyacrylonitrile fibers. J. Appl. Polym. Sci. 2014, 131, 77–81. [Google Scholar] [CrossRef]
- Ju, A.Q.; Guang, S.Y.; Xu, H.Y. Effect of comonomer structure on the stabilization and spinnability of polyacrylonitrile copolymers. Carbon 2013, 54, 323–335. [Google Scholar] [CrossRef]
- Lim, M.; Kwon, H.; Kim, D.; Seo, J.; Han, H.; Khan, S.B. Highly-enhanced water resistant and oxygen barrier properties fo cross-linked poly(vinyl alcohol) hybrid films for packaging applications. Prog. Org. Coat. 2015, 85, 68–75. [Google Scholar] [CrossRef]
- Woo, J.Y.; Shin, E.J.; Lee, Y.H. Effect of boric acid treatment on the crystallinity and drawability of poly(vinyl alcohol)-iodine complex films. Polym. Bull. 2010, 65, 169–180. [Google Scholar] [CrossRef]
- Rao, W.H.; Xu, H.X.; Xu, Y.J.; Qi, M.; Liao, W.; Xu, S.M.; Wang, Y.Z. Persistently flame-retardant flexible polyurethane foams by a novel phosphorus-containing polyol. Chem. Eng. J. 2018, 343, 198–206. [Google Scholar] [CrossRef]
- Wang, D.F.; Zhong, L.; Zhang, C.; Zhang, F.X.; Zhang, G.X. A novel reactive phosphorous flame retardant for cotton fabrics with durable flame retardancy and high whiteness due to self-buffering. Cellulose 2018, 25, 5479–5497. [Google Scholar] [CrossRef]
- Yang, S.J.; Zhu, X.D.; Wang, J.S.; Jin, X.; Liu, Y.C.; Qian, F.; Zhang, S.C.; Chen, J.M. Combustion of hazardous biological waste dereived from the fermentation of antibiotics using TG-FTIR and Py-GC/MS techniques. Bioresour. Technol. 2015, 193, 156–163. [Google Scholar] [CrossRef] [PubMed]
- Ma, Y.; Wang, J.; Zhang, Y. TG-FTIR study on pyrolysis of waste printing paper. J. Therm. Anal. Calorim. 2017, 129, 1225–1232. [Google Scholar] [CrossRef]
- Dai, K.; Sun, S.; Xu, W.B.; Song, Y.; Deng, Z.Z.; Qian, X.D. Covalently-functionalized graphene oxide via introduction of bifunctional phosphorus-containing molecules as an effective flame retardant for polystyrene. RSC Adv. 2018, 8, 24993–25000. [Google Scholar] [CrossRef]
- Shi, Y.; Yu, B.; Duan, L.; Gui, Z.; Wang, B.; Hu, Y.; Yuen, R.K.K. Graphitic carbon nitride/phosphorus-rich aluminum phosphinates hybrids as smoke suppressants and flame retardants for polystyrene. J. Hazard. Mater. 2017, 332, 87–96. [Google Scholar] [CrossRef] [PubMed]
- Czegeny, Z.; Blazso, M. Effect of phosphorous flame retardants on the thermal decomposition of vinyl polymers and copolymers. J. Anal. Appl. Pyrolysis 2008, 81, 218–224. [Google Scholar] [CrossRef]
- Rao, W.H.; Zhu, Z.M.; Wang, S.X.; Wang, T.; Tan, Y.; Liao, W.; Zhao, H.B.; Wang, Y.Z. A reactive phosphorus-containing polyol incorporated into flexible polyurethane foam: Self-extinguishing behavior and mechanism. Polym. Degrad. Stab. 2018, 153, 192–200. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PAN | PVA/PAN | C-PVA/PAN | FR-PVA/PAN | |
|---|---|---|---|---|
| Linear density/dtex | 2.1 ± 0.2 | 2.5 ± 0.1 | 2.6 ± 0.3 | 2.8 ± 0.2 |
| Tensile strength/(cN/dtex) | 2.0 ± 0.3 | 3.2 ± 0.1 | 3.5 ± 0.2 | 3.1 ± 0.5 |
| Breaking elongation/% | 25 ± 1 | 22 ± 2 | 17 ± 1 | 14 ± 1 |
| Sample | C1s (%) | O1s (%) | N1s (%) | P2p (%) | B1s (%) |
|---|---|---|---|---|---|
| PAN | 81.93 | 10.86 | 7.21 | 0 | 0 |
| PVA/PAN | 73.76 | 14.28 | 7.85 | 0 | 0 |
| C-PVA/PAN | 73.71 | 15.08 | 5.91 | 0 | 2.09 |
| FR-PVA/PAN | 48.72 | 25.93 | 3.18 | 7.70 | 13.18 |
| Samples | Endothermic Peak | Exothermic Peak | ||
|---|---|---|---|---|
| Temperature °C | Enthalpy (J/g) | Temperature °C | Enthalpy (J/g) | |
| PAN | 306 | 419 | ||
| PVA/PAN | 93 | 128 | 296 | 316 |
| C-PVA/PAN | - | - | 309 | 371 |
| FR-PVA/PAN | 101, 172 | 257, 91 | 294 | 290 |
| PAN | PVA/PAN | C-PVA/PAN | FR-PVA/PAN | |
|---|---|---|---|---|
| 0 | 17.0 | 16.2 | 25.6 | 34.3 |
| 10 cycles | - | - | 25.2 | 33.1 |
| 20 cycles | - | - | 25.1 | 31.8 |
| 30 cycles | - | - | 24.7 | 30.6 |
| TTI | PHRR (kW/m2) | Time to PHRR (s) | THR (MJ/m2) | PSPR (m2/s) | TSP (m2) | Residue (wt%) | FIGRA (kW/m2 s) | |
|---|---|---|---|---|---|---|---|---|
| PAN | 25 | 374.4 | 45 | 7.3 | 0.06 | 1.5 | 38.0 | 8.32 |
| FR-PVA/PAN | 33 | 149.0 | 55 | 4.5 | 0.01 | 0.4 | 61.6 | 2.71 |
| No. | RT (min) | Peak Area (%) | Compound Name | Molecular Formula |
|---|---|---|---|---|
| 1 | 1.850 | 15.81 | Carbon dioxide | CO2 |
| 2 | 2.111 | 6.08 | Acetonitrile | C2H3N |
| 3 | 2.217 | 3.58 | 2-Propenenitrile | C3H3N |
| 4 | 2.428 | 1.10 | Propanenitrile | C3H5N |
| 5 | 2.540 | 2.35 | Methacrylonitrile | C4H5N |
| 6 | 2.690 | 0.50 | Isobutyronitrile | C4H7N |
| 7 | 2.964 | 1.00 | Benzene | C6H6 |
| 8 | 3.854 | 0.19 | Pyridine | C6H5N |
| 9 | 4.071 | 0.61 | Toluene | C7H8 |
| 10 | 4.158 | 0.24 | 2-Methyl-2-Butenenitrile | C5H7N |
| 11 | 4.787 | 0.21 | Aniline | C6H7N |
| 12 | 5.415 | 0.26 | 2,4-Hexadienenitrile | C6H7N |
| 13 | 5.864 | 0.18 | Styrene | C8H8 |
| 14 | 7.307 | 0.58 | 3,5-Dimethyl Pyridine | C7H9N |
| 15 | 7.382 | 0.64 | Benzonitrile | C7H5N |
| 16 | 8.732 | 2.07 | 2-methylenebutanenitrile | C5H7N |
| 17 | 8.969 | 0.61 | 2-methylpentanedinitrile | C6H8N2 |
| 18 | 9.093 | 0.27 | 4-methylbenzonitrile | C8H7N |
| 19 | 9.292 | 0.28 | 3-methyl-2-pyridinamine | C6H8N2 |
| 20 | 10.599 | 0.26 | Naphthalene | C10H8 |
| 21 | 10.886 | 0.38 | 2,6-dimethyl-4-pyridinamine | C7H10N2 |
| 22 | 11.713 | 0.52 | 1,2-Benzenedicarbonitrile | C8H4N2 |
| 23 | 13.120 | 0.14 | 3-methyl quinoline | C10H9N |
| 24 | 14.159 | 0.36 | 4,8-dimethyl quinoline | C11H11N |
| 25 | 14.532 | 0.20 | 1,8-Naphthyridine | C8H6N2 |
| 26 | 15.534 | 0.40 | 6-Cyanoquinoline | C10H6N2 |
| 27 | 16.138 | 0.57 | 3-Quinolinamine | C9H8N2 |
| 28 | 16.972 | 0.31 | 1H-Pyrido [2,3-b] indole | C11H8N2 |
| 29 | 17.638 | 0.50 | 1,2-Diaminonaphthalene | C10H10N2 |
| 30 | 18.316 | 0.13 | Anthracene | C14H10 |
| 31 | 22.156 | 2.63 | 5,12-diphenyl-dibenz[a,h] anthracene | C30H18 |
| 32 | 22.666 | 1.70 | Benzo[b] triphenylene | C22H14 |
| 33 | 23.574 | 2.06 | Indeno[1,2,3-cd]pyrene | C22H12 |
| 34 | 24.054 | 1.60 | Dibenz[a,h]anthracene | C22H14 |
| 35 | 25.032 | 3.94 | Benzo[ghi]perylene | C22H12 |
| 36 | 25.777 | 2.54 | Benzo[ghi]perylene | C22H12 |
| 37 | 26.032 | 3.94 | Benzo[ghi]perylene | C22H12 |
| 38 | 26.580 | 0.43 | Indeno[1,2,3-cd]pyrene | C22H12 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, Y.; Tian, T.; Jiang, L.; Liu, X.; Han, Z. Polyvinyl Alcohol Reinforced Flame-Retardant Polyacrylonitrile Composite Fiber Prepared by Boric Acid Cross-Linking and Phosphorylation. Materials 2018, 11, 2391. https://doi.org/10.3390/ma11122391
Ren Y, Tian T, Jiang L, Liu X, Han Z. Polyvinyl Alcohol Reinforced Flame-Retardant Polyacrylonitrile Composite Fiber Prepared by Boric Acid Cross-Linking and Phosphorylation. Materials. 2018; 11(12):2391. https://doi.org/10.3390/ma11122391
Chicago/Turabian StyleRen, Yuanlin, Tian Tian, Lina Jiang, Xiaohui Liu, and Zhenbang Han. 2018. "Polyvinyl Alcohol Reinforced Flame-Retardant Polyacrylonitrile Composite Fiber Prepared by Boric Acid Cross-Linking and Phosphorylation" Materials 11, no. 12: 2391. https://doi.org/10.3390/ma11122391
APA StyleRen, Y., Tian, T., Jiang, L., Liu, X., & Han, Z. (2018). Polyvinyl Alcohol Reinforced Flame-Retardant Polyacrylonitrile Composite Fiber Prepared by Boric Acid Cross-Linking and Phosphorylation. Materials, 11(12), 2391. https://doi.org/10.3390/ma11122391