Aluminum Matrix Composite (AlSi7Mg2Sr0.03/SiCp) Pistons Obtained by Mechanical Mixing Method


Abstract
:
1. Introduction
2. Material and Methods
3. Results and Discussion
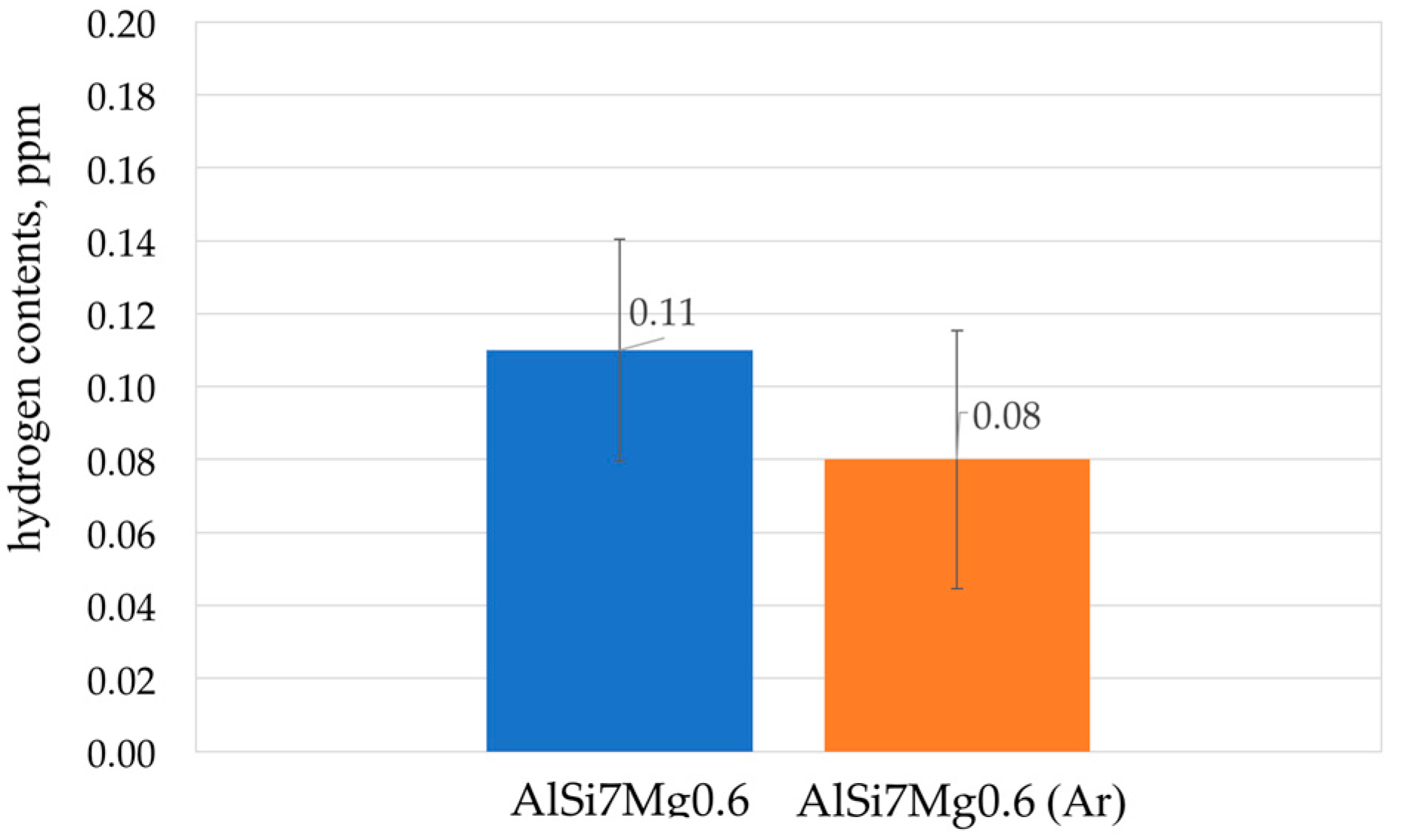
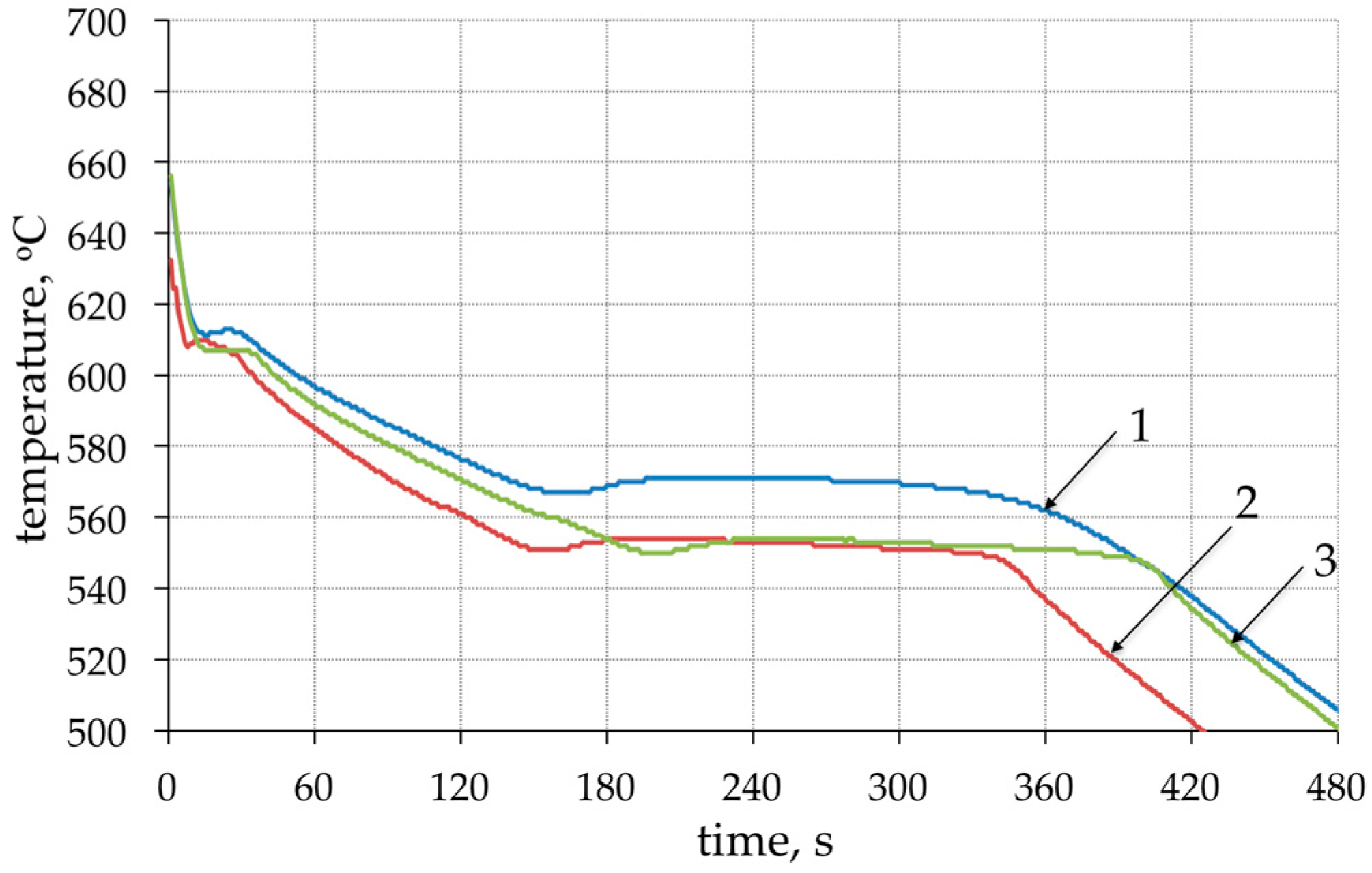
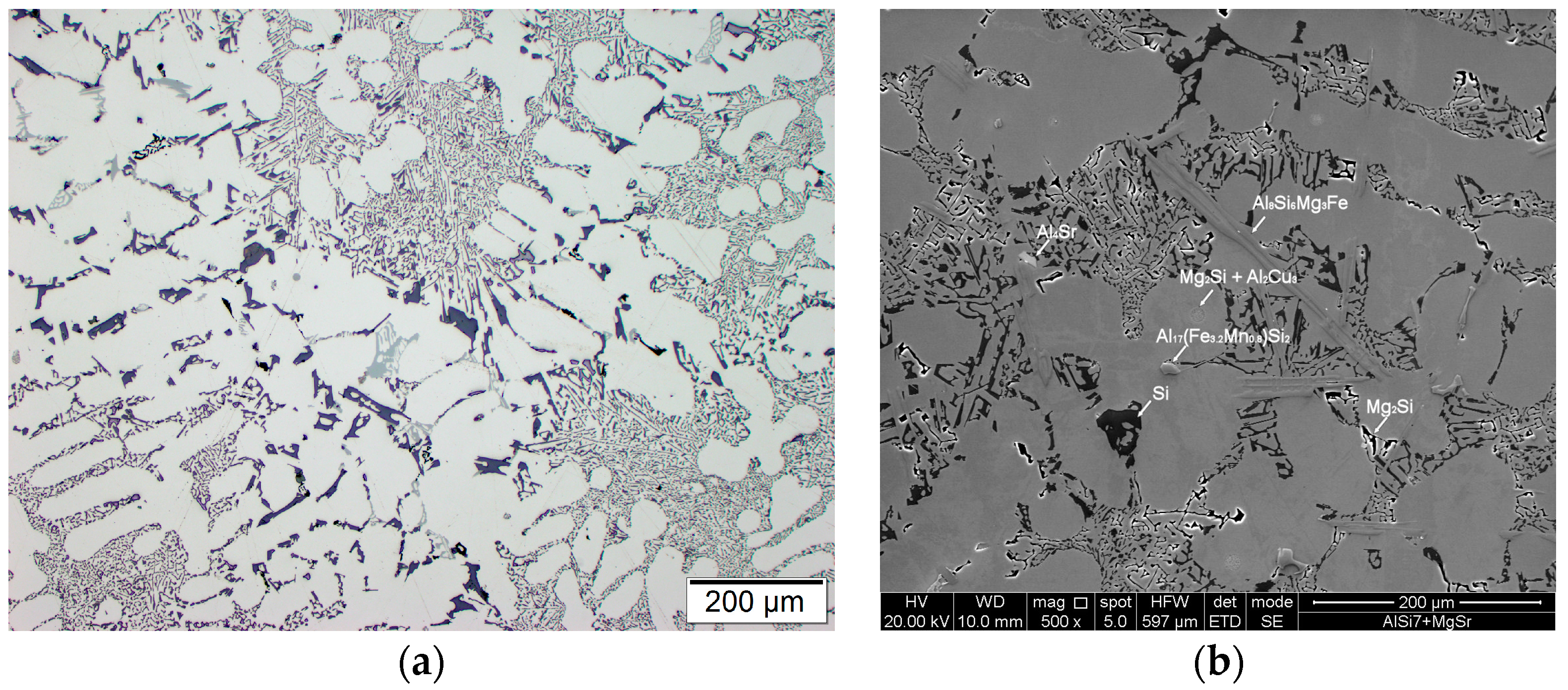
3.1. Refining and Modification of Matrix Alloy
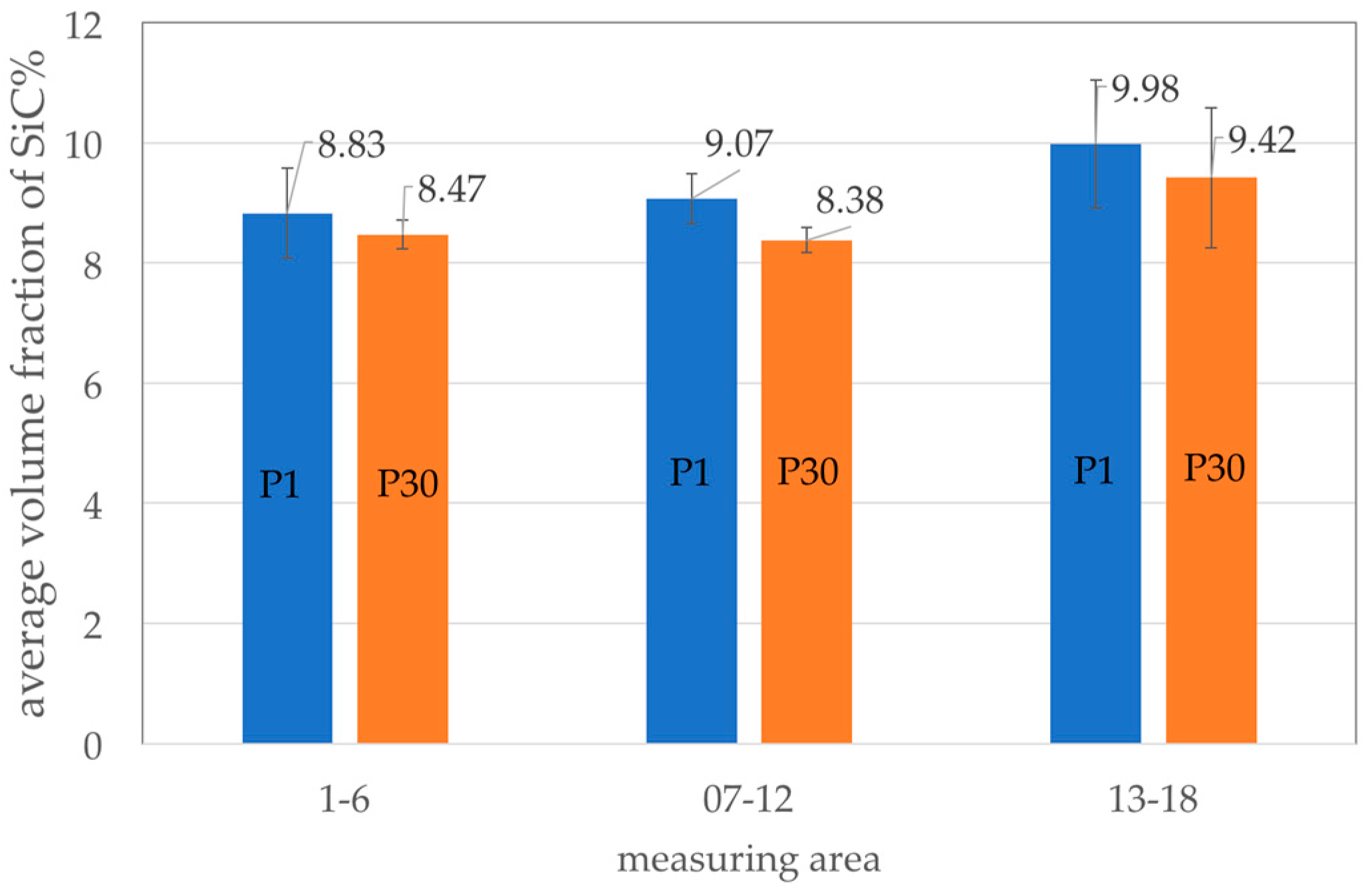
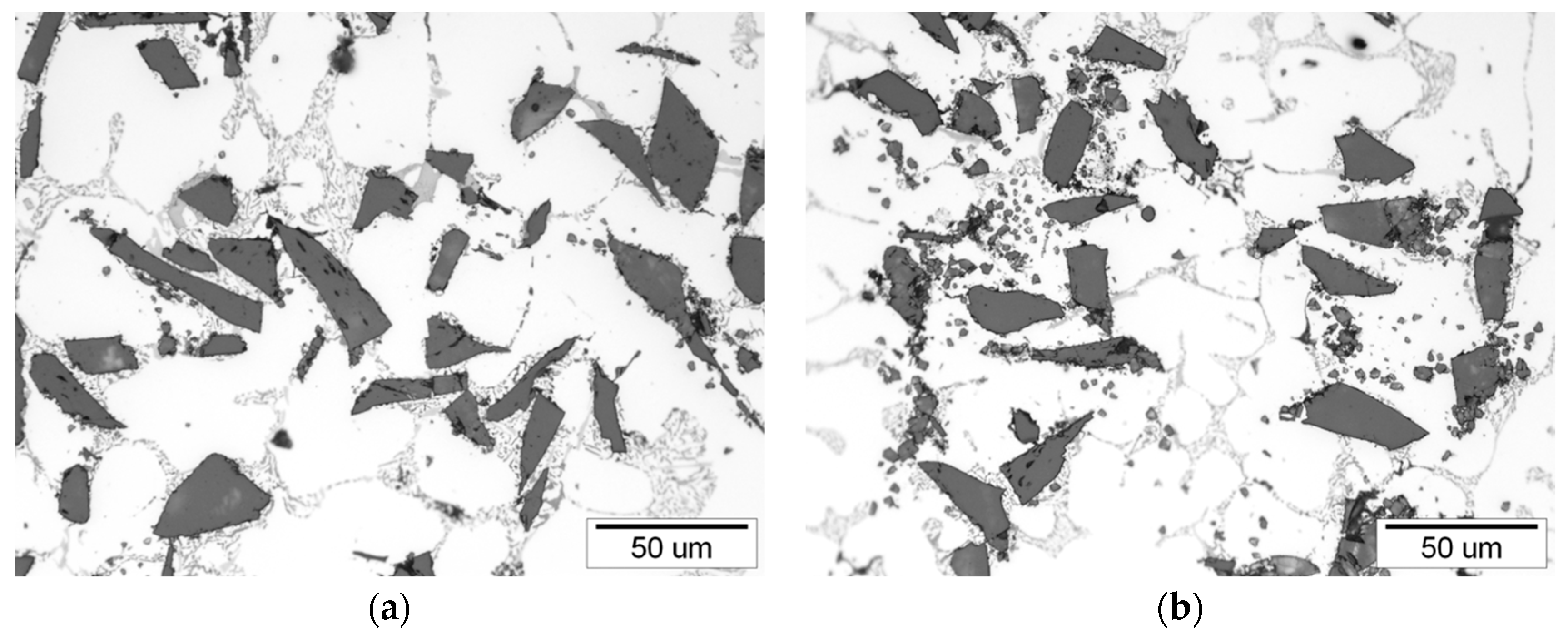
3.2. Composite Suspension Stability
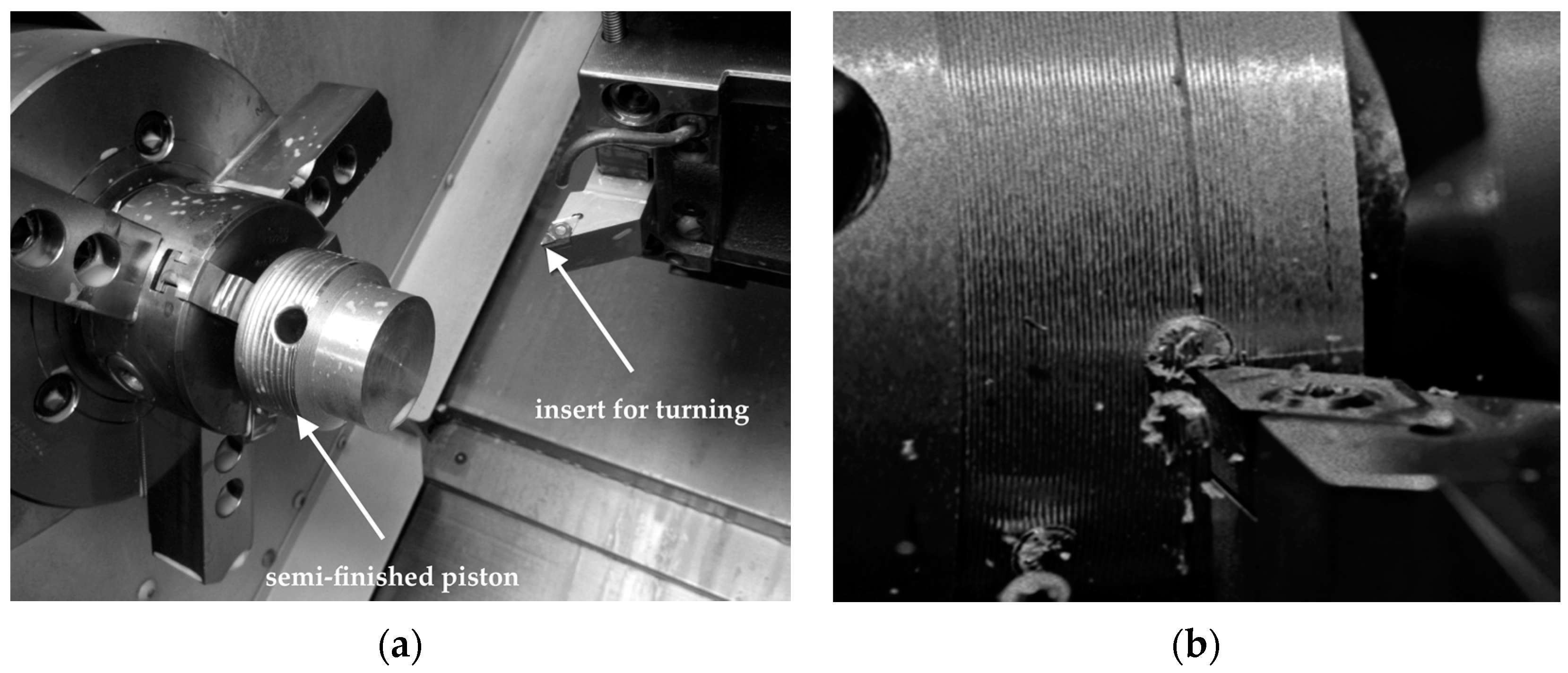
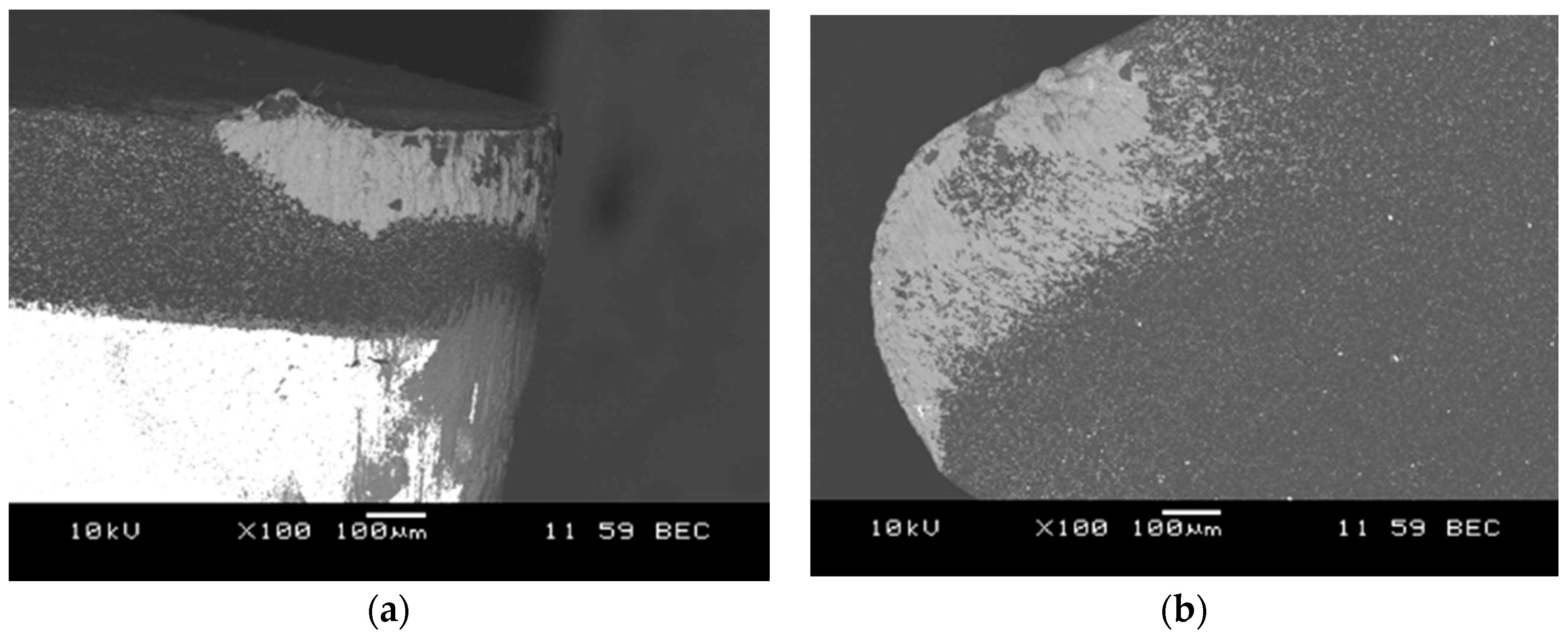
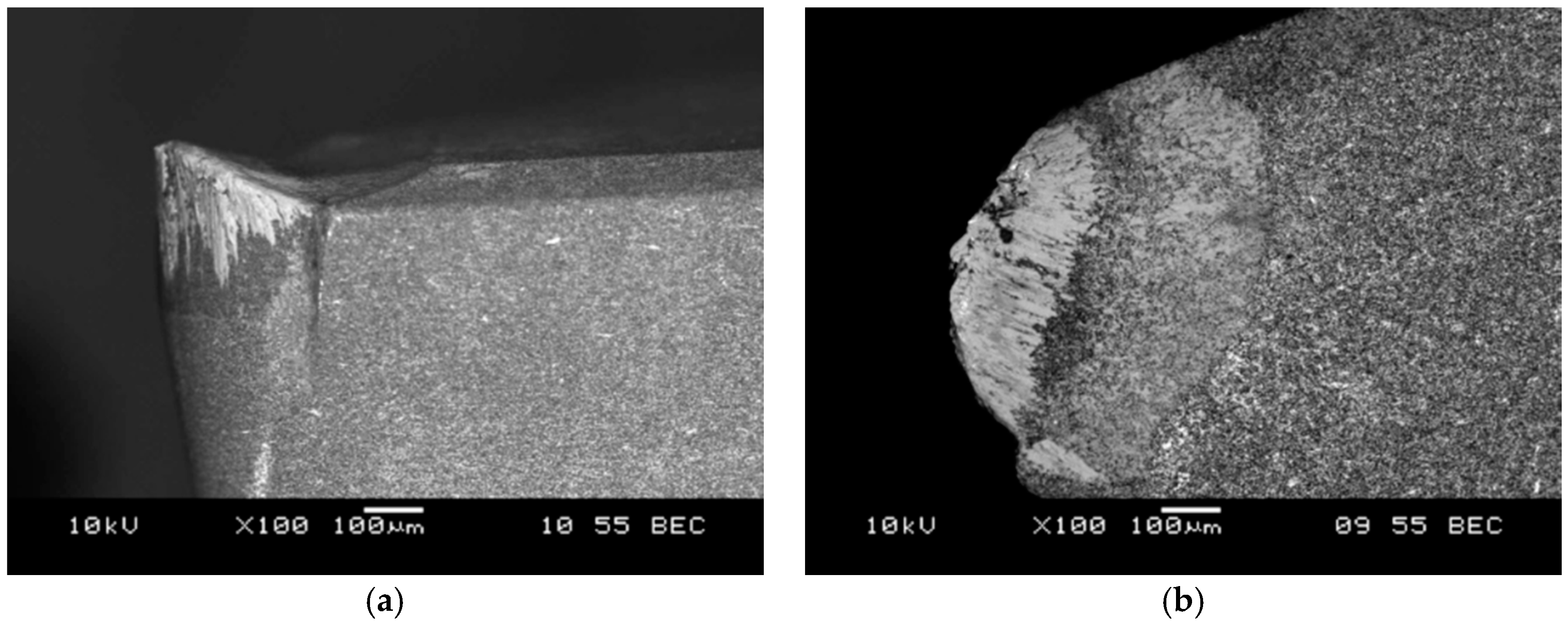
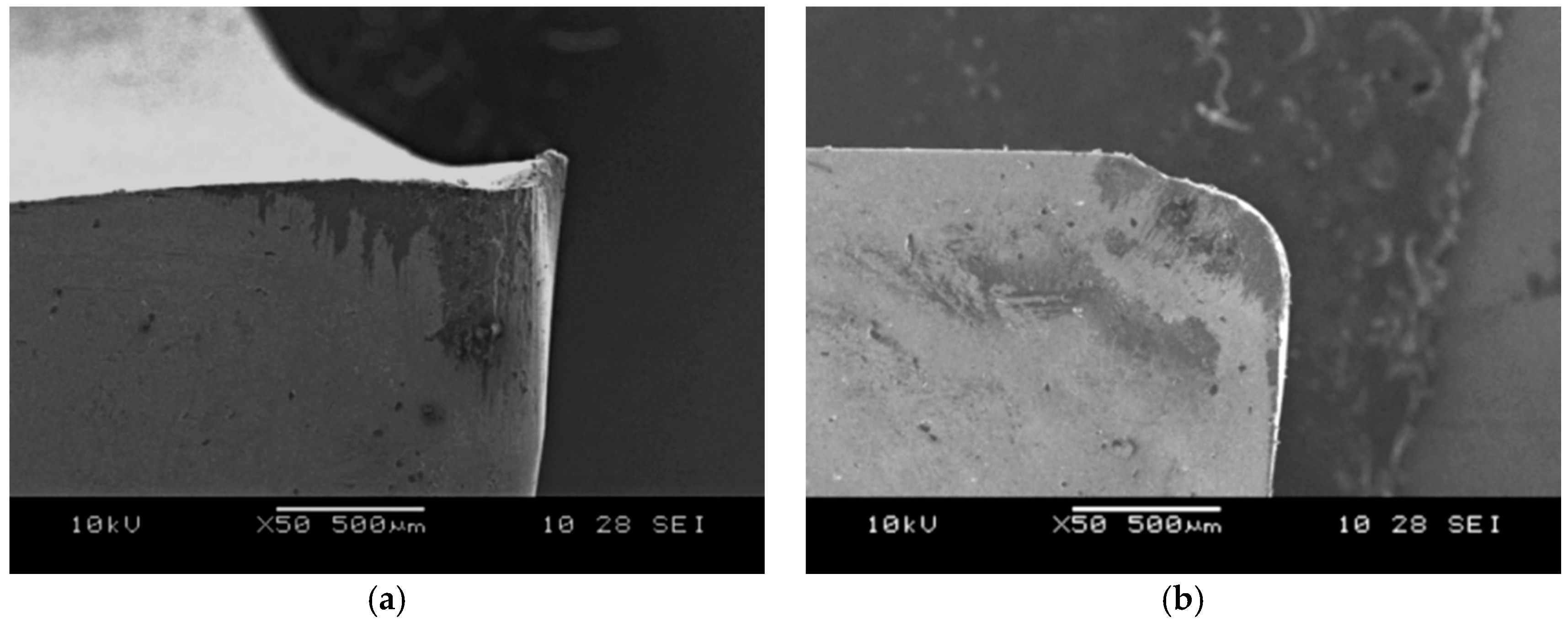
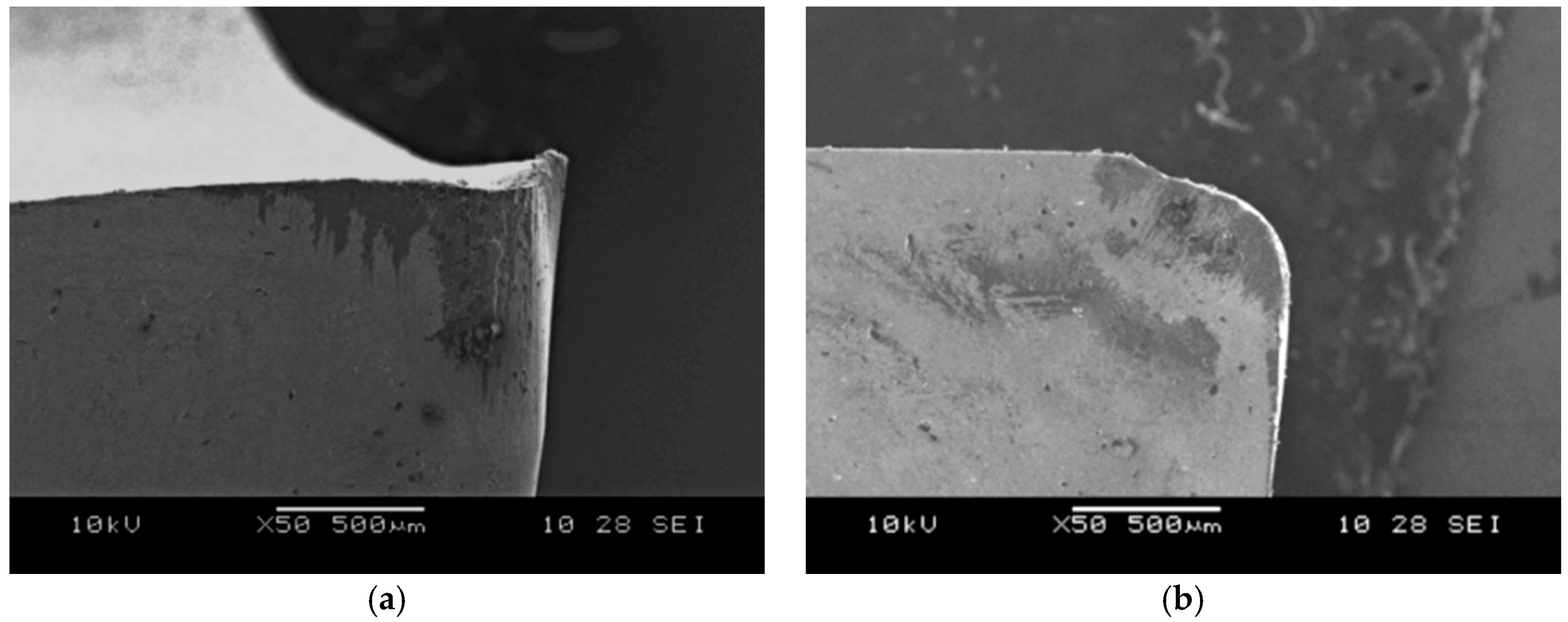
3.3. Machining Parameters of Composite Piston Skirt
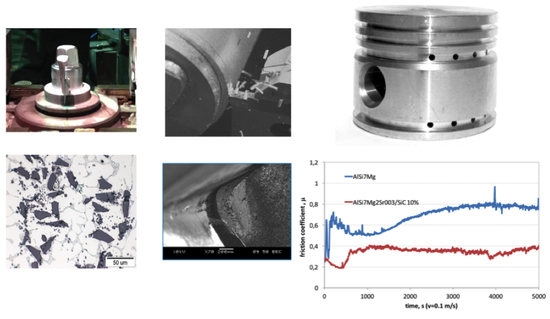
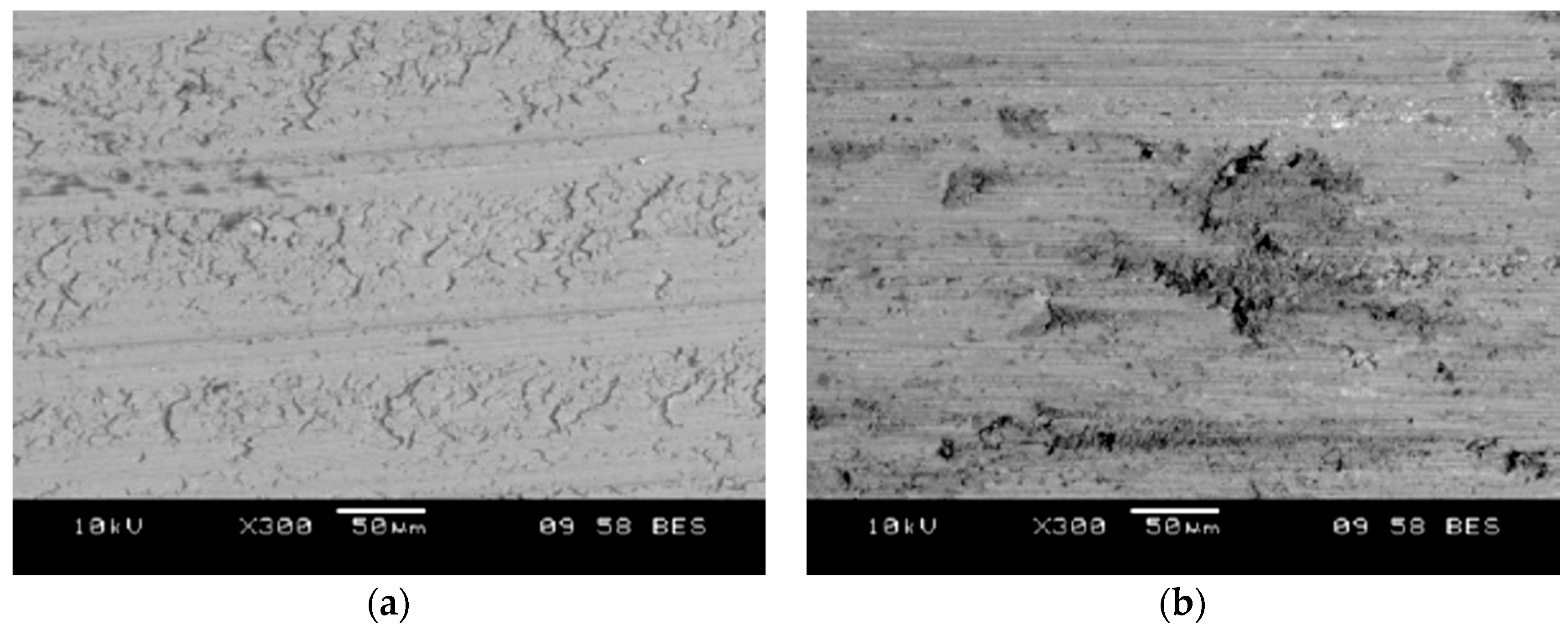
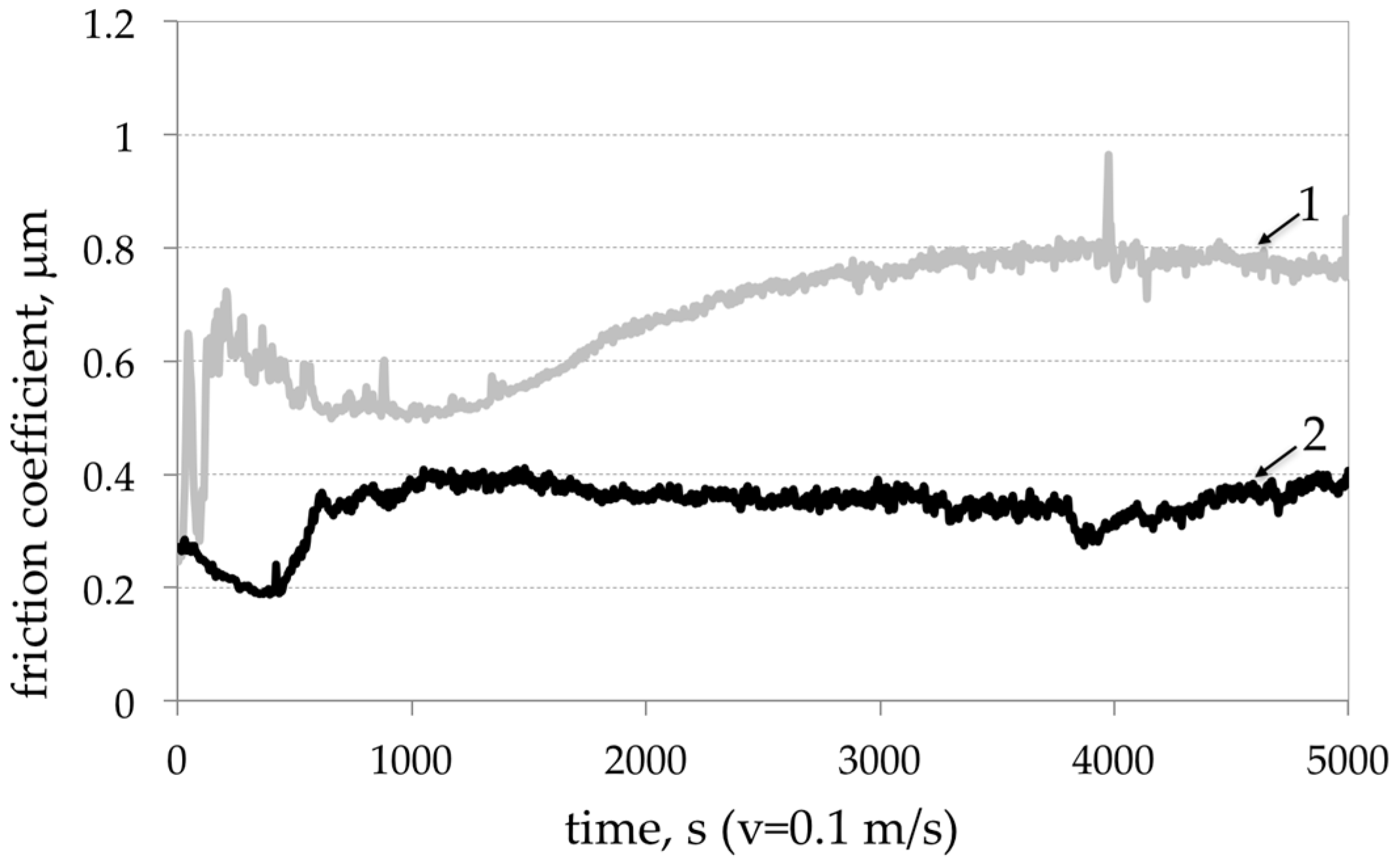
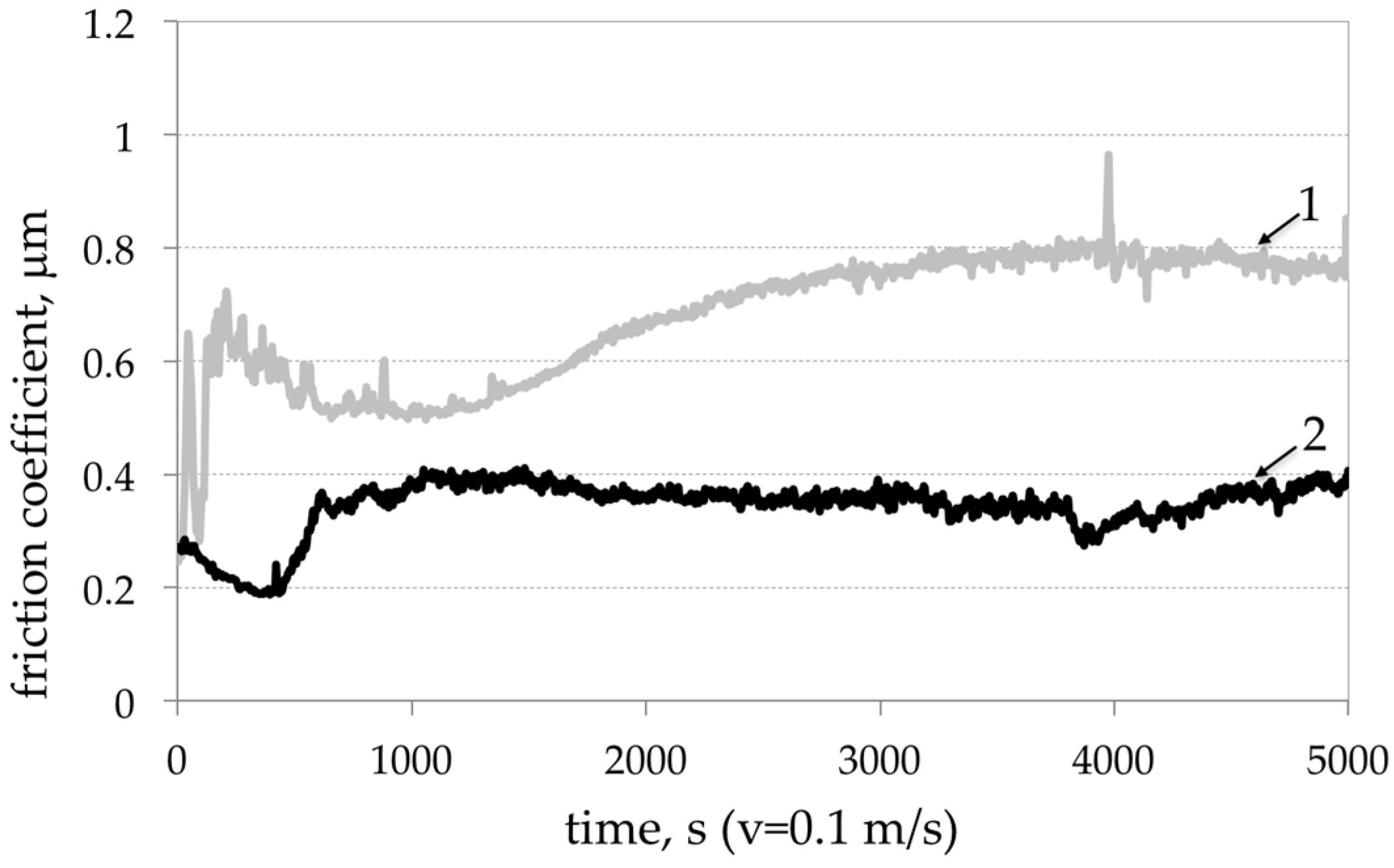
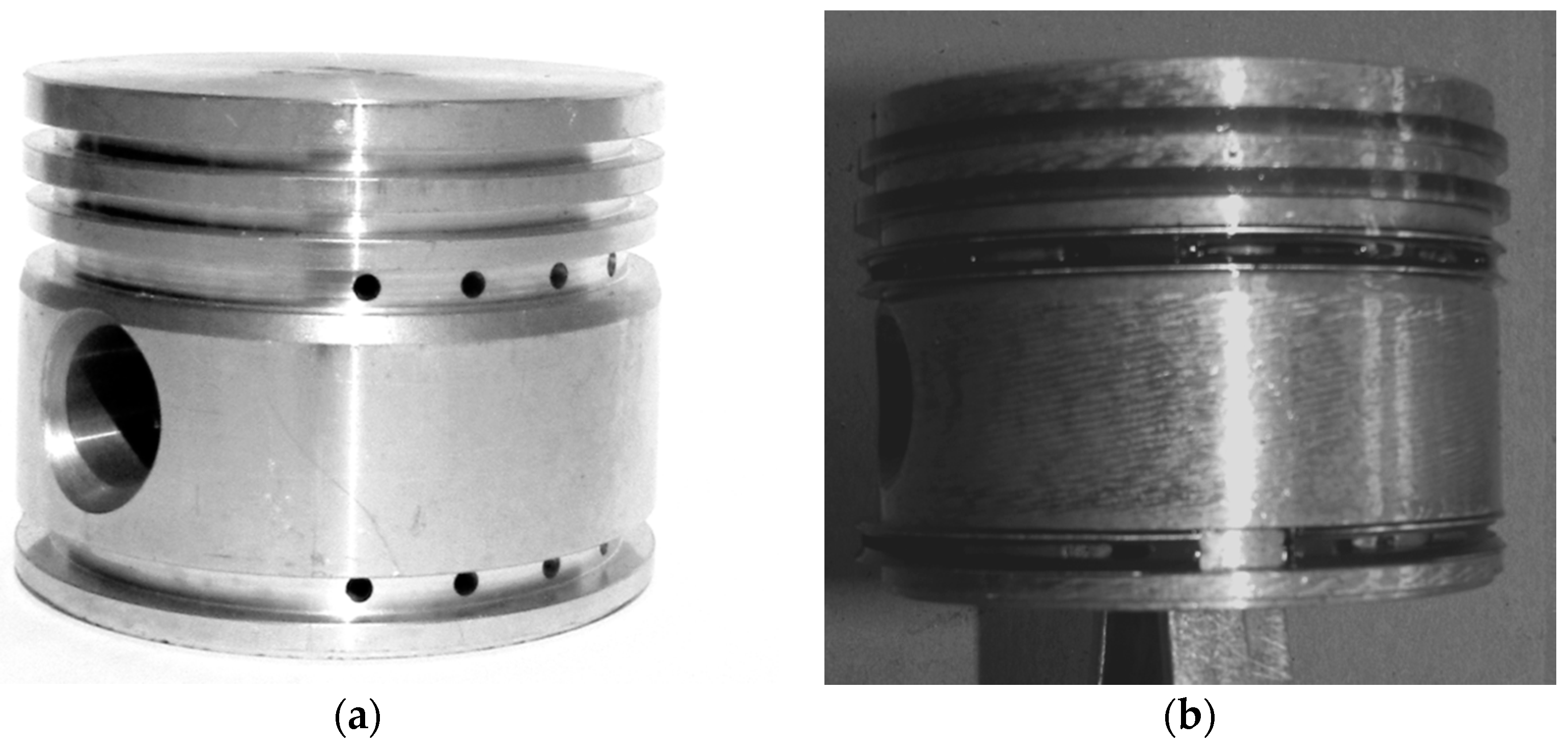
3.4. Tribological Properties
4. Conclusions
Acknowledgments
Conflicts of Interest
References
- Degischer, H.P.; Prader, P.; Marchi, C.S. “Assessment of metal matrix composites for innovations”—Intermediate report of a European Thematic Network. Compos. Part A Appl. Sci. Manuf. 2001, 32, 1161–1166. [Google Scholar] [CrossRef]
- Koczak, M.J.; Khatri, S.C.; Allison, J.E.; Bader, M.G. Metal-matrix composites for ground vehicle, aerospace, and industrial applications. In Fundamentals of Metal-Matrix Composites; Butterworth-Heinemann: Stoneham, MA, USA, 2013; pp. 297–326. [Google Scholar]
- Kainer, K.U. Basics of metal matrix composites. In Metal Matrix Composites: Custom-made Materials for Automotive and Aerospace Engineering; Wiley-VCH: Weinheim, Germany, 2006; ISBN 3-527-31360-5. [Google Scholar]
- Surappa, M.K. Aluminium matrix composites: Challenges and opportunities. Sadhana 2003, 28, 319–334. [Google Scholar] [CrossRef]
- Ramnath, B.V.; Elanchezhian, C.; Atreya, T.S.A.; Vignesh, V. Aluminum metal matrix composites—A review. Rev. Adv. Mater. Sci. 2014, 38, 55–60. [Google Scholar] [CrossRef]
- Chawla, N.; Chawla, K.K. Metal-matrix composites in ground transportation. JOM 2006, 58, 67–70. [Google Scholar] [CrossRef]
- Hyo, L.S.; Kyung, J.Y.; Hee, K.Y.; Soon, H.H. Fabrication process and thermal properties of SiCp/Al metal matrix composites for electronic packaging applications. J. Mater. Sci. 2000, 35, 6231–6236. [Google Scholar]
- Zhang, H.; Ye, J.; Joshi, S.P.; Schoenung, J.M.; Chin, E.S.C.; Gazonas, G.A.; Ramesh, K.T. Superlightweight nanoengineered aluminum for strength under impact. Adv. Eng. Mater. 2007, 9, 355–359. [Google Scholar] [CrossRef]
- Canakci, A.; Varol, T. Microstructure and Properties of AA7075/Al-SiC composites fabricated using powder metallurgy and hot pressing. Powder Technol. 2014, 268, 72–79. [Google Scholar] [CrossRef]
- Ghasali, E.; Fazili, A.; Alizadeh, M.; Shirvanimoghaddam, K.; Ebadzadeh, T. Evaluation of microstructure and mechanical properties of Al-TiC metal matrix composite prepared by conventional, microwave and spark plasma sintering methods. Materials 2017, 10, 1255. [Google Scholar] [CrossRef] [PubMed]
- Taha, M. A Practicalization of cast metal matrix composites (MMCCs). Mater. Des. 2001, 22, 431–441. [Google Scholar] [CrossRef]
- Beffort, O.; Long, S.; Cayron, C.; Kuebler, J.; Buffat, P.A. Alloying effects on microstructure and mechanical properties of high volume fraction SiC-particle reinforced Al-MMCs made by squeeze casting infiltration. Compos. Sci. Technol. 2007, 67, 737–745. [Google Scholar] [CrossRef]
- Dolata, A.J. Tribological Properties of AlSi12-Al2O3 Interpenetrating composite layers in comparison with unreinforced matrix alloy. Materials 2017, 10, 1045. [Google Scholar] [CrossRef] [PubMed]
- Dolata, A.J. Centrifugal infiltration of porous ceramic preforms by the liquid Al alloy—Theoretical background and experimental verification. Arch. Metall. Mater. 2016, 61, 411–418. [Google Scholar] [CrossRef]
- Prasad, S.V.; Asthana, R. Aluminum metal-matrix composites for automotive applications: Tribological considerations. Tribol. Lett. 2004, 17, 445–453. [Google Scholar] [CrossRef]
- Tzamtzis, S.; Barekar, N.S.; Hari Babu, N.; Patel, J.; Dhindaw, B.K.; Fan, Z. Processing of advanced Al/SiC particulate metal matrix composites under intensive shearing—A novel Rheo-process. Compos. Part A Appl. Sci. Manuf. 2009, 40, 144–151. [Google Scholar] [CrossRef]
- Sozhamannan, G.G.; Prabu, S.B.; Venkatagalapathy, V.S.K. Effect of processing paramters on metal matrix composites: Stir casting process. J. Surf. Eng. Mater. Adv. Technol. 2012, 2, 11–15. [Google Scholar] [CrossRef]
- Prabu, S.B.; Karunamoorthy, L.; Kathiresan, S.; Mohan, B. Influence of stirring speed and stirring time on distribution of particles in cast metal matrix composite. J. Mater. Process. Technol. 2006, 171, 268–273. [Google Scholar] [CrossRef]
- Dolata-Grosz, A.; Dyzia, M.; Śleziona, J.; Wieczorek, J. Composites applied for pistons. Arch. Foundry Eng. 2007, 7, 37–40. [Google Scholar]
- Dyzia, M. AlSi7Mg/SiC and Heterophase SiCP + CG composite for use in cylinder-piston system of air compressor. Solid State Phenom. 2011, 176, 49–54. [Google Scholar] [CrossRef]
- Dolata, A.J.; Dyzia, M. Aspects of fabrication aluminium matrix heterophase composites by suspension method. IOP Conf. Ser. Mater. Sci. Eng. 2012, 35, 012020. [Google Scholar] [CrossRef]
- Dolata, A.J.; Dyzia, M.; Jaworska, L.; Putyra, P. Cast hybrid composites designated for air compressor pistons. Arch. Metall. Mater. 2016, 61, 705–708. [Google Scholar] [CrossRef]
- Rao, R.N.; Das, S.; Mondal, D.P.; Dixit, G. Effect of heat treatment on the sliding wear behaviour of aluminium alloy (Al-Zn-Mg) hard particle composite. Tribol. Int. 2010, 43, 330–339. [Google Scholar] [CrossRef]
- Akbari, M.K.; Shirvanimoghaddam, K.; Hai, Z.; Zhuiykov, S.; Khayyam, H. Al-TiB2 micro/nanocomposites: Particle capture investigations, strengthening mechanisms and mathematical modelling of mechanical properties. Mater. Sci. Eng. A 2017, 682, 98–106. [Google Scholar] [CrossRef]
- Zhiqiang, S.; Di, Z.; Guobin, L. Evaluation of dry sliding wear behavior of silicon particles reinforced aluminum matrix composites. Mater. Des. 2005, 26, 454–458. [Google Scholar] [CrossRef]
- Singh, J.; Chauhan, A. Overview of wear performance of aluminium matrix composites reinforced with ceramic materials under the influence of controllable variables. Ceram. Int. 2016, 42, 56–81. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, F. Comparison of friction and wear performances of brake material dry sliding against two aluminum matrix composites reinforced with different SiC particles. J. Mater. Process. Technol. 2007, 182, 122–127. [Google Scholar] [CrossRef]
- Viala, J.C.; Bosselet, F.; Laurent, V.; Lepetitcorps, Y. Mechanism and kinetics of the chemical interaction between liquid aluminium and silicon-carbide single crystals. J. Mater. Sci. 1993, 28, 5301–5312. [Google Scholar] [CrossRef]
- Pech-Canul, M.I. Aluminum alloys for Al/SiC composites. In Recent Trends in Processing and Degradation of Aluminium Alloys; Ahmad, Z., Ed.; InTech: Rijeka, Croatia; Shanghai, China, 2011; ISBN 978-953-307-734-5. [Google Scholar]
- Ravi, K.R.; Pillai, R.M.; Pai, B.C.; Chakraborty, M. Influence of interfacial reaction on the fluidity of A356 Al-SiCp composites—A theoretical approach. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2007, 38, 2531–2539. [Google Scholar] [CrossRef]
- Maleque, M.A.; Dyuti, S.; Rahman, M.M. Material Selection Method in Design of Automotive Brake Disc. In Proceedings of the World Congress on Engineering 2010, London, UK, 30 June–2 July 2010; Volume III. [Google Scholar]
- Bigaj, M.; Boczkal, S.; Gawlik, M.; Lech-Grega, M. Analysis of reinforcing particles distribution in composite die-cast pistons. In Proceedings of the 14th International Congress for Stereology and Image Analysis, Liège, Belgium, 6–10 July 2015; Slovenian Society for Stereology: Ljubljana, Slovenia, 2015. [Google Scholar]
- Boczkal, S.; Lech-Grega, M.; Bigaj, M.; Szymański, M. Final Raport from the Project No. PBS1/B6/13/2012 Financed from Funds Allocated for the National Centre for Research and Development; Institute of Non-Ferrous Metals, Light Metals Division: Skawina, Poland, 2015. [Google Scholar]
- Boczkal, S.; Dolata, A.J.; Nowak, M. Effect of SiC and GR reinforcement particles on the structure and functional properties of composite casting. Arch. Metall. Mater. 2016, 61, 399–404. [Google Scholar] [CrossRef]
- Timpel, M.; Wanderka, N.; Schlesiger, R.; Yamamoto, T.; Lazarev, N.; Isheim, D.; Schmitz, G.; Matsumura, S.; Banhart, J. The role of strontium in modifying aluminium-silicon alloys. Acta Mater. 2012, 60, 3920–3928. [Google Scholar] [CrossRef]
- Gautam Krishnan, R.; Somasekharan Nair, E.M. Study of strontium modification in aluminium alloy. Int. J. Emerg. Technol. Adv. Eng. 2013, 3, 753–760. [Google Scholar]
- Haque, M.M. Effects of strontium on the structure and properties of aluminium-silicon alloys. J. Mater. Process. Technol. 1995, 55, 193–198. [Google Scholar] [CrossRef]
- Keith, D. Effects of Magnesium, Silicon and Strontium on the Oxidation of Molten Aluminum. Master’s Thesis, McGill University, Montreal, QC, Canada, 1999. Available online: http://digitool.library.mcgill.ca/thesisfile34004.pdf (accessed on 27 December 2017).
- Pai, B.C.; Ramani, G.; Pillai, R.M.; Satyanaryana, K.G. Review Role of magnesium in cast aluminiurn alloy matrix composites. J. Mater. Sci. 1995, 30, 1903–1911. [Google Scholar] [CrossRef]
- Orlowicz, A.W.; Mróz, M.; Tupaj, M.; Betlej, J.; Ploszaj, F. Influence of refining process on the porosity of high pressure die casting alloy Al-Si. Arch. Foundry Eng. 2009, 9, 35–40. [Google Scholar]
- Dolata, A.J.; Dyzia, M.; Boczkal, S. Influence of the Sr and Mg alloying additions on the bonding between matrix and reinforcing particles in the AlSi7Mg/SiC-Cg hybrid composite. Arch. Metall. Mater. 2016, 61, 651–656. [Google Scholar] [CrossRef]
- Dolata, A.J.; Dyzia, M.; Boczkal, S. Structure of Interface between Matrix Alloy and Reinforcement Particles in Al/SiCp + Cgp Hybrid Composites. Mater. Today Proc. 2016, 3, 235–239. [Google Scholar] [CrossRef]
- Jaworska, L.; Putyra, P.; Czechowski, K.; Podsiadło, M. Final Raport from the Project No. PBS1/B6/13/2012 Financed from Funds Allocated for the National Centre for Research and Development; Institute of Advanced Manufacturing Technology: Cracow, Poland, 2015. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Stiffness, GPa | YS, MPa | UTS, MPa | Elongation, % | CTE (10−6 K−1) |
|---|---|---|---|---|---|
| AlCu4Mg1 | 73 | 140–400 | 180–460 | 2–15 | 24.7 |
| AlSi5A | 70 | 90 | 100–140 | 10–15 | 23.7 |
| AlMg1SiCu | 70 | 85–240 | 120–300 | 3–18 | 23.0 |
| AlSi7Mg0.3—T6 | 72 | 190 | 234 | 2–3.5 | 23.2 |
| AlSi9Cu3(Fe) | 73 | 140 | 160–240 | 1–3 | 22.3 |
| AlSi9Mg0.3/SiCp 20 vol %—T6, stir casting | 98.6 | 338 | 359 | 0.4 | 17.5–21.4 |
| AlCu4Mg1/SiCp 25 vol %—T4, extruded | 115 | 487 | 690 | 5 | 15.5 |
| AlMg1SiCu/Al2O3 15 vol %—T6, extruded | 88.9 | 324 | 365 | 19.6–20.3 | |
| AlSi12CuMgNi/Safil short fiber 20 vol %, squeeze casting | 105 | 310 | 0.2–0.5 | app. 16 |
| Sample | Tool | Cutting Condition | Blade Durability | Surface Roughness | ||||
|---|---|---|---|---|---|---|---|---|
| Cutting Speed | Feed Rate | Cutting Depth | Wear Land Criterion | |||||
| vc, m/min | f, mm/rev | ap, mm | VB, mm | T, min | Ra, μm | |||
| AlSi7Mg2Sr003 | DCMW | PCD 1 | 500 | 0.1 | 0.5 | 0.16 | 73.2 | 1.15 |
| AlSi7Mg2Sr003/SiC 10 vol % | DCMW | PCD 1 | 200 | 0.15 | 1.5 | 0.3 | 12.3 | 1.26 |
| DCMW | PCD 1 | 300 | 0.1 | 0.5 | 0.3 | 14.7 | 1.02 | |
| DCMW | PCD 1 | 500 | 0.1 | 0.5 | 0.3 | 2.5 | 0.54 | |
| DCMW | PCD 1 | 500 | 0.2 | 1.0 | 0.3 | 1.7 | 0.66 | |
| DCMW | PCD 1 | 500 | 0.3 | 1.0 | 0.3 | 0.5 | 8.42 | |
| DCMW | PCD 1 | 500 | 0.1 | 0.5 | 0.3 | 6.3 | 0.60 | |
| DCMW | PCD 1 | 500 | 0.3 | 0.5 | 0.3 | 4.1 | 1.50 | |
| DCGW | PCBN 2 | 100 | 0.2 | 0.3 | 0.3 | 4.7 | 5.76 | |
| DCGW | PCBN 2 | 300 | 0.1 | 0.5 | 0.3 | 0.9 | 0.80 | |
| DCGW | PCBN 3 | 100 | 0.2 | 0.3 | 0.3 | 1.2 * | 2.56 | |
| DCGW | PCBN 3 | 300 | 0.1 | 0.5 | 0.3 | 0.7 | 0.66 | |
| DCGW | PCBN 4 | 100 | 0.2 | 0.3 | 0.3 | 3.5 | 6.68 | |
| DCGW | PCBN 4 | 300 | 0.1 | 0.5 | 0.3 | 1.1 | 0.55 | |
| CCGX | H10 5 | 100 | 0.1 | 0.5 | 0.7–1.0 | 0.8 | 0.75 | |
| SCGX | H10 5 | 10 | 0.1 | 0.5 | 0.7–1.0 | 0.8 | 1.25 | |
| VCGX | PCD 6 | 300 | 0.1 | 0.5 | 0.3 | 0.2 | 0.60 | |
| Material | Average Mass Loss of 10 Samples * | HB 2.5/61.3 |
|---|---|---|
| AlSi7Mg2Sr0.03 | 122.9 mg ± 9.30 mg | 80 HB ± 1.4 |
| AlSi7Mg2Sr0.03/SiCp 10 vol % | 13.6 mg ± 3.24 mg | 99 HB ± 1.7 |
© 2017 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dyzia, M. Aluminum Matrix Composite (AlSi7Mg2Sr0.03/SiCp) Pistons Obtained by Mechanical Mixing Method. Materials 2018, 11, 42. https://doi.org/10.3390/ma11010042
Dyzia M. Aluminum Matrix Composite (AlSi7Mg2Sr0.03/SiCp) Pistons Obtained by Mechanical Mixing Method. Materials. 2018; 11(1):42. https://doi.org/10.3390/ma11010042
Chicago/Turabian StyleDyzia, Maciej. 2018. "Aluminum Matrix Composite (AlSi7Mg2Sr0.03/SiCp) Pistons Obtained by Mechanical Mixing Method" Materials 11, no. 1: 42. https://doi.org/10.3390/ma11010042
APA StyleDyzia, M. (2018). Aluminum Matrix Composite (AlSi7Mg2Sr0.03/SiCp) Pistons Obtained by Mechanical Mixing Method. Materials, 11(1), 42. https://doi.org/10.3390/ma11010042