1. Introduction
The current global energy supply is heavily dependent on finite reserves of fossil fuels (oil, natural gas, coal) which represent 88% of total global energy consumption. Based on current production scenarios, it is expected that the peak of global oil production will occur between 2015 and 2030 [
1]. Therefore, fossil resources have practical limitations in their capacity to supply future global energy requirements, and there are currently few large scale alternatives available. Moreover, combustion of fossil fuels results in greenhouse gas emissions and contributes to anthropogenic climate change. Despite global measures such as the Kyoto Protocol and scientific innovation, atmospheric CO
2 concentration continues to increase and is exceeding benchmark levels much earlier than had previously been predicted [
2].
With a growing world population, increasing energy consumption
per capita, and the impacts of global warming resulting from greenhouse gas emissions, the need for long-term alternative energy source is acute [
3,
4,
5]. Over the past few decades, biodiesel produced from oilseed crops and animal fat is receiving much attention as a renewable and sustainable alternative for automobile engine fuels, particularly for petroleum diesel [
6]. It is currently produced in commercial quantities from edible oil feedstocks such as soybean, palm, rapeseed and canola oil. Biodiesels produced from these feedstocks are generally referred to as first generation biodiesels [
7]. Although biodiesels from these feedstocks offer reductions in greenhouse gas emissions (GHG) and improve domestic energy security, first generation biodiesels are unlikely to be sustainable in the longer term due to land use impacts and the price and social impacts associated with using a food-based feedstock. Second generation biodiesels produced from non-edible feedstocks have the potential to overcome the disadvantages associated with first generation feedstocks, while addressing many of the climate change and energy availability challenges [
8].
Vegetable oils are extremely viscous, ranging from 10 to 17 times higher viscosity than that of petroleum diesel [
9,
10]. This makes the raw oils unsuitable for direct use as a fuel in a modern diesel engine. As a consequence, researchers and scientists have developed various methods to reduce the viscosity of bio-oils to make them suitable for diesel engine use. Some of these methods include dilution with other fuels, transesterification, microemulsification, pyrolysis and catalytic cracking [
11]. Among these techniques, transesesterification is the most widely used solution due to its high conversion efficiency, simplicity, low conversion cost and the good fuel qualities of the product [
12].
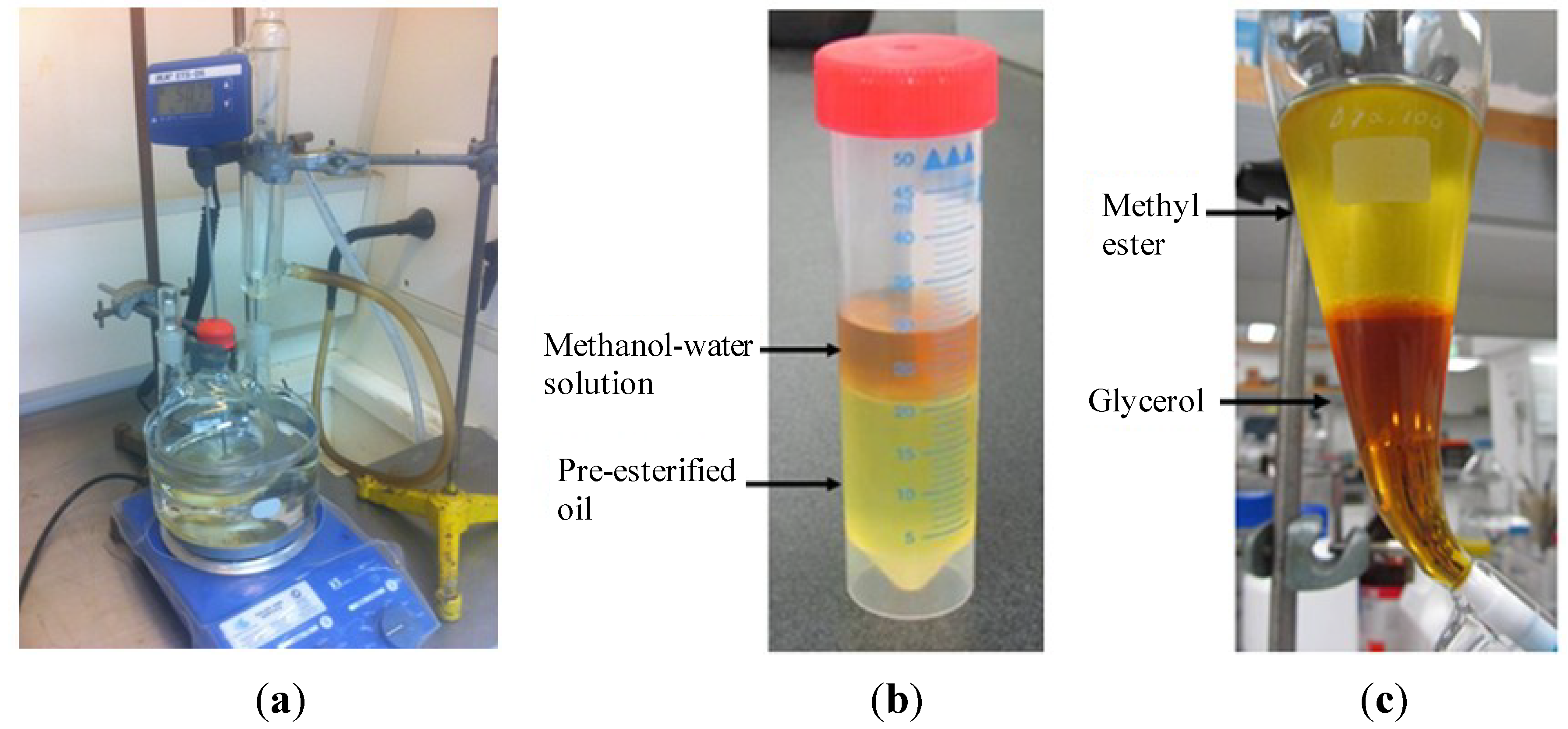
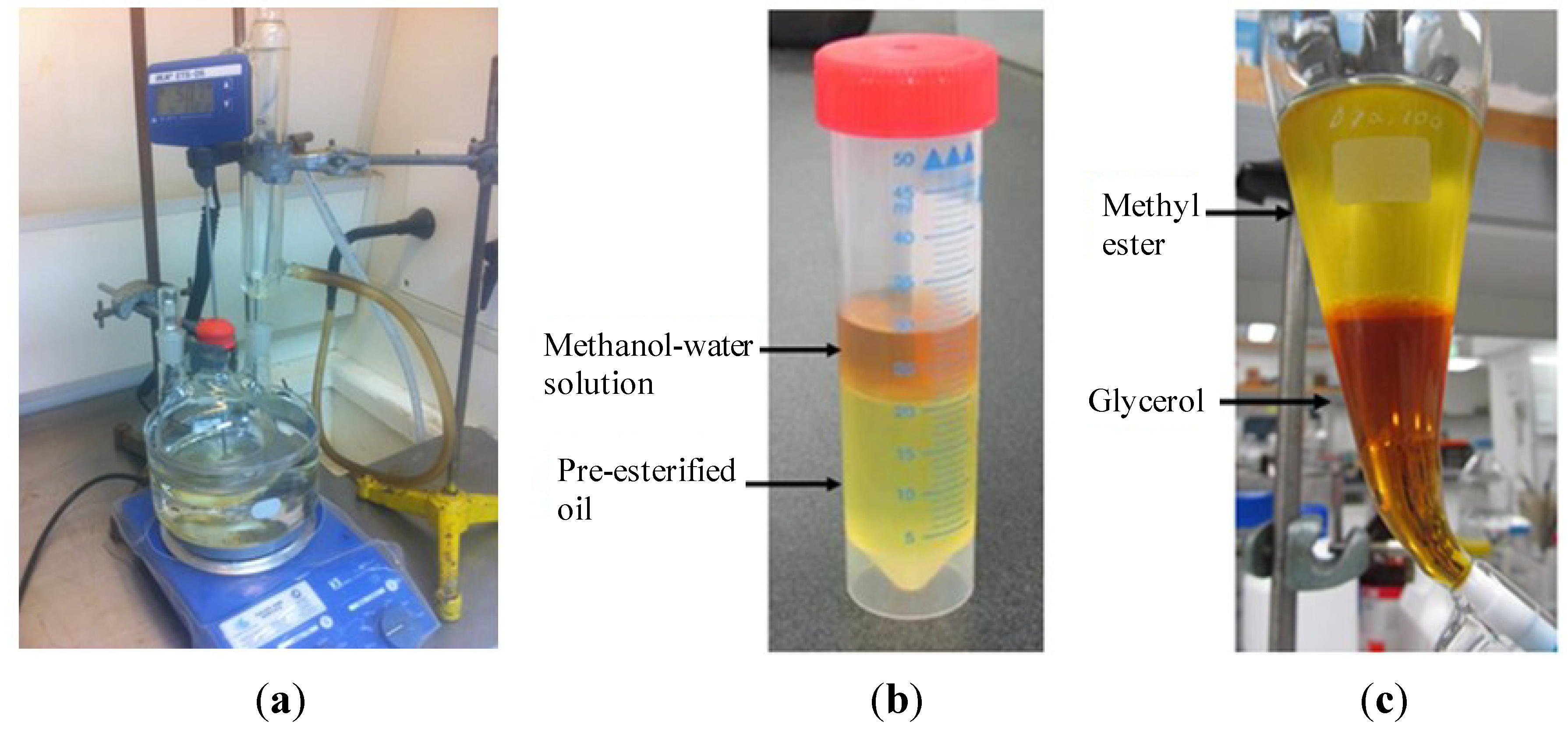
Transesterification is a chemical reaction in which oils (triglycerides) react with alcohols (e.g., methanol, ethanol) under acid or alkali catalysed conditions, producing fatty acid alkyl esters and glycerol. A catalyst is used to improve the reaction rate and ester yield. Because the transesterification reaction is reversible, excess alcohol is used to shift the equilibrium to favour production of esters. After the reaction is completed, glycerol is removed as a by-product and the esters are purified into biodiesel [
12].
One limitation with the alkali catalysed transesterification process is that this process is not suitable for vegetable oils containing high levels of free fatty acids (FFA). This is because FFAs react with the catalyst to form soaps, resulting in emulsification and separation problems [
13]. In addition excessive soap formation reduces biodiesel yield and obstructs subsequent purification processes including glycerol separation and water washing [
14]. However, the maximum limit of FFA in vegetable oil for alkali catalysed transesterification is still uncertain with different benchmarks being reported. For example, Van Gerpan reported that vegetable oils containing up to 5% FFA can be transesterified using an alkali catalyst while Dorodo
et al. [
15] and Ramadhas
et al. [
16] reported that FFA content should not be greater than 3% and 2%, respectively. Many researchers have also reported that FFA should be kept less than 1% for alkali catalysed transesterification [
17,
18,
19]. In order to overcome the difficulties related to transesterifying high FFA oils, a pre-esterification process can be used in which a homogeneous acid catalysed process is used prior to transesterification [
14,
20].
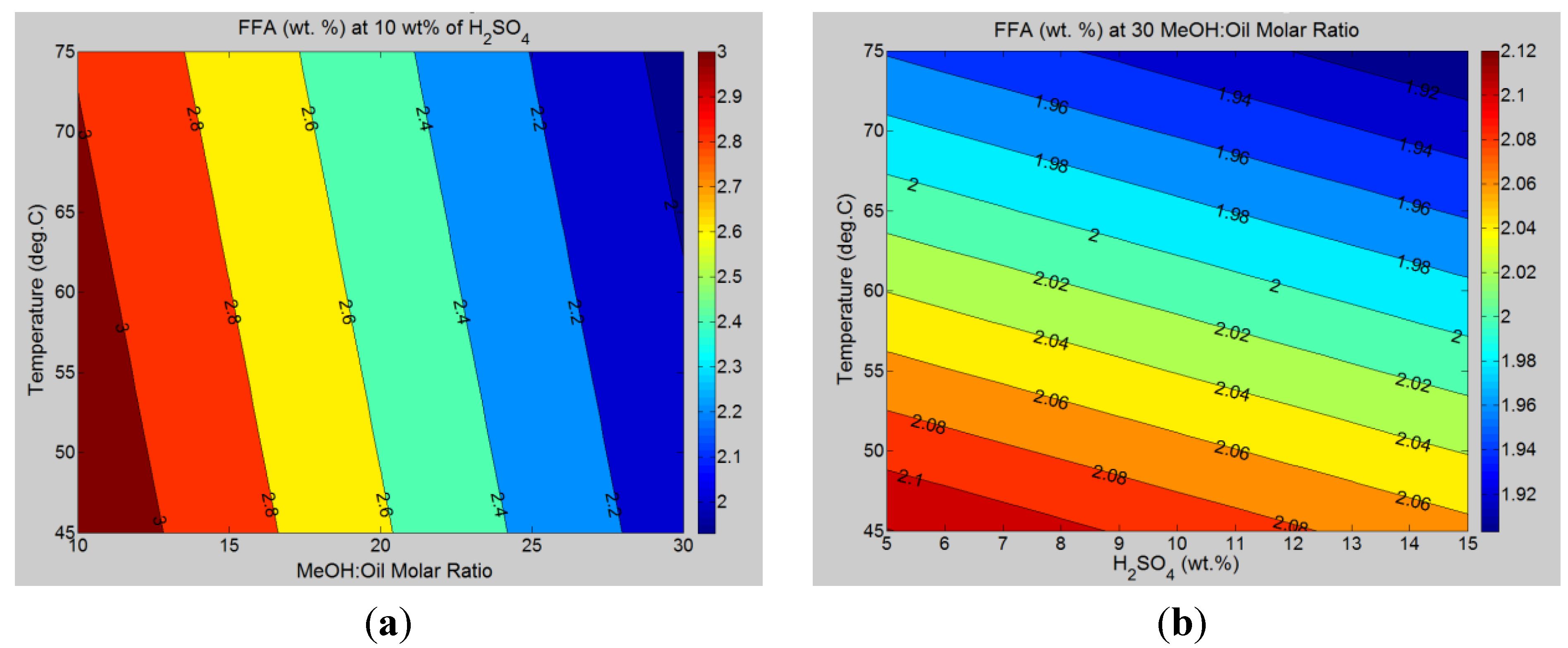
The yield and quality of biodiesel are affected by several pre-esterification and transesterification reaction parameters such as the quantity of alcohol, reaction temperature, FFA content of the oil and the type and concentration of catalyst [
21,
22]. For the stoichiometric transesterification reaction, three moles of methanol are required per mole of triglyceride to yield three moles of methyl esters and one mole of glycerol. The theoretical molar ratio of methanol to triglyceride should, therefore, be 3:1 [
18]. However, the ratio of alcohol to oil used in the reaction is much higher than this to promote complete conversion of oils to FAME and varies with oil quality and the type of catalyst used. For example, the molar ratio of alcohol to oil for alkali catalysed reactions is typically 6:1, and for acid catalysed reactions it may be 15:1 or higher. An increase in the concentration of catalyst generally increases the conversion of triglycerides into fatty acid esters [
18]. Insufficient catalyst leads to an incomplete conversion reaction and lower levels of fatty acid esters, whereas excess catalyst has a negative impact on end product yield, because of the formation of soaps.
On the other hand, a higher reaction temperature increases the reaction rate and decreases the reaction time due to the reduction in viscosity of the oils. High reaction temperatures above optimal levels, however, leads to a decrease in biodiesel yield, as higher reaction temperatures accelerate the saponification of triglycerides [
23]. Therefore, researches seek to optimise the important reaction parameters for different biodiesel feedstock in order to achieve an efficient and economical biodiesel production process.
The availability and price of feedstock are significant factors as feedstock cost represents approximately 75%–88% of the total biodiesel production cost [
24,
25]. However, there are vast areas of grazing (e.g., cleared) and degraded (e.g., mined) land on which biodiesel crops can be successfully established for complementing fuel supplies. In a recent study, a number of species have been found suitable for growth on degraded land which has the capacity for producing a considerable amount of non-edible oil for biodiesel production [
26]. Among these species, beauty leaf (
Calophyllum Inophyllum) has been identified as the most suitable feedstock for future generation biodiesel [
26,
27]. It is a moderately sized tree that grows between 8–20 m tall and is most notable for its decorative leaves and fragrant flowers. The tree grows in tropical and sub-tropical climates close to sea level. It is a moderately quick growing tree reaching up to 1 m tall within a year. It has also been seen to flourish even with the presence of weeds and other species, so the plant can be grown in mixed cultures. The Beauty leaf tree has the ability to produce about 4800 kg of non-edible oil per year per hectare [
27]. However, the potential of beauty leaf as a source of future generation biodiesel is yet to be established in part due to a lack of knowledge of its optimum production process.
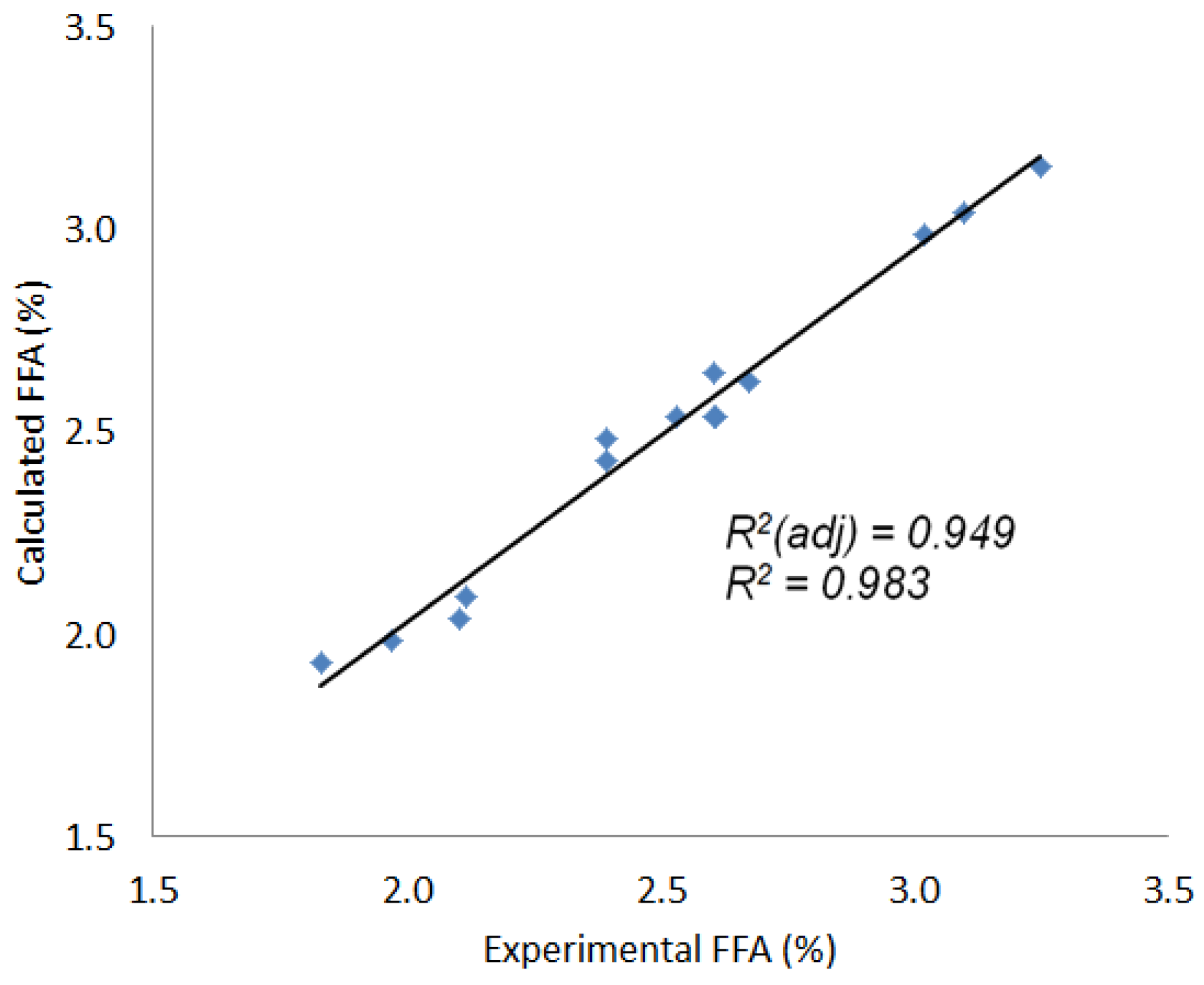
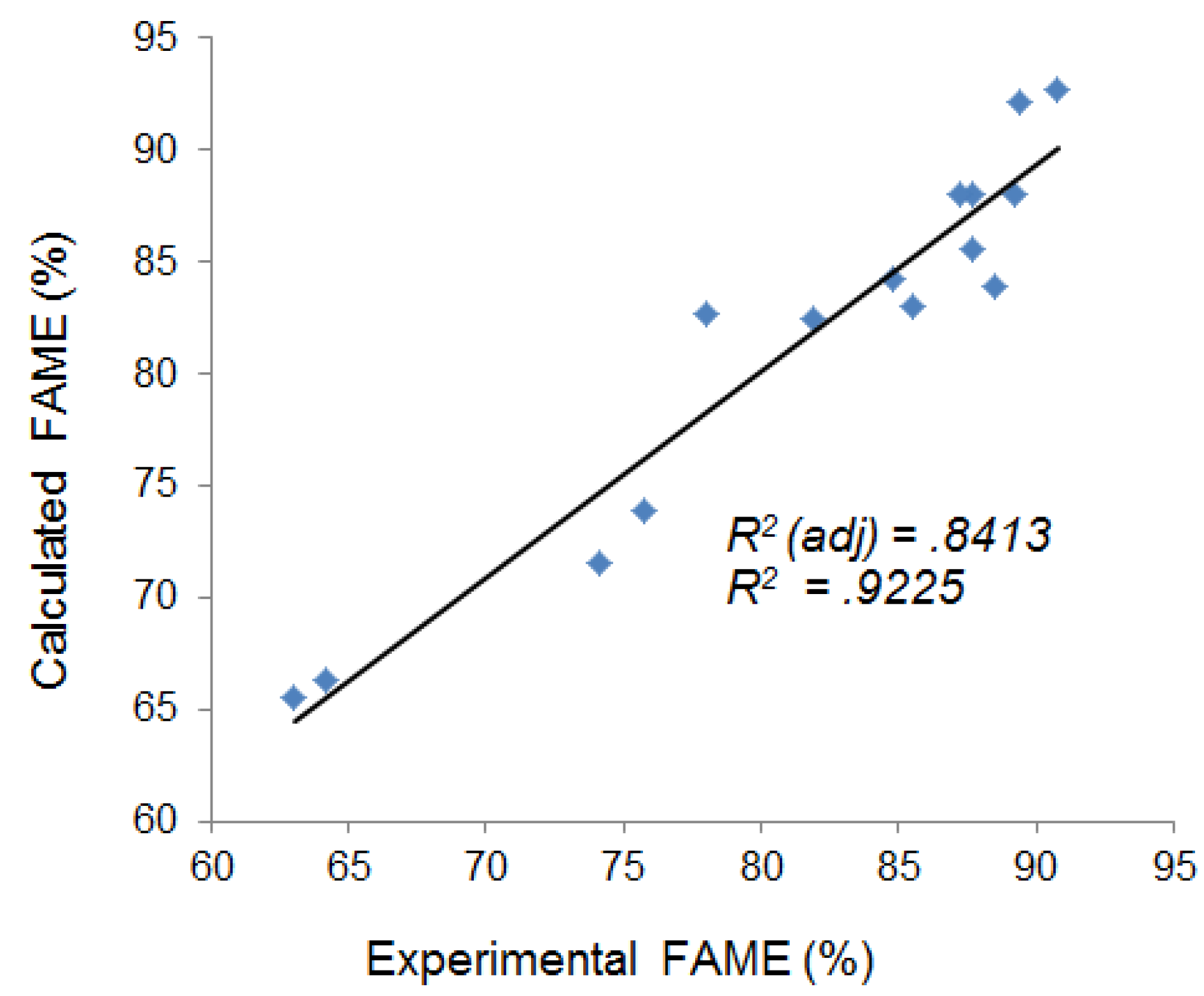
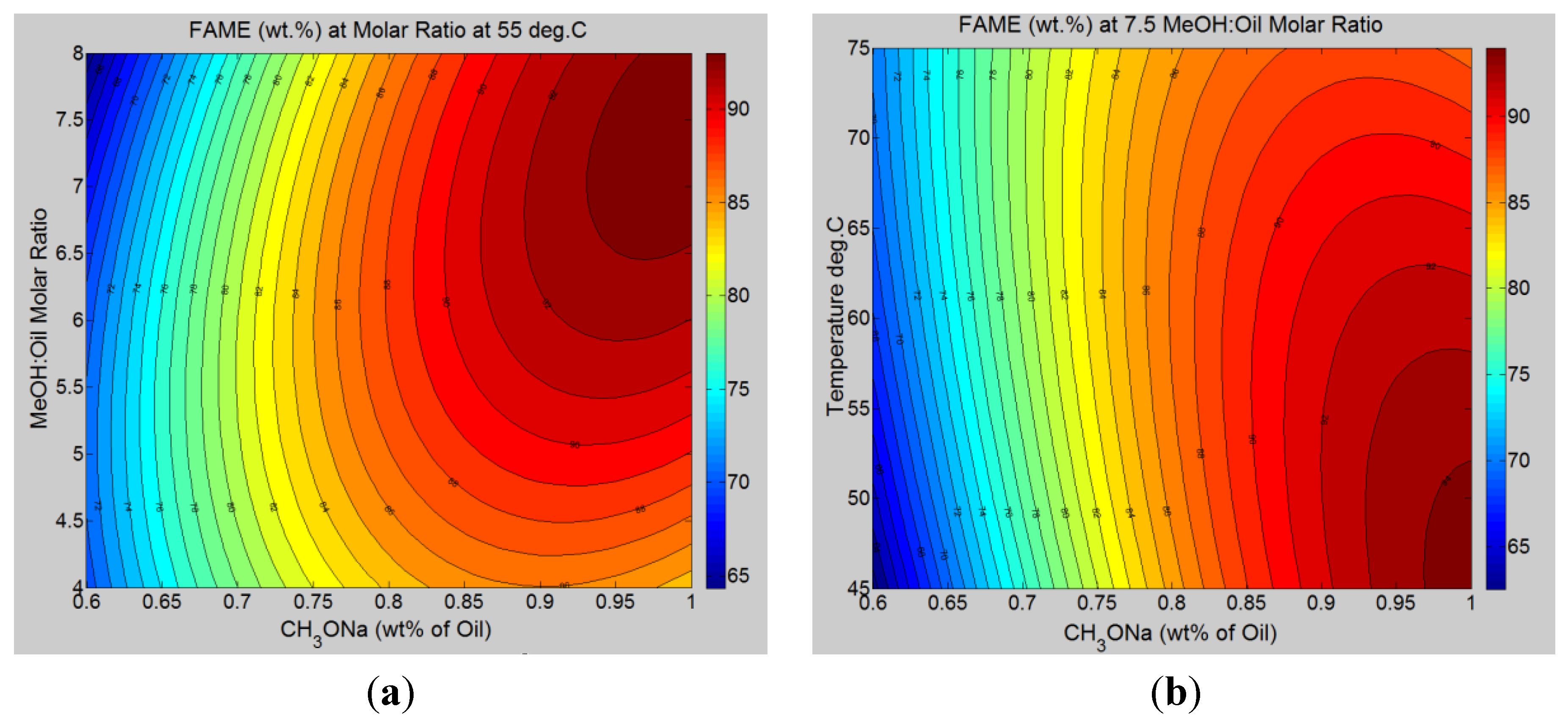
Response surface methodology (RSM) is a collection of mathematical and statistical techniques that are useful for modelling, analysis and optimisation problems in which the response of interest is influenced by several factors [
28,
29]. In this technique, a well-designed experiment can substantially reduce the number of tests, and yet provide the essential information required for process optimisation. RSM uses statistical methods for experimental design to identify important factors by characterizing the response surface using a polynomial model [
30]. In the practical application of RMS it is necessary to develop a statistically valid approximating model for the true response surface. The relationship of the response variable
Y and the dependent variables
X1,
X2, …
Xk, in the RSM application is generally expressed as in the following equation [
31]:
where ε is the noise or error observed in the response
Y; and
f is the response surface.
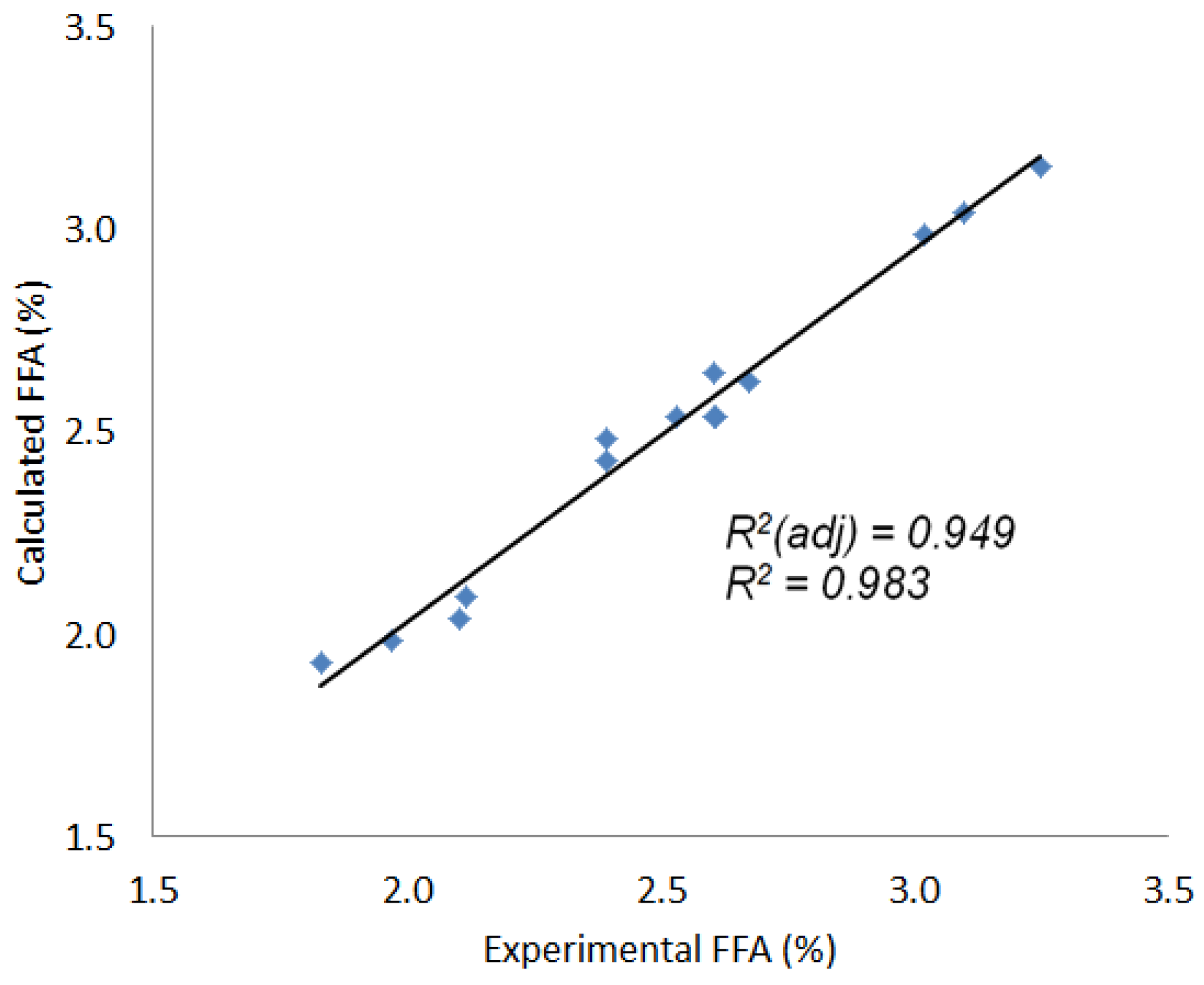
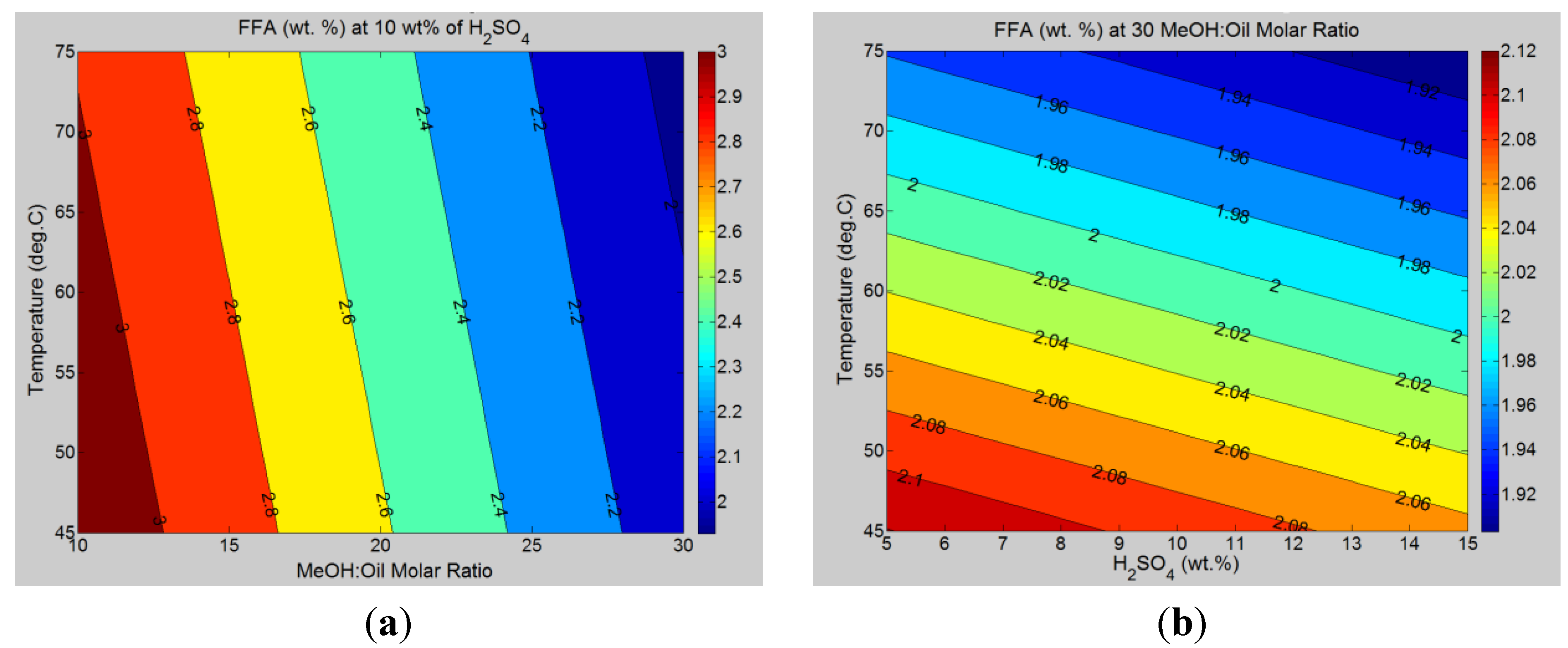
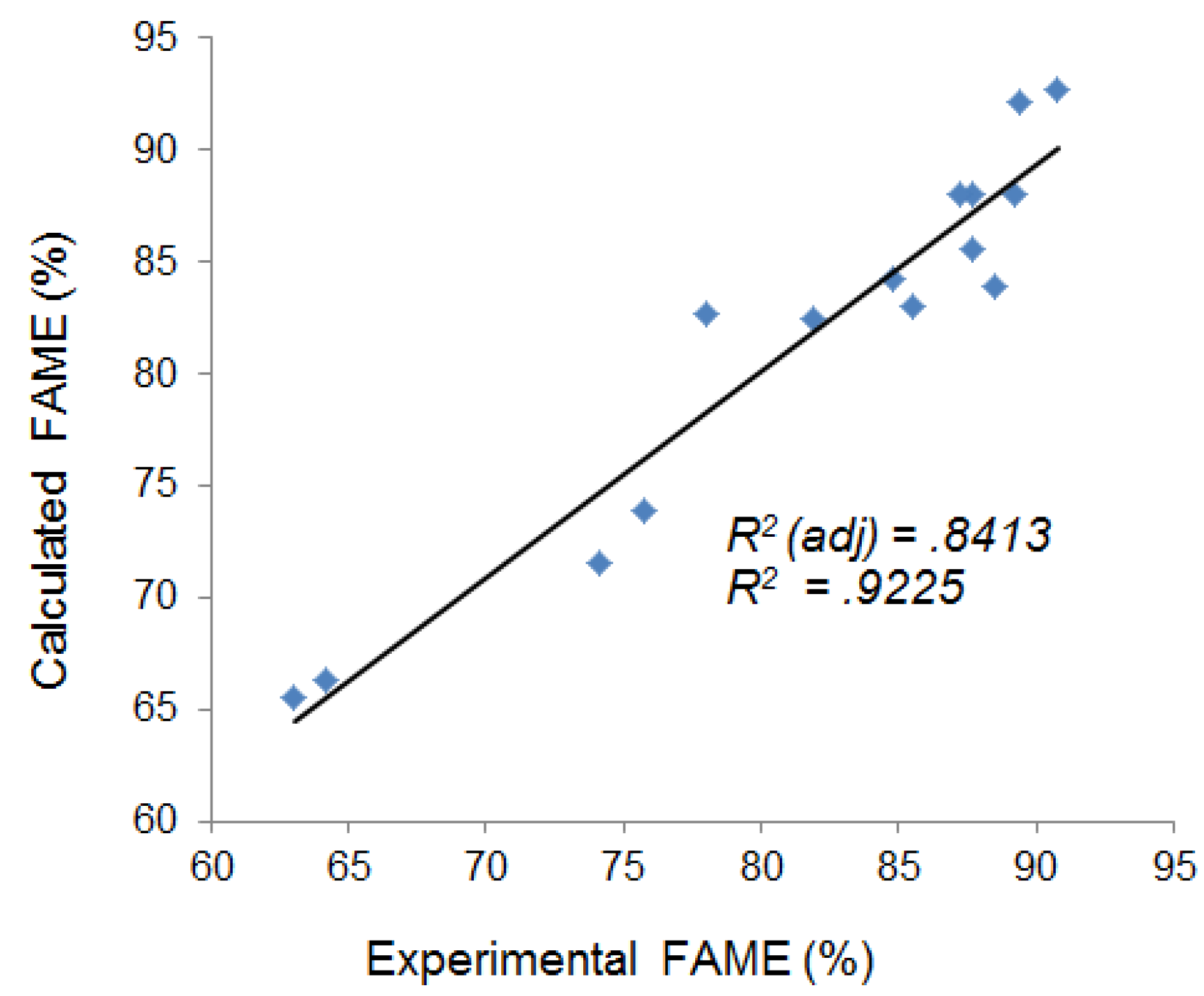
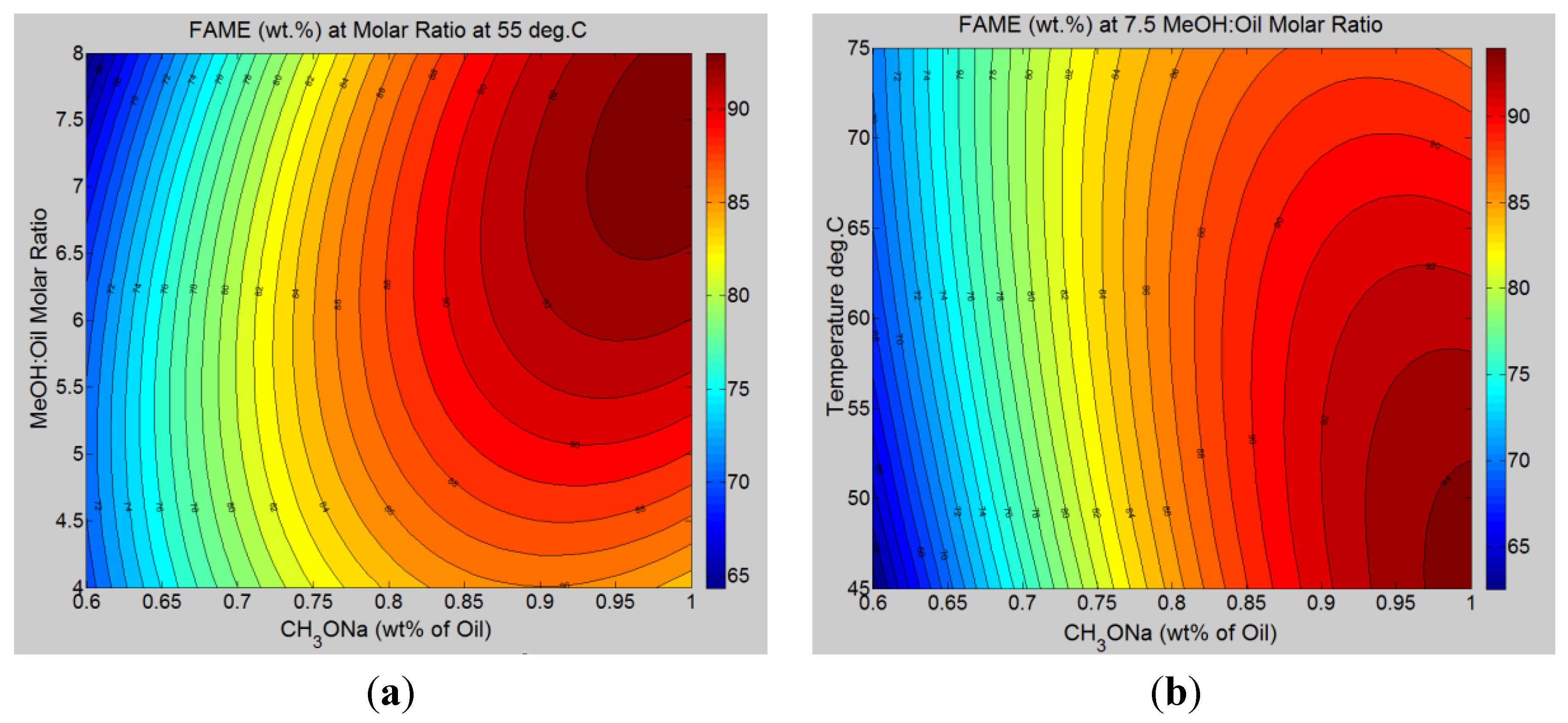
This study aims to investigate the effect of several reaction parameters on the production of biodiesel from high FFA vegetable oil obtained from the beauty leaf seed. This study also implemented RSM in developing linear and full quadratic polynomial equations for predicting FFA and FAME content and predicting the optimum reaction condition for pre-esterification and transesterification processes.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}