
Separation of Rapeseed Oil Transesterification Reaction Product Obtained Under Supercritical Fluid Conditions Using Heterogeneous Catalysts

 , ,
, ,  and
and
Abstract
1. Introduction
2. Experimental Part
2.1. Initial Raw Materials
2.2. Experiment Equipment and Techniques
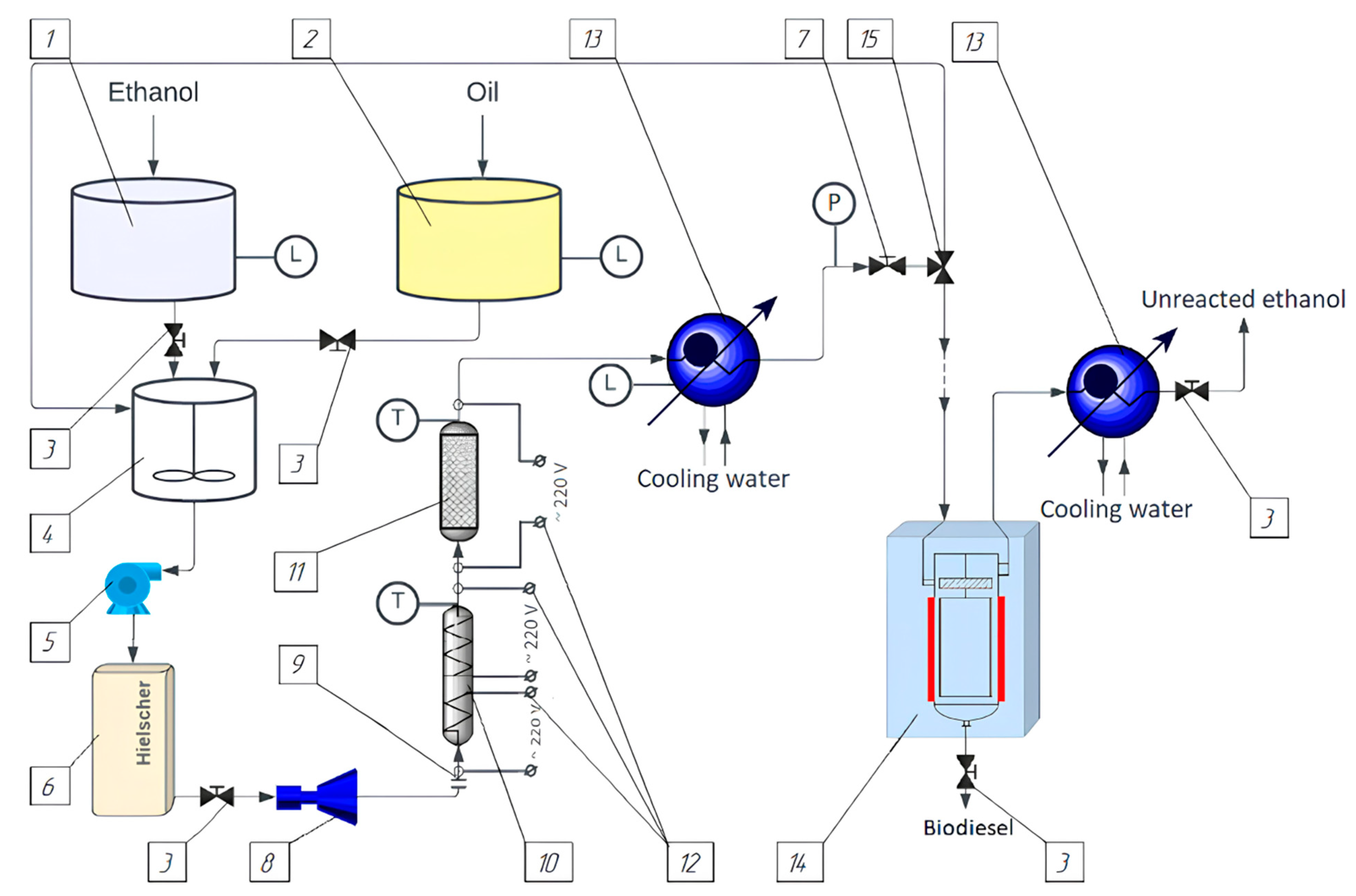
2.2.1. Transesterification Under SCF Conditions
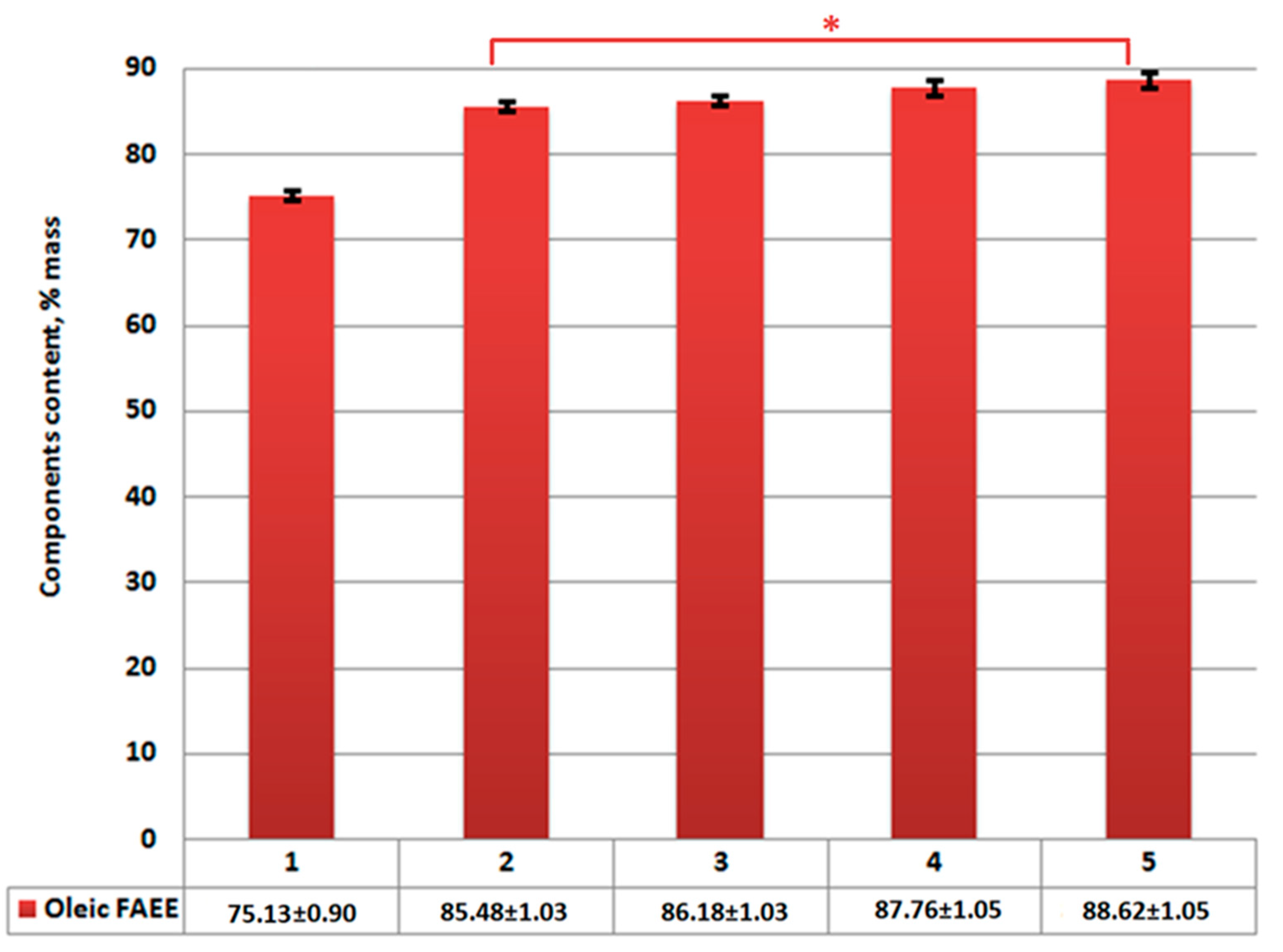
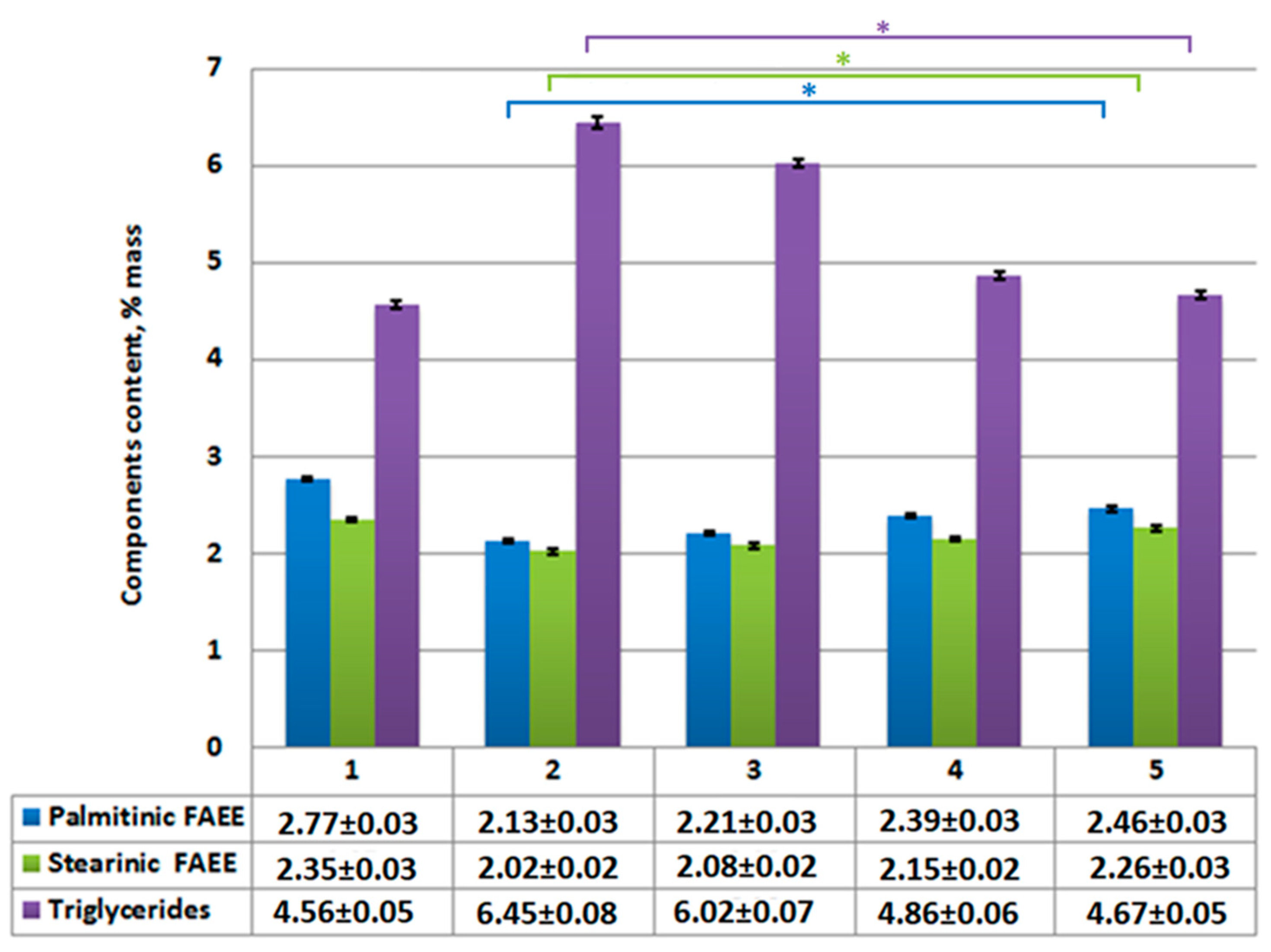
2.2.2. Chromatography
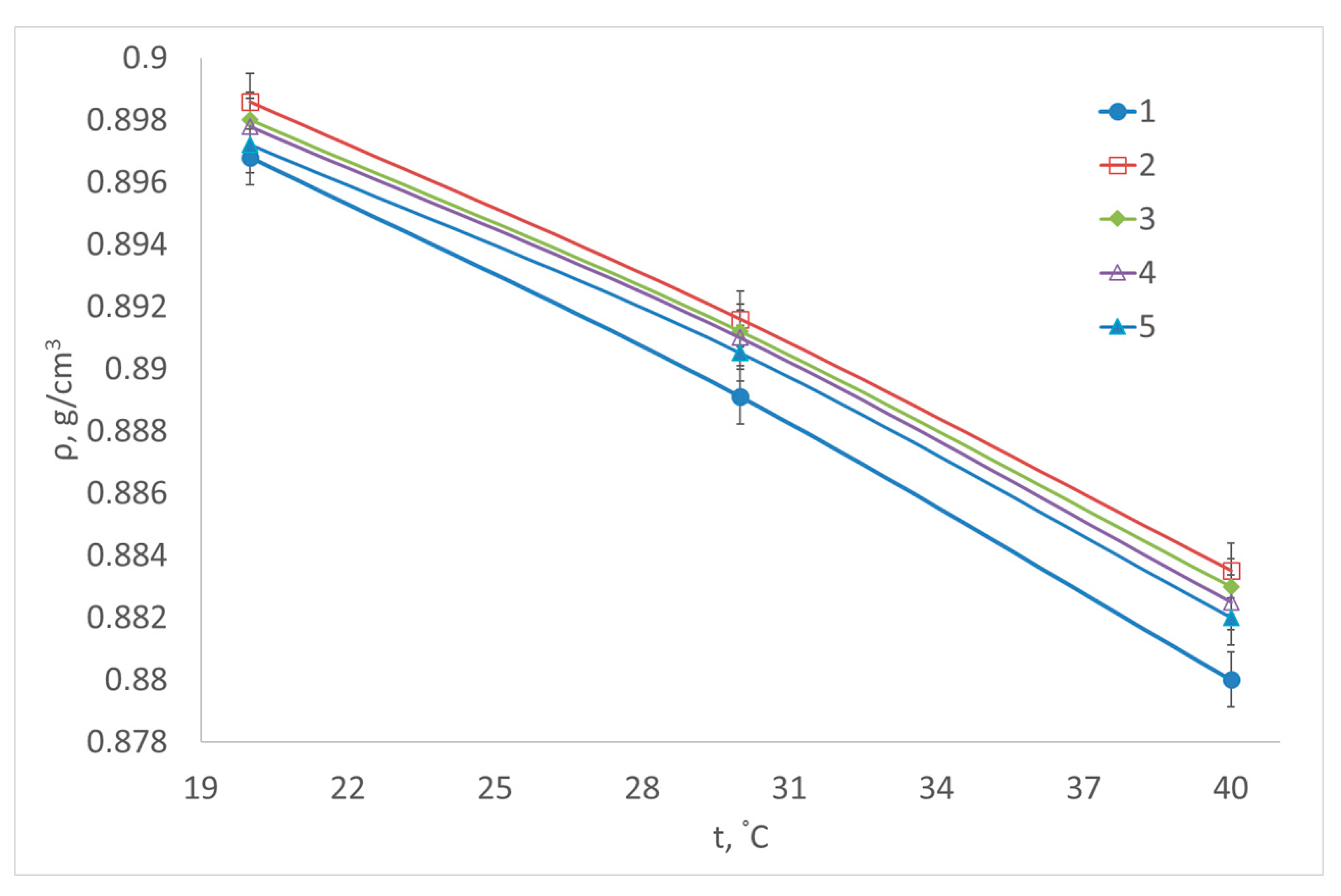
2.2.3. Measuring Thermophysical Properties
2.2.4. Centrifugation
- -
- Temperature—4 °C;
- -
- Rotation speed—6000 rpm;
- -
- Centrifugation time—10 min.
2.2.5. Catalysts Analysis
2.3. Control Measurements
3. Results and Discussion
3.1. Transesterificationunder SCF Conditions
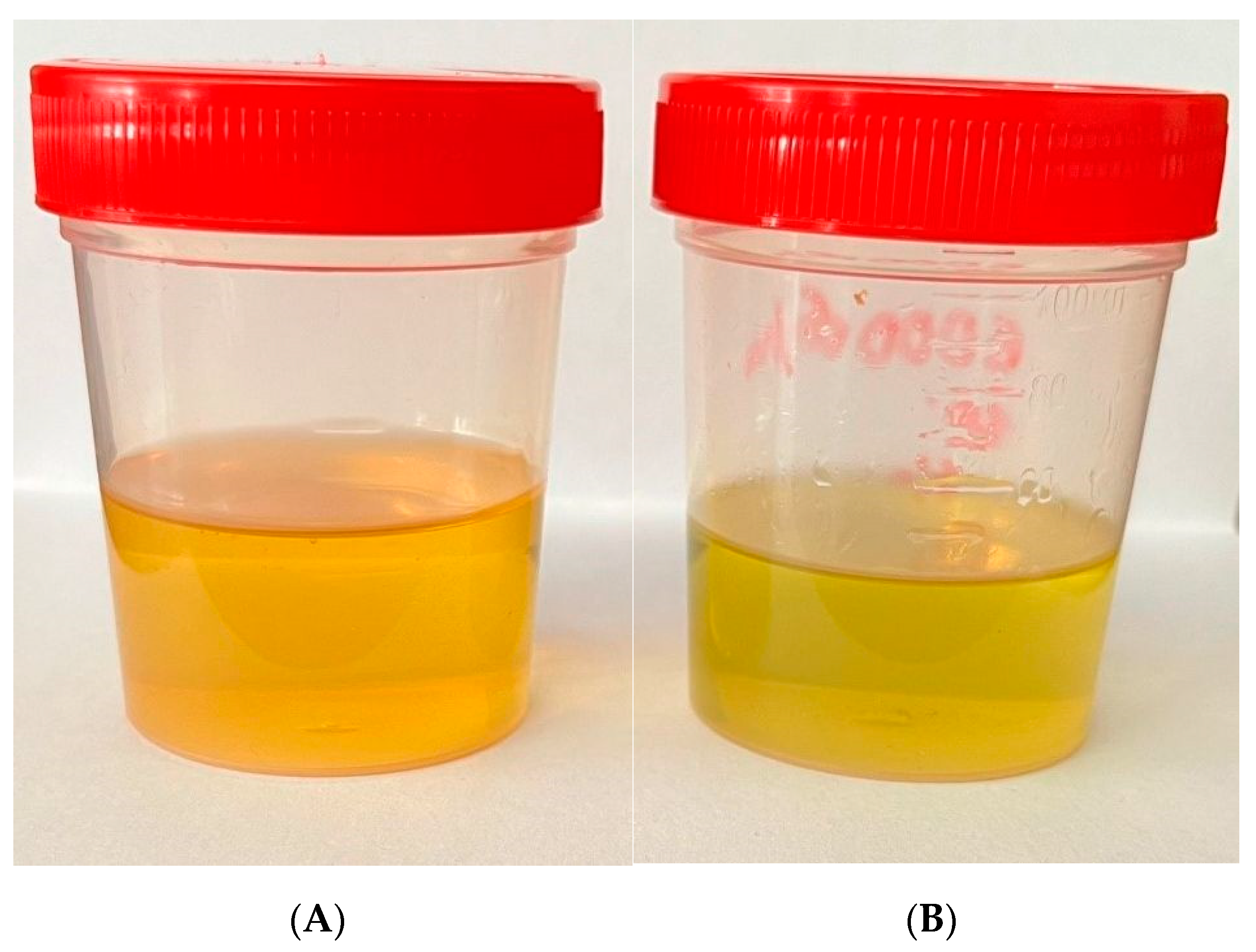
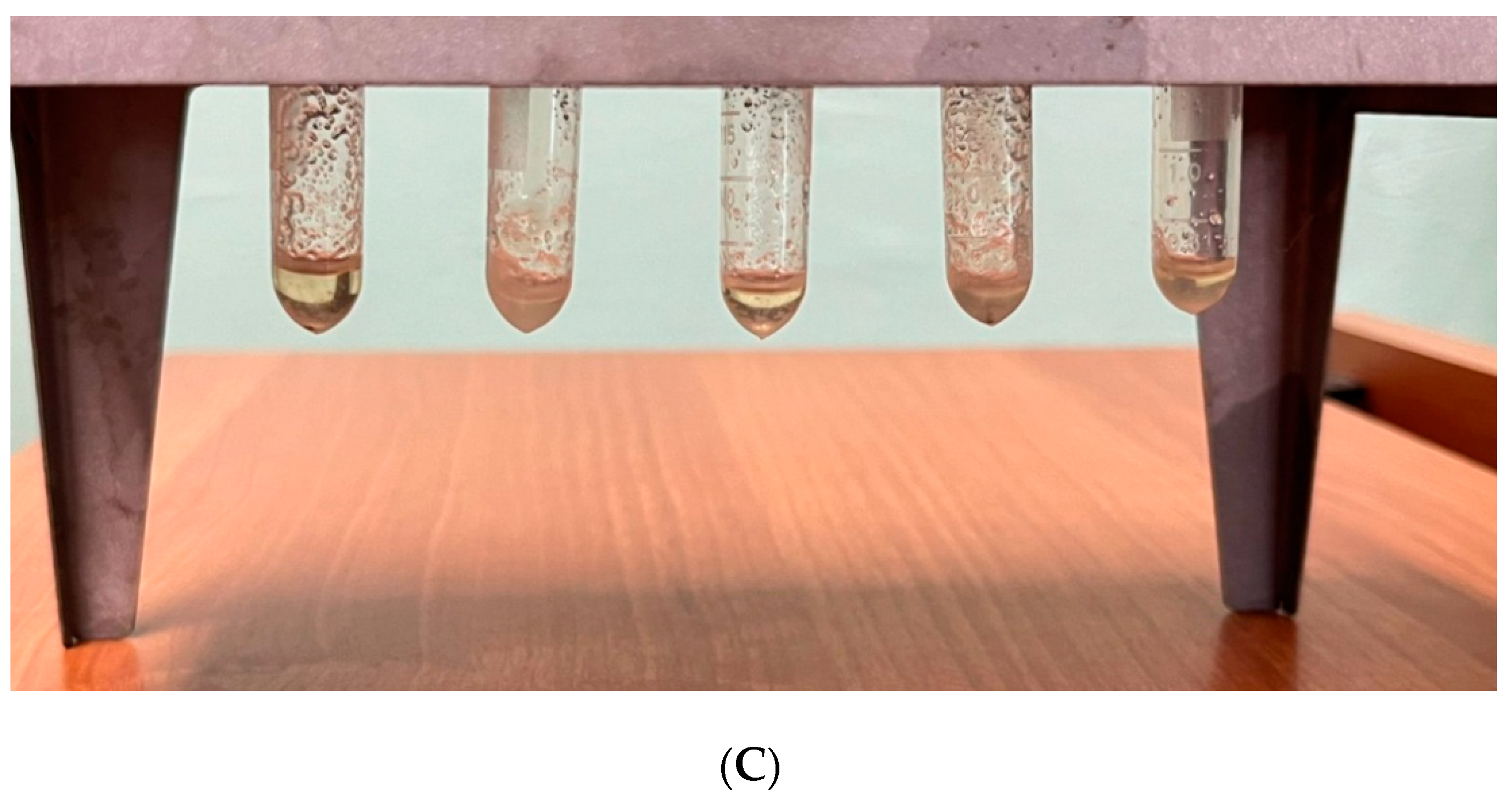
3.2. Biodiesel Samples Centrifugation
3.3. Catalysts Characteristics
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ishola, F.; Adelekan, D.; Mamudu, A.; Abodunrin, T.; Aworinde, A.; Olatunji, O.; Akinlabi, S. Biodiesel production from palm olein: A sustainable bioresource for Nigeria. Heliyon 2020, 6, e03725. [Google Scholar] [CrossRef]
- Umeuzuegbu, J.C.; Okiy, S.; Nwobi-Okoye, C.C.; Onukwuli, O.D. Computational modeling and multi-objective optimization of engine performance of biodiesel made with castor oil. Heliyon 2021, 7, e06516. [Google Scholar] [CrossRef] [PubMed]
- Iweka, S.C.; Falowo, O.A.; Amosun, A.A.; Betiku, E. Optimization of microwave-assisted biodiesel production from watermelon seeds oil using thermally modified kwale anthill mud as base catalyst. Heliyon 2023, 9, e17762. [Google Scholar] [CrossRef]
- Adepoju, T.F.; Rasheed, B.; Olatunji, O.M.; Ibeh, M.A.; Ademiluyi, F.T.; Olatunbosun, B.E. Modeling and optimization of lucky nut biodiesel production from lucky nut seed by pearl spar catalysed transesterification. Heliyon 2018, 4, 1–32. [Google Scholar] [CrossRef]
- Helwani, Z.; Othman, M.R.; Aziz, N.; Fernando, W.J.N.; Kim, J. Technologies for production of biodiesel focusing on green catalytic techniques: A review. Fuel Process. Technol. 2009, 90, 1502–1514. [Google Scholar] [CrossRef]
- EN 14214:2013 V2+A2:2019; Liquid Petroleum Products—Fatty Acid Methyl Esters (FAME) for Use in Diesel Engines and Heating Applications—Requirements and Test Methods. European Committee for Standardization: Brussels, Belgium, 2019.
- ASTM D6751-23a; Standard Specification for Biodiesel Fuel Blendstock (B100) for Middle Distillate Fuels. ASTM: West Conshohocken, PA, USA, 2023.
- Hayyan, M.; Mjalli, F.S.; Hashim, M.A.; Al Nashef, I.M. A novel technique for separating glycerine from palm oil-based biodiesel using ionic liquids. Fuel Process. Technol. 2010, 91, 116–120. [Google Scholar] [CrossRef]
- Atadashi, I.M.; Aroua, M.K.; Aziz, A.A. Biodiesel separation and purification: A review. Renew Energy 2011, 36, 437–443. [Google Scholar] [CrossRef]
- Zhang, W.; Wang, C.; Luo, B. Biodiesel production by transesterification of waste cooking oil in the presence of graphitic carbon nitride supported molybdenum catalyst. Fuel 2023, 332, 126309. [Google Scholar] [CrossRef]
- Limmun, W.; Chungcharoen, T.; Rattanamechaiskul, C.; Phetpan, K.; Limmun, W. Enhancing biodiesel yield and purification with a recently developed centrifuge machine: A response surface methodology approach. Heliyon 2024, 10, e29018. [Google Scholar] [CrossRef]
- Mehta, P.; Rasekh, M.; Patel, M.; Onaiwu, E.; Nazari, K.; Kucuk, I.; Wilson, P.B.; Arshad, M.S.; Ahmad, Z.; Chang, M.-W. Recent applications of electrical, centrifugal, and pressurized emerging technologies for fibrous structure engineering in drug delivery, regenerative medicine and theranostics. Adv. Drug Deliv. Rev. 2021, 175, 113823. [Google Scholar] [CrossRef]
- Grause, G.; Kuniyasu, Y.; Chien, M.; Inoue, C. Separation of microplastic from soil by centrifugation and its application to agricultural soil. Chemosphere 2022, 288, 132654. [Google Scholar] [CrossRef] [PubMed]
- Lund, P.; Nielsen, B.S.; Nielsen, F.C.; Ray, A.C.; Lund, N.M. Impact of UHT treatment and storage on liquid infant formula: Complex structural changes uncovered by centrifugal field-flow fractionation with multi-angle light scattering. Food Chem. 2021, 348, 129145. [Google Scholar] [CrossRef]
- Zhu, L.; Hu, T.; Li, S.; Nugroho, Y.K.; Li, B.; Cao, J.; Show, P.-L.; Hiltunen, E. Effects of operating parameters on algae Chlorella vulgaris biomass harvesting and lipid extraction using metal sulfates as flocculants. Biomass Bioenergy 2020, 132, 105433. [Google Scholar] [CrossRef]
- Guldhe, A.; Misra, R.; Singh, P.; Rawat, I.; Bux, F. An innovative electrochemical process to alleviate the challenges for harvesting of small size microalgae by using non-sacrificial carbon electrodes. Algal Res. 2016, 19, 292–298. [Google Scholar] [CrossRef]
- El-Naggar, M.E.; Samhan, F.A.; Salama, A.A.; Hamdy, R.M.; Ali, G.H. Cationic starch: Safe and economic harvesting flocculant for microalgal biomass and inhibiting E. coli growth. Int. J. Biol. Macromol. 2018, 116, 1296–1303. [Google Scholar] [CrossRef]
- Najjar, Y.S.H.; Abu-Shamleh, A. Harvesting of microalgae by centrifugation for biodiesel production: A review. Algal Res. 2020, 51, 102046. [Google Scholar] [CrossRef]
- Sdrula, N. A study using classical or membrane separation in the biodiesel process. Desalination 2010, 250, 1070–1072. [Google Scholar] [CrossRef]
- Abu-Shamleh, A.; Najjar, Y.S.H. Optimization of mechanical harvesting of microalgae by centrifugation for biofuels production. Biomass Bioenergy 2020, 143, 105877. [Google Scholar] [CrossRef]
- Vol’eva, V.B.; Belostotskaya, I.S.; Komissarova, N.L.; Koverzanova, E.V.; Kurkovskaya, L.N.; Usmanov, R.A.; Gumerov, F.M. Synthesis of biodiesel without formation of free glycerol. Russ. J. Org. Chem. 2015, 51, 915–917. [Google Scholar] [CrossRef]
- Aimaretti, N.; Manuale, D.L.; Mazzieri, V.M.; Vera, C.R.; Yori, J.C. Batch study of glycerol decomposition in one-stage supercritical production of biodiesel. Energy Fuels 2009, 23, 1076–1080. [Google Scholar] [CrossRef]
- Marulanda, V.F.; Anitescu, G.; Tavlarides, L.L. Investigations on supercritical transesterification of chicken fat for biodiesel production from low-cost lipid feedstocks. J. Supercrit. Fluids 2010, 54, 53–60. [Google Scholar] [CrossRef]
- Saka, S.; Kusdiana, D. Biodiesel Fuel from Rapeseed Oil as Prepared in Supercritical Methanol. Fuel 2001, 80, 225–231. [Google Scholar] [CrossRef]
- Román-Figueroa, C.; Olivares-Carrillo, M.; Palacios-Nereo, P.F.J.; Quesada-Medina, J. High-yield production of biodiesel by non-catalytic supercritical methanol transesterification of crude castor oil (Ricinus communis). Energy 2016, 107, 165–171. [Google Scholar] [CrossRef]
- Tiguntceva, N.P.; Fomina, E.S.; Evstaf’ev, S.N. Transesterification of sunflower oil in a sub- and supercritical dimethyl carbonate medium. Appl. Chem. Biotechnol. 2019, 9, 773–778. [Google Scholar] [CrossRef]
- García-Martínez, N.; Andreo-Martínez, P.; Quesada-Medina, J.; de los Ríos, A.P.; Chica, A.; Beneito-Ruiz, R.; Caratala-Abril, J. Optimization of non-catalytic transesterification of tobacco (Nicotiana tabacum) seed oil using supercritical methanol to biodiesel production. Energy Convers. Manag. 2017, 131, 99–108. [Google Scholar] [CrossRef]
- Vinokurov, V.A.; Dadashev, M.N.; Barkov, A.V. Method for Producing Biodiesel Fuel. Patent RU 2,412,236, 15 December 2008. Available online: https://patents.google.com/patent/RU2412236C2/ru (accessed on 20 February 2011).
- Outili, N.; Kerras, H.; Nekkaba, C.; Merouani, R.; Meniai, A.H. Biodiesel production optimization from waste cooking oil using green chemistry metrics. Renew. Energy 2020, 145, 2575–2586. [Google Scholar] [CrossRef]
- Mazanov, S.V.; Kouagou, Z.-M.; Hounkpatin, D.D.; Fonkou, M.J.; Usmanov, R.A.; Zaripov, Z.I.; Gumerov, F.M.; Shapovalov, Y.A. Transesterification of Shea (Karite) and Palm Oils in Supercritical Ethanol. Russ. J. Phys. Chem. B 2022, 16, 1347–1353. [Google Scholar] [CrossRef]
- Usmanov, R.A.; Mazanov, S.V.; Gabitova, A.R.; Miftakhova, L.K.; Gumerov, F.M.; Musin, R.Z.; Abdulagatov, I.M. The effect of fatty acid ethyl esters concentration on the kinematic viscosity of biodiesel fuel. J. Chem. Eng. Data 2015, 60, 3404–3413. [Google Scholar] [CrossRef]
- Gabitova, A.R.; Mazanov, S.V.; Usmanov, R.A.; Zaripov, Z.I.; Gumerov, F.M.; Abdulagatov, I.M. Viscometry as a method for determining concentration of fatty acid ethyl esters in biodiesel fuel. Chem. Technol. Fuels Oils 2017, 53, 77–86. [Google Scholar] [CrossRef]
- Akkarawatkhoosith, N.; Bangjang, T.; Kaewchada, A.; Jaree, A. Biodiesel production from rice bran oil fatty acid distillate via supercritical hydrolysis–esterification–transesterification in a microreactor. Energy Rep. 2022, 9, 5299–5305. [Google Scholar] [CrossRef]
- Kusuma, R.; Hadinoto, J.; Ayucitra, A.; Soetaredjo, F.; Ismadji, S. Natural zeolite from Pacitan Indonesia, as catalyst support for transesterification of palm oil. Appl. Clay Sci. 2013, 74, 121–126. [Google Scholar] [CrossRef]
- Leclercq, E.; Finiels, A.; Moreau, C. Transesterification of Rapeseed Oil in the Presence of Basic Zeolites and Related Solid Catalysts. J. Am. Oil Chem. Soc. 2001, 78, 1161–1165. [Google Scholar] [CrossRef]
- Suppes, G.J.; Dasari, M.A.; Doskocil, E.J.; Mankidy, P.J.; Goff, M.J. Transesterification of soybean oil with zeolite and metal catalysts. Appl. Catal. A General. 2004, 257, 213–223. [Google Scholar] [CrossRef]
- Mootabadi, H.; Salamatinia, B.; Bhatia, S.; Abdullah, A.Z. Ultrasonic-Assisted Biodiesel Production Process from Palm Oil Using Alkaline Earth Metal Oxides as the Heterogeneous Catalysts. Fuel 2010, 89, 1818–1825. [Google Scholar] [CrossRef]
- Serio, M.D.; Tesser, R.; Pengmei, L.; Santacesaria, E. Heterogeneous Catalysts for Biodiesel Production. Energy Fuels 2008, 22, 207–217. [Google Scholar] [CrossRef]
- Ashok, A.; Kennedy, L.J. Magnetically Separable Zinc Ferrite Nanocatalyst for an Effective Biodiesel Production from Waste Cooking Oil. Catal. Lett. 2019, 149, 3525–3542. [Google Scholar] [CrossRef]
- Rasouli, H.; Esmaeili, H. Characterization of MgO nanocatalyst to produce biodiesel from goat fat using transesterification process. 3 Biotech 2019, 9, 429. [Google Scholar] [CrossRef]
- Zeng, H.-Y.; Feng, Z.; Deng, X.; Li, Y.-Q. Activation of Mg–Al hydrotalcite catalysts for transesterification of rape oil. Fuel 2008, 87, 3071–3076. [Google Scholar] [CrossRef]
- Olutoye, M.A.; Hameed, B.H. Production of biodiesel fuel by transesterification of different vegetable oils with methanol using Al2O3 modified MgZnO catalyst. Bioresour. Technol. 2013, 132, 103–108. [Google Scholar] [CrossRef]
- Ambat, I.; Srivastava, V.; Haapaniemi, E.; Sillanpaa, M. Nano-magnetic potassium impregnated ceria as a catalyst for the biodiesel production. Renew. Energy 2019, 139, 14281436. [Google Scholar] [CrossRef]
- Gunasekaran, V.; Harichandran, G.; Ganesan, R.; Yuvakkumar, R. Sustainable synthesis of biodiesel and jet-fuel range hydrocarbons from poisonous Abrus Precatorius seed oil over MoO3-HPW/Ga-KIT-6. Renew. Energy 2024, 224, 120–130. [Google Scholar] [CrossRef]
- Liu, R.; Wang, X.; Zhao, X.; Feng, P. Sulfonated ordered mesoporous carbon for catalytic preparation of biodiesel. Carbon 2008, 46, 1664–1669. [Google Scholar] [CrossRef]
- Gupta, A.R.; Chiplunkar, P.P.; Pratap, A.P. Esterification of palm fatty acid distillate for FAME synthesis catalyzed by superacid catalyst HClSO3–ZrO2. Biomass Waste Valor 2021, 12, 281–292. [Google Scholar]
- Mazanov, S.V.; Gabitova, A.R.; Usmanov, R.A.; Gumerov, F.M.; Labidi, S.; Ben Amar, M.; Passarello, J.-P.; Kanaev, A.; Volle, F.; Le Neindre, B. Continuous production of biodiesel from rapeseed oil by ultrasonic assist transesterification in supercritical ethanol. J. Supercrit. Fluids 2016, 118, 107–118. [Google Scholar] [CrossRef]
- Demirbas, A. Biodiesel from sunflower oil in supercritical methanol with calcium oxide. Energy Convers. Manag. 2007, 48, 937–941. [Google Scholar] [CrossRef]
- Elst, K.; Adriansens, W.; Willems, L.; Van Ginneken, L. Method for Producing Biodiesel Using an Immobilized Catalyst. U.S. Patent 8067624B2, 27 September 2011. Available online: https://patents.google.com/patent/EP1884559A1/it (accessed on 29 November 2011).
- Yoo, S.J.; Lee, H.-S.; Veriansyah, B.; Kim, J.; Kim, J.-D.; Lee, Y.-W. Synthesis of biodiesel from rapeseed oil using supercritical methanol with metal oxide catalysts. Bioresour. Technol. 2010, 101, 8686–8689. [Google Scholar] [CrossRef] [PubMed]
- Lamba, N.; Gupta, R.; Modak, J.M.; Madras, G. ZnO catalyzed transesterification of Madhuca indica oil in supercritical methanol. Fuel 2019, 242, 323–333. [Google Scholar] [CrossRef]
- Ceran, Z.D.; Demir, V.; Akgün, M. Optimization and kinetic study of biodiesel production from Jatropha curcas oil in supercritical methanol environment using ZnO/γAl2O3 catalyst. Biomass Convers. Biorefinery 2024, 15, 3903–3914. [Google Scholar] [CrossRef]
- Hoang, D.; Bensaid, S.; Saracco, G.; Pirone, R.; Fino, D. Investigation on the conversion of rapeseed oil via supercritical ethanol condition in the presence of a heterogeneous catalyst. Green Process Synth. 2017, 6, 91–101. [Google Scholar] [CrossRef]
- Mazanov, S.V.; Gabitova, A.R.; Miftahova, L.K.; Usmanov, R.A.; Gumerov, F.M.; Zaripov, Z.I.; Vasil’ev, V.A.; Karalyn, E.A. Preparing biodiesel fuel in supercritical fluid conditions with heterogeneous catalysts. Russ. J. Phys. Chem. B 2016, 10, 1099–1107. [Google Scholar] [CrossRef]
- Mazanov, S.V.; Usmanov, R.A.; Kuagu, J.M.; Unkpaten, D.D.; Fonkou, M.D.; Gumerov, F.M.; Zaripov, Z.I.; Shapovalov, Y.A.; Nauryzbayev, M.K. Experimental study of non-catalytic and catalytic reaction of transesterification of rapeseed oil under supercritical fluid conditions in a flow-type installation. Ind. Kazakhstan 2019, 1, 90–92. [Google Scholar]
- Mohamed, M.M.; El-Faramawy, H. An innovative nanocatalyst α-Fe2O3/AlOOH processed from gibbsite rubbish ore for efficient biodiesel production via utilizing cottonseed waste oil. Fuel 2021, 297, 120741. [Google Scholar] [CrossRef]
- Mohamed, M.M.; Bayoumy, W.A.; El-Faramawy, H.; El-Dogdog, W.; Mohamed, A.A. A novel α-Fe2O3/AlOOH(γ-Al2O3) nanocatalyst for efficient biodiesel production from waste oil: Kinetic and thermal studies. Renew. Energy 2020, 160, 450–464. [Google Scholar] [CrossRef]
- Lee, J.S.; Saka, S. Biodiesel production by heterogeneous catalysts and supercritical technologies: Review. Bioresour. Technol. 2010, 101, 191–200. [Google Scholar] [CrossRef]
- Gabitov, R.R.; Usmanov, R.A.; Gumerov, F.M.; Gabitov, F.R. Study of stability of rapeseed oil and ethyl alcohol emulsion obtained by ultrasonic dispersion. Bulletin of Kazan. Techn. Univ. 2012, 7, 129–132. [Google Scholar]
- Biktashev, S.A.; Usmanov, R.A.; Gabitov, R.R.; Gazizov, R.A.; Gumerov, F.M.; Gabitov, F.R.; Abdulagatov, I.M.; Yarullin, R.S.; Yakushev, I.A. Transesterification of rapeseed and palm oils in supercritical methanol and ethanol. Biomass Bioenergy 2011, 35, 2999–3011. [Google Scholar] [CrossRef]
- Rashid, U.; Anwar, F. Production of biodiesel through optimized alkaline-catalyzed transesterification of rapeseed oil. Fuel 2008, 87, 265–273. [Google Scholar] [CrossRef]
- Demirbaş, A. Biodiesel from vegetable oils via transesterification in supercritical methanol. Energy Convers. Manag. 2002, 43, 2349–2356. [Google Scholar] [CrossRef]
- Demirbaş, A. Biodiesel production from vegetable oils by supercritical methanol. J. Sci. Ind. Res. 2005, 64, 858–865. Available online: https://hdl.handle.net/20.500.12395/19611 (accessed on 24 March 2025).
- Nascimento, F.P.; Oliveira, A.R.G.; Paredes, M.L.L.; Costa, A.L.H.; Pesso, F.L.P. Biodiesel production from supercritical ethanolysis of soybean oil. Chem. Eng. Trans. 2013, 32, 829–834. [Google Scholar] [CrossRef]
- Olivares-Carrillo, P.; Quesada-Medina, J. Thermal decomposition of fatty acid chains during the supercritical methanol transesterification of soybean oil to biodiesel. J. Supercrit. Fluids 2012, 72, 52–58. [Google Scholar] [CrossRef]
- Vieitez, I. Effect of temperature on the continuous synthesis of soybean esters under supercritical ethanol. Energy Fuels 2009, 23, 558–563. [Google Scholar] [CrossRef]
- GOST 22524-77; Glass Density Bottles. Specifications. USSR State committee on standards: Moscow, USSR, 1977.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Initial Oil | Reaction Conditions | Biodiesel Yield, % by Mass | Reference | |||
|---|---|---|---|---|---|---|
| Alcohol to Oil Molar Ratio | t, °C | P, MPa | Process Time, min | |||
| Rapeseed Castor | 42:1 43:1 | 350 300 | 45 21 | 4 90 | 95.00 96.50 | [24] [25] |
| Sunflower | 9:1 | 280 | In dimethylcarbonate SCF environment | 9 | 90.60 | [26] |
| Tobacco seeds | 43:1 | 300 | 40 | 90 | 92.80 | [27] |
| Rapeseed | 15:1 | 280 | 20 | 10 | 96.00 | [28] |
| Used soybean oil | 42:1 | 350 | 35 | - | 95.00 | [29] |
| Shea | 42:1 42:1 | 350 400 | 30 30 | 30 30 | 95.70 97.00 | [30] |
| Rapeseed | 16:1 18:1 | 380 365 | 30 30 | 30 30 | 92.81 94.35 | [31] |
| Rapeseed | 10:1 12:1 | 365 365 | 30 30 | 30 30 | 91.41 91.49 | [32] |
| Rice bran oil | 7:1 | 280 | - | 19 | 93.00 | [33] |
| Initial Oil | Reaction Conditions | Biodiesel Yield, % by Mass | Reference | |||||
|---|---|---|---|---|---|---|---|---|
| Alcohol to Oil Molar Ratio | t, °C | P, MPa | Used Catalyst | Catalyst Share, % by Mass | Process Time, min | |||
| Rapeseed | 12:1 | 350 | 30 | ZnO/Al2O3 MgO/Al2O3 SrO/Al2O3 | 2 | 30 | 97.45 94.78 97.46 | [47] |
| Sunflower | 41:1 41:1 | 252 252 | 9 9 | CaO CaO | 3 3 | 6 27 | 98.00 98.00 | [48] |
| Rapeseed | 7:1 | 310 | - | MgO/γ-A12O3 | 2.1 | 15 | 97.00 | [49] |
| Soybean Safflor | 12:1 39.6:1 | 180 300 | 10 25 | MgO CaO | 5 1.29 | 60 10 | 90.00 91.00 | [38] |
| Rapeseed | 4:1 | 250 | 10.5 | ZnO | 1 | 10 | 95.00 | [50] |
| Mahua | 40:1 | 250 | 10 | ZnO | 1 | 8 | 90.00 | [51] |
| Jatropha | 40:1 | 300 | 9 | ZnO/γAl2O3 | 6 | 3 | 95.64 | [52] |
| Rapeseed | 42:1 | 270 | 15 | ZnO/CaO | 1.3 | 60 | 93.00 | [53] |
| Rapeseed | 12:1 18:1 | 350 380 | 30 30 | Al2O3 Al2O3 | 2 2 | 30 30 | 90.94 92.31 | [54] |
| Rapeseed | 18:1 | 365 | 30 | BiO/Al2O3 | 2 | 30 | 95.02 | [55] |
| Fatty Acid | Fatty Acid Mass Fraction (% of Total Fatty Acids) |
|---|---|
| Tetradecanoic (myristic) | 0.02 |
| Pentadecanoic (pentadecylic) | 0.01 |
| Hexadecanoic (palmitinic) | 6.46 |
| Hexadecenoic (palmitoleic) | 0.17 |
| Octadecanoic (stearinic) | 3.12 |
| Octadecenic (oleinic) | 77.67 |
| Octadecadienoic (linoleic) | 11.69 |
| Eicosanoic (arachic) | 0.22 |
| Eicosenoic (gondoinic) | 0.59 |
| Docosanoic (behenic) | 0.03 |
| Docosenoic (erucic) | 0.02 |
| Tetracosanoic (lignoceric) | <0.01 |
| Tetracosanoic (nervonic) | <0.01 |
| Total | 100 ± 0.01 |
| Stirring Type | Biodiesel Yield, % Mass | Kinematic Viscosity (t = 40 °C, P = 0.1 MPa), mm2/s |
|---|---|---|
| No stirring | 70.54 | 6.025 |
| Mechanical stirring | 73.58 | 5.737 |
| Ultrasound emulsification, 20 kHz | 80.25 | 5.072 |
| Sample, No. | Catalyst | Dynamic Viscosity, mPa·s | ||
|---|---|---|---|---|
| t = 20 °C | t = 30 °C | t = 40 °C | ||
| 1 | None | 13.759 | 8.066 | 4.463 |
| 2 | Al2O3 | 14.499 | 8.498 | 5.309 |
| 3 | CaO/ Al2O3 (2% mass) | 14.304 | 8.410 | 5.107 |
| 4 | AlOOH | 13.981 | 8.370 | 4.980 |
| 5 | CaO/ AlOOH (2% mass) | 13.878 | 8.130 | 4.544 |
| Sample, No. | Catalyst | Kinematic Viscosity, mm2/s | ||
|---|---|---|---|---|
| t = 20 °C | t = 30 °C | t = 40 °C | ||
| 1 | None | 15.342 | 9.072 | 5.072 |
| 2 | Al2O3 | 16.135 | 9.531 | 6.009 |
| 3 | CaO/ Al2O3 (2% mass) | 15.929 | 9.437 | 5.784 |
| 4 | AlOOH | 15.573 | 9.394 | 5.643 |
| 5 | CaO/ AlOOH (2% mass) | 15.468 | 9.130 | 5.152 |
| Sample, No. | Dynamic Viscosity, mPa·s | Density, g/cm3 | Kinematic Viscosity, mm2/s |
|---|---|---|---|
| 1 | 3.817 | 0.879 | 4.342 |
| 2 | 4.502 | 0.883 | 5.098 |
| 3 | 4.412 | 0.882 | 5.002 |
| 4 | 4.358 | 0.882 | 4.941 |
| 5 | 3.913 | 0.881 | 4.442 |
| Sample No. | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Density, g/cm3 | 0.885 | 0.892 | 0.891 | 0.890 | 0.890 |
| Element | Before Experiment | After Experiment | ||
|---|---|---|---|---|
| CaO/Al2O3 | CaO/AlOOH | CaO/Al2O3 | CaO/AlOOH | |
| Al | 98.03 | 97.90 | 94.35 | 94.31 |
| Ca | 1.95 | 2.07 | 1.85 | 2.01 |
| Cr | - | - | 0.04 | 0.03 |
| Fe | 0.02 | 0.03 | 1.20 | 1.20 |
| Zn | - | - | 2.14 | 2.12 |
| Ni | - | - | 0.03 | 0.02 |
| Cu | - | - | 0.32 | 0.31 |
| Al2O3 | AlOOH | ||
| Before Experiment | After Experiment | Before Experiment | After Experiment |
| 756.7208 | 587.2030 | 1038.6954 | 894.3652 |
| CaO/Al2O3 | CaO/AlOOH | ||
| Before Experiment | After Experiment | Before Experiment | After Experiment |
| 693.5874 | 519.2569 | 889.2547 | 735.6520 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shapovalov, Y.A.; Mazanov, S.V.; Aetov, A.U.; Kamysbaev, D.H.; Tokpayev, R.R.; Gumerov, F.M. Separation of Rapeseed Oil Transesterification Reaction Product Obtained Under Supercritical Fluid Conditions Using Heterogeneous Catalysts. Energies 2025, 18, 1669. https://doi.org/10.3390/en18071669
Shapovalov YA, Mazanov SV, Aetov AU, Kamysbaev DH, Tokpayev RR, Gumerov FM. Separation of Rapeseed Oil Transesterification Reaction Product Obtained Under Supercritical Fluid Conditions Using Heterogeneous Catalysts. Energies. 2025; 18(7):1669. https://doi.org/10.3390/en18071669
Chicago/Turabian StyleShapovalov, Yuri A., Sergei V. Mazanov, Almaz U. Aetov, Dyusek H. Kamysbaev, Rustam R. Tokpayev, and Farid M. Gumerov. 2025. "Separation of Rapeseed Oil Transesterification Reaction Product Obtained Under Supercritical Fluid Conditions Using Heterogeneous Catalysts" Energies 18, no. 7: 1669. https://doi.org/10.3390/en18071669
APA StyleShapovalov, Y. A., Mazanov, S. V., Aetov, A. U., Kamysbaev, D. H., Tokpayev, R. R., & Gumerov, F. M. (2025). Separation of Rapeseed Oil Transesterification Reaction Product Obtained Under Supercritical Fluid Conditions Using Heterogeneous Catalysts. Energies, 18(7), 1669. https://doi.org/10.3390/en18071669