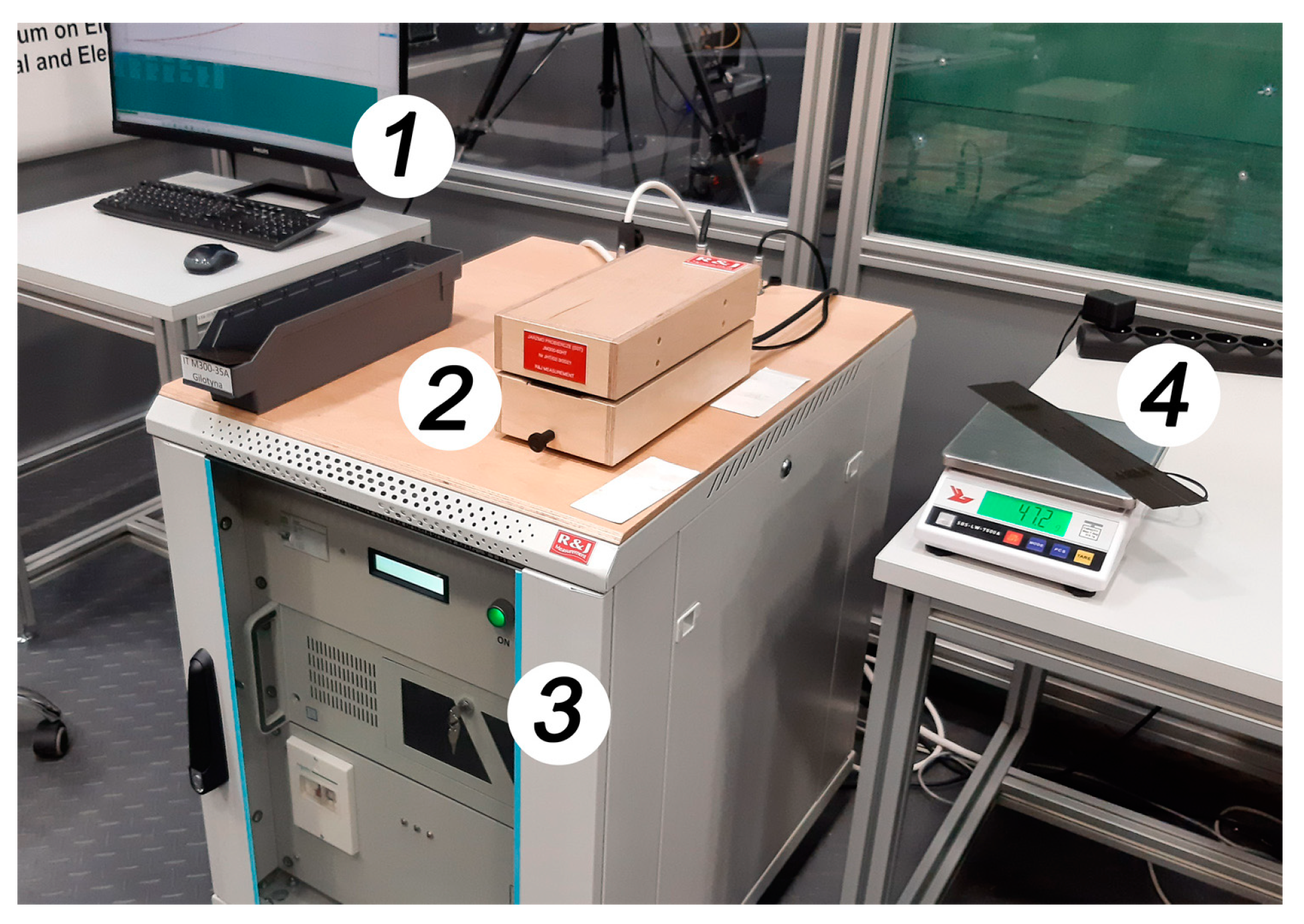
2.1. Magnetic Measurements with the SST System
The measurements were performed on the low-loss M300-35A material. A commercial SST (Single Strip Tester) was used to evaluate the material properties of rectangular strips with a total width of 60 mm (see
Figure 1). Strips with widths of 4, 6, 7.5, 10, 20, 30, and 60 mm were tested to determine the material’s magnetization and specific iron loss curves. In each case, the appropriate number of strips was chosen so that their total width was close to 60 mm, making the best use of the measuring yoke’s width. For example, 12 strips with a width of 5 mm were used simultaneously. A 60 mm wide strip was also cut with a water jet, keeping the material’s original properties near the cut edge. The material properties of this strip were used for reference. The remaining strips, which varied in width from 4 to 30 mm, were punched and laser cut. More data on the measuring station and the laser parameters used in cutting can be found in [
22]. The measurement results from the aforementioned strips were used as a data source for the author’s method of determining local material properties as a function of distance from the cut edge.
The measurements were performed at flux densities ranging from 0.05 to 1.7 T. For larger inductions, appropriate extrapolations of the measured material properties were made. The used SST system controlled the shape of the voltage induced in the measuring winding (and thus the shape of the induction waveform) by selecting appropriate instantaneous excitation current values. The use of software tools allowed the process to be automated. The measurements yielded two families of curves, as follows:
B = f(
H) for magnetization and
p = f(
B) for specific iron loss. It is worth noting that the average
BAV,max induction across the strip cross-section was consistently measured. The average induction for a
d-width strip is calculated using local magnetic permeability and a constant value of
Hmax magnetic field strength on the strip’s surface, as follows:
where the
BAV,max maximum induction value is calculated as an average over the strip’s cross section,
Hmax is the maximum magnetic field strength on the surface of the strip,
w is the strip width,
µr(
x) is the actual material relative magnetic permeability at the
x distance from the cut edge, and µ
0 is the vacuum permeability.
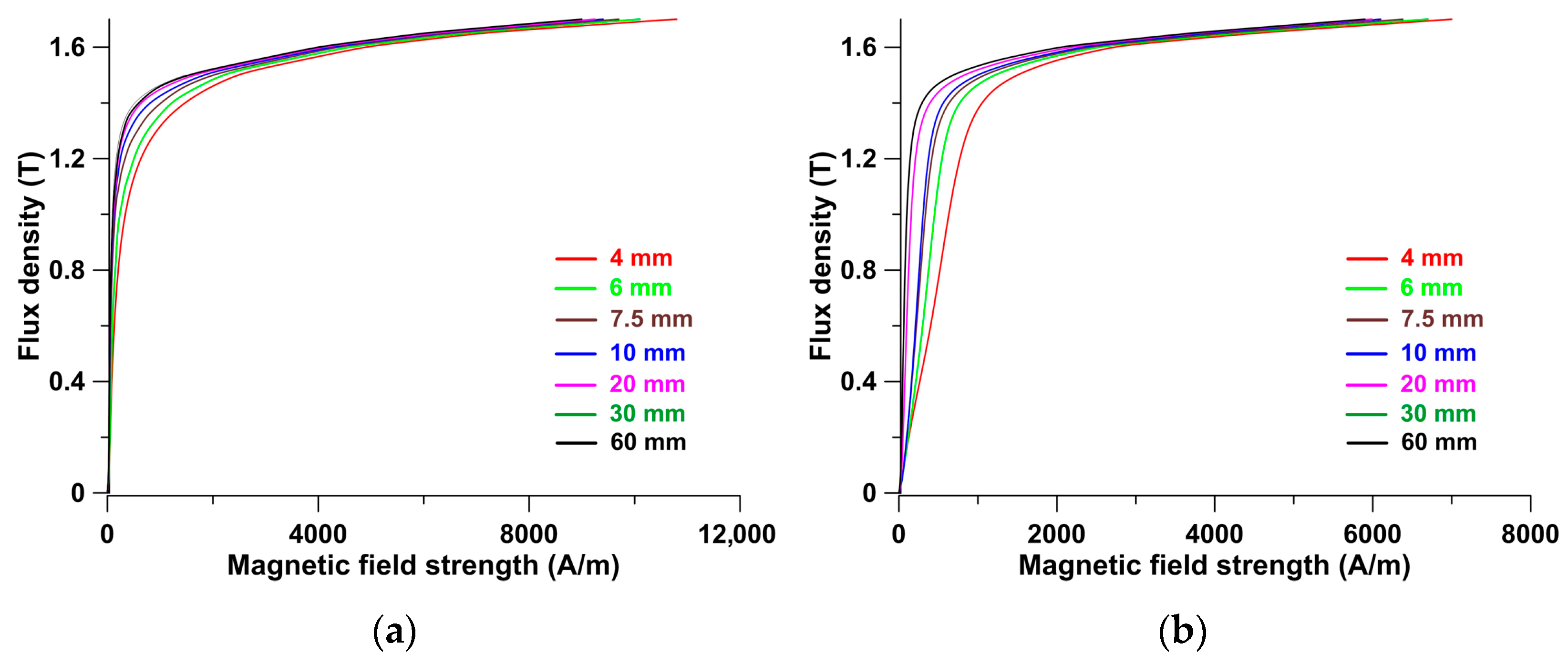
Figure 2 and
Figure 3 present the results of the measurements conducted on the M300-35A material. They are presented in the classical format, with the family of magnetization curves plotted as a function of magnetic field strength and the family of specific iron loss curves plotted as a function of average induction in the strip cross-section. Individual magnetization curves in
Figure 2 and specific loss curves in
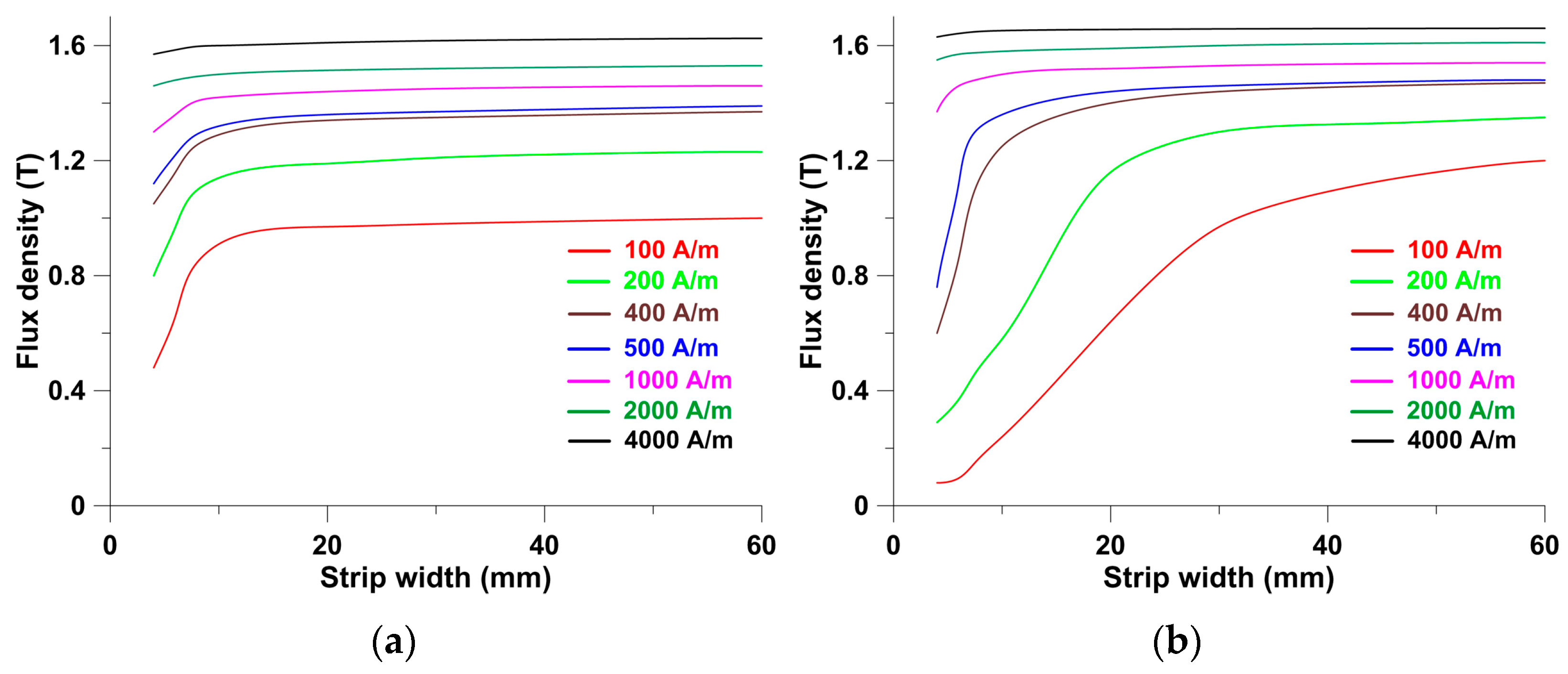
Figure 3 are color-coded to correspond to the previously mentioned strip widths (for example, red for a 4 mm wide strip and black for a 60 mm wide strip). These findings are presented in a new format, allowing for further investigation. The families of average flux density curves and specific iron loss curves were plotted as a function of strip width while the magnetic field strength on the strip surface remained constant (see
Figure 4 and
Figure 5). A similar procedure was used for each curve in
Figure 4 and
Figure 5. In this case, the results are shown for magnetic field strengths of 100, 200, 400, 500, 1000, 2000, and 4000 A/m. It should be remembered that the curves contain aggregated values of material permeability and specific iron loss, which were used to calculate the local material properties.
2.2. Method for Determining the Local Properties of Ferromagnetic Material
Local magnetic induction was reproduced using the measurement results (flux density averaged over the strip cross-section) shown in
Figure 4 as a family of curves
B = f(
w), where
w is the width of the rectangular strip being tested. As mentioned earlier, each of these curves was plotted for a particular maximum magnetic field strength on the strip surface. Thus, they are the curves that describe the material’s average magnetic permeability as a function of strip width. It should be mentioned that the M300-35 material was tested in another measurement campaign. As a result of the campaign, several test results for this material were presented, including curves that describe both local (reproduced) and average (measured) induction [
23]. As stated in (1), the magnetic induction averaged over the strip cross-section for a given magnetic field strength can be directly related to the distribution of local induction by using the following relationship:
where
BAV,max (
w,
Hmax) is the measured maximum flux density value for a strip of the
w width and
Bloc,max (
x,
Hmax) is the maximum value of local flux density at the
x distance from the cut edge.
By dividing both sides of Equation (2) by
Hmax, we can determine the relationship between the strip material’s measured average magnetic permeability and its local magnetic permeability at a distance
x from the cut edge. As a result, we can express the following relationship:
As previously noted, the cutting process changes the magnetic permeability of a portion of the material. This is well described in the literature, as is the relationship that approximates this change. The exponential relationship used to describe these changes is frequently assumed [
24,
25]. In [
23], the author proposed the following relationship for modeling changes in local magnetic permeability (for a given magnetic field strength), which was used in this study:
where
a,
b, are the fitting parameters found in the error minimization process between the approximation (using Equation (3)) and the measurement data, and
tt is the characteristic material parameter depending on the distance
x.
According to the author’s findings in [
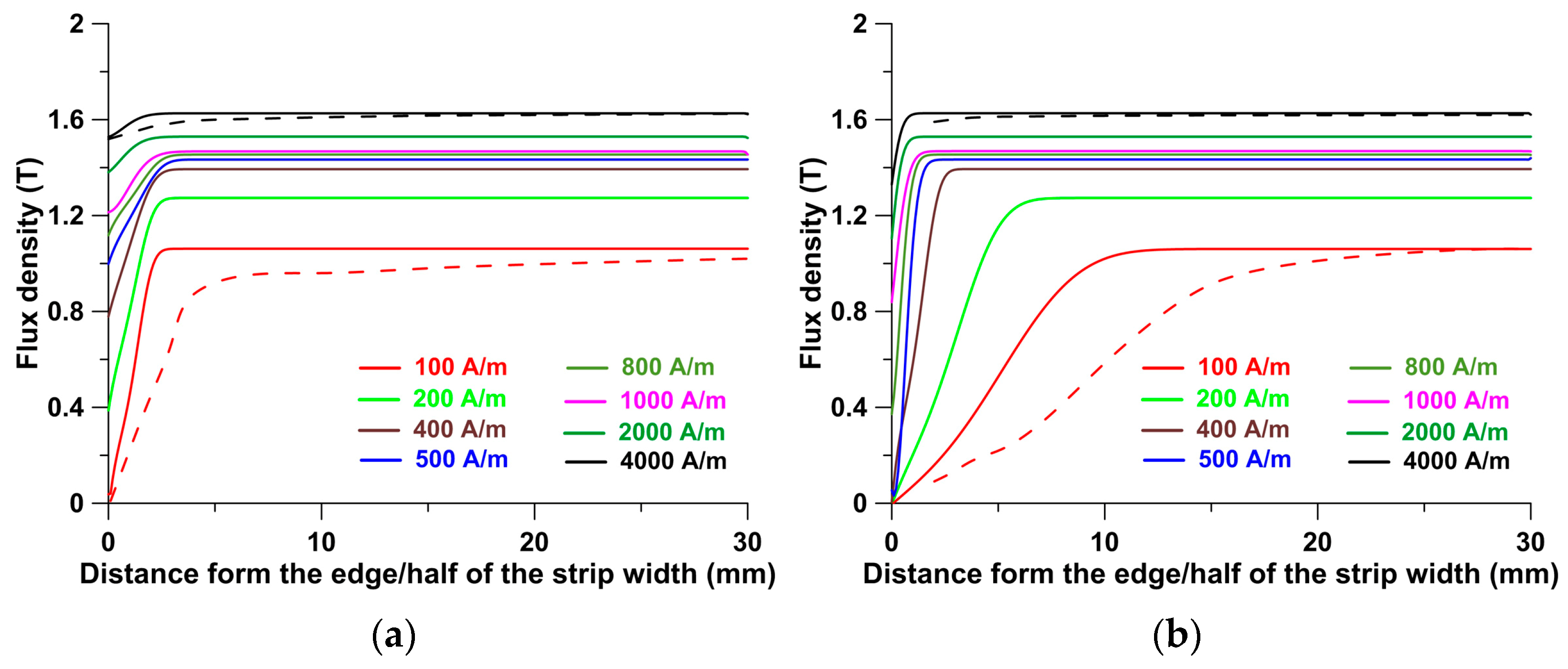
23], changes in local magnetic induction occur at distances of up to 2–3 mm from the cut edge (guillotine) and up to 10 mm (laser). The range of these changes is also determined by the strength of the magnetic field. This range is wider for relatively low magnetic field strengths than for relatively high magnetic field strengths. This is especially noticeable in the case of laser cutting.
For various magnetic field strengths, a family of color-coded local magnetic induction (local magnetic permeability) curves was determined as a function of distance from the cut edge (see
Figure 6). In this case, the results are presented for the following magnetic field strengths: 100 (marked in red), 200, 400, 600, 800, 1000, 2000, and 4000 (marked in black) A/m. Following that, by selecting a specific distance from the edge, the local induction values for the indicated magnetic field strengths were read. In this way, a local magnetization curve was obtained for the portion of the material located at that distance.
Figure 6 compares several reconstructed local magnetization curves with two measured curves (obtained for average induction).
A separate issue is determining an expression that describes the change in specific iron loss as a function of distance from the cut edge. In this scenario, we can write the following relationship between the measured average specific iron loss and the local specific iron loss:
where
pAV(
Hmax) is the measured specific iron loss, averaged over the strip cross-section (volume), and
ploc(
Hmax,x) is the local specific iron loss of the material, at the
x distance from the cut edge.
As previously stated, we accept the exponential nature of changes in the magnetic permeability of the cut material as a function of distance from the cut edge, based on the author’s own research and that of others. In the literature, we find a similar exponential relationship between local iron loss and distance from the cut edge, as follows [
24]:
where
ploc(
Bmax(
Hmax,x),
x) is the local specific iron loss,
Bmax(
Hmax,
x) is the maximum flux density at
Hmax magnetic field strength, and the
x distance from the cut’s edge and
c,
d are the fitting parameters.
The above approach is acceptable, though specific iron losses are usually defined by a three-component dependence. These include the specific hysteresis loss, the specific classical eddy current loss, and the specific excess loss. Some individual components in this approach are a function of magnetic induction at a power other than two. In the literature, we find the following relationship, which describes the local specific iron loss in a partially damaged material [
26]:
where
a1(
x) is the hysteresis coefficient being dependent on distance from the cut’s edge;
a2,
a3,
a4, and
a5 are material coefficients; and
f is the frequency.
The above-mentioned dependence includes coefficients determined for the material using the commonly used method of iron loss component separation. Another group of researchers tried to find a similar relationship using modified classical dependence [
27].
The specific hysteresis loss, which is the first component of Equations (7) and (8), is determined by induction to the power of two in Equation (7) and by the power of α in Equation (8). Both approaches are acceptable because they only differ in the way the coefficient
a1(
x) is calculated. In the first case, the level of magnetic induction determines it, whereas, in the second, it is constant. Taking into account the author’s own findings, as well as those of other groups, it was decided to use the following relationship to define the material’s local specific iron loss:
where
k(
x) is the increase factor representing the change in local material properties resulting from the cutting process,
ch(
Bmax(
x)) is the hysteresis coefficient being dependent on the magnetic induction level,
ce is the classical eddy current coefficient, and
cex is the excess loss coefficient.
According to the research, the observed increase in hysteresis loss and excess loss components is caused, among other things, by internal stresses. Furthermore, the mentioned increase is related to changes in material microhardness, grain structure destruction, and, most importantly, an increase in dislocation density in the crystalline structure. As a result, the values of both iron loss components vary with distance from the cut edge. These findings are supported by both the author’s own research and that of other authors [
23,
28,
29,
30,
31,
32]. As a consequence, in the adopted iron loss model (9), the hysteresis and excess loss components were assumed to increase at the same rate. Their increase is described by the factor
k(
x), which has an exponential relationship with the distance from the cut edge, as follows:
where
a is a fit coefficient and
EW is the effective width of the damaged zone, which can be determined from the exponential approximations of the induction curves presented in
Figure 5. The
a coefficient for the tested material is 2.2 for punching and 3.1 for laser cutting. The
EW coefficient for punching is 1.40 mm (regardless of magnetic field strength), while, for laser cutting, it is 2.47 mm (for magnetic field strengths greater than 400 A/m). Lower field strengths increase its value, reaching 3.50 mm for a magnetic field strength of 100 A/m.
Equation (9) contains the factor c
h(
Bmax(
x)), whose dependence on flux density was determined using quasi-static iron loss measurements at 5 Hz. A water-cut strip 60 mm wide was used for this purpose. The water cutting prevented internal structural damage. The experiments carried out resulted in the following relationship:
The remaining material coefficients in the relationship (9),
ce and
cex, were calculated for the undamaged material (a 60 mm wide water-cut strip). In that case, the measurements were performed by varying the frequency from 5 to 400 Hz and minimizing the curve approximation error (12).
The coefficients obtained as a result of the performed activities are as follows: ch(1T) = 0.0135 Am4/Vskg, ce = 57.2 × 10−6 Am4/Vkg, cex = 488 × 10−6 Am3/V0.5skg.
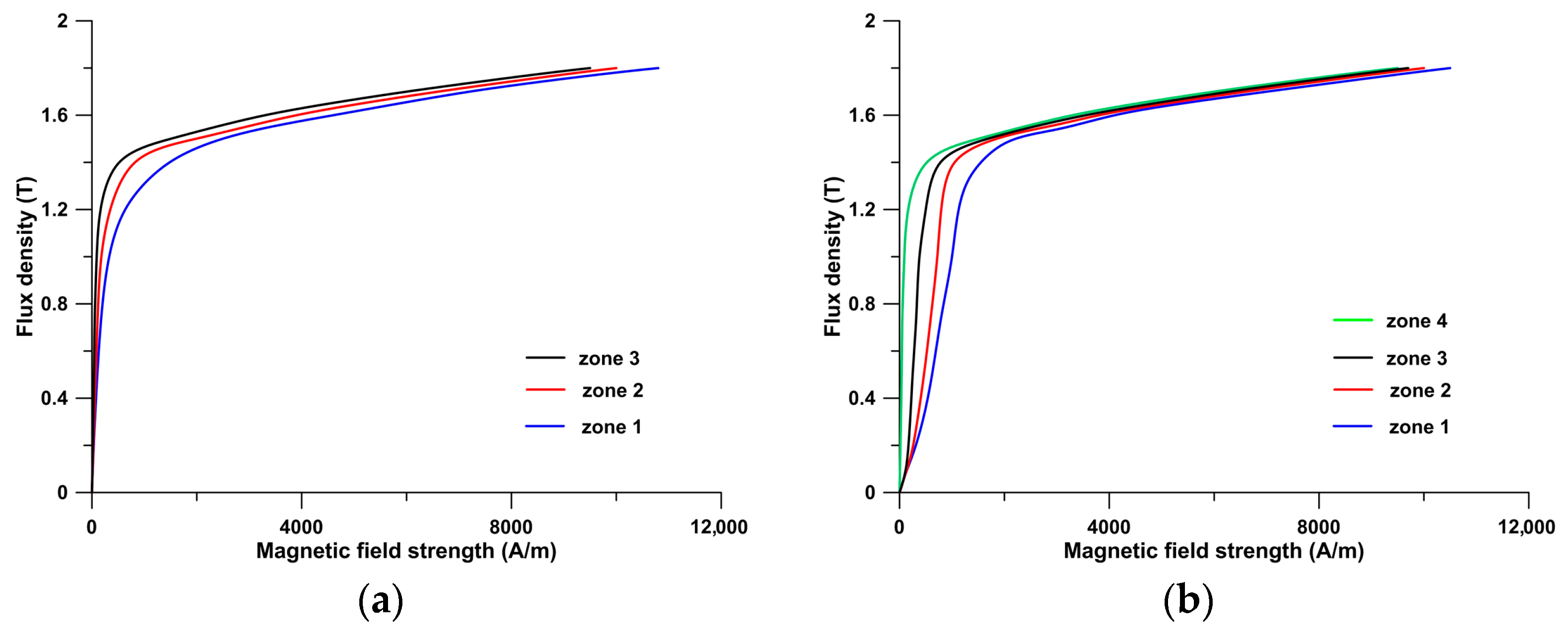
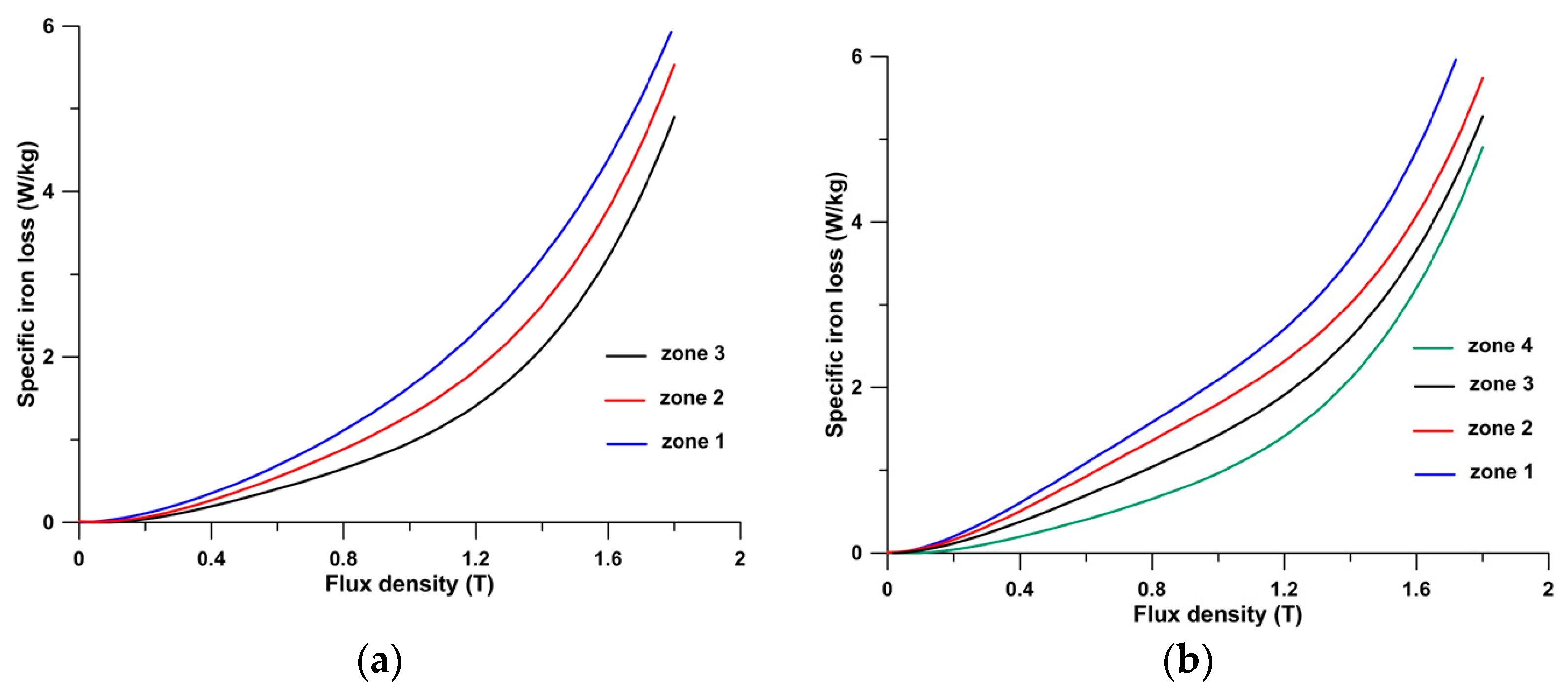
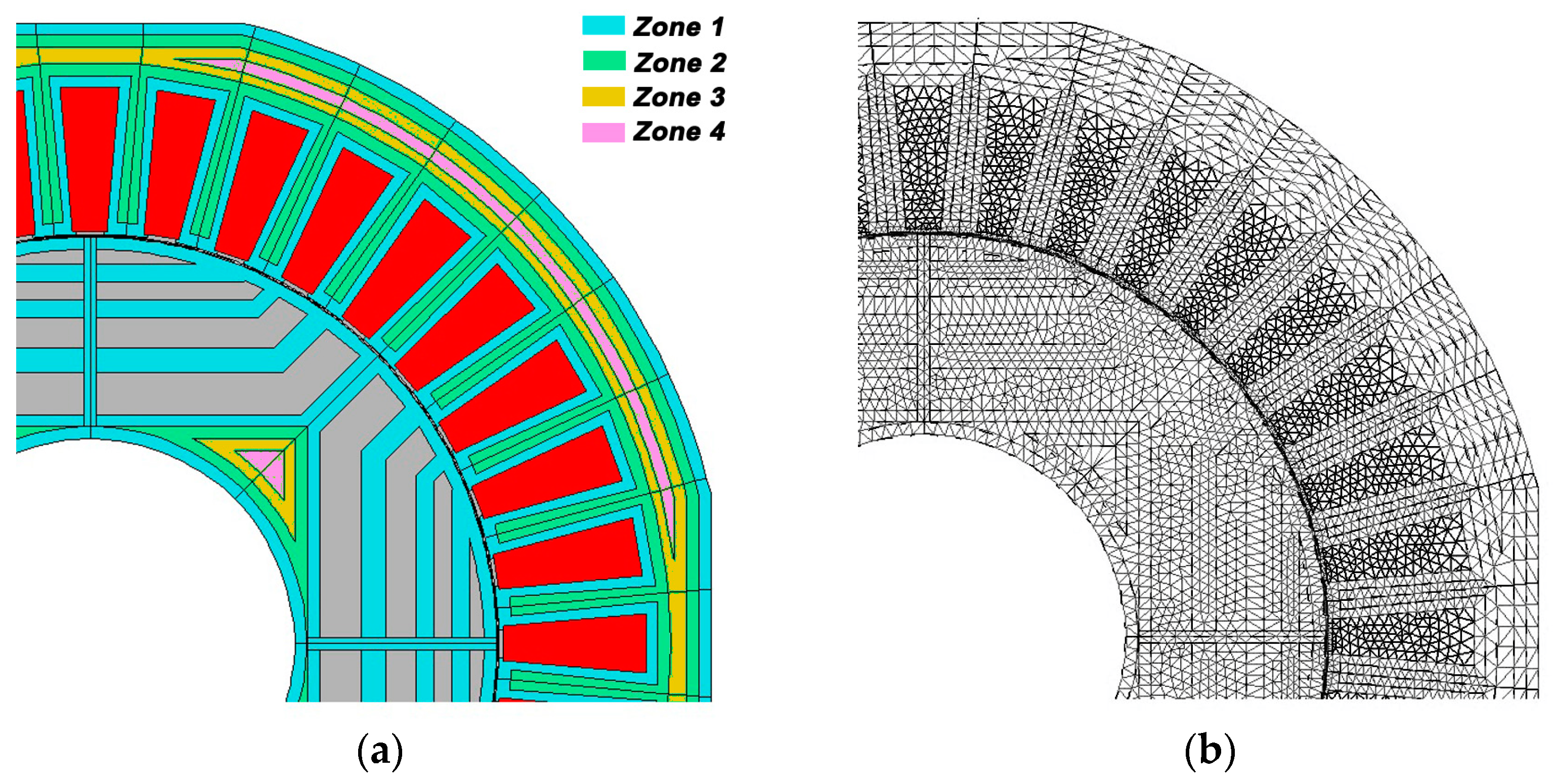
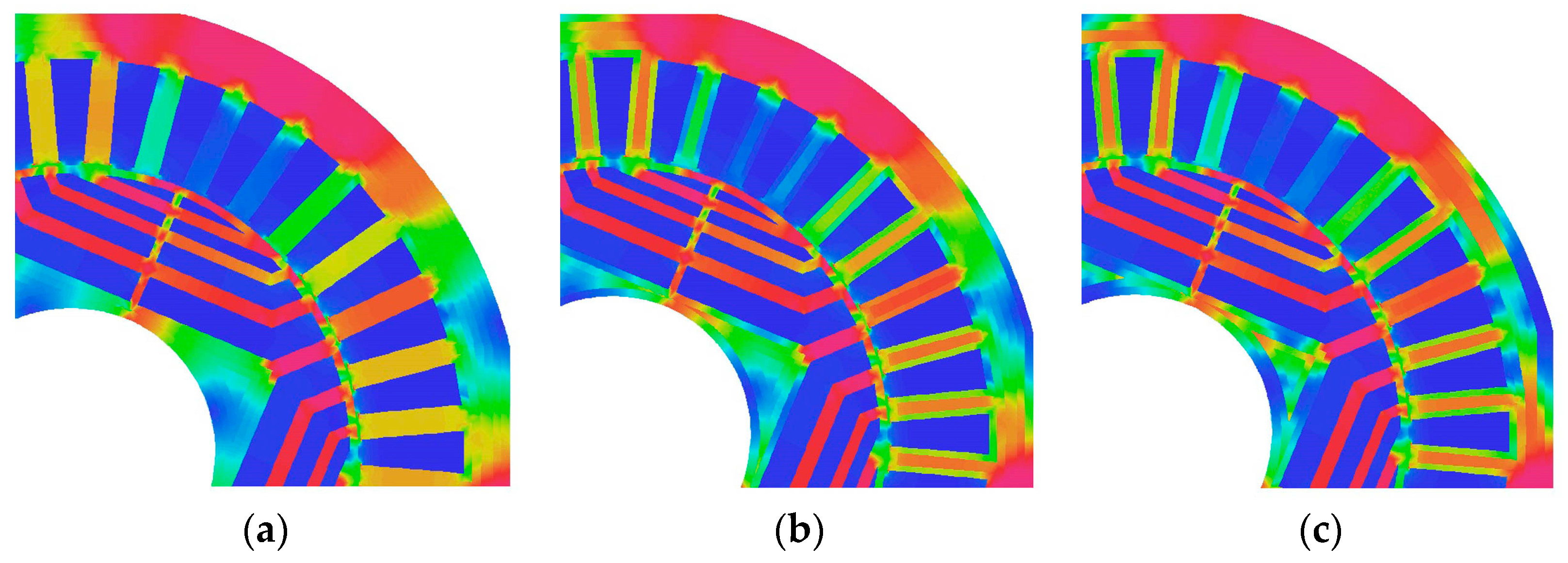
The previously determined local curves of magnetization and specific iron loss were used to calculate curves for materials with equivalent properties. These materials were located in different zones of the FEM model. The FEM model defined three zones of different materials, each located at various distances from the cut edge, as follows: 0–1 mm, 1–2 mm, and 1–3 mm. For zones located at greater distances, the material property was assumed to be similar to that of undamaged material. The FEM model for punched material will then assume two zones with different materials, each described by equivalent properties, namely zone 1, extending from 0 to 1 mm from the cut edge, and zone 2, extending from 1 to 2 mm. The material in zone 3 that extended more than 2 mm from the cut edge was considered undamaged. In the case of laser-cut material, three zones (with equivalent material properties) have been assumed, as follows: zone 1 extending from 0 to 1 mm from the cut edge, zone 2 from 1 to 2 mm, and zone 3 from 2 to 3 mm. The undamaged material was considered for distances greater than 3 mm (zone 4). Magnetization curves (
Figure 7) and specific iron loss curves at 50 Hz (
Figure 8) were calculated for each zone.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}