
Effect of Low-Temperature Preheating on the Physicochemical Properties and Energy Quality of Pine Sawdust


Abstract
1. Introduction
2. Materials and Methods
2.1. Sample and Instruments
2.2. Low-Temperature Preheating Treatment of Samples
2.3. Test and Characterization of PS
2.3.1. Detection of Physical and Chemical Properties of PS
- Industrial Analysis and Elemental Analysis
- Component Analysis
2.3.2. Detection of PS Characteristics
- Color Change
- Thermogravimetric Analysis
- Calorific Value, Energy Yield and Energy Enhancement Factor
- Hydrophobic Analysis
- SEM Analysis
- (FT-IR) Analysis
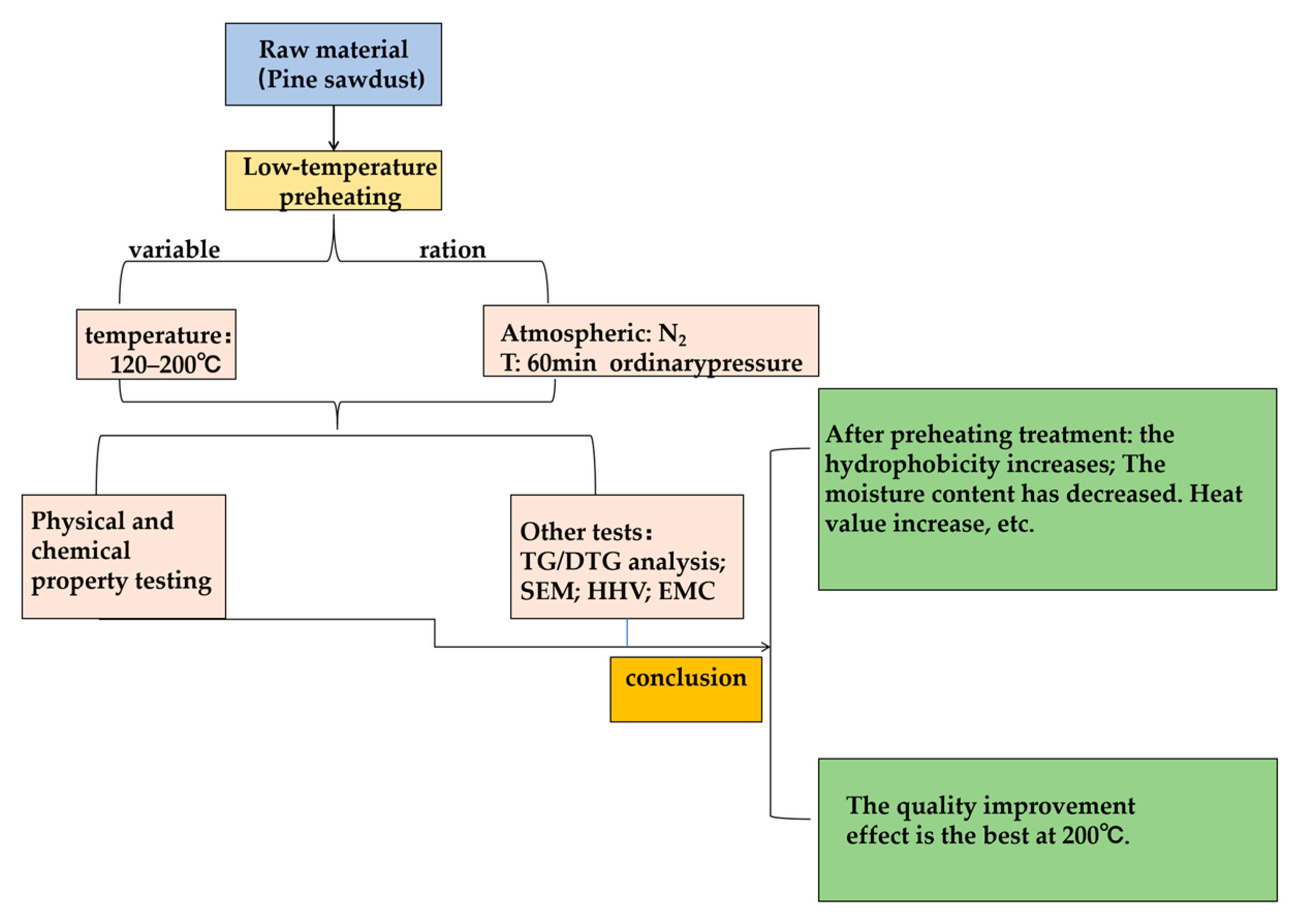
- Research Roadmap
3. Results
3.1. Effect of Low Temperature Preheating on Physical and Chemical Properties of PS
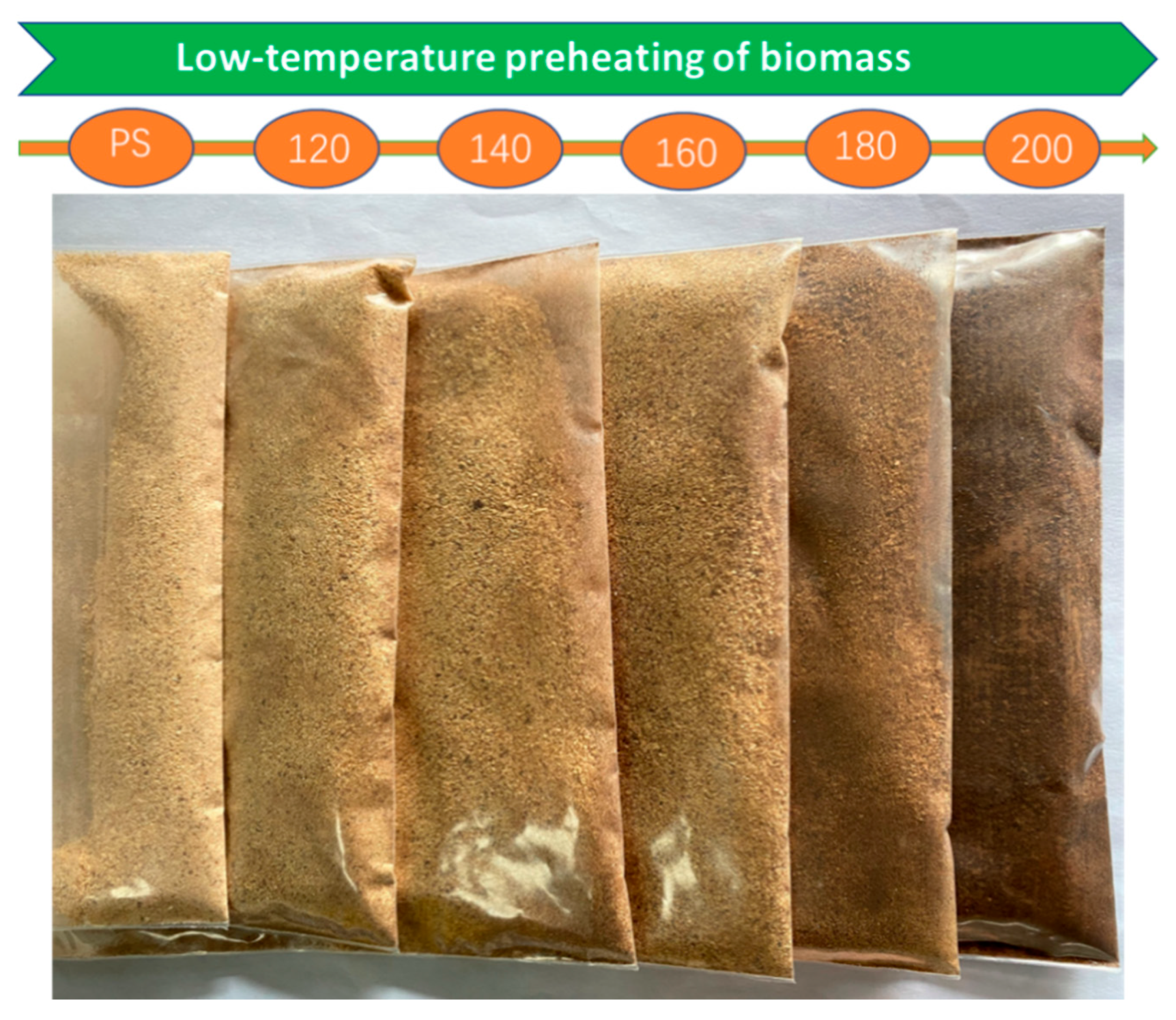
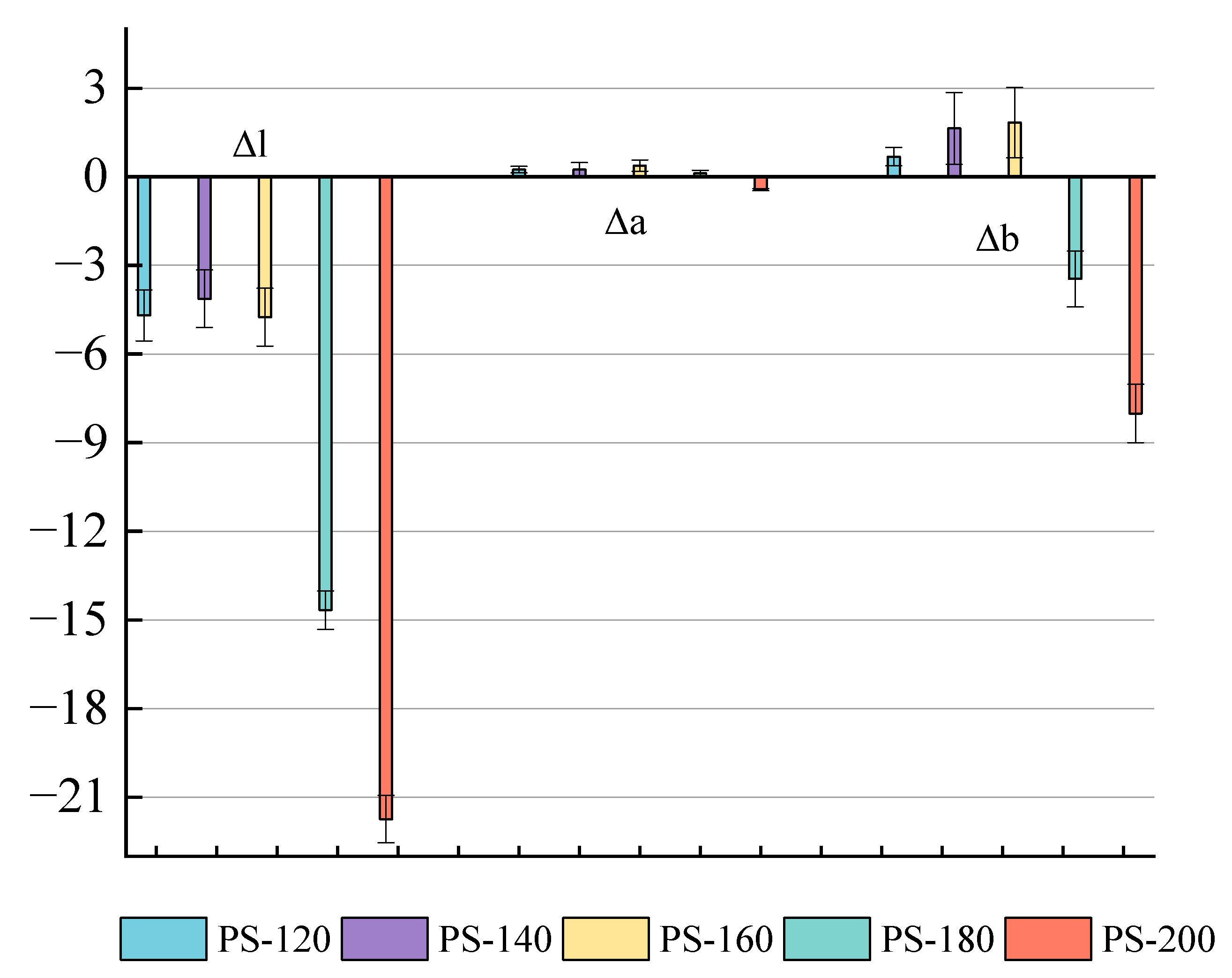
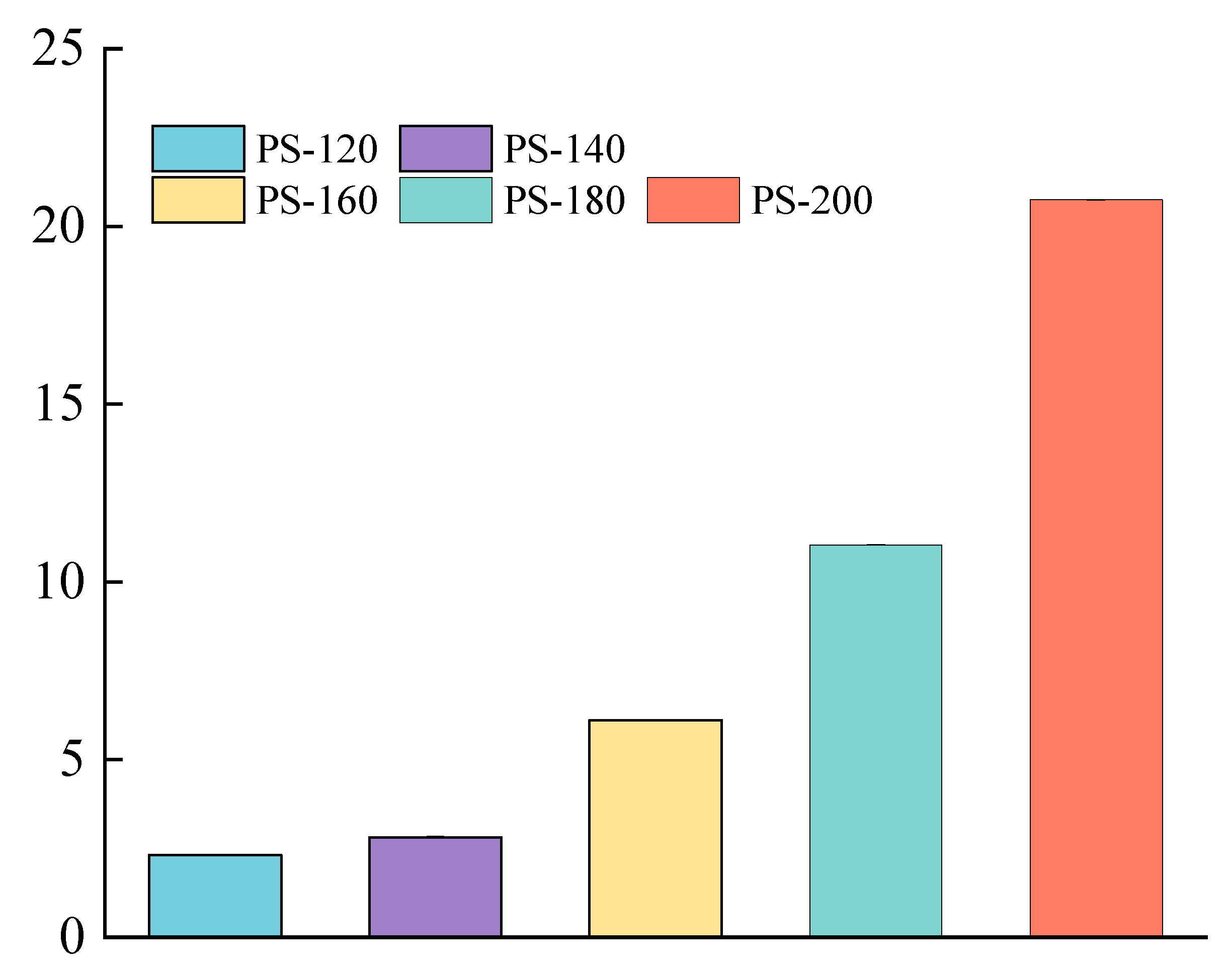
3.2. Effect of Low-Temperature Preheating on Color Change of PS
3.3. Effect of Low-Temperature Preheating on Physicochemical Properties of Biomass
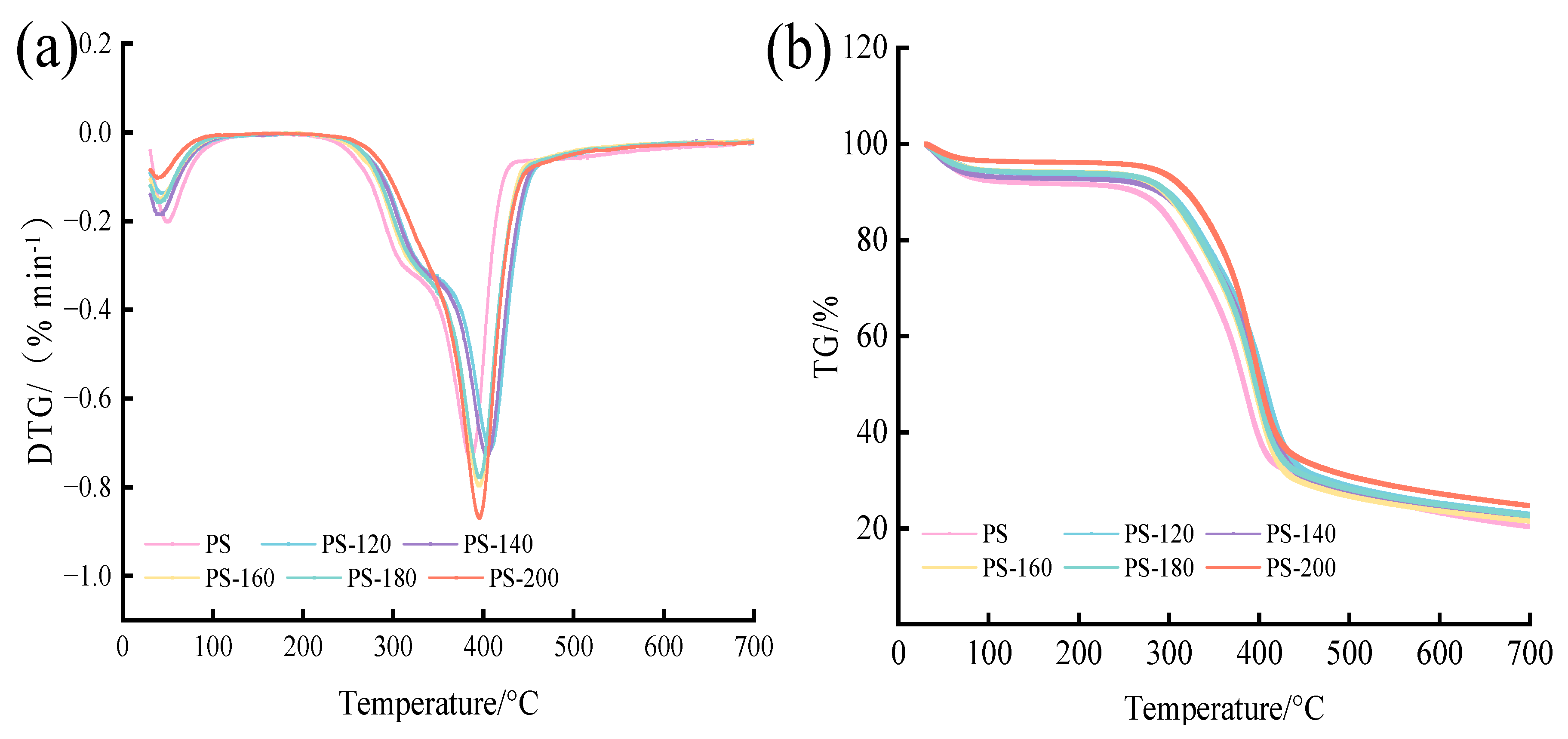
3.3.1. Thermal Analysis by TG and DTG
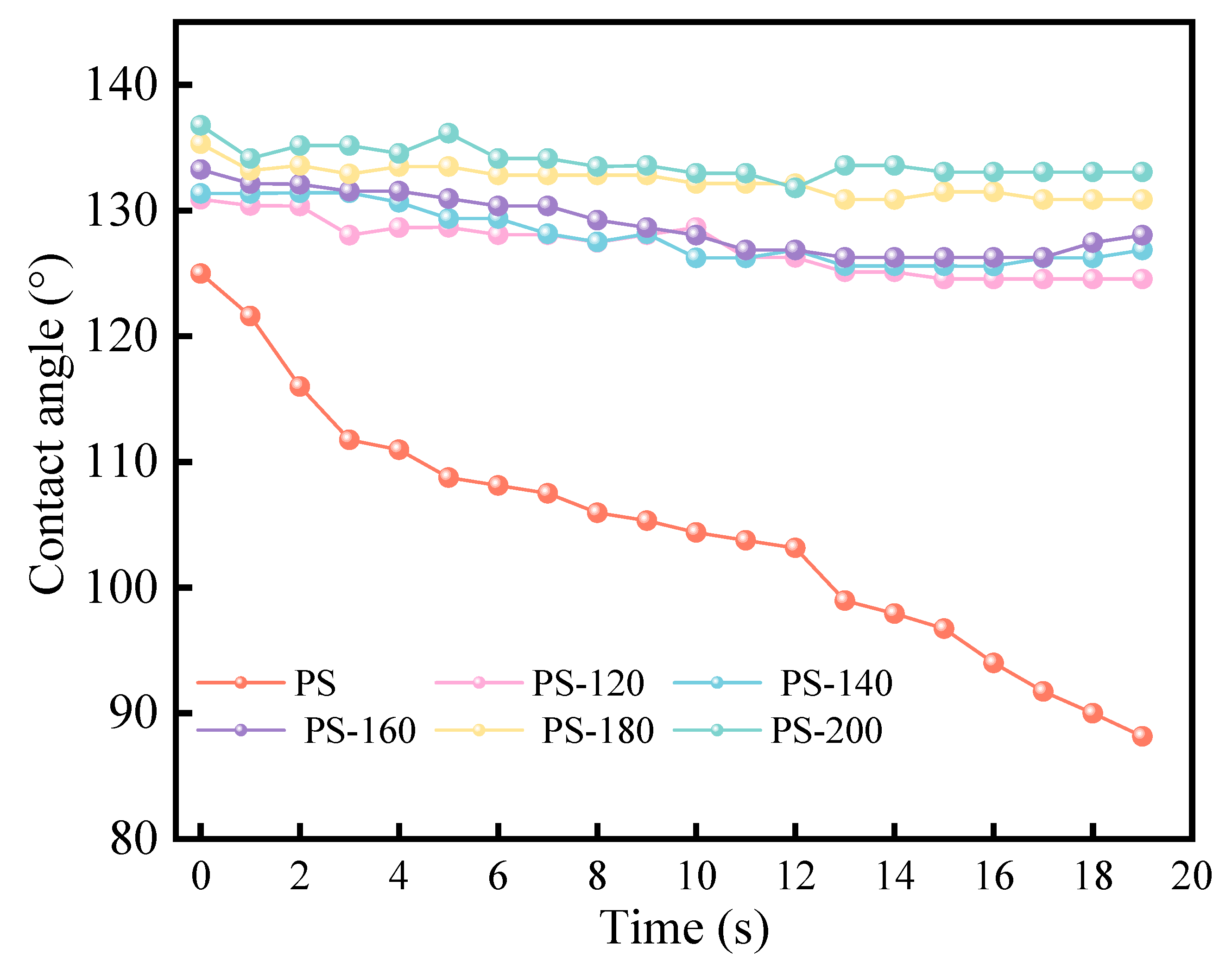
3.3.2. Calorific Value, Energy Yield and Hydrophobicity Analysis
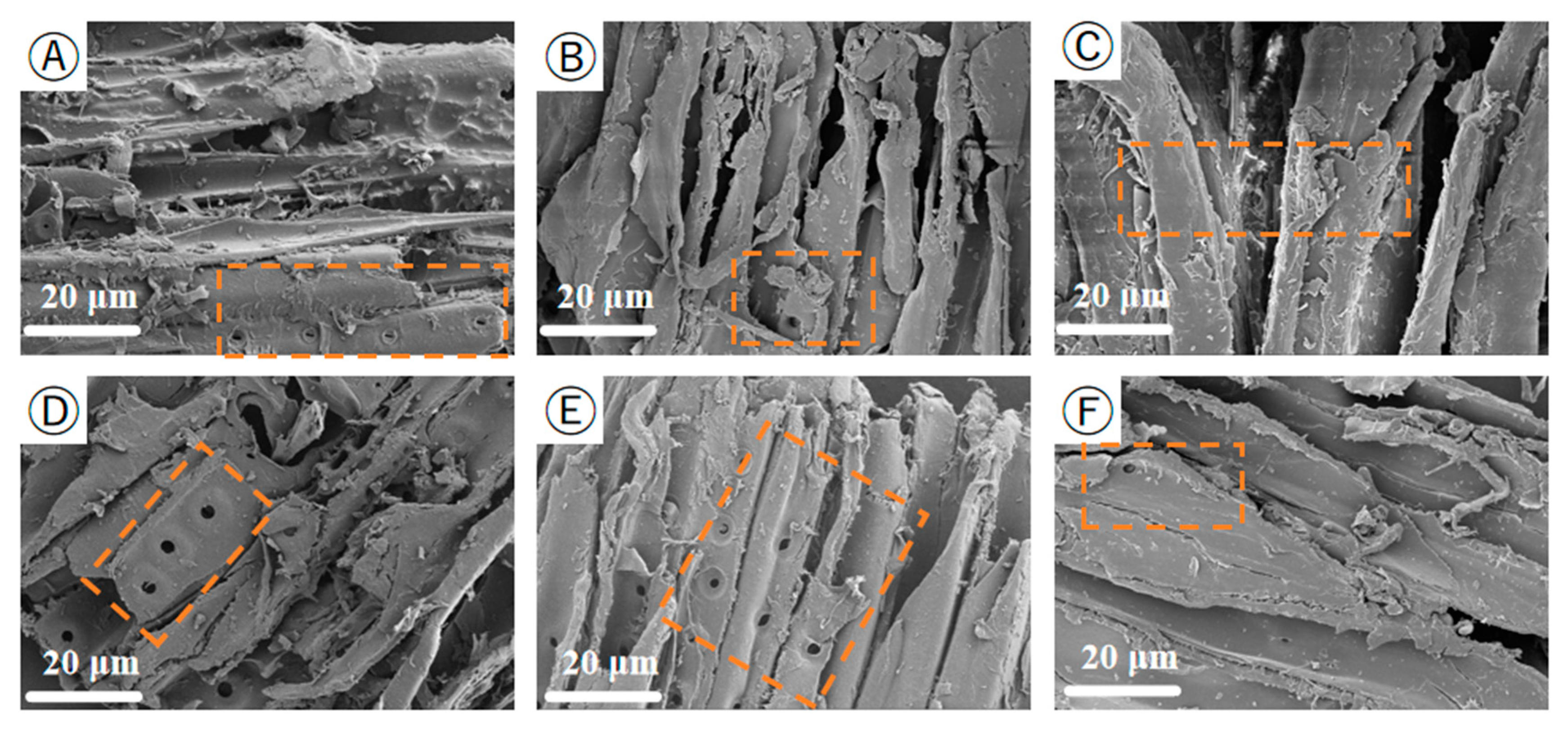
3.3.3. SEM Analysis
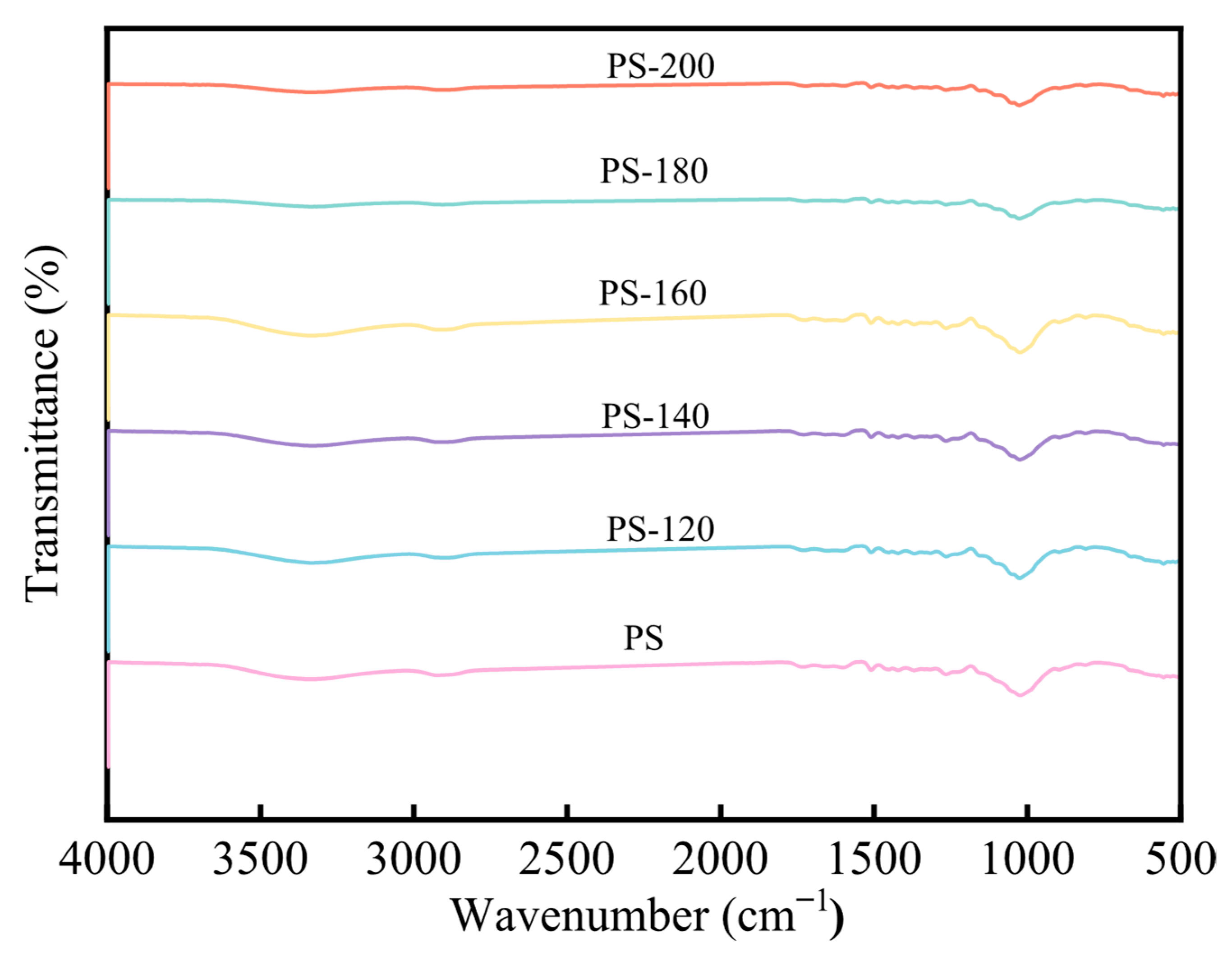
3.3.4. FT-IR Analysis
3.3.5. Comparison with Similar Studies
| Article Title | Preparation of High-Quality Biochar Fuel from Pine Sawdust through Pressurized Drying and Its Characteristics Research [46] | Effect of low-temperature preheating on the physicochemica l properties and energy quality of PS (This manuscript) |
| Authors | Ding et al. | Lei et al. |
| Preheating Conditions | Micro high-pressure reactor (0.5–2.0 MPa, 200–290 °C) | Tubular furnace, atmospheric N2 environment (120–200 °C) |
| Research Objective | Enhance PS fuel quality via pressurized torrefaction for coal substitution | Investigate low-temperature preheating effects on physicochemical properties to reduce logistics costs |
| Key Parameter Changes | At 290°C: Volatiles ↓ 45.7%, fixed carbon ↑ 54.3%—at 290 °C: Volatiles ↓ 45.7%, fixed carbon ↑ 54.3%; O/C ratio reduced to 0.24, H/C ratio 0.85 (meeting bituminous coal standards); Calorific value ↑ 28.15 MJ/kg | At 200 °C: Moisture content ↓ 4.19%; O/C ratio ↓ 0.13; lignin ↑ 4.34%; hemicellulose ↓ 2.68%; calorific value ↑ 19.52 MJ/kg |
| Kinetic Analysis | DAEM model shows significant activation energy increase (259 kJ/mol for CS-290-1.5) | TG/DTG curves shift rightward, indicating improved thermal stability |
| Reaction Mechanism | Pressure promotes decarboxylation/carbonyl reactions, accelerating aromatization | Low temperature facilitates hemicellulose decomposition and dehydration |
| Key Parameter Changes | Produces coal-like biochar for high-value energy utilization | Improves pelletization quality and reduces storage/transportation costs |
| In the table, the “↑” symbol represents an increase in data, while the “↓” symbol represents a decrease in data. | ||
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Acronym | Definition |
| PS | Pine sawdust |
| FT-IR | Fourier Transform Infrared Spectroscopy |
| SEM | Scanning Electron Microscopy |
| TGA | Thermogravimetric Analysis |
| HHV | Higher Heating Value of torrefied biomass [MJ·kg−1] |
| CPI | Comprehensive Pyrolysis Index |
| WCA | Water Contact Angle [°] |
| m | Mass of solid component [kg] |
| SR | Solid Residue |
| EMC | Equilibrium Moisture Content |
| List of symbols | |
| tor | Torrefied biomass |
| a* | Red-green chromaticity coordinate (positive: red; negative: green) |
| b* | Yellow-blue chromaticity coordinate (positive: yellow; negative: blue) |
| L* | Lightness coordinate (0: black; 100: white) |
| E* | Total color difference |
| Ddev | Devolatilization Index |
| Rw | Pyrolysis Stability Index |
| T | Temperature [°C] |
| (dw/dt)max | Maximum weight loss rate [%·min−1] |
| Tmax | Peak temperature corresponding to (dw/dt)max [°C] |
| (dw/dt)mean | Average weight loss rate [%·min−1] |
| V∞ | Maximum weight loss percentage [%] |
| raw | Untreated dry biomass |
References
- Singara veloo, K.; Lau, A.; Sokhansanj, S. Analysis of Mechanical Durability, Hydrophobicity, Pyrolysis and Combustion Properties of Solid Biofuel Pellets Made from Mildly Torrefied Biomass. Energies 2025, 18, 3464. [Google Scholar] [CrossRef]
- Pradeep, M.; Panwar, N.L.; Divyangkumar, N. Torrefaction of agricultural biomass: A state-of-the-art review on transforming waste into clean energy. Energy 360 2025, 3, 100023. [Google Scholar] [CrossRef]
- Rozzi, E.; Minuto, F.D.; Lanzini, A.; Leone, P. Green Synthetic Fuels: Renewable Routes for the Conversion of Non-Fossil Feedstocks into Gaseous Fuels and Their End Uses. Energies 2020, 13, 420. [Google Scholar] [CrossRef]
- Chen, W.-H.; Lin, B.-J.; Lin, Y.-Y.; Chu, Y.-S.; Ubando, A.T.; Show, P.L.; Ong, H.C.; Chang, J.-S.; Ho, S.-H.; Culaba, A.B.; et al. Progress in biomass torrefaction: Principles, applications and challenges. Prog. Energy Combust. Sci. 2021, 82, 100887. [Google Scholar] [CrossRef]
- Isemin, R.; Mikhalev, A.; Kuzmin, S.; Brulé, M.; Ainane, T.; Milovanov, O.; Klimov, D.; Milovanov, K. Comparison of Dry and Wet Torrefaction for Biochar Production from Olive Leaves and Olive Pomace. Processes 2025, 13, 2155. [Google Scholar] [CrossRef]
- Deep Singh, A.; Gajera, B.; Sarma, A.K. Appraising the availability of biomass residues in India and their bioenergy potential. Waste Manag. 2022, 152, 38–47. [Google Scholar] [CrossRef]
- Petrillo, A.; Travaglioni, M.; Di Fraia, S.; Vanoli, L.; Cirillo, D.; La Villetta, M. Experimental study and Life Cycle Assessment of biomass small-scale trigeneration plant. J. Clean. Prod. 2021, 326, 129234. [Google Scholar] [CrossRef]
- Eisavi, B.; Ranjbar, F.; Nami, H. Evaluating the techno-economic viability of biomass for green methanol and low-carbon power production. Int. J. Hydrogen Energy 2025, 109, 397–411. [Google Scholar] [CrossRef]
- Santhosh, K.G.; Mohit, A.; Singh, G.B. Effect of torrefaction on the physiochemical and fuel properties of major Indian waste biomasses. Sustain. Energy Technol. Assess. 2025, 76, 104277. [Google Scholar] [CrossRef]
- Yu, S.; Park, J.; Kim, M.; Kim, H.; Ryu, C.; Lee, Y.; Yang, W.; Jeong, Y.-g. Improving Energy Density and Grindability of Wood Pellets by Dry Torrefaction. Energy Fuels 2019, 33, 8632–8639. [Google Scholar] [CrossRef]
- Niksa, S. Predicting mass loss, solids compositions and heating values, and gas products for any biomass form at any torrefaction conditions. Fuel 2025, 398, 135553. [Google Scholar] [CrossRef]
- Azarpour, A.; Zendehboudi, S.; Saady, N.M.C. Deterministic Models for Performance Analysis of Lignocellulosic Biomass Torrefaction. ACS Omega 2025, 10, 6470–6501. [Google Scholar] [CrossRef] [PubMed]
- Xu, R.; Lu, X.; Sun, K.; Tan, C.; Zhang, Y. Effects of Torrefaction Pretreatment on the Preparation and Properties of Activated Carbon from Corn Straw by Phosphoric Acid Activation. Biomass Chem. Eng. 2022, 56, 1–8. [Google Scholar]
- Song, L.; Li, Y.; Lei, T.; Yang, Y.; Shen, Y.; Yang, M.; Wang, Y.; Zheng, H. Research on the water absorption diffusion model and kinetics of pretreated straw. Sci. Rep. 2025, 15, 9927. [Google Scholar] [CrossRef] [PubMed]
- Song, L.; Li, Y.; Lei, T.; Yang, Y.; Shen, Y.; Zheng, H. Research on the Multiple Linear Regression Model of Color Difference and Physicochemical Properties of Thermal Treated Biomass. Agronomy 2025, 15, 302. [Google Scholar] [CrossRef]
- Lei, S.; Yilin, S.; Tingzhou, L.; Peng, L.; Mei, Y.; Yantao, Y.J.C. Research on Quality Control of Rice Straw Based on Low Temperature Torrefaction Pretreatment. Chem. Ind. For. Prod. 2024, 44, 11–19. [Google Scholar]
- Chen, W.-H.; Kuo, P.-C. A study on torrefaction of various biomass materials and its impact on lignocellulosic structure simulated by a thermogravimetry. Energy 2010, 35, 2580–2586. [Google Scholar] [CrossRef]
- GB/T 28731-2012; Industrial Analysis Methods for Solid Biomass Fuels. China Standards Press: Beijing, China, 2012.
- Vyas, R.; Swaminathan, P.; Chakraborty, S.; Kiran, B. Study on enhancing waste PVC management through predictive Machine Learning analysis of TGA and its economic benefits. Energy Convers. Manag. X 2024, 22, 100556. [Google Scholar] [CrossRef]
- Bongomin, O.; Nzila, C.; Igadwa Mwasiagi, J.; Maube, O. Comprehensive thermal properties, kinetic, and thermodynamic analyses of biomass wastes pyrolysis via TGA and Coats-Redfern methodologies. Energy Convers. Manag. X 2024, 24, 100723. [Google Scholar] [CrossRef]
- El-Sayed, S.A.; Khass, T.M.; Mostafa, M.E. Thermal degradation behaviour and chemical kinetic characteristics of biomass pyrolysis using TG/DTG/DTA techniques. Biomass Convers. Biorefinery 2024, 14, 17779–17803. [Google Scholar] [CrossRef]
- Soria-Verdugo, A.; Guil-Pedrosa, J.F.; García-Hernando, N.; Ghoniem, A.F. Evolution of solid residue composition during inert and oxidative biomass torrefaction. Energy 2024, 312, 133486. [Google Scholar] [CrossRef]
- Kostyniuk, A.; Likozar, B. Wet torrefaction of biomass waste into value-added liquid product (5-HMF) and high quality solid fuel (hydrochar) in a nitrogen atmosphere. Renew. Energy 2024, 226, 120450. [Google Scholar] [CrossRef]
- Manouchehrinejad, M.; van Giesen, I.; Mani, S. Grindability of torrefied wood chips and wood pellets. Fuel Process. Technol. 2018, 182, 45–55. [Google Scholar] [CrossRef]
- Adeleke, A.A.; Ikubanni, P.P.; Emmanuel, S.S.; Fajobi, M.O.; Nwachukwu, P.; Adesibikan, A.A.; Odusote, J.K.; Adeyemi, E.O.; Abioye, O.M.; Okolie, J.A. A comprehensive review on the similarity and disparity of torrefied biomass and coal properties. Renew. Sustain. Energy Rev. 2024, 199, 114502. [Google Scholar] [CrossRef]
- Lu, G.; Zhang, K.; Cheng, F. The fusion characteristics of ashes from anthracite and biomass blends. J. Energy Inst. 2018, 91, 797–804. [Google Scholar] [CrossRef]
- Dacres, O.; Suárez Gómez, M.; Fendt, S. Pressurized Torrefaction: Physiochemical characterization of torrefied miscanthus and beechwood. Energy 2025, 331, 137045. [Google Scholar] [CrossRef]
- Apaydın Varol, E.; Mutlu, Ü. TGA-FTIR Analysis of Biomass Samples Based on the Thermal Decomposition Behavior of Hemicellulose, Cellulose, and Lignin. Energies 2023, 16, 3674. [Google Scholar] [CrossRef]
- Zhang, C.; Chen, W.-H.; Ho, S.-H. Elemental loss, enrichment, transformation and life cycle assessment of torrefied corncob. Energy 2022, 242, 123019. [Google Scholar] [CrossRef]
- Song, Y.; Chen, Z.; Li, Y.; Sun, T.; Lei, T.; Liu, P. Regulation of energy properties and thermal behavior of bio-coal from lignocellulosic biomass using torrefaction. Energy 2024, 289, 129949. [Google Scholar] [CrossRef]
- Sivrikaya, H.; Tesařová, D.; Jeřábková, E.; Can, A. Color change and emission of volatile organic compounds from Scots pine exposed to heat and vacuum-heat treatment. J. Build. Eng. 2019, 26, 100918. [Google Scholar] [CrossRef]
- Zhang, C.; Ho, S.-H.; Chen, W.-H.; Fu, Y.; Chang, J.-S.; Bi, X. Oxidative torrefaction of biomass nutshells: Evaluations of energy efficiency as well as biochar transportation and storage. Appl. Energy 2019, 235, 428–441. [Google Scholar] [CrossRef]
- Xi, Y.; Yuan, X.; Tan, M.; Jiang, S.; Wang, Z.; Huang, Z.; Wang, H.; Jiang, L.; Li, H. Properties of oxidatively torrefied Chinese fir residue: Color dimension, pyrolysis kinetics, and storage behavior. Fuel Process. Technol. 2021, 213, 106663. [Google Scholar] [CrossRef]
- Esteves, B.; Velez Marques, A.; Domingos, I.; Pereira, H. Heat-induced colour changes of pine (Pinus pinaster) and eucalypt (Eucalyptus globulus) wood. Wood Sci. Technol. 2008, 42, 369–384. [Google Scholar] [CrossRef]
- Huang, X.; Yin, H.; Zhang, B.; Mei, N.; Mu, L. Pyrolysis of lignin (De–alkaline) via TG/DSC–FTIR and TG–MS: Pyrolysis characteristics, thermo-kinetics, and gas products. Biomass Convers. Biorefinery 2024, 14, 795–812. [Google Scholar] [CrossRef]
- Sun, G.; Zhang, G.; Liu, J.; Evrendilek, D.E.; Buyukada, M. Thermal behaviors, combustion mechanisms, evolved gasses, and ash analysis of spent potlining for a hazardous waste management. J. Environ. Sci. 2021, 107, 124–137. [Google Scholar] [CrossRef] [PubMed]
- Kumar, M.; Mishra, P.K.; Upadhyay, S.N. Thermal degradation of rice husk: Effect of pre-treatment on kinetic and thermodynamic parameters. Fuel 2020, 268, 117164. [Google Scholar] [CrossRef]
- Nie, Y.; Song, X.; Shan, M.; Yang, X. Effect of pelletization on biomass thermal degradation in combustion: A case study of peanut shell and wood sawdust using macro-TGA. Energy Built Environ. 2024. [Google Scholar] [CrossRef]
- Nie, Y.; Deng, M.; Shan, M.; Yang, X. Evaluating the impact of wood sawdust and peanut shell mixing ratio on co-combustion performance. Fuel 2022, 324, 124667. [Google Scholar] [CrossRef]
- Chen, Z.; Wang, M.; Jiang, E.; Wang, D.; Zhang, K.; Ren, Y.; Jiang, Y. Pyrolysis of Torrefied Biomass. Trends Biotechnol. 2018, 36, 1287–1298. [Google Scholar] [CrossRef] [PubMed]
- Chen, W.-H.; Kuo, P.-C. Torrefaction and co-torrefaction characterization of hemicellulose, cellulose and lignin as well as torrefaction of some basic constituents in biomass. Energy 2011, 36, 803–811. [Google Scholar] [CrossRef]
- Giang, D.K.; Ban, S.-E.; Choi, J.-H.; Seong, H.; Jung, C.-D.; Kim, H.; Lee, J.-W. Effect of torrefied biomass on hydrophobicity and mechanical properties of polylactic acid composite. Int. J. Biol. Macromol. 2022, 215, 36–44. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Chen, F.; Chen, D.; Cen, K.; Zhang, J.; Cao, X. Upgrading of biomass pellets by torrefaction and its influence on the hydrophobicity, mechanical property, and fuel quality. Biomass Convers. Biorefinery 2022, 12, 2061–2070. [Google Scholar] [CrossRef]
- Lee, S.H.; Ashaari, Z.; Lum, W.C.; Abdul Halip, J.; Ang, A.F.; Tan, L.P.; Chin, K.L.; Md Tahir, P. Thermal treatment of wood using vegetable oils: A review. Constr. Build. Mater. 2018, 181, 408–419. [Google Scholar] [CrossRef]
- Wang, Y.; Zhou, Y.; Bai, N.; Han, J. Experimental investigation of the characteristics of NOx emissions with multiple deep air-staged combustion of lean coal. Fuel 2020, 280, 118416. [Google Scholar] [CrossRef]
- Ding, X.; Yan, S.; Yan, M. Preparation and Characteristics of High-quality Biochar Fuel by Pressurized Torrefaction of Pine Sawdust. J. Agric. Sci. Technol. 2025, 27, 204–216. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Elemental Analysis/% | Industrial Analysis Proximate Analysis/% | Component Analysis | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | H | O | N | Volatile | Fixed Carbon | Ash | Moisture | Lignin | Cellulose | Hemicellulose | |||
| PS | 51.69 | 7.07 | 34.80 | 6.34 | 89.75 | 4.90 | 0.42 | 4.93 | 36.97 | 47.02 | 10.14 | ||
| PS-120 | 51.51 | 6.91 | 34.98 | 6.52 | 90.41 | 6.65 | 0.49 | 2.45 | 38.26 | 45.99 | 10.68 | ||
| PS-140 | 50.64 | 6.75 | 35.84 | 6.66 | 90.43 | 6.74 | 0.43 | 2.39 | 37.50 | 46.24 | 11.08 | ||
| PS-160 | 51.37 | 6.79 | 35.32 | 6.43 | 89.87 | 7.71 | 0.45 | 1.96 | 39.43 | 44.58 | 11.61 | ||
| PS-180 | 51.31 | 6.63 | 35.35 | 6.67 | 88.56 | 9.25 | 0.46 | 1.72 | 40.64 | 43.68 | 11.10 | ||
| PS-200 | 54.11 | 6.76 | 31.86 | 7.25 | 86.06 | 11.71 | 0.53 | 1.70 | 41.31 | 47.14 | 7.46 | ||
| Sample | Initial Temp (°C) | Peak Temp (Tp,max) °C | DTGmax (%/min) Rp,max | Average Weight Loss Rate (%·min−1) | CPI × 10−4 | Ddev | Rw |
|---|---|---|---|---|---|---|---|
| PS | 232.45 | 385.67 | 0.74 | 2.86 | 1.86 | 12.83 | 708.85 |
| PS-120 | 231.78 | 407.17 | 0.71 | 2.86 | 1.65 | 13.03 | 646.06 |
| PS-140 | 231.72 | 403.67 | 0.73 | 2.81 | 1.69 | 13.29 | 670.19 |
| PS-160 | 232.50 | 393.83 | 0.80 | 3.05 | 2.06 | 14.16 | 750.28 |
| PS-180 | 231.69 | 395.67 | 0.78 | 2.96 | 1.93 | 13.92 | 730.67 |
| PS-200 | 231.75 | 395.17 | 0.87 | 2.92 | 2.07 | 15.50 | 815.80 |
| Sample | QHHV/ (MJ·kg−1) | Solids Yield/% | Energy Yield/% | EF | EMC/% |
|---|---|---|---|---|---|
| PS | 18.26 | 100 | 100 | 1.00 | 7.06 |
| PS-120 | 18.40 | 90.87 | 91.56 | 1.01 | 6.56 |
| PS-140 | 18.84 | 89.17 | 91.97 | 1.03 | 6.24 |
| PS-160 | 19.06 | 88.63 | 92.51 | 1.04 | 5.92 |
| PS-180 | 19.58 | 87.87 | 94.18 | 1.07 | 5.44 |
| PS-200 | 19.52 | 85.62 | 91.53 | 1.06 | 4.46 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lei, T.; Mei, Y.; Li, Y.; Wang, Y.; Liu, S.; Yang, Y. Effect of Low-Temperature Preheating on the Physicochemical Properties and Energy Quality of Pine Sawdust. Energies 2025, 18, 3875. https://doi.org/10.3390/en18143875
Lei T, Mei Y, Li Y, Wang Y, Liu S, Yang Y. Effect of Low-Temperature Preheating on the Physicochemical Properties and Energy Quality of Pine Sawdust. Energies. 2025; 18(14):3875. https://doi.org/10.3390/en18143875
Chicago/Turabian StyleLei, Tingzhou, Yang Mei, Yuanna Li, Yunbo Wang, Suyang Liu, and Yantao Yang. 2025. "Effect of Low-Temperature Preheating on the Physicochemical Properties and Energy Quality of Pine Sawdust" Energies 18, no. 14: 3875. https://doi.org/10.3390/en18143875
APA StyleLei, T., Mei, Y., Li, Y., Wang, Y., Liu, S., & Yang, Y. (2025). Effect of Low-Temperature Preheating on the Physicochemical Properties and Energy Quality of Pine Sawdust. Energies, 18(14), 3875. https://doi.org/10.3390/en18143875