

Selective Microwave Pretreatment of Biomass Mixtures for Sustainable Energy Production

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
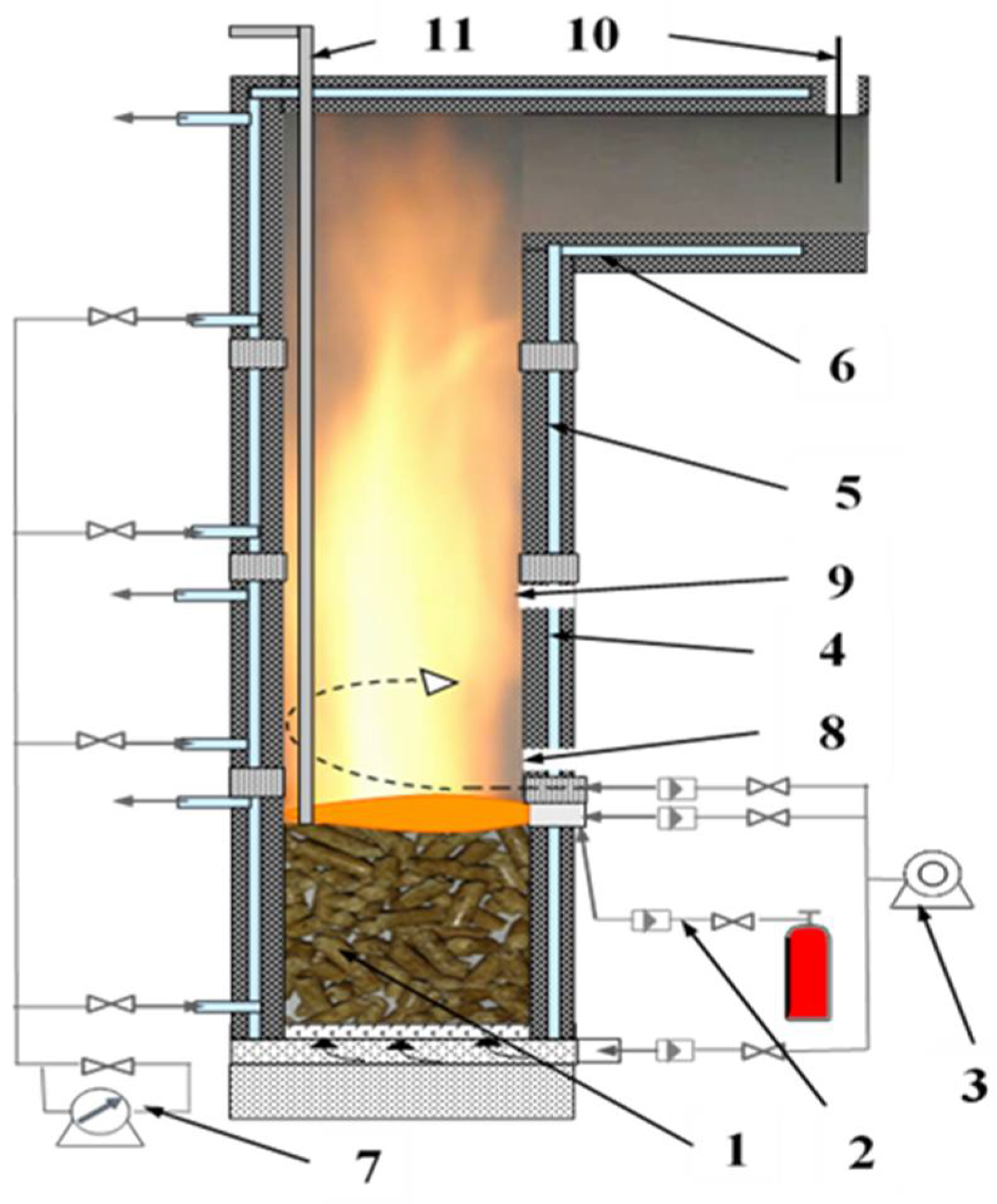
2.2. Batch-Size Pilot Device That Was Used for the Experimental Research of the Gasification/Combustion of Selectively Pretreated Mixtures of Biomass Pellets
2.3. Methods of Measurements
3. Results and Discussion
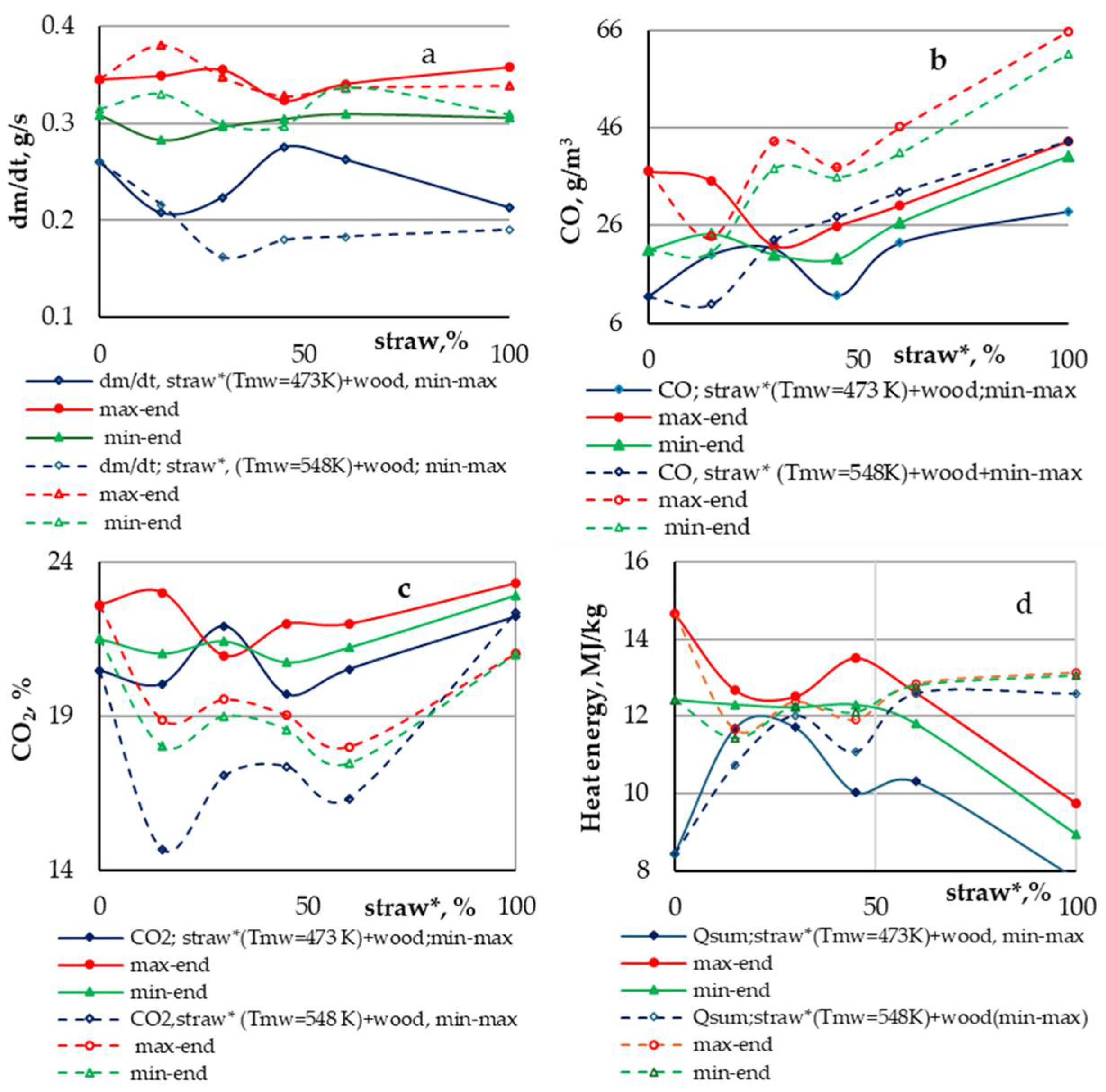
3.1. The Effect of Additives of MW-Pretreated Straw (s*) to Raw Wood (w) Pellets on the Processes of Thermal Decomposition and Thermochemical Conversion in the Selectively Activated Mixture s* + w
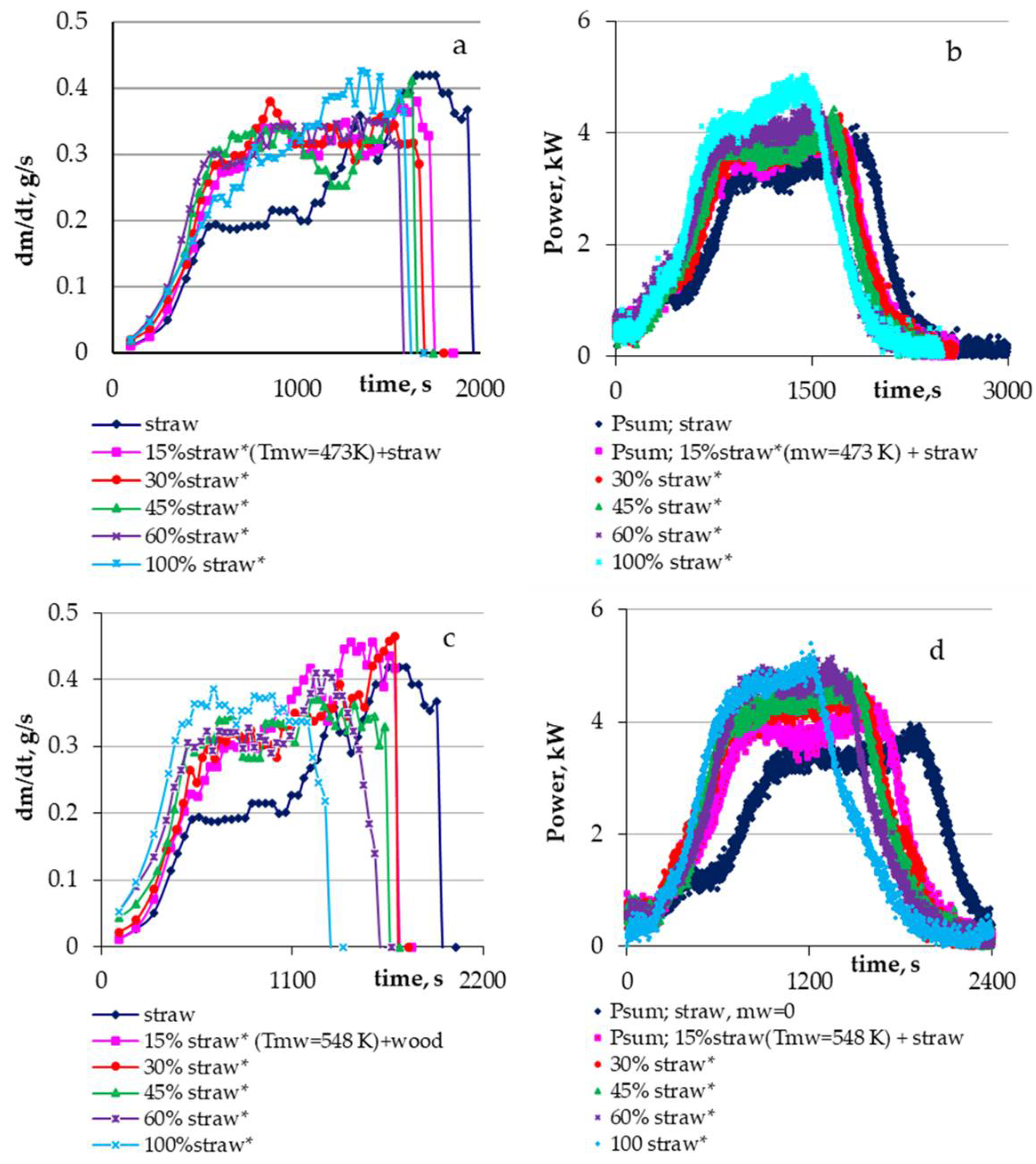
3.2. The Effect of Additives of MW-Pretreated Straw (s*) to Raw Straw (s) Pellets on the Processes of Thermal Decomposition and Thermochemical Conversion in the Selectively Activated Mixture s* + s
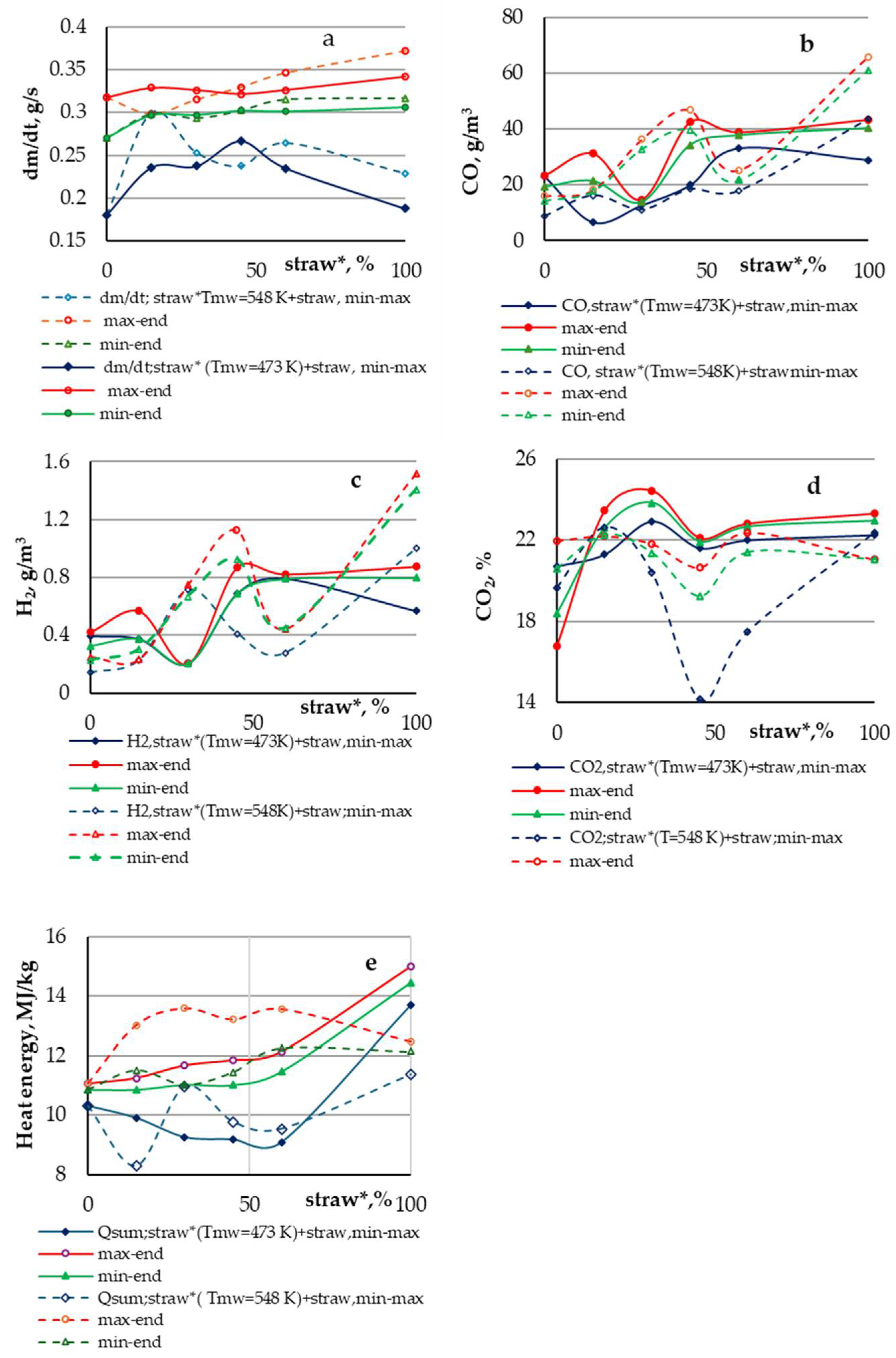
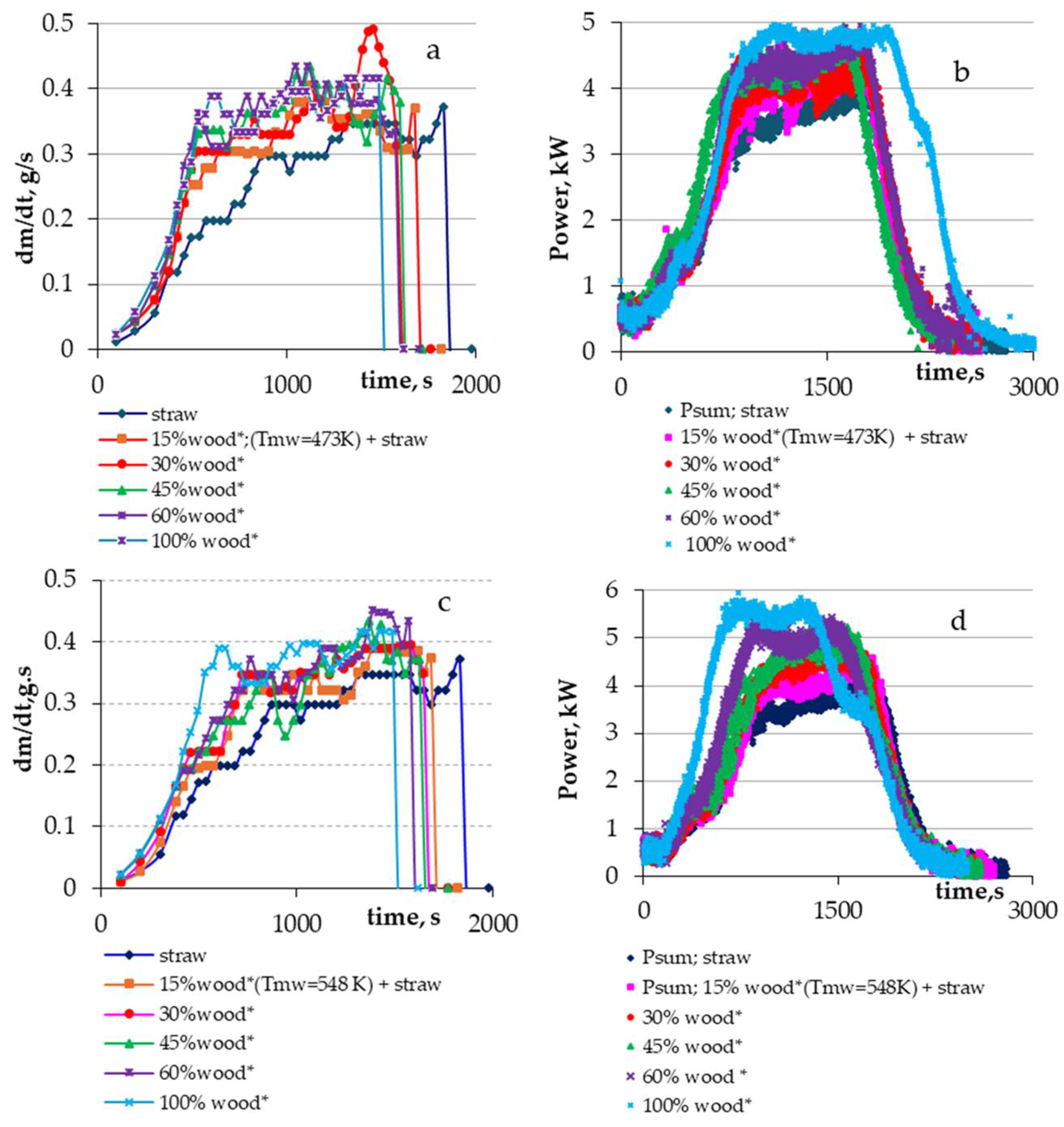
3.3. The Effect of Additives of MW-Pretreated Wood (w*) to Raw Straw (s) Pellets on the Processes of Thermal Decomposition and Thermochemical Conversion in the Selectively Activated Mixture w* + s
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| MW | microwave |
| Pt/Pt/Rh | Platinum/Platinum/Rhodium (thermocouple) |
| Tmw | microwave pretreatment temperature, K |
| L/D | length against diameter |
| HHV | Higher heating value |
| LHV | Lower heating value |
| s | straw pellets |
| s* | microwave-pretreated straw pellets |
| w | wood pellets |
| w* | microwave-pretreated wood pellets |
| ∆H | heat (enthalpy) of reaction, kJ/mol |
| dm/dt | weight loss rate, g/s |
| α | air to fuel ratio |
| k | reaction rate constant, s−1 |
| A | frequency factor, s−1 |
| R | gas constant, 8.3145 J/K mol |
| Ea | activation energy, kJ/mol |
| T | temperature, K |
| Vit | final quantity of volatile matter for generic species i, mol |
| C0, C* | mass fraction of raw and MW pretreated pellets in the blend |
| (dmdt)* | weight loss rate of MW pretreated wheat straw or wood pellets, g/s |
| (dmdt)0 | weight loss rate of MW pretreated wheat straw or wood pellets, g/s |
References
- European Commission. Directorate-General for Energy, Report from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions State of the Energy Union Report 2023 (Pursuant to Regulation (eu) 2018/1999 on the Governance of the Energy Union and Climate Action), COM/2023/650 Final. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A52023DC0650 (accessed on 7 July 2025).
- Directive (EU) 2023/2413 of the European Parliament and of the Council of 18 October 2023 Amending Directive (EU) 2018/2001, Regulation (EU) 2018/1999 and Directive 98/70/EC as Regards the Promotion of Energy from Renewable Sources, and Repealing Council Directive (EU) 2015/652. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A32023L2413&qid=1699364355105 (accessed on 7 July 2025).
- Renewables 2024. Analysis and Forecasts to 2030, IEA’s Annual Renewable Market Report, Bioenergy—IEA. 2024. Available online: https://www.iea.org/reports/renewables-202 (accessed on 7 July 2025).
- Vassilev, S.V.; Baxter, D.; Andersen, L.K.; Vassileva, C.G. An overview of the chemical composition of biomass. Fuel 2010, 89, 913–933. [Google Scholar] [CrossRef]
- Stasiak, M.; Molenda, M.; Bańda, M.; Joanna Wiącek, J.; Parafiniuk, P.; Gondek, E. Mechanical and combustion properties of sawdust—Straw pellets blended in different proportions. Fuel Process. Technol. 2017, 156, 166–375. [Google Scholar] [CrossRef]
- Pegoretti, H.J.; de Souza, L.; Arantes, M.D.C.; Vidaurre, G.B.; Andrade, C.R.; Carneiro, A.C.O.; Pegoretti, D.; Protásio, T.P. Pelletization of eucalyptus wood and coffee growing wastes: Strategies for biomass valorization and sustainable bioenergy production. Renew. Energy 2020, 149, 128–140. [Google Scholar]
- Barmina, I.; Valdmanis, R.; Zake, M. Wheat straw combustion and co-firing for clean heat energy production, CHISA-2016. Chem. Eng. Trans. 2016, 52, 919–924. [Google Scholar]
- Barmina, I.; Valdmanis, R.; Zake, M. The effects of biomass co-gasification and co-firing on the development of combustion dynamics. Energy 2018, 146, 4–12. [Google Scholar] [CrossRef]
- Huang, Y.-F.; Chiueh, P.-T.; Lo, S.-L. Review on microwave pyrolysis of lignocellulosic biomass. Sustain. Environ. Res. 2016, 26, 103–109. [Google Scholar] [CrossRef]
- Mitani, T. Recent progress on microwave pre-processing of biomass for bioenergy production. J. Jpn. Pet. Inst. 2018, 61, 113–120. [Google Scholar] [CrossRef]
- Li, B.; Fan, X.; Yu, S.; Xia, H.; Nong, Y.; Bian, J.; Sun, M.; Zi, W. Microwave heating of biomass waste residues for sustainable bioenergy and biomass materials preparation: A parametric simulation study. Energy 2023, 274, 127347. [Google Scholar] [CrossRef]
- Keshwani, D.R. Microwave Pretreatment of Switchgrass for Bioethanol Production. Doctoral Thesis, North Carolina State University, Raleigh, NC, USA, 2009. Available online: https://repository.lib.ncsu.edu/items/97fe9b6b-d687-44f5-bf0e-0e631b5fafa2 (accessed on 7 July 2025).
- Lanigan, B. Microwave Processing of Lignocellulosic Biomass for Production of Fuels. Doctoral Thesis, University of York, Heslington, UK, 2010. Available online: https://etheses.whiterose.ac.uk/id/eprint/1237/1/B_Lanigan.pdf (accessed on 7 July 2025).
- Lanigan, B.; Budarin, V.; Clark, J.; Shuttleworth, P.; Deswarte, F.; Wilson, A. Microwave processing as a green and energy efficient technology of energy and chemicals from biomass and energy crops. Asp. Appl. Biol. 2008, 90, 277–282. [Google Scholar]
- Hoang, A.T.; Nižetić, S.; Ong, H.C.; Mofijur, M.; Ahmed, S.F.; Ashok, B.; Bui, V.T.V.; Chau, M.Q. Insight into the recent advances of microwave pretreatment technologies for the conversion of lignocellulosic biomass into sustainable biofuel. Chemosphere 2021, 281, 130878. [Google Scholar] [CrossRef]
- Aguilar-Reynosa, A.; Romaní, A.; Rodríguez-Jasso, R.M.; Aguilar, C.N.; Garrote, G.; Ruiz, H.A. Microwave heating processing as alternative of pretreatment in second-generation biorefinery: An overview. Energy Convers. Manag. 2017, 136, 50–65. [Google Scholar] [CrossRef]
- Lozano Pérez, A.S.; Lozada Castro, J.J.; Guerrero Fajardo, C.A. Application of Microwave Energy to Biomass: A Comprehensive Review of Microwave-Assisted Technologies, Optimization Parameters, and the Strengths and Weaknesses. J. Manuf. Mater. Process 2024, 8, 121. [Google Scholar] [CrossRef]
- García-Cubero, M.T.; del Amo-Mateos, E.; Fernández-Delgado, M.; López-Linares, J.C.; Coca, M.; Lucas, S. Microwave-Assisted Pretreatment of Lignocellulosic Residues. In Handbook of Biorefinery Research and Technology: Biomass Logistics to Saccharification; Springer: Berlin/Heidelberg, Germany, 2024; pp. 379–402. [Google Scholar]
- Goldšteins, L.; Valdmanis, R.; Zaķe, M.; Arshanitsa, A.; Andersone, A. Thermal Decomposition and Combustion of Microwave Pre-Treated Biomass Pellets. Processes 2021, 9, 492. [Google Scholar] [CrossRef]
- Goldsteins, L.; Dzenis, M.; Valdmanis, R.; Zake, M.; Arshanitsa, A. Thermo-chemical conversion of microwave selectively pre-treated biomass blends, Energies special issue “Renewable Energy from Solid Waste”. Energies 2022, 15, 755. [Google Scholar] [CrossRef]
- Goldsteins, L.; Dzenis, M.G.; Šints, V.; Valdmanis, R.; Zake, M.; Arshanitsa, A. Microwave pre-treatment and blending of biomass pellets for sustainable use of local energy resources in energy production. Energies 2022, 15, 3347. [Google Scholar] [CrossRef]
- Tian, B.; Wang, J.; Qiao, Y.; Huang, H.; Xu, L.; Tian, Y. Understanding the pyrolysis synergy of biomass and coal blends based on volatile release, kinetics and char structure. Biomass Bioenergy 2023, 168, 106637. [Google Scholar] [CrossRef]
- Wu, Z.; Zhang, J.; Zhang, B.; Guo, W.; Yang, G.; Yang, B. Synergistic effects from co-pyrolysis of lignocellulosic biomass main component with low-rank coal: Online and offline analysis on products distribution and kinetic characteristics. Appl. Energy 2020, 276, 115461. [Google Scholar] [CrossRef]
- Esso, S.B.E.; Xiong, Z.; Chaiwat, W.; Kamara, M.F.; Longfei, X.; Xu, J.; Ebako, J.; Jiang, L.; Su, S.; Hu, S.; et al. Review on synergistic effects during co-pyrolysis of biomass and plastic waste: Significance of operating conditions and interaction mechanism. Biomass Bioenergy 2022, 159, 106415. [Google Scholar]
- Larina, O.M.; Sinelshchikov, V.A.; Sytchev, G.A. Investigation of combustion characteristics of mixed fuel of biomass and coal sludge. Chem. Eng. Trans. 2020, 80, 205–210. [Google Scholar]
- Arshanitsa, A.; Akishin, Y.; Zile, E.; Dizhbite, T.; Solodovnik, V.; Telysheva, G. Microwave treatment combined with conventional heating of plant biomass pellets in a rotated reactor as a high-rate process for solid biofuel manufacture. Renew. Energy 2016, 91, 386–396. [Google Scholar] [CrossRef]
- LVS EN 15104:2011; Solid Biofuels—Determination of Total Content of Carbon, Hydrogen and Nitrogen—Instrumental Methods. Available online: https://www.lvs.lv/products/30062 (accessed on 7 July 2025).
- Arshanitsa, A.; Andersone, A.; Telysheva, G. Non-isothermal thermal analysis of different originated lignocellulosic biomass, non-treated and torrefied by microwave treatment. In Proceedings of the 20th International Scientific Conference “Engineering for Rural Development”, Jelgava, Latvia, 26–28 May 2021; pp. 424–430. [Google Scholar] [CrossRef]
- Bhagavatula, A. Thermo-Chemical Conversion of Coal-Biomass Blends: Kinetics Modeling of Pyrolysis, Moving Bed Gasification and Stable Carbon Isotope Analysis. Theses and Dissertations—Chemical and Materials Engineering. 43. 2014. Available online: https://uknowledge.uky.edu/cme_etds/43 (accessed on 7 July 2025).
- Anthony, D.B.; Howard, J.B. Coal Devolatilization and Hydrogasification. AIChE 1976, 22, 625–656. [Google Scholar] [CrossRef]
- Biagini, L.F.E.; Petarca, L.; Tognotti, L. Devolatilization Rate of Biomasses and Coal-Biomass Blends: An Experimental Investigation. Fuel 2002, 81, 1041–1050. [Google Scholar] [CrossRef]
- Yang, H.; Yan, R.; Chen, H.; Lee, D.H.; Zheng, C. Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 2007, 86, 1781–1788. [Google Scholar] [CrossRef]
- Wang, S.; Dai, G.; Yang, H.; Luo, Z. Lignocellulosic biomass pyrolysis mechanism: A state-of-art review. Prog. Energy Combust. Sci. 2017, 62, 33–86. [Google Scholar] [CrossRef]
- Arshanitsa, A.; Ponomarenko, J.; Andersone, A.; Telysheva, G.; Zaķe, M. Characteristics of the Main- and side-streams products of microwave assisted torrefaction of lignocellulosic biomass of different origination. Energies 2022, 15, 1857. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Valdmanis, R.; Zake, M. Selective Microwave Pretreatment of Biomass Mixtures for Sustainable Energy Production. Energies 2025, 18, 3677. https://doi.org/10.3390/en18143677
Valdmanis R, Zake M. Selective Microwave Pretreatment of Biomass Mixtures for Sustainable Energy Production. Energies. 2025; 18(14):3677. https://doi.org/10.3390/en18143677
Chicago/Turabian StyleValdmanis, Raimonds, and Maija Zake. 2025. "Selective Microwave Pretreatment of Biomass Mixtures for Sustainable Energy Production" Energies 18, no. 14: 3677. https://doi.org/10.3390/en18143677
APA StyleValdmanis, R., & Zake, M. (2025). Selective Microwave Pretreatment of Biomass Mixtures for Sustainable Energy Production. Energies, 18(14), 3677. https://doi.org/10.3390/en18143677