

Mathematical Modeling Study of Pressure Loss in the Flow Channels of Additive Manufacturing Aviation Hydraulic Valves


Abstract
1. Introduction
2. Flow Channel Pressure Loss Analysis and Mathematical Model
2.1. Research Object
2.2. Pressure Loss Analysis along the Channel Path

2.3. Mathematical Model of Pressure Loss in Curved Flow Channels
3. Experiments
3.1. Selection of Key Parameters of Flow Channels and Simulation
3.2. Flow Channels Pressure Loss Test
4. Results and Discussion
4.1. Relationship between Design Parameters of Flow Channels and Pressure Loss
4.2. Relationship between Design Parameters of Flow Channels and Pressure Loss
4.3. Pressure Loss Test Results
5. Conclusions
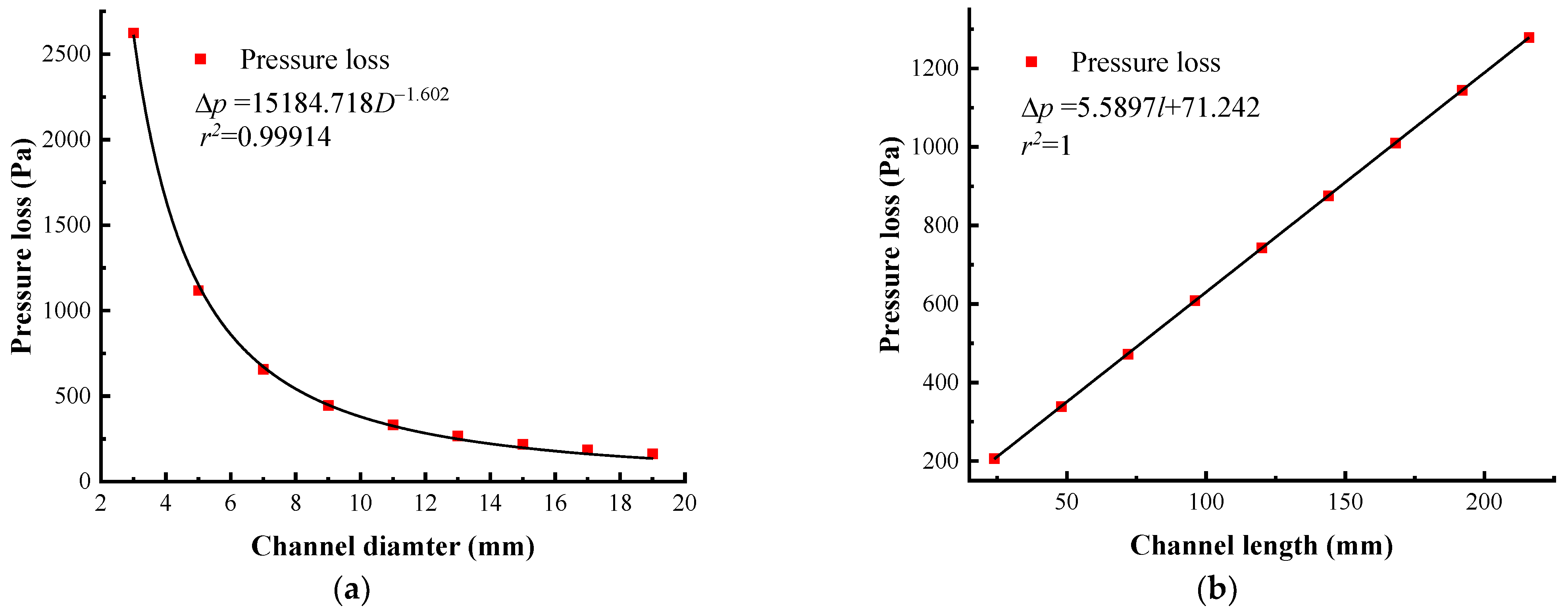
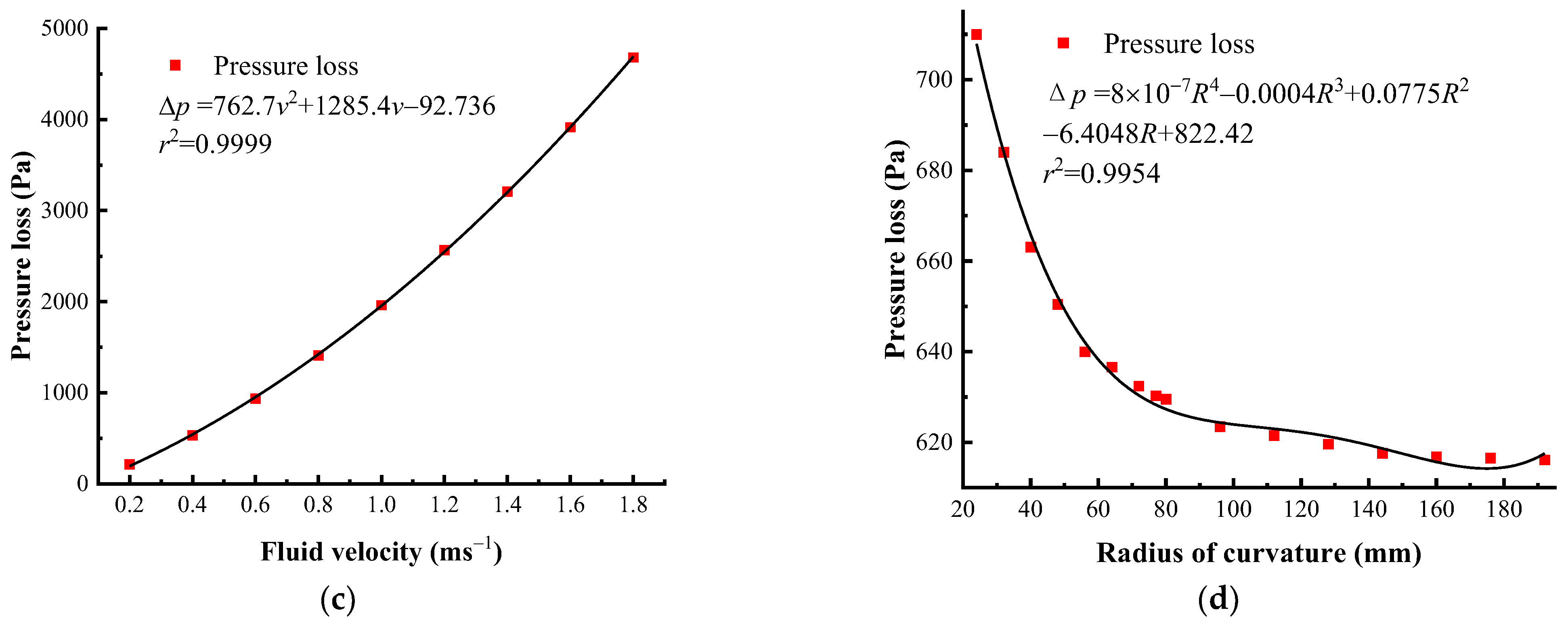
- Within the range of the hydraulic valve flow channel size, the relationship between the flow channel diameter and the pressure loss was a quadratic function, and the pressure loss decreased with the increase in the flow channel diameter. The relationship between the length of the flow channel and the pressure loss was a linear function, and the pressure loss increased with the increase in the length of the flow channel. The relationship between fluid velocity and pressure loss was a quadratic function, and the pressure loss increased with the increase in fluid velocity. The relationship between the curvature radius and the pressure loss was a quadratic function, and the pressure loss decreased with the increase in the curvature radius. If R/D > 11, the change in the curvature radius had little effect on the pressure loss.
- The fluid velocity had the greatest effect on the pressure loss in curved flow channels, followed by the flow channel diameter and flow channel length, and the flow channel curvature radius had the least effect on the pressure loss.
- The mathematical model of pressure loss developed based on CFD simulation results and multiple regression analysis can be applied in the prediction of pressure loss at the stage of aviation hydraulic flow channels’ structural design.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A
References
- Campbell, I.; Bourell, D.; Gibson, I. Additive manufacturing: Rapid prototyping comes of age. Rapid Prototyp. J. 2012, 18, 255–258. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, J.H.; Xu, B. Structure optimization for passages in hydraulic manifolds using metal additive manufacturing technology. In Proceedings of the 2019 IEEE 8th International Conference on Fluid Power and Mechatronics, Wuhan, China, 10–13 April 2019. [Google Scholar]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Yang, S.; Zhao, Y.F. Additive manufacturing-enabled design theory and methodology: A critical review. Int. J. Adv. Manuf. Technol. 2015, 80, 27–342. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B. Design for additive manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- Pavel, R.; Leonid, R.; Ivan, S. Analysis of hydraulic units manufactured by powder bed fusion. In Proceedings of the 2018 Global Fluid Power Society PHD Symposium, Samara, Russia, 18–20 July 2018. [Google Scholar]
- Paolini, A.; Kollmannsberger, S.; Rank, E. Additive manufacturing in construction: A review on processes, applications, and digital planning methods. Addit. Manuf. 2019, 30, 100894. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Oh, Y.; Zhou, C.; Behdad, S. Part decomposition and assembly-based (Re) design for additive manufacturing: A review. Addit. Manuf. 2018, 22, 230–242. [Google Scholar] [CrossRef]
- Chen, L.; He, Y.; Yang, Y.X.; Niu, S.W.; Ren, H.T. The research status and development trend of additive manufacturing technology. Int. J. Adv. Manuf. Technol. 2017, 89, 3651–3660. [Google Scholar] [CrossRef]
- Gisario, A.; Kazarian, M.; Martina, F.; Mehrpouya, M. Metal additive manufacturing in the commercial aviation industry: A review. J. Manuf. Syst. 2019, 53, 124–149. [Google Scholar] [CrossRef]
- Fasel, U.; Keidel, D.; Baumann, L.; Cavolina, G.; Eichenhofer, M.; Ermanni, P. Composite additive manufacturing of morphing aerospace structures. Manuf. Lett. 2020, 23, 85–88. [Google Scholar] [CrossRef]
- Segonds, F. Design by additive nanufacturing: An application in aeronautics and defence. Virtual Phys. Prototyp. 2018, 13, 237–245. [Google Scholar] [CrossRef]
- Joyee, E.B.; Pan, Y.Y. Additive manufacturing of multi-material soft robot for on-demand drug delivery applications. J. Manuf. Process. 2020, 56, 1178–1184. [Google Scholar] [CrossRef]
- Culmone, C.; Smit, G.; Breedveld, P. Additive manufacturing of medical instruments: A state-of-the-art review. Addit. Manuf. 2019, 27, 461–473. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, S.; Li, J.; Zhu, Y.; Peng, T.; Yang, H.Y. Additive manufacturing of products with functional fluid channels: A review. Addit. Manuf. 2020, 36, 1101490. [Google Scholar] [CrossRef]
- Biedermann, M.; Beutler, P.; Mirko, M. Automated design of additive manufactured flow components with consideration of overhang constraint. Addit. Manuf. 2021, 46, 102119. [Google Scholar] [CrossRef]
- Schmelzle, J.; Kline, E.V.; Dickman, C.J.; Reutzel, E.W.; Jones, G.; Simpson, T.W. (Re)Designing for part consolidation: Understanding the challenges of metal additive manufacturing. J. Mech. Des. 2015, 137, 111404. [Google Scholar] [CrossRef]
- Diegel, O.; Schutte, J.; Ferreira, A.; Chan, Y.L. Design for additive manufacturing process for a lightweight hydraulic manifold. Addit. Manuf. 2020, 36, 101446. [Google Scholar] [CrossRef]
- Chekurov, S.; Lantela, T. Selective laser melted digital hydraulic valve system. 3D Print. Addit. Manuf. 2017, 4, 215–221. [Google Scholar] [CrossRef]
- Aiman, A.A.; Calzone, F.; Muzzupappa, M. Hydraulic manifold design via additive manufacturing optimized with CFD and fluid structure interaction simulations. Rapid Prototyp. J. 2018, 25, 1516–1524. [Google Scholar]
- Cooper, D.E.; Stanford, M.; Kibble, K.A.; Gibbons, G.J. Additive manufacturing for product improvement at Red Bull Technology. Mater. Des. 2012, 41, 226–230. [Google Scholar] [CrossRef]
- Zardin, B.; Cillo, G.; Rinaldini, C.A.; Mattarelli, E.; Borghi, M. Pressure losses in hydraulic manifolds. Energies 2017, 10, 310. [Google Scholar] [CrossRef]
- Zardin, B.; Cillo, G.; Borghi, M.; D’Adamo, A.; Fontanesi, S. Pressure losses in multiple-elbow paths and in V-bends of hydraulic manifolds. Energies 2017, 10, 788. [Google Scholar] [CrossRef]
- Zhang, J.H.; Liu, G.; Ding, R.Q.; Zhang, K.; Pan, M.; Liu, S.H. 3D printing for energy-saving: Evidence from hydraulic manifolds design. Energies 2019, 12, 2462. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, X.X.; Sun, H.S.; Chen, M.J.; Lu, X.Y.; Wang, Y.C.; Liu, X.T. Pressure of newtonian fluid flow through curved pipes and elbows. J. Therm. Sci. 2013, 22, 372–376. [Google Scholar] [CrossRef]
- Da Silva, R.P.P.; Mortean, M.V.V.; de Paiva, K.V.; Beckedorff, L.E.; Oliveira, J.L.G.; Brandao, F.G.; Monteiro, A.S.; Carvalho, C.S.; Oliveira, H.R.; Borges, D.G.; et al. Thermal and hydrodynamic analysis of a compact heat exchanger produced by additive manufacturing. Appl. Therm. Eng. 2021, 193, 116973. [Google Scholar] [CrossRef]
- Tang, W.B.; Xu, G.S.; Zhang, S.J.; Jin, S.F.; Wang, R.X. Digital Twin-Driven Mating Performance Analysis for Precision Spool Valve. Machines 2021, 9, 157. [Google Scholar] [CrossRef]
- Li, D.F.; Dai, N.; Wang, H.T. Optimization design of hydraulic valve block and its internal flow channel based on additive manufacturing. Trans. Nanjing Univ. Aeronaut. Astronaut. 2021, 38, 373–382. [Google Scholar]
- Li, A.H.; Lan, Q.Q.; Dong, D.S.; Liu, Z.; Li, Z.Z.; Bian, Y.M. Integrated design and process analysis of a blow molding turbo-charged pipe. Int. J. Adv. Manuf. Technol. 2014, 73, 63–72. [Google Scholar] [CrossRef]
- Asztalos, Z.; Szava, I.; Vlase, S.; Szava, R.I. Modern dimensional analysis involved in polymers additive manufacturing optimization. Polymers 2022, 14, 3995. [Google Scholar] [CrossRef]
- Chen, X.D.; Nie, G.J.; Wu, Z.M. Global buckling and wrinkling of variable angle tow composite sandwich plates by a modified extended high-order sandwich plate theory. Compos. Struct. 2022, 292, 115639. [Google Scholar] [CrossRef]
- Favero, G.; Berti, G.; Bonesso, M.; Morrone, D.; Oriolo, S.; Rebesan, P.; Dima, R.; Gregori, P.; Pepato, A.; Scanavini, A.; et al. Experimental and numerical analyses of fluid flow inside additively manufactured and smoothed cooling channels. Int. Commun. Heat Mass 2022, 135, 106128. [Google Scholar] [CrossRef]
- Gong, G.H.; Ye, J.J.; Chi, Y.M.; Zhao, Z.H.; Wang, Z.F.; Xia, G.; Du, X.Y.; Tian, H.F.; Yu, H.J.; Chen, C.Z. Research status of laser additive manufacturing for metal: A review. J. Mater. Res. Technol. 2021, 15, 855–884. [Google Scholar] [CrossRef]
- Favero, G.; Bonesso, M.; Rebesan, P.; Dima, R.; Pepato, A.; Mancin, S. Additive manufacturing for thermal management applications: From experimental results to numerical modeling. Int. J. Thermofluids 2021, 10, 100091. [Google Scholar] [CrossRef]
- Farwaha, H.S.; Deepak, D.; Brar, G.S. Design and performance of ultrasonic assisted magnetic abrasive finishing combined with electrolytic process set up for machining and finishing of 316L stainless steel. Mater. Today 2020, 33, 1626–1631. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mesh Size (mm) | Number of Mesh Elements | Pressure Loss (Pa) |
|---|---|---|
| 0.1 | 9,613,000 | 1497.8 |
| 0.2 | 1,460,500 | 1497.4 |
| 0.3 | 494,505 | 1469.3 |
| 0.4 | 224,750 | 1413.4 |
| Symbols | Parameters | Levels | Units | |||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |||
| l | Flow channel length | 70 | 100 | 130 | 160 | mm |
| v | Fluid velocity | 0.5 | 1.5 | 2.5 | 3.5 | ms−1 |
| R | Curvature radius | 40 | 60 | 80 | 100 | mm |
| D | Flow channel diameter | 6 | 9 | 12 | 15 | mm |
| Experiment Number | v (ms−1) | R (mm) | D (mm) | Empty | Pressure Loss (Pa) | |
|---|---|---|---|---|---|---|
| 1 | 70 | 1.5 | 80 | 12 | 2 | 1262.7 |
| 2 | 100 | 3.5 | 40 | 9 | 2 | 7449.8 |
| 3 | 130 | 3.5 | 80 | 15 | 3 | 5076.8 |
| 4 | 160 | 1.5 | 40 | 6 | 3 | 6355.1 |
| 5 | 70 | 2.5 | 40 | 15 | 4 | 2336.4 |
| 6 | 100 | 0.5 | 80 | 6 | 4 | 981.1 |
| 7 | 130 | 0.5 | 40 | 12 | 1 | 504.2 |
| 8 | 160 | 2.5 | 80 | 9 | 1 | 6917.1 |
| 9 | 70 | 0.5 | 100 | 9 | 3 | 385.8 |
| 10 | 100 | 2.5 | 60 | 12 | 3 | 4584.8 |
| 11 | 130 | 2.5 | 100 | 6 | 2 | 9002 |
| 12 | 160 | 0.5 | 60 | 15 | 2 | 431.5 |
| 13 | 70 | 3.5 | 60 | 6 | 1 | 7838.9 |
| 14 | 100 | 1.5 | 100 | 15 | 1 | 1267.8 |
| 15 | 130 | 1.5 | 60 | 9 | 4 | 3073.3 |
| 16 | 160 | 3.5 | 100 | 12 | 4 | 7386.1 |
| Sample Number | v (ms−1) | R (mm) | D (mm) | |
|---|---|---|---|---|
| 1 | 100 | 2.5 | 80 | 9 |
| 2 | 160 | 2.5 | 100 | 12 |
| 3 | 70 | 3.5 | 60 | 12 |
| 4 | 130 | 1.5 | 80 | 12 |
| 5 | 70 | 1.5 | 100 | 9 |
| 6 | 100 | 3.5 | 100 | 6 |
| 7 | 100 | 1.5 | 60 | 15 |
| 8 | 160 | 3.5 | 80 | 15 |
| v | R | D | Empty | ||
|---|---|---|---|---|---|
| K1 | 2955.95 | 575.65 | 4161.375 | 6044.275 | 4132 |
| K2 | 3570.875 | 2989.725 | 3982.125 | 4456.5 | 4536.5 |
| K3 | 4414.075 | 5710.075 | 3559.425 | 3434.45 | 4100.625 |
| K4 | 5272.45 | 6937.9 | 4510.425 | 2278.125 | 3444.225 |
| Range | 2316.5 | 6362.25 | 951 | 3766.15 | 1092.275 |
| Rank | 3 | 1 | 5 | 2 | 4 |
| Experiment Number | v (ms−1) | R (mm) | D (mm) | Simulation | Calculation | Error | |
|---|---|---|---|---|---|---|---|
| Pressure Loss (Pa) | Pressure Loss (Pa) | (%) | |||||
| 1 | 100 | 2.5 | 80 | 9 | 4504.1 | 4589.5 | 1.89 |
| 2 | 160 | 0.5 | 60 | 9 | 1213.2 | 11642.5 | 35.38 |
| 3 | 160 | 2.5 | 100 | 12 | 4786.8 | 5110.8 | 6.76 |
| 4 | 100 | 0.5 | 40 | 12 | 408.6 | 455.5 | 11.47 |
| 5 | 130 | 0.5 | 100 | 15 | 388.2 | 442.7 | 14.03 |
| 6 | 70 | 2.5 | 40 | 15 | 1840.1 | 1840.4 | 0.016 |
| 7 | 70 | 0.5 | 80 | 6 | 807.6 | 1136.8 | 40.76 |
| 8 | 130 | 2.5 | 60 | 6 | 8361.9 | 8590.7 | 2.73 |
| 9 | 70 | 3.5 | 60 | 12 | 4134.3 | 4063.1 | 1.72 |
| 10 | 130 | 1.5 | 80 | 12 | 2072.3 | 2259.5 | 9.03 |
| 11 | 130 | 3.5 | 40 | 9 | 8713.1 | 8830.7 | 1.34 |
| 12 | 70 | 1.5 | 100 | 9 | 1659.6 | 1780.6 | 7.29 |
| 13 | 160 | 1.5 | 40 | 6 | 5964.2 | 5993.9 | 0.49 |
| 14 | 100 | 3.5 | 100 | 6 | 10,534.9 | 10,685.4 | 1.42 |
| 15 | 100 | 1.5 | 60 | 15 | 1348.6 | 1224.3 | 9.21 |
| 16 | 160 | 3.5 | 80 | 15 | 6019.1 | 6350.7 | 5.5 |
| Sample Number | Calculation Results (Pa) | Test Results (Pa) | Error (%) |
|---|---|---|---|
| 1 | 4589.45 | 4851 | 5.69 |
| 2 | 5110.84 | 4992.5 | 2.31 |
| 3 | 4063.09 | 4223 | 8.85 |
| 4 | 2259.5 | 1147.7 | 0.52 |
| 5 | 1780.62 | 1855 | 4.12 |
| 6 | 10,685.4 | 10,214.4 | 4.4 |
| 7 | 1224.32 | 1473.1 | 20.31 |
| 8 | 6350.7 | 6244.6 | 1.67 |
| Fluid Velocity (ms−1) | Calculation Results (Pa) | Test Results (Pa) | Error (%) | Calculation Results (Pa) | Test Results (Pa) | Error (%) | Calculation Results (Pa) | Test Results (Pa) | Error (%) | Calculation Results (Pa) | Test Results (Pa) | Error (%) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.5 | 1685.91 | 1875.2 | 11.22 | 496.55 | 508.3 | 2.36 | 1054.29 | 1189.3 | 12.81 | 196.12 | 321.5 | 63.93 |
| 0.75 | 2194.43 | 2430.7 | 10.76 | 780.78 | 823.7 | 5.49 | 1443.71 | 1514.3 | 4.89 | 423.7 | 542.7 | 28.08 |
| 1 | 2746.85 | 2928.1 | 6.59 | 1089.55 | 1164 | 6.83 | 1866.73 | 1987.3 | 6.45 | 670.92 | 745 | 11.04 |
| 1.25 | 3343.17 | 3566.6 | 6.68 | 1422.86 | 1508.7 | 6.03 | 2323.38 | 2417.3 | 4.04 | 937.79 | 1023.2 | 9.1 |
| 1.5 | 3983.39 | 4002.3 | 0.47 | 1780.70 | 1855.3 | 4.18 | 2813.64 | 2948.9 | 4.8 | 1224.31 | 1324 | 8.14 |
| 1.75 | 4667.51 | 4757.4 | 1.92 | 2163.08 | 2282.4 | 5.51 | 3337.52 | 3482.2 | 4.33 | 1530.47 | 1685.4 | 10.12 |
| 2 | 5395.52 | 5302.2 | 1.72 | 2570 | 2688.1 | 4.59 | 3895.01 | 3979.1 | 2.16 | 1856.27 | 1976.5 | 6.47 |
| 2.25 | 6167.43 | 6216.8 | 0.8 | 3001.45 | 3122 | 4.01 | 4486.12 | 4601.2 | 2.56 | 2201.73 | 2342.1 | 6.37 |
| 2.5 | 6983.25 | 6859.1 | 1.77 | 3457.44 | 3557.2 | 2.88 | 5110.84 | 4992.4 | 2.31 | 2566.82 | 2741.3 | 6.79 |
| No. 6 sample D = 6 mm | No. 5 sample D = 9 mm | No. 2 sample D = 12 mm | No. 7 sample D = 15 mm | |||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, D.; Dai, N.; Wang, H.; Zhang, F. Mathematical Modeling Study of Pressure Loss in the Flow Channels of Additive Manufacturing Aviation Hydraulic Valves. Energies 2023, 16, 1788. https://doi.org/10.3390/en16041788
Li D, Dai N, Wang H, Zhang F. Mathematical Modeling Study of Pressure Loss in the Flow Channels of Additive Manufacturing Aviation Hydraulic Valves. Energies. 2023; 16(4):1788. https://doi.org/10.3390/en16041788
Chicago/Turabian StyleLi, Dongfei, Ning Dai, Hongtao Wang, and Fujun Zhang. 2023. "Mathematical Modeling Study of Pressure Loss in the Flow Channels of Additive Manufacturing Aviation Hydraulic Valves" Energies 16, no. 4: 1788. https://doi.org/10.3390/en16041788
APA StyleLi, D., Dai, N., Wang, H., & Zhang, F. (2023). Mathematical Modeling Study of Pressure Loss in the Flow Channels of Additive Manufacturing Aviation Hydraulic Valves. Energies, 16(4), 1788. https://doi.org/10.3390/en16041788