Abstract
Chemical recycling is considered one of the most sustainable solutions to limit the environmental issues related to plastic waste pollution, whereby plastic is converted into more valuable compounds when mechanical recycling is not feasible. Among the most critical fast-growing components of municipal solid waste, polystyrene represents 1/3 of the filling materials in landfills. In this work, the chemical recycling of polystyrene via two main thermochemical processes is investigated: pyrolysis and hydrothermal liquefaction (HTL). The influence of temperature (HTL: 300–360 °C and pyrolysis: 400–600 °C) and reaction time (HTL: 1–4 h; pyrolysis: 30 min) on the products obtained was studied. The obtained liquid and solid products were analyzed by using gas chromatography-mass spectrometry (GC-MS), an elemental analysis (EA), Fourier-transform infrared spectroscopy (FT-IR) and a thermogravimetric analysis (TGA). During HTL, a temperature of 360 °C and reaction time of 4 h were needed to completely decompose the polystyrene into mainly oil (83%) and water-soluble compounds (10%). The former was mainly composed of aromatics while the water phase was mainly composed of aromatics and oxygenated compounds (benzaldehyde and acetophenone). The pyrolysis led to the formation of 45% gas and 55% oil at 500 °C, and the oil was 40% styrene. Pyrolysis was thus more selective towards the recovery of the styrene monomer while the HTL can be an effective process to produce renewable aromatics.
1. Introduction
In the last few decades, the production and use of polymers to formulate plastic materials has incredibly increased. Each day, new applications of these materials are proposed thanks to their peculiar characteristics that make them remarkably versatile [1,2]. Due to the enormous diffusion of the use of polymers, the fate of their disposal is becoming one of the most urgent issues to be addressed. Recent trends show that growing plastic waste generation is expected to reach 150 million tons by 2050 [3,4]. To date, mechanical recycling (secondary recycling) is one of the most used methods to recover plastics; however, this treatment is not suitable for all polymers, and it does not allow for a 100% recovery. Therefore, incineration and landfilling are the final destinations of more than 60% of postconsumer plastics [5,6]. The development and design of new processes to completely recover the polymers that cannot be mechanically recycled becomes fundamental. Since most of the polymers are mainly composed of H and C with negligible amounts of ash and oxygen, chemical recycling (tertiary recycling) is a valuable alternative not only to reduce the environmental impact of their disposal but also to contribute towards a circular economy that recovers energy or produces value-added products, which can be used as a fuel or as feedstock to produce chemicals or other polymers [7,8]. Thermochemical processes are the most suitable processes for the decomposition of polymers; among them, hydrothermal liquefaction (HTL) and pyrolysis are the most interesting for the conversion of the polymers into liquid products [9]. Pyrolysis occurs at an ambient pressure and high temperature (400–700 °C) under an inert atmosphere and converts organic matter into a high energy-dense oil, along with some gases and solid products which can be burned to recover some energy [10]. Hydrothermal liquefaction takes place at a medium temperature (280–450 °C) and high pressure (7–30 MPa) in the presence of sub-/supercritical water, which rapidly changes its physicochemical properties (low dielectric constant, dynamic viscosity and ionic strength) enhancing the solubility of the hydrocarbons in water [11]. Furthermore, the decrease in its ionic product makes the water that is active in hydrolysis reactions an acid/base catalyst for the breakage of polymer chains [12]. Products of HTL are (1) an oil phase; (2) an aqueous phase that typically contains molecules with heteroatoms such as chlorine, bromine, nitrogen, phosphorus and oxygen; and (3) a solid phase composed of char and inorganic compounds (metal and oxides).
Both processes lead to the production of a highly viscous energy-dense liquid with a high calorific value (HHV), which is often referred to as plastic crude oil; however, HTL offers considerable advantages such as needing a lower temperature and a high carbon efficiency (biocrude yields are higher than 80%), with the resulting crude containing 5 to 15% oxygen and a calorific value (44–45 MJ/kg) similar to conventional petroleum fuels (43.4 MJ/kg). Several researchers have already studied the thermal degradation of individual plastic wastes (nylon, polystyrene, polypropylene and polyethylene) into value-added compounds and crude oil [13,14,15,16,17]. The yields and characteristics of the end products depend on the process conditions (the temperature, feed residence time, type of carrier gas and its flow rate) and on the feedstock type used [8,10,18,19].
From a technoeconomic perspective, HTL appears to be competitive, although there are many key factors influencing the process costs. A comparison between the costs of the transportation fuels produced by HTL and pyrolysis was conducted by Rahman et al. [20]. They considered HTL, fast pyrolysis and intermediate pyrolysis processes for the production of transportation fuels feeding 2000 dry t d−1 of municipal solid waste (MSW); the results showed that HTL was the most competitive process, with a final cost of jet fuel of 0.72 $/L compared to a cost of 0.85 $/L for the jet fuel produced by fast pyrolysis. Studies on the technoeconomic analysis of plastic waste to liquid fuels processes are rare in the literature. Okoro et al. [4] investigated the potential of waste plastic utilization as a feedstock for the production of liquid fuels by means of the fermentation of syngas and HTL. They developed an Aspen Plus process model based on extensive experimental data and reported the results in the form of the internal rate of return (IRR) index. They calculated an IRR of 51.3% when HTL was used for the production of gasoline compared to an IRR of 22.2% when syngas was used for fermentative processes to obtain gasoline. Larrain et al. [21] estimated that the minimum productivity of a plastic waste pyrolysis plant must be around 80,000 t/y to achieve an IRR of at least 15%, i.e., to be economically sustainable. However, the pyrolysis processes are limited in scale by the need for the external heating of the waste material. This means that the construction of these facilities with a capacity higher than about 1 t/h (≈8000 t/y) per individual process unit is difficult and cost consuming due to the need for the construction of several units running in parallel in higher capacity plants [22].
Polystyrene (PS) is extensively consumed worldwide, making its recycling fundamental to contain environmental issues. Due to the very low density of this polymer, almost 1/3 of the world’s landfills are filled with polystyrene [23]. The chemical recycling of polystyrene through thermochemical processes has attracted researchers’ interest in recent decades [24] as it can be used to produce new monomers [25,26], chemicals and liquid fuels [11,27,28]. Bai et al. [29] investigated the effect of the reaction temperature, reaction time, feedstock concentration and pressure on the liquefaction of high-impact polystyrene in supercritical water. Toluene and ethylbenzene were reported as the main products rather than styrene. Bockhorn et al. [30] investigated the stepwise pyrolysis of PS at 380 °C, and the main products were styrene (58% v/v), ethylbenzene, styrene dimer and styrene trimer (35% v/v) as well as 2-phenylpropane in smaller amounts. Williams and Slaney compared the pyrolysis and hydrothermal liquefaction of the simulated mixture of MSW under a moderate temperature and pressure; they placed the mixture in a batch autoclave reactor at 500 °C and obtained an oily product composed of 75% of single aromatic rings [31] after using HTL on PS.
From a literature review, it is clear that pyrolysis and HTL are promising technologies for the chemical recycling of polystyrene. The aim of this work is to study the feasibility of chemically recycling PS to obtain valuable liquid products by HTL and pyrolysis at optimized operative conditions. The two processes are evaluated in terms of oil yields and composition in order to be able to target the process of the production of specific compounds such as monomers or valuable chemical compounds.
PS HTL and pyrolysis tests were performed by varying the operative conditions such as temperature (HTL: 300–360 °C and pyrolysis: 400–600 °C) and reaction time (HTL: 1–4 h; pyrolysis: 30 min); the obtained liquid and solid products were analyzed by using gas chromatography-mass spectrometry (GC-MS), an elemental analysis (EA), Fourier-transform infrared spectroscopy (FT-IR) and a thermogravimetric analysis (TGA).
2. Materials and Methods
2.1. Materials
PS granules (ultra-polymers PSGP1721, BDH Chemicals, Poole, UK) with a purity of ˃99.9% and deionized water were used in the experiments. The experiments were conducted in hydrothermal conditions and thermal pyrolysis conditions. The experimental setups (Figures S1 and S2) and procedures are reported in the Supplementary Materials.
2.2. Hydrothermal Liquefaction (HTL)
The HTL experiments were performed in a 10 mL stainless-steel tubular microreactor. In a typical run, 0.5 g of solid plastics and 5 g of water were added to the reactor. The reactor was sealed and immersed in a fluidized sand bath that was preheated to the desired temperature and shaken by a shaft connected to a mechanical stirrer.
The scheme of the experimental set-up is reported in Figure S1 and explained in details in authors’ previous work [13].
The degradation rate of the polystyrene during the experiments was calculated as follows:
where Mpolystyrene is the weight of the initial polystyrene before the reaction and Msolid is the weight of the solid residue after acetone washing.
Degradation (%) = ((Mpolystyrene − Msolid)/Mpolystyrene) × 100
2.3. Pyrolysis
Pyrolysis was conducted in a horizontal tubular reactor that had a 1.5 cm ID and 40 cm length. The yield of the products was estimated by using Equations (2) and (3):
where Mpolystyrene is the weight of the initial polystyrene before the reaction, Mliquid is the weight of the liquid product collected in the flask and the Mchar is the weight of the solid residue inside the ceramic boat after the experiment.
Oil yield (%) = (Mliquidoil/Mpolystyrene) × 100
Gas yield (%) = (Mpolystyrene − (Mliquid + Mchar))/Mpolystyrene) × 100
2.4. Product Characterization
The chemical compounds in the water and oily phases were detected by using GC-MS and identified by using the NIST mass spectral library. The oily products were also analyzed by using an Elemental Analyzer (EA 3000, Eurovector, Pavia, Italy) to measure the amount of C, H, N and O. The gas products of the pyrolysis were analyzed continuously by using a mass spectrometer (QGA, Hiden Analytical, Warrington, UK). To measure the amount of organics in the water phase, isobutanol was introduced as the internal standard to the mixture of the water phase, and then the mixture was quantitatively analyzed by using GC-FID. Theoretical response factors of the identified compounds were predicted using effective carbon number method [32].
The molecular and thermal characterization of the solid products was performed by using Fourier-transform infrared spectroscopy (FT-IR) and a thermogravimetric analysis (TGA), respectively. Details on the procedures adopted for the characterization of the products are reported in the Supplementary Materials.
3. Results and Discussion
3.1. PS HTL
3.1.1. Degradation of PS during the HTL
In Figure 1, the influence of the operative conditions on the degradation rate of PS is reported.
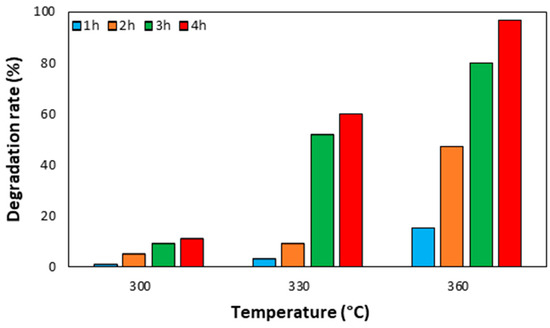
Figure 1.
Degradation degree of polystyrene after HTL at different temperatures and reaction times (polystyrene 0.5 g and water 5 g).
In the range considered, the degradation of PS seemed to be highly dependent on the temperature and reaction time. A temperature of 300 °C was not sufficient to decompose PS; a reaction time of 4 h was required to reach 10% of the degradation degree; and after 1 h, the degradation value was only 1%. The increase in temperature led to a consistent rise in the PS degradation rate, and the process achieved more than an 80% degradation degree after 3 h of reaction at 360 °C. This indicates that elevated temperatures promoted cracking reactions in the long chain of polystyrene. Park et al. [33] investigated the decomposition of a copolymer of styrene with butadiene in HTL, and they reported a 60% depolymerization of styrene butadiene copolymer in the presence of water at 350 °C for 60 min. Kwak et al. [34] reported the hydrothermal decomposition of PS into valuable compounds near the critical point 370 °C after a short residence time. The reaction time plays a fundamental role in the decomposition of PS. The PS degradation degree increases as the reaction time increases. When the reaction temperature was 330 °C, the PS decomposition rate increased from 3.1% in 1 h to 60.1% in 4 h. Similarly, at a higher temperature of 360 °C, it rose from 13% (1 h) to an almost complete conversion (4 h) as the solid residue at 4 h was very low (3%). These results are consistent with the previously published literature. Nauman et al. [35] reported that the degradation rate of PS increased from 55.9% to 84.7% when the reaction time increased from 30 min to 60 min at 350 °C when ethanol was used as the solvent. Depending on the reaction temperature and time, the composition of the liquid phase changed consistently. In Figure S3, the pictures of the obtained liquid products at 330 °C and 360 °C after 3 and 4 h of reaction time are reported, and the conditions under which the liquid phase contained organic compounds are shown. At 330 °C, for a reaction time higher than 3 h, the degradation rate was limited, and therefore the amount of organics was not enough to create a separate oily phase; the reaction products remained dispersed in the water phase and gave a stable suspension. At 360 °C and a reaction time higher than 3 h, a clear oily phase could be separated from water.
The product distribution in terms of the oil, water-soluble compounds, gas and solid residue yields of the tests for which a higher degradation rate was obtained are reported in Table 1.

Table 1.
Yields of HTL products: oil, water-soluble compounds, solid and gas.
At 330 °C, by increasing the time from 3 to 4 h, the amount of water-soluble organic compounds and the oily phase remained almost constant. The conversion, in fact, did not exceed 60% in this case and did not increase radically from 3 h to 4 h of reaction time. At 360 °C, the results were completely different; in fact, the degradation rate sharply increased from 80% to almost a complete conversion. The water-soluble compounds decreased when the reaction time was higher while the amount of the oily phase increased. This behavior can be attributed to two different effects. The increase in the reaction time led to higher degradation rates which reached almost 100% for 4 h; the production of liquid organic molecules was favored, and in fact, in these conditions, 80% of the PS was converted into oil. When the concentration of organic molecules increased, their solubility in water decreased, the molecules migrated from the water to organic phase and produced higher oil yields. Furthermore, the prolonging of the reaction time led to the condensation reactions of the soluble compounds forming higher molecular weight molecules that were not soluble in water anymore. At 330 °C, in fact, the temperatures appeared to be too low to promote the recondensation reactions, and thus no evident differences were revealed between the reaction time of 3 and 4 h. Kwak et al. [34] reported that the depolymerization of polystyrene in sub- and supercritical water is highly dependent on the time and temperature. A higher temperature and longer time lead to a higher conversion and faster degradation. Furthermore, Ahmad et al. [35] reported similar results when using HTL on polystyrene in a water–ethanol solvent. They found that oil production increased from 32% to 85% as the temperature rose from 290 °C to 370 °C. Regarding the effect of the reaction time, they also concluded that increasing this parameter influenced the oil and solid yield. Indeed, at 30 min, the oil yield was low (56%), while at 60 min, it reached its maximum value (84.7%) (Table 1).
3.1.2. Characterization of the Liquid Products of PS HTL
Figure 2 and Figure 3 report the chemical composition of the water phases obtained from PS-HTL at different reaction temperatures and times. In Table S1, the complete list of the compounds detected in the water phase is reported.
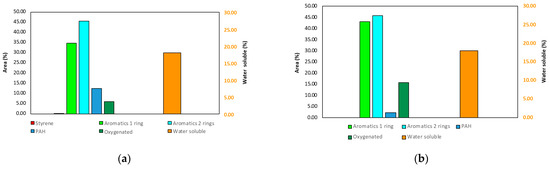
Figure 2.
Composition of HTL water-soluble products at 330 °C with reaction times of 3 h (a) and 4 h (b).
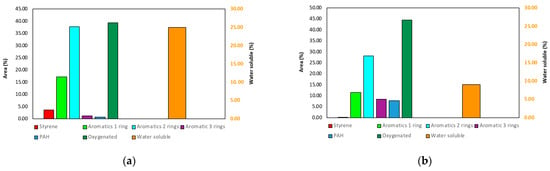
Figure 3.
Composition of HTL water-soluble products at 360 °C with reaction times of 3 h (a) and 4 h (b).
The composition of the water phase depended on the reaction temperature. At 330 °C, the amount of organics in the water was constant with the two reaction times. The main compounds were monoaromatics and two-ring aromatics coming from the depolymerization of the PS. A few oxygenated compounds were also formed, mainly α–methyl benzenmethanol. At 360 °C, the majority of the compounds present in the water phase were oxygenated, specifically benzaldehyde, benzenmethanol and acetophenone. This behavior was expected since the temperature of 360 °C was near the critical point for water (T = 374 °C), and in these conditions, the water has a great oxidation potential [6]. The less polar compounds that can be detected at 330 °C were not present in the tests performed at a higher temperature due to the migration of these compounds in the formed oily phase.
Figure 4 reports the composition of the oily phase at 360 °C with reaction times of 3 and 4 h in terms of the percentage area. In Table S2 of the Supplementary Materials, the complete list is reported.
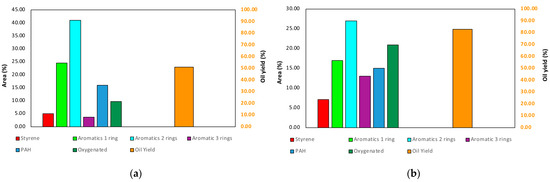
Figure 4.
Percentage area of the chemical compounds of produced oily phase at 360 °C with reactions times of 3 (a) and 4 (b) hours.
The chemical compounds were classified as aromatics on the basis of the number of aromatic rings present in the molecule from 1 to 3, the polycyclic aromatic hydrocarbons (PAHs) and the oxygenated compounds. Looking at Figure 4, it is clear that the subcritical HTL was not favorable for the recovery of the styrene monomer; indeed, the maximum recovery was 6.7% for the test that had a 4 h reaction time. The HTL process appeared to be highly effective for the production of renewable aromatics, which accounted for more than 60% of the percentage area of the GC-MS list of compounds in the form of alkane, alkene substitutes and aromatic species with 1, 2 or 3 rings. In the literature, it is reported that the decomposition of PS in an HTL environment follows a free radical chain mechanism that involves three processes including chain initiation, propagation and termination reactions [38]. The possible reaction mechanism is reported in the Supplementary Materials (Figure S4, Section 3.1.2).
The results showed that higher reaction times favored the production of three-ring aromatic and oxygenated compounds. For the latter, the explanation lies in the longer contact times between the organic compounds and water. The increase in the three-ring aromatics can be explained by the presence of a large amount of aromatics substituted by olefin; Table S2 shows that in the tests performed with 3 h of reaction time, the total peak area of these compounds was 23.9%, while with 4 h of reaction time, the area decreased to 19% of the total area. The olefin lateral chains containing the double bound were more instable and tended to form radicals that reacted between them and produced aromatics with more rings. Another group of compounds is represented by polycyclic aromatics, which are formed by a combination of radicals, cyclization reactions or intermolecular rearrangement. The use of a longer reaction time slightly decreased the amount of polycyclic aromatic hydrocarbons (PAHs). In fact, the intermolecular rearrangements between the dissociative phenyl radicals led to the production of 2-phenyl-naphthalene and anthracene but also molecules with more than three condensate rings, which became insoluble in the oily phase and remained in the solid residue as soot. With longer reaction times, this phenomenon was promoted, and molecules with more than three condensed rings were produced, which were not detectable in the oily phase. The production of polycyclic aromatics from coking was also found by Bai et al. [29], who reported that as the reaction times increased, a small amount of polycyclic aromatic hydrocarbons (2-phenylnaphthalene) also appeared in the liquefaction products, indicating that a long reaction time promoted their formation.
In Table 2, the oil elemental analysis and HHV (MJ/kg) calculated by using the Dulong formula is reported.
Table 2.
Elemental analysis of the PS oil produced at 360 °C for the two reaction times.
As expected, the HHV was slightly lower for the oil produced at 4 h since the amount of oxygen was higher. The amount of oxygen in the oil was in line with the literature’s results; Seshasayee and Savage [6] reported that the HTL of PS produced an oil that had a small percentage of oxygen (O% ratio about 1.8 at 400 °C). The energy recovery indexes, calculated as the amount of energy recovered in the oil divided by the amount of energy in the PS, showed that increasing the reaction time led to a high energy recovery due to the higher degradation degree.
3.1.3. Characterization of the Solid Product of PS HTL
To figure out the effect of the HTL process on the PS degradation, the solid residues when the reaction time was 3 h at 300, 330 and 360 °C were analyzed by using Fourier transformed infrared spectroscopy (FT-IR). As shown in Figure S5, the vibrational frequencies of the aromatic ring (1620–1557 cm−1 and 1511–1400 cm−1) characterized polystyrene and dominated the infrared spectrum of all four samples. Three groups of bands could be seen, and these correspond to the multiple tension movements of the aliphatic and aromatic C-H bonds at 3100–2800 cm−1, the C-C bonds of the aromatic ring at 1600–1400 cm−1 and the bending mode of -CH2 and the aromatic ring deformations at 1000–700 cm−1. Table S3 shows the frequencies with their corresponding vibrational modes and functional groups. As can be seen in Figure S5, the PS did not show any evident structural changes when the HTL was performed at a temperature between 300–360 °C at 3 h of reaction time. The temperatures and reaction time probably caused only a little depolymerization in the polymer chain, which was not visible in the infrared spectra [24,34].
To further understand the effect of the HTL process on the structural properties of the polystyrene samples, the thermal behavior under an inert atmosphere was studied by using a TGA analysis. The results, reported in Figure S6, showed that PS degradation took place at 335 °C and ended at 467 °C with a maximum decomposition rate at 417 °C, which is attributed to main-chain pyrolysis. (Figure S6b).
In Table 3, the values that were extracted from the TG/DTG curves in terms of the onset temperature Td (the temperature at which 5% mass loss occurs), T50% (the temperature at which 50% mass loss occurs), rmax (the maximum rate of the mass loss) and Tmax (the temperature at which rmax occurs) are reported.
Table 3.
The effect of HTL on the thermal degradation of polystyrene.
The dependence of the thermostability of the samples on the content of the styrene moieties is at best characterized in terms of T50%. It can be seen from Table S4 that, in the case of the polystyrene before the treatment, T50% was 415.5 °C, and in the case of the PS residues caused by HTL at 330 °C and 360 °C for 3 h, T50% became 411.6 °C and 399.5 °C, respectively. Moreover, it can be seen that the HTL solid residues at 330 °C and 360 °C began to decompose at lower temperatures. This evidence of decreased thermal stability indicates changes in the molecular weight and polymer chain length. A comparison of the TGA curves of the PS treated at 360 °C for 3 h and fresh PS revealed the presence of 30.3 wt% of the volatile components below 350 °C, which were absent in the starting polymer.
These amounts of volatiles can be attributed to the degradation of smaller fragments such as styrene and its oligomers. In particular, the weight loss of about 2 wt% below 170 °C was due to the monomeric styrene (Tbp was 145 °C) [39]. This evidence shows that the chain scission and fragmentation processes of the polymeric chains occurred under the HTL operating conditions, and their extent, as expected, was more severe at higher temperatures.
Although the maximum degradation temperature (Tmax) remained almost unchanged, the rate of decay (rmax) of polystyrene dropped significantly with the increasing HTL temperature, probably due to the intermolecular hydrogen transfer that resulted in a large increase in the molecular weight of the residual polymer chain [40].
3.2. PS Pyrolysis
3.2.1. Product Distribution of PS Pyrolysis
The effect of the pyrolysis temperature on the char, gas and liquid yields is shown in Figure 5.
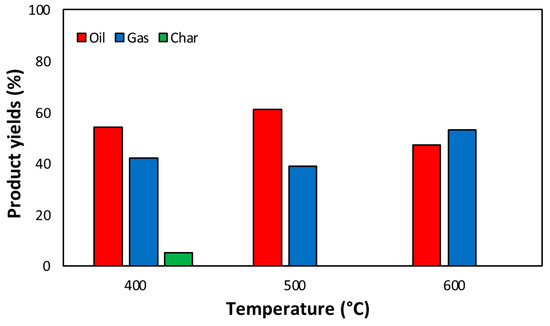
Figure 5.
Effect of temperature on the pyrolysis conversion yield into gas and liquid.
All the PS was decomposed to gas and liquid oil during pyrolysis at all the tested temperatures, except a negligible amount of 0.05 g char was recovered at 400 °C. The oil yield increased from 55.27% to 59% when the temperature was raised from 400 °C to 500 °C, respectively. After further increasing the temperature to 600 °C, the liquid yield decreased while the gas production increased. At higher temperatures, in fact, two phenomena took place: the polymer chain degraded to lower molecular weight fragments such as volatile hydrocarbons that were larger than C4 and the gas component (C1-C4), and the higher molecular weight fragments produced by the PS decomposition underwent secondary cracking reactions, which produced noncondensable gas products [17]. These results are consistent with the previously published data. Onwudili et al. [41] studied the pyrolysis of the PS in the stirred pressure reactor and reported that already at a temperature of 350 °C, the entire PS was decomposed into high-viscosity oil and reached its maximum yield at 425 °C, which decreased as the temperature increased further. Demirbas A. [42] reported a drop in liquid oil production by increasing the polystyrene pyrolysis temperature to 581 °C. Abdullah et al. [43] performed pyrolysis on polystyrene waste at temperatures in the range of 350–500 °C. They reported 500 °C as the optimum operating temperature for the liquid yield; when the temperature below 500 °C, most of the products were formed by wax, and when the temperature was above 500 °C, more gas was produced.
The gas phase was analyzed continuously by using a mass spectrometer during the pyrolysis tests, and in Table 4, the medium composition of the gases is reported according to the results of the test conducted at 500 °C. The main gaseous compounds were light hydrocarbons.
Table 4.
Gas compounds produced during pyrolysis at 500 °C.
3.2.2. Chemical Composition of PS Pyrolysis Oil
The results of the GC-MS analysis on pyrolysis oil are reported in Table 5; the main compounds of the pyrolysis oil were a styrene monomer, dimer and trimer. Styrene was the major product of decomposition of polystyrene.
Table 5.
Gas compounds produced during pyrolysis at 500 °C.
The tests demonstrated that pyrolysis can be an effective process to recover styrene monomers. By increasing the temperature from 500 to 600 °C, the monomer, dimer and trimer percentage decreased since the production of lighter compounds (the gas phase) increased. During pyrolysis, products can be classified as follow: (1) single-ring aromatics including styrene, α-methyl styrene, toluene, ethylbenzene and benzene; (2) styrene dimers; (3) trimers and tetramers; and (4) condensed products [17]. It can be seen that the monomer styrene was the major product at all the temperatures. Pyrolysis of polystyrene is a typical radical chain mechanism [16,33,44] that proceeds through three principal steps: initiation, propagation and termination reactions. The decomposition pathway is reported in the Supplementary Materials (Figure S7, Section 3.2.2).
3.3. Pyrolysis vs. HTL: Summary
In Table 6, a summary of the main results obtained after using HTL and pyrolysis for the decomposition of PS is reported. The two processes were compared in the best conditions tested, which for HTL was 360 °C and 4 h of reaction time and for pyrolysis was 500 °C.
Table 6.
Comparison of the performances of HTL and pyrolysis on the degradation of PS.
The data show that pyrolysis can be more convenient if the target is the recovery of styrene since with this process, in the tested conditions, almost 20% of the polymer was converted in the monomer. However, the oil yields were very low compared to when HTL was used, and almost 50% of the feedstock was converted into gas; consequently, the energy recovery factor was also low. During pyrolysis, almost half of the feedstock was converted into a gas phase, which is hard to recycle; however, since the calorific value of this gas phase was quite high, its use as a source of energy for the pyrolysis itself can be foreseen in order to increase the efficiency of the process. The HTL led to a very high oil yield and ER index, which reached 95%, but the recovery of styrene was very low. However, the produced oil had a very low oxygen content and high calorific value, and it was mainly composed of aromatics species, which are valuable chemical compounds.
4. Conclusions
The aim of this paper was the assessment of HTL and pyrolysis on the chemical recycling of polystyrene in order to provide experimental data, which allows us to estimate which process is suitable for the preset target in terms of the desired compounds. The effect of temperature was investigated for the two processes while the effect of reaction time was studied only for HTL. The results showed that with HTL, it is possible to recycle almost the 100% of the PS with an oil yield higher than 80% when the reaction is carried out at 360 °C and for 4 h. The produced oil was mainly composed of aromatic compounds with 1, 2 and 3 rings, whereas the recovery rate of styrene monomers was very low (6.7%). The presence of water produced some oxidation reactions in the degradation fragments, especially at the highest temperature; however, the amount of oxygen in the oil remained low. The best pyrolysis results were obtained at 500 °C, which was the temperature at which the oil yield was 55%. Pyrolysis led to enhanced styrene recovery (≈20%), but a high amount of gas was also produced.
The results of this study suggest that pyrolysis can be an effective process to recover monomers, which can be used to produce new polystyrene, while HTL can be a viable solution to produce a highly calorific oil and renewable aromatic compounds.
Supplementary Materials
The following supporting information can be downloaded at https://www.mdpi.com/article/10.3390/en16134917/s1: Figure S1: HTL setup; Figure S2: Pyrolysis setup; Figure S3: Liquid products after 4 and 3 h of reaction time at 330 °C and 360 °C; Table S1: List of the compounds from the aqueous phase after PS HTL; Table S2: List of the compounds from the oily phase at 360 °C after PS HTL; Figure S4: Hydrothermal degradation mechanism of PS in subcritical water; Figure S5: FT-IR spectrum of PS and PS solid residues obtained at 300, 330 and 360 °C after 3 h of reaction time; Table S3: Bands corresponding to vibrational modes and functional groups of polystyrene; Figure S6: (a) TG and (b) DTG curve of polystyrene samples; Figure S7: Schematic of the reactions occurring during the pyrolysis of polystyrene։ (a) homolytic cleavage of the C-C bond; (b) β-cleavage of the C-C bond accompanied by the formation of styrene, trimer and dimer; (c) 1,7-hydrogen transfer; (d) plausible processes for the generation of volatile species such as benzene, toluene and ethylbenzene [13,17,32,33,36,38,44].
Author Contributions
Conceptualization, B.d.C.; methodology, S.M., M.P.B. and M.D.; formal analysis, S.M., M.P.B. and M.D.; investigation, S.M. and M.P.B.; writing—original draft preparation, S.M. and M.P.B.; writing—review and editing, M.D. and B.d.C.; supervision, P.D.F. and B.d.C.; funding acquisition, P.D.F. All authors have read and agreed to the published version of the manuscript.
Funding
This research was supported by the POR-FESR Lazio 2014–2020 program as part of the project T0002E0001, number 28160, title “Circular economy: recovery of plastic and wood with green technologies-Eco Rete Green”.
Data Availability Statement
The data presented in this study are available upon request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Jahirul, M.I.; Rasul, M.G.; Schaller, D.; Khan, M.M.K.; Hasan, M.M.; Hazrat, M.A. Transport fuel from waste plastics pyrolysis—A review on technologies, challenges and opportunities. Energy Convers. Manag. 2022, 258, 115451. [Google Scholar] [CrossRef]
- Queiroz, A.; Pedroso, G.B.; Kuriyama, S.N.; Fidalgo-Neto, A.A. Subcritical and supercritical water for chemical recycling of plastic waste. Curr. Opin. Green Sustain. Chem. 2020, 25, 100364. [Google Scholar] [CrossRef]
- Phanisankar, B.S.S.; Vasudeva Rao, N.; Manikanta, J.E. Conversion of waste plastic to fuel products. Mater Today Proc. 2020, 33, 5190–5195. [Google Scholar] [CrossRef]
- Okoro, O.V.; Faloye, F.D. Comparative Assessment of Thermo-Syngas Fermentative and Liquefaction Technologies as Waste Plastics Repurposing Strategies. AgriEngineering 2020, 2, 378–392. [Google Scholar] [CrossRef]
- Chen, W.; Lu, J.; Zhang, C.; Xie, Y.; Wang, Y.; Wang, J.; Zhang, R. Aromatic hydrocarbons production and synergistic effect of plastics and biomass via one-pot catalytic co-hydropyrolysis on HZSM-5. J. Anal. Appl. Pyrolysis 2020, 147, 104800. [Google Scholar] [CrossRef]
- Seshasayee, M.S.; Savage, P.E. Oil from plastic via hydrothermal liquefaction: Production and characterization. Appl. Energy 2020, 278, 115673. [Google Scholar] [CrossRef]
- Baeyens, J.; Brems, A.; Dewil, R. Recovery and recycling of post-consumer waste materials. Part 2. Target wastes (glass beverage bottles, plastics, scrap metal and steel cans, end-of-life tyres, batteries and household hazardous waste). Int. J. Sustain. Eng. 2010, 3, 232–245. [Google Scholar] [CrossRef]
- Peng, Y.; Wang, Y.; Ke, L.; Dai, L.; Wu, Q.; Cobb, K.; Zeng, Y.; Zou, R.; Liu, Y.; Ruan, R. A review on catalytic pyrolysis of plastic wastes to high-value products. Energy Convers. Manag. 2022, 254, 115243. [Google Scholar] [CrossRef]
- Laredo, G.C.; Reza, J.; Meneses Ruiz, E. Hydrothermal liquefaction processes for plastics recycling: A review. Clean. Chem. Eng. 2023, 5, 100094. [Google Scholar] [CrossRef]
- Anuar Sharuddin, S.D.; Abnisa, F.; Wan Daud, W.M.A.; Aroua, M.K. A review on pyrolysis of plastic wastes. Energy Convers. Manag. 2016, 115, 308–326. [Google Scholar] [CrossRef]
- Nisar, J.; Ali, G.; Shah, A.; Iqbal, M.; Khan, R.A.; Sirajuddin; Anwar, F.; Ullah, R.; Akhter, M.S. Fuel production from waste polystyrene via pyrolysis: Kinetics and products distribution. Waste Manag. 2019, 88, 236–247. [Google Scholar] [CrossRef] [PubMed]
- Peterson, A.A.; Vogel, F.; Lachance, R.P.; Fröling, M.; Antal, M.J.; Tester, J.W. Thermochemical biofuel production in hydrothermal media: A review of sub- and supercritical water technologies. Energy Environ. Sci. 2008, 1, 32–65. [Google Scholar] [CrossRef]
- Tai, L.; Musivand, S.; de Caprariis, B.; Damizia, M.; Hamidi, R.; Ma, W.; De Filippis, P. Co-treatment of plastics with subcritical water for valuable chemical and clean solid fuel production. J. Clean. Prod. 2022, 337, 130529. [Google Scholar] [CrossRef]
- Aboulkas, A.; El harfi, K.; El Bouadili, A. Thermal degradation behaviors of polyethylene and polypropylene. Part I: Pyrolysis kinetics and mechanisms. Energy Convers. Manag. 2010, 51, 1363–1369. [Google Scholar] [CrossRef]
- Chen, J.; Li, Z.; Jin, L.; Ni, P.; Liu, G.; He, H.; Zhang, J.; Dong, J.; Ruan, R. Catalytic hydrothermal depolymerization of nylon 6. J. Mater. Cycles Waste Manag. 2010, 12, 321–325. [Google Scholar] [CrossRef]
- Maafa, I.M. Pyrolysis of Polystyrene Waste: A Review. Polymers 2021, 13, 225. [Google Scholar] [CrossRef]
- Faravelli, T.; Pinciroli, M.; Pisano, F.; Bozzano, G.; Dente, M.; Ranzi, E. Thermal degradation of polystyrene. J. Anal. Appl. Pyrolysis 2001, 60, 103–121. [Google Scholar] [CrossRef]
- Park, K.B.; Jeong, Y.S.; Guzelciftci, B.; Kim, J.S. Two-stage pyrolysis of polystyrene: Pyrolysis oil as a source of fuels or benzene, toluene, ethylbenzene, and xylenes. Appl. Energy 2020, 259, 114240. [Google Scholar] [CrossRef]
- Ge, S.; Shi, Y.; Xia, C.; Huang, Z.; Manzo, M.; Cai, L.; Ma, H.; Zhang, S.; Jiang, J.; Sonne, C.; et al. Progress in pyrolysis conversion of waste into value-added liquid pyro-oil, with focus on heating source and machine learning analysis. Energy Convers. Manag. 2021, 245, 114638. [Google Scholar] [CrossRef]
- Rahman, W.U.; Patel, M.; Kurian, V.; Kumar, A. A comparative techno-economic assessment of fast pyrolysis, hydrothermal liquefaction, and intermediate pyrolysis of municipal solid waste for liquid transportation fuels production. Energy Convers. Manag. 2022, 267, 115877. [Google Scholar] [CrossRef]
- Larrain, M.; Van Passel, S.; Thomassen, G.; Kresovic, U.; Alderweireldt, N.; Moerman, E.; Billen, P. Economic performance of pyrolysis of mixed plastic waste: Open-loop versus closed-loop recycling. J. Clean. Prod. 2020, 270, 122442. [Google Scholar] [CrossRef]
- Haig, S.; Morrish, L.; Morton, R.; Onwuamaegbu, U.; Speller, P.; Wilkinson, S. Plastic to Oil IFM002 Final Report 2. Available online: www.zerowastescotland.org.uk (accessed on 27 January 2023).
- Savoldelli, J.; Tomback, D.; Savoldelli, H. Breaking down polystyrene through the application of a two-step thermal degradation and bacterial method to produce usable byproducts. Waste Manag. 2017, 60, 123–126. [Google Scholar] [CrossRef]
- dos Passos, J.S.; Glasius, M.; Biller, P. Screening of common synthetic polymers for depolymerization by subcritical hydrothermal liquefaction. Process. Saf. Environ. Prot. 2020, 139, 371–379. [Google Scholar] [CrossRef]
- Shin, H.Y.; Bae, S.Y. Thermal decomposition of polystyrene in supercritical methanol. J. Appl. Polym. Sci. 2008, 108, 3467–3472. [Google Scholar] [CrossRef]
- Karaduman, A. Pyrolysis of Polystyrene Plastic Wastes with Some Organic Compounds for Enhancing Styrene Yield. Energy Sources 2010, 24, 667–674. [Google Scholar] [CrossRef]
- Maryudi Salamah, S.; Aktawan, A. Product distribution of pyrolysis of polystyrene foam waste using catalyst of natural zeolite and nickel/silica. IOP Conf. Ser. Earth Environ. Sci. 2018, 175, 012012. [Google Scholar] [CrossRef]
- Uzoejinwa, B.B.; He, X.; Wang, S.; El-Fatah Abomohra, A.; Hu, Y.; Wang, Q. Co-pyrolysis of biomass and waste plastics as a thermochemical conversion technology for high-grade biofuel production: Recent progress and future directions elsewhere worldwide. Energy Convers. Manag. 2018, 163, 468–492. [Google Scholar] [CrossRef]
- Bai, B.; Jin, H.; Fan, C.; Cao, C.; Wei, W.; Cao, W. Experimental investigation on liquefaction of plastic waste to oil in supercritical water. Waste Manag. 2019, 89, 247–253. [Google Scholar] [CrossRef] [PubMed]
- Bockhorn, H.; Hentschel, J.; Hornung, A.; Hornung, U. Environmental engineering: Stepwise pyrolysis of plastic waste. Chem. Eng. Sci. 1999, 54, 3043–3051. [Google Scholar] [CrossRef]
- Williams, P.T.; Slaney, E. Analysis of products from the pyrolysis and liquefaction of single plastics and waste plastic mixtures. Resour. Conserv. Recycl. 2007, 51, 754–769. [Google Scholar] [CrossRef]
- Feitosa, L.F.; Berhault, G.; Laurenti, D.; Teixeira Da Silva, V. Effect of the Nature of the Carbon Support on the Guaiacol Hydrodeoxygenation Performance of Nickel Phosphide: Comparison between Carbon Nanotubes and a Mesoporous Carbon Support. Ind. Eng. Chem. Res. 2019, 58, 16164–16181. [Google Scholar] [CrossRef]
- Park, Y.; Hool, J.N.; Curtis, C.W.; Roberts, C.B. Depolymerization of styrene-butadiene copolymer in near-critical and supercritical water. Ind Eng Chem Res. 2001, 40, 756–767. [Google Scholar] [CrossRef]
- Kwak, H.; Shin, H.Y.; Bae, S.Y.; Kumazawa, H. Characteristics and kinetics of degradation of polystyrene in supercritical water. J. Appl. Polym. Sci. 2006, 101, 695–700. [Google Scholar] [CrossRef]
- Ahmad, N.; Ahmad, N.; Maafa, I.M.; Ahmed, U.; Akhter, P.; Shehzad, N.; Amjad, U.-E.; Hussain, M. Thermal conversion of polystyrene plastic waste to liquid fuel via ethanolysis. Fuel 2020, 279, 118498. [Google Scholar] [CrossRef]
- Zhao, X.; Xia, Y.; Zhan, L.; Xie, B.; Gao, B.; Wang, J. Hydrothermal Treatment of E-Waste Plastics for Tertiary Recycling: Product Slate and Decomposition Mechanisms. ACS Sustain. Chem. Eng. 2019, 7, 1464–1473. [Google Scholar] [CrossRef]
- Huang, K.; Tang, L.H.; Zhu ZBin Zhang, C.F. Reaction mechanism of styrene monomer recovery from waste polystyrene by supercritical solvents. Polym. Degrad. Stab. 2005, 89, 312–316. [Google Scholar] [CrossRef]
- Onwudili, J.A.; Williams, P.T. Degradation of brominated flame-retarded plastics (Br-ABS and Br-HIPS) in supercritical water. J. Supercrit. Fluids 2009, 49, 356–368. [Google Scholar] [CrossRef]
- Khaobang, C.; Areeprasert, C. Investigation on thermal decomposition and kinetics study of recovered oil from electronic waste by thermogravimetric analysis. In Energy Procedia; Elsevier: Amsterdam, The Netherlands, 2017; Volume 138, pp. 506–511. [Google Scholar] [CrossRef]
- Yao, Q.; Wilkie, C.A. Thermal degradation of blends of polystyrene and poly(sodium 4-styrenesulfonate) and the copolymer, poly(styrene-co-sodium 4-styrenesulfonate). Polym. Degrad. Stab. 1999, 66, 379–384. [Google Scholar] [CrossRef]
- Onwudili, J.A.; Insura, N.; Williams, P.T. Composition of products from the pyrolysis of polyethylene and polystyrene in a closed batch reactor: Effects of temperature and residence time. J. Anal. Appl. Pyrolysis 2009, 86, 293–303. [Google Scholar] [CrossRef]
- Demirbas, A. Pyrolysis of municipal plastic wastes for recovery of gasoline-range hydrocarbons. J. Anal. Appl. Pyrolysis 2004, 72, 97–102. [Google Scholar] [CrossRef]
- Abdullah, N.A.; Novianti, A.; Hakim, I.I.; Putra, N.; Koestoer, R.A. Influence of temperature on conversion of plastics waste (polystyrene) to liquid oil using pyrolysis process. IOP Conf. Ser. Earth Environ. Sci. 2018, 105, 012033. [Google Scholar] [CrossRef]
- Levine, S.E.; Broadbelt, L.J. Reaction pathways to dimer in polystyrene pyrolysis: A mechanistic modeling study. Polym. Degrad. Stab. 2008, 93, 941–951. [Google Scholar] [CrossRef]





Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).