
Methane Production from Confectionery Wastewater Treated in the Anaerobic Labyrinth-Flow Bioreactor





Abstract
1. Introduction
2. Materials and Methods
2.1. Design of the Study
2.2. Materials
2.3. Experimental Station Construction and Exploitation in Stage 1
2.4. Experimental Station Construction and Exploitation in Stage 2
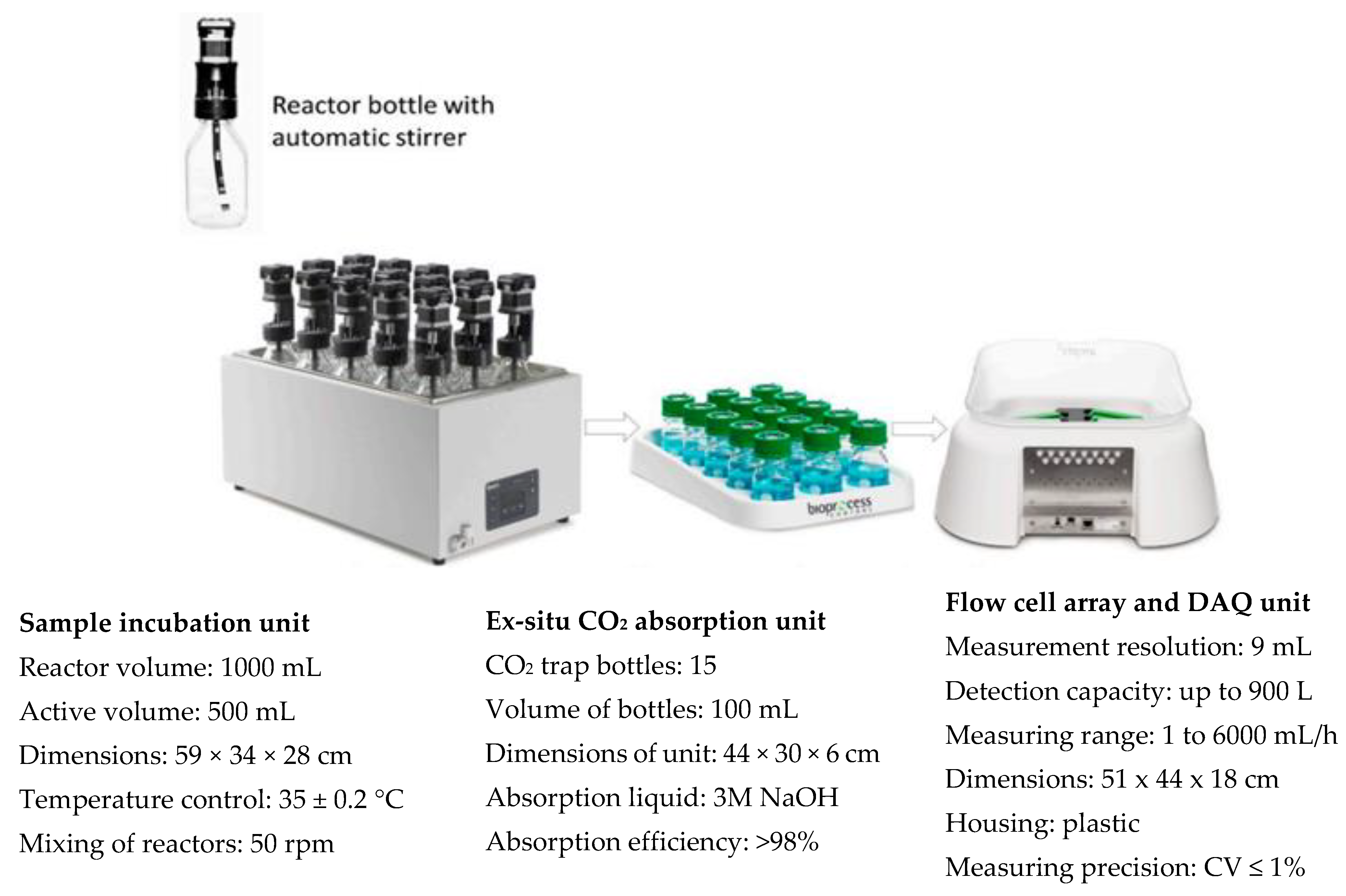
2.5. Analytical Methods
2.6. Statistical Methods
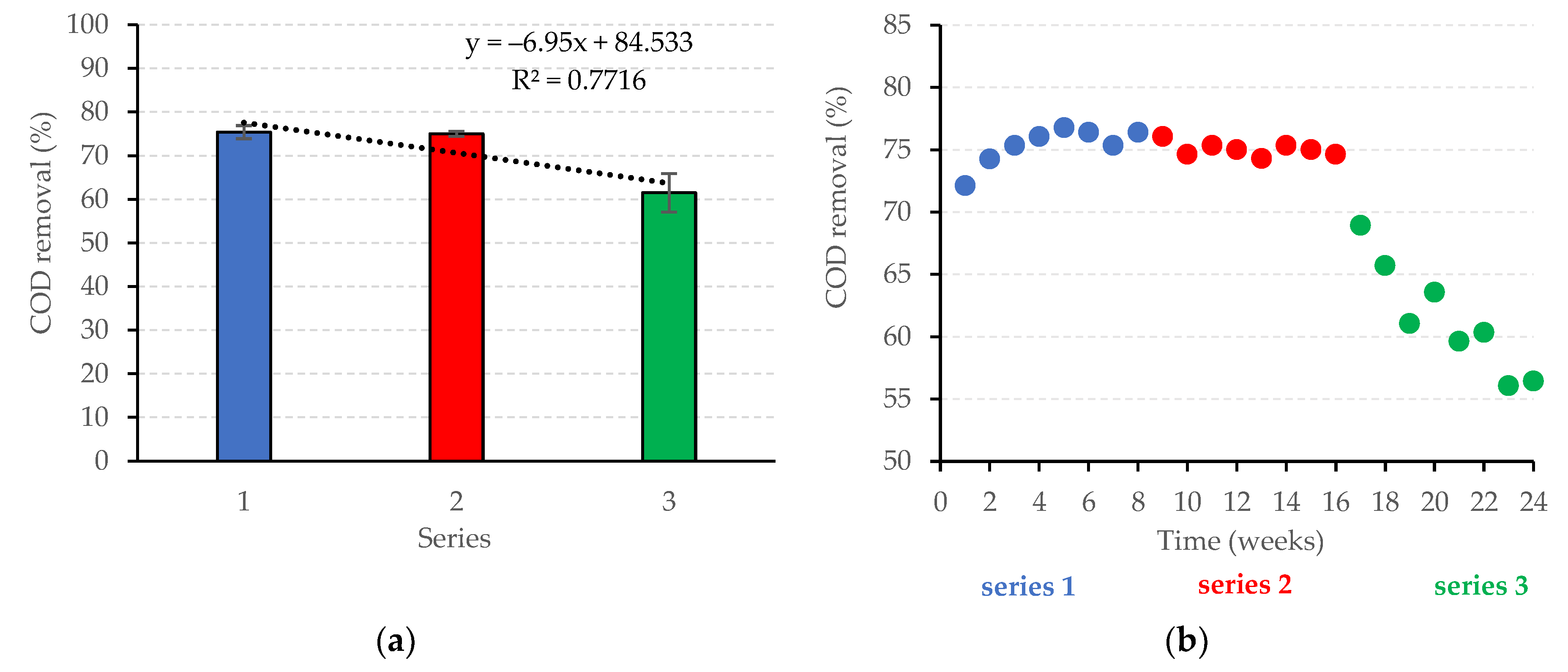
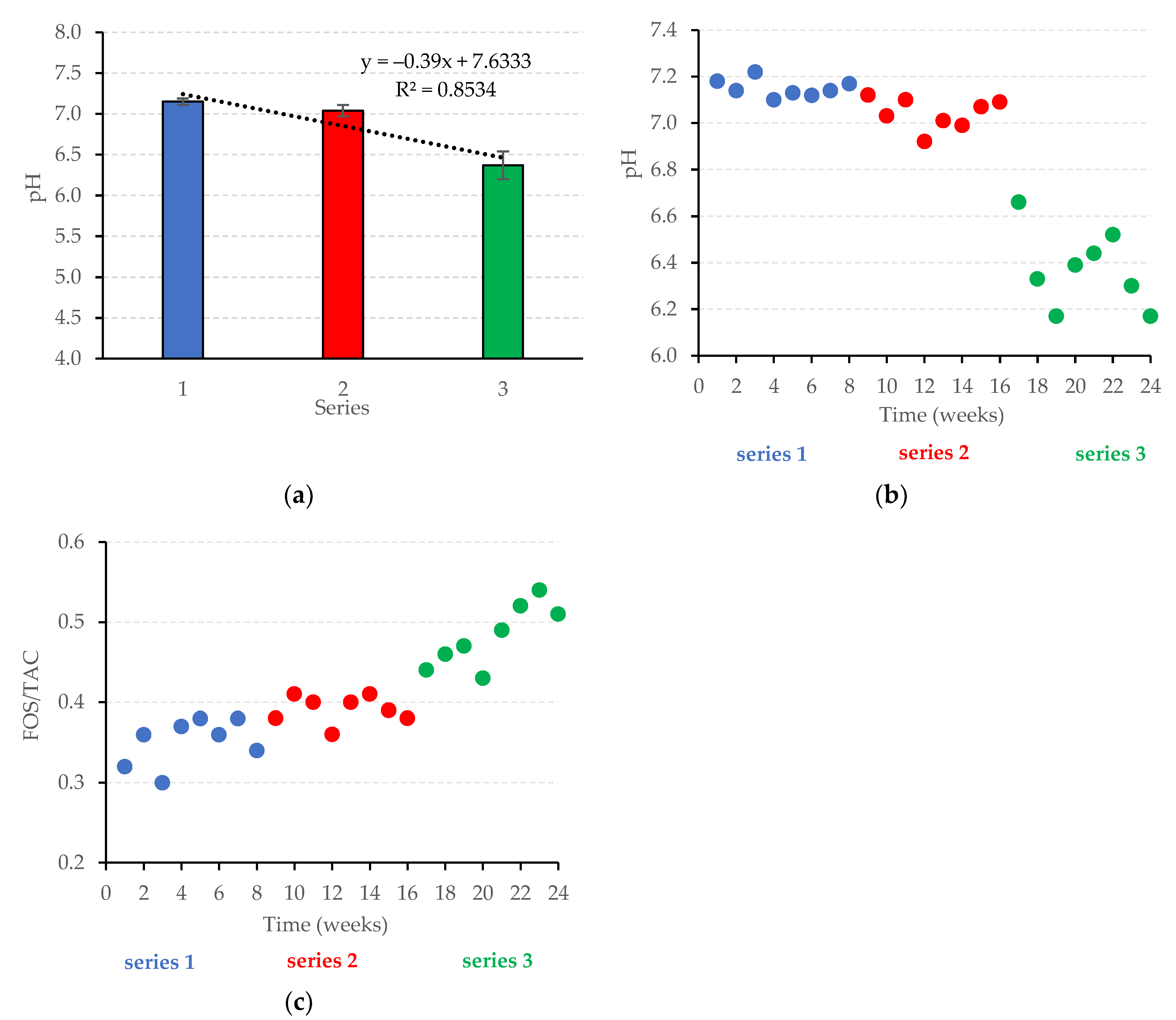
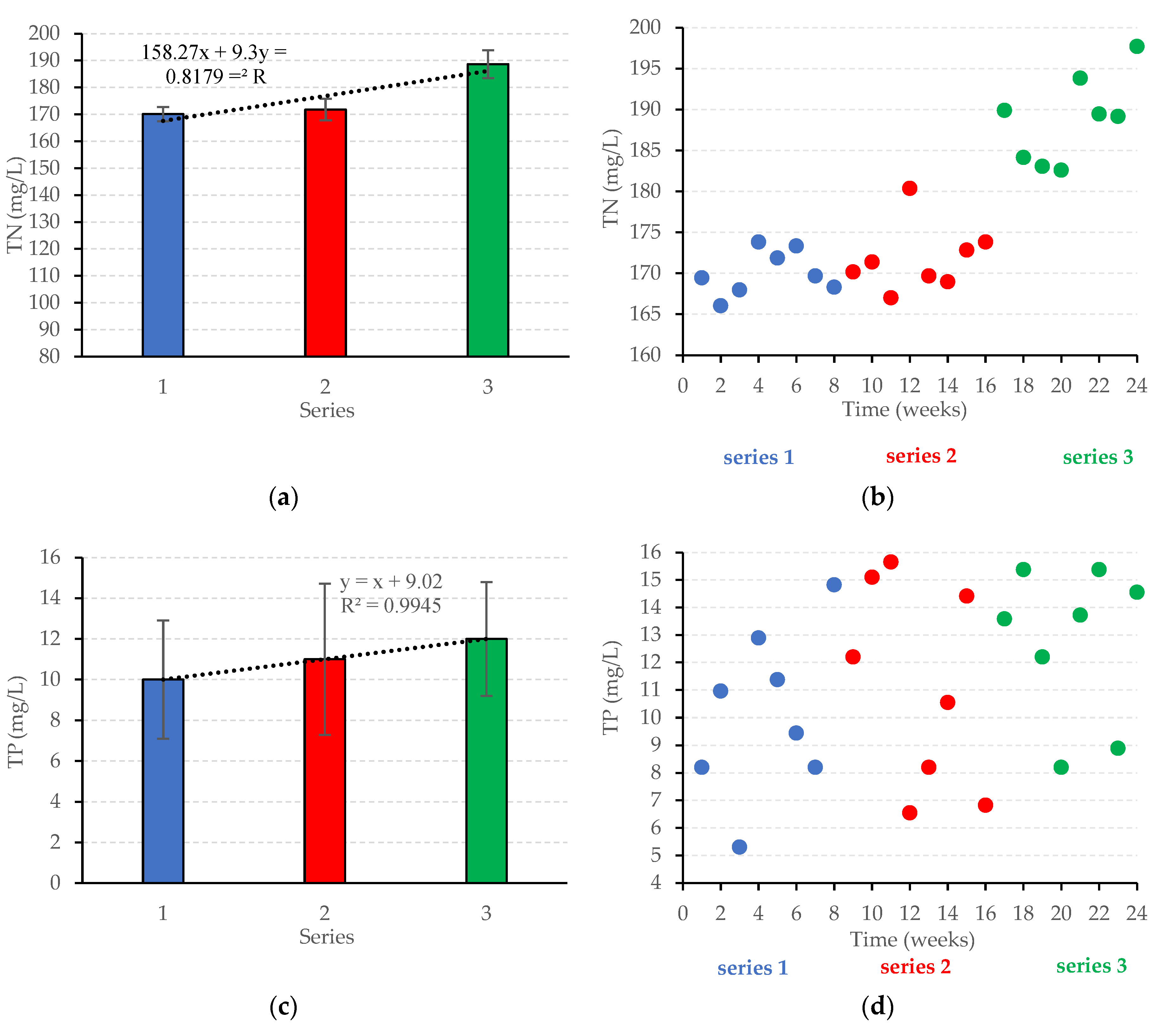
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dereli, R.K. Modeling long-term performance of full-scale anaerobic expanded granular sludge bed reactor treating confectionery industry wastewater. Environ. Sci. Pollut. Res. 2019, 6, 25037–25045. [Google Scholar] [CrossRef] [PubMed]
- Zajda, M.; Aleksander-Kwaterczak, U. Wastewater treatment methods for effluents from the confectionery industry—An overview. J. Ecol. Eng. 2019, 20, 293–304. [Google Scholar] [CrossRef]
- Statista com. Available online: https://www.statista.com/outlook/cmo/food/confectionery-snacks/confectionery/united-states (accessed on 2 November 2022).
- Dębowski, M.; Zieliński, M. Technological Effectiveness of Sugar-Industry Effluent Methane Fermentation in a Fluidized Active Filling Reactor (FAF-R). Energies 2020, 13, 6626. [Google Scholar] [CrossRef]
- Sabliy, L.A.; Zhukowa, V.S. Efficient treatment of industrial wastewater using immobilized microorganisms. In Water Supply and Wastewater Disposal; Kowalska, B., Kowalski, D., Eds.; Wydawnictwo Politechniki Lubelskiej: Lublin, Poland, 2022; pp. 248–262. [Google Scholar]
- Mikheeva, E.R.; Katraeva, I.V.; Kovalevc, A.A.; Kovalevc, D.A.; Litti, Y.V. Effects of pretreatment in a vortex layer apparatus on the properties of confectionery wastewater and its dark fermentation. Int. J. Hydrog. Energy 2022, 47, 23165–23174. [Google Scholar] [CrossRef]
- Ersahin, E.M.; Ozgun, H.; Dereli, R.K.; Ozturk, I. Anaerobic Treatment of Industrial Effluents: An Overview of Applications. In Waste Water: Treatment and Reutilization; Einschlag, F.S.G., Ed.; InTech Open: Rijeka, Croatia, 2011; pp. 3–26. [Google Scholar]
- Nasr, F.A.; Abdelfattah, I.; El-Shafai, S.A. Cost Effective Management of Confectionery Industrial Wastewater. Egypt. J. Chem. 2022, 65, 391–399. [Google Scholar] [CrossRef]
- Zieliński, M.; Dębowski, M.; Kazimierowicz, J. The Effect of Static Magnetic Field on Methanogenesis in the Anaerobic Digestion of Municipal Sewage Sludge. Energies 2021, 14, 590. [Google Scholar] [CrossRef]
- Pilarska, A. Anaerobic Co-Digestion of Waste Wafers from Confectionery Production with Sewage Sludge. Pol. J. Environ. Stud. 2018, 27, 237–245. [Google Scholar] [CrossRef]
- Ntuli, F.; Kuipa, P.K.; Muzenda, E. Designing of sampling programmes for industrial effluent monitoring. Environ. Sci. Pollut. Res. 2011, 18, 479–484. [Google Scholar] [CrossRef]
- Ozgun, H.; Karagul, N.; Dereli, R.K.; Ersahin, M.E.; Coskuner, T.; Ciftci, D.I.; Ozturk, I.; Altinbas, M. Confectionery industry: A case study on treatability-based effluent characterization and treatment system performance. Water Sci. Technol. 2012, 66, 15–20. [Google Scholar] [CrossRef]
- Bratina, B.; Sorgo, A.; Kramberger, J.; Ajdnik, U. From municipal/industrial wastewater sludge and FOG to fertilizer: A proposal for economic sustainable sludge management. J. Environ. Manag. 2016, 183 Pt 3, 1009–1025. [Google Scholar] [CrossRef]
- Mininni, G.; Blanch, A.R.; Lucena, F.; Berselli, S. EU policy on sewage sludge utilization and perspectives on new approaches of sludge management. Environ. Sci. Pollut. Res. 2015, 22, 7361–7374. [Google Scholar] [CrossRef]
- Yogeswari, M.K.; Dharmalingam, K.; Mullai, P. Implementation of artificial neural network model for continuous hydrogen production using confectionery wastewater. J. Environ. Manag. 2019, 252, 109684. [Google Scholar] [CrossRef]
- Beal, L.J.; Raman, D.R. Sequential Two-stage Anaerobic Treatment of Confectionery Wastewater. J. Agric. Eng. Res. 2000, 76, 211–217. [Google Scholar] [CrossRef]
- Wei, C.; Zhang, T.; Feng, C.; Wu, H.; Deng, Z.; Wu, C.; Lu, B. Treatment of food processing wastewater in a full-scale jet biogas internal loop anaerobic fluidized bed reactor. Biodegradation 2011, 22, 347–357. [Google Scholar] [CrossRef]
- Sinsuw, A.A.E.; Wuisang, C.E.; Chu, C.Y. Assessment of environmental and social impacts on rural community by two-stage biogas production pilot plant from slaughterhouse wastewater. J. Water Process Eng. 2021, 40, 101796. [Google Scholar] [CrossRef]
- Shrivastava, V.; Ali, I.; Marjub, M.M.; Rene, E.R.; Soto, A.M.F. Wastewater in the food industry: Treatment technologies and reuse potential. Chemosphere 2022, 293, 133553. [Google Scholar] [CrossRef]
- Rajeshwari, K.V.; Balakrishnan, M.; Kansal, A.; Lata, K.; Kishore, V.V.N. State-of-the-art of anaerobic digestion technology for industrial wastewater treatment. Renew. Sustain. Energy Rev. 2000, 4, 135–156. [Google Scholar] [CrossRef]
- Qu, Y.; Qu, J.; Yan, W.; Yue, T.; Zhang, Q.; Yi, W.; Sun, Y. Influence of Biochar on Physico-Chemical, Microbial Community and Maturity during Biogas Residue Aerobic Composting Process. Fermentation 2022, 8, 623. [Google Scholar] [CrossRef]
- Monroy, O.; Famá, G.; Meraz, M.; Montoya, L.; Macarie, H. Anaerobic digestion for wastewater treatment in Mexico: State of the technology. Water Res. 2000, 34, 1803–1816. [Google Scholar] [CrossRef]
- Stronach, S.M.; Rudd, T.; Lester, J.N. Anaerobic Digestion Processes in Industrial Wastewater Treatment (Biotechnology Monographs), 2nd ed.; Springer: New York, NY, USA, 2011. [Google Scholar]
- Kumar, A.; Samadder, S.R. Performance evaluation of anaerobic digestion technology for energy recovery from organic fraction of municipal solid waste: A review. Energy 2020, 197, 117253. [Google Scholar] [CrossRef]
- Bhatt, A.H.; Tao, L. Economic Perspectives of Biogas Production via Anaerobic Digestion. Bioengineering 2020, 7, 74. [Google Scholar] [CrossRef]
- Esparza-Soto, M.; Alcaraz-Ibarra, S.; Lucero-Chávez, M.; Mier-Quiroga, M.; Fall, C. Influence of low operating temperature on biomass yield during anaerobic treatment of chocolate confectionery wastewater in a pilot-scale UASB reactor. J. Water Process Eng. 2022, 48, 102918. [Google Scholar] [CrossRef]
- Alcaraz-Ibarra, S.; Mier-Quiroga, M.A.; Esparza-Soto, M.; Lucero-Chávez, M.; Fall, C. Treatment of chocolate-processing industry wastewater in a low-temperature pilot-scale UASB: Reactor performance and in-situ biogas use for bioenergy recovery. Biomass Bioenergy 2020, 142, 105786. [Google Scholar] [CrossRef]
- Kaviyarasan, K. Application of UASB reactor in industrial wastewater treatment—A review. Int. J. Sci. Eng. Res. 2014, 5, 584. [Google Scholar]
- Mainardis, M.; Buttazzoni, M.; Goi, D. Up-flow anaerobic sludge blanket (UASB) technology for energy recovery: A review on state-of-the-art and recent technological advances. Bioengineering 2020, 7, 43. [Google Scholar] [CrossRef]
- Seghezzo, L.; Zeeman, G.; van Lier, J.B.; Hamelers, H.V.M.; Lettinga, G. A review: The anaerobic treatment of sewage in UASB and EGSB reactors. Bioresour. Technol. 1998, 65, 175–190. [Google Scholar] [CrossRef]
- Balcıoğlu, G.; Yilmaz, G.; Goender, Z.B. Evaluation of anaerobic membrane bioreactor (AnMBR) treating confectionery wastewater at long-term operation under different organic loading rates: Performance and membrane fouling. Chem. Eng. J. 2021, 404, 126261. [Google Scholar] [CrossRef]
- Di Berardino, S.; Costa, S.; Converti, A. Semi-continuous anaerobic digestion of a food industry wastewater in an anaerobic filter. Bioresour. Technol. 2000, 71, 261–266. [Google Scholar] [CrossRef]
- Young, J.C.; McCarty, P.L. The anaerobic filter for waste treatment. J. Water Pollut. Control. Fed. 1969, 41, R160–R173. [Google Scholar]
- Rajagopal, R.; Saady, N.M.C.; Torrijos, M.; Thanikal, J.V.; Hung, Y.T. Sustainable agro-food industrial wastewater treatment using high rate anaerobic process. Water 2013, 5, 292–311. [Google Scholar] [CrossRef]
- Lau, P.L.; Trzcinski, A.P. A review of modified and hybrid anaerobic baffled reactors for industrial wastewater treatment. Water Sci. Eng. 2022, 15, 247–256. [Google Scholar] [CrossRef]
- Induchoodan, T.G.; Haq, I.; Kalamdhad, A.S. Factors affecting anaerobic digestion for biogas production: A review. In Advanced Organic Waste Management; Chaudhery, H., Subrata, H., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; pp. 223–233. [Google Scholar] [CrossRef]
- Khanal, S.K.; Nindhia, T.G.T.; Nitayavardhana, S. Biogas from wastes: Processes and applications. In Sustainable Resource Recovery and Zero Waste Approaches; Taherzadeh, M., Bolton, K., Wong, J., Pandey, A., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 165–174. [Google Scholar]
- Labatut, R.A.; Pronto, J.L. Sustainable waste-to-energy technologies: Anaerobic digestion. In Sustainable Food Waste-to-Energy Systems; Trabold, T.A., Babbit, C.W., Eds.; Academic Press: London, UK, 2018; pp. 47–67. [Google Scholar]
- Muthudineshkumar, R.; Anand, R. Anaerobic digestion of various feedstocks for second-generation biofuel production. In Advances in Eco-Fuels for a Sustainable Environment; Azad, K., Ed.; Woodhead Publishing: Sawston, UK, 2019; pp. 157–185. [Google Scholar]
- Dębowski, M.; Kazimierowicz, J.; Zieliński, M.; Bartkowska, I. Co-Fermentation of Microalgae Biomass and Miscanthus × giganteus Silage—Assessment of the Substrate, Biogas Production and Digestate Characteristics. Appl. Sci. 2022, 12, 7291. [Google Scholar] [CrossRef]
- Xue, S.; Wang, Y.; Lyu, X.; Zhao, N.; Song, J.; Wang, X.; Yang, G. Interactive effects of carbohydrate, lipid, protein composition and carbon/nitrogen ratio on biogas production of different food wastes. Bioresour. Technol. 2020, 312, 123566. [Google Scholar] [CrossRef] [PubMed]
- Romano, R.T.; Zhang, R. Co-digestion of onion juice and wastewater sludge using an anaerobic mixed biofilm reactor. Bioresour. Technol. 2008, 99, 631–637. [Google Scholar] [CrossRef] [PubMed]
- Lili, M.; Biró, G.; Sulyok, E.; Petis, M.; Borbély, J.; Tamás, J. Novel approach on the basis of FOS/TAC method. An. Univ. Ii Din Oradea Fasc. Protecţia Mediu. 2011, 17, 713–718. [Google Scholar]
- Liu, X.; André, L.; Mercier-Huat, M.; Grosmaître, J.M.; Pauss, A.; Ribeiro, T. Accurate Estimation of Bicarbonate and Acetic Acid Concentrations with Wider Ranges in Anaerobic Media Using Classical FOS/TAC Titration Method. Appl. Sci. 2021, 11, 11843. [Google Scholar] [CrossRef]
- Ghaly, A.; Ramkumar, D.R.; Sadaka, S.; Rohon, J.D. Effect of reseeding and pH control on the performance of a two-stage mesophilic anaerobic digester operating on acid cheese whey. Can. Agric. Eng. 2000, 42, 173–183. [Google Scholar]
- Kothari, R.; Pandey, A.K.; Kumar, S.; Tyagi, V.V.; Tyagi, S.K. Different aspects of dry anaerobic digestion for bio-energy: An overview. Renew. Sustain. Energy Rev. 2014, 39, 174–195. [Google Scholar] [CrossRef]
- Choeisai, P.; Jitkam, N.; Silapanoraset, K.; Yubolsai, C.; Yoochatchaval, W.; Yamaguchi, T.; Onodera, T.; Syutsubo, K. Sugarcane molasses-based bio-ethanol wastewater treatment by two-phase multi-staged up-flow anaerobic sludge blanket (UASB) combination with up-flow UASB and down-flow hanging sponge. Water Sci. Technol. 2014, 6, 1174–1180. [Google Scholar] [CrossRef]
- Chang, S. Anaerobic membrane bioreactors (AnMBR) for wastewater treatment. Adv. Chem. Eng. Sci. 2014, 4, 42423. [Google Scholar] [CrossRef]
- Oz, N.A.; Uzun, A.C. Ultrasound pretreatment for enhanced biogas production from olive mill wastewater. Ultrason. Sonochemistry 2015, 22, 565–572. [Google Scholar] [CrossRef]
- Tanksali, A.S. Treatment of sugar industry wastewater by upflow anaerobic sludge blanket reactor. Int. J. ChemTech Res. 2013, 5, 1246–1253. [Google Scholar]
- Ramanathan, R.M.; Balasubramanian, N.; Chithra, K. Biogas from confectionery wastewater with the application of ultrasound pre-treatment. Energy Sour Part A Recovery Util. Environ. Eff. 2022, 44, 2309–2320. [Google Scholar] [CrossRef]
- Vavilin, V.A.; Fernandez, B.; Palatsi, J.; Flotats, X. Hydrolysis kinetics in anaerobic degradation of particulate organic material: An overview. Waste Manag. 2008, 28, 939–951. [Google Scholar] [CrossRef] [PubMed]
- Ware, A.; Power, N. What is the effect of mandatory pasteurisation on the biogas transformation of solid slaughterhouse wastes? Waste Manag. 2016, 48, 503–512. [Google Scholar] [CrossRef]
- Wu, L.J.; Kobayashi, T.; Li, Y.Y.; Xu, K.Q.; Lv, Y. Determination and abatement of methanogenic inhibition from oleic and palmitic acids. Int. Biodeterior. Biodegrad. 2017, 123, 10–16. [Google Scholar] [CrossRef]
- Ramachandran, K.B.; Al-Zuhair, S.; Fong, C.S.; Gak, C.W. Kinetic study on hydrolysis of oils by lipase with ultrasonic emulsification. Biochem. Eng. J. 2006, 32, 19–24. [Google Scholar] [CrossRef]
- Dereli, R.K.; van der Zee, F.P.; Heffernan, B.; Grelot, A.; van Lier, J.B. Effect of sludge retention time on the biological performance of anaerobic membrane bioreactors treating corn-to-ethanol thin stillage with high lipid content. Water Res. 2014, 49, 453–464. [Google Scholar] [CrossRef]
- Nkuna, R.; Roopnarain, A.; Rashama, C.; Adeleke, R. Insights into organic loading rates of anaerobic digestion for biogas production: A review. Crit. Rev. Biotechnol. 2022, 42, 487–507. [Google Scholar] [CrossRef]
- Moeller, L.; Zehnsdorf, A. Process upsets in a full-scale anaerobic digestion bioreactor: Over-acidification and foam formation during biogas production. Energy Sustain. Soc. 2016, 6, 1–10. [Google Scholar] [CrossRef]
- Rusín, J.; Kašáková, K.; Chamrádová, K. Anaerobic digestion of waste wafer material from the confectionery production. Energy 2015, 85, 194–199. [Google Scholar] [CrossRef]
- Campos, J.L.; Crutchik, D.; Franchi, Ó.; Pavissich, J.P.; Belmonte, M.; Pedrouso, A.; Mosquera-Corral, A.; Val del Río, Á. Nitrogen and phosphorus recovery from anaerobically pretreated agro-food wastes: A review. Front. Sustain. Food Syst. 2019, 2, 91. [Google Scholar] [CrossRef]
- Di Costanzo, N.; Cesaro, A.; Di Capua, F.; Esposito, G. Exploiting the nutrient potential of anaerobically digested sewage sludge: A review. Energies 2021, 14, 8149. [Google Scholar] [CrossRef]
- Kazimierowicz, J.; Dębowski, M. Aerobic Granular Sludge as a Substrate in Anaerobic Digestion—Current Status and Perspectives. Sustainability 2022, 14, 10904. [Google Scholar] [CrossRef]
- Richard, E.N.; Hilonga, A.; Machunda, R.L.; Njau, K.N. A review on strategies to optimize metabolic stages of anaerobic digestion of municipal solid wastes towards enhanced resources recovery. Sustain. Environ. Res. 2019, 29, 36. [Google Scholar] [CrossRef]
- Janesch, E.; Pereira, J.; Neubauer, P.; Junne, S. Phase Separation in Anaerobic Digestion: A Potential for Easier Process Combination? Front Chem. Eng. 2021, 3, 711971. [Google Scholar] [CrossRef]
- Dahiya, S.; Kumar, A.N.; Shanthi Sravan, J.; Chatterjee, S.; Sarkar, O.; Mohan, S.V. Food Waste Biorefinery: Sustainable Strategy for Circular Bioeconomy. Bioresour. Technol. 2018, 248, 2–12. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Units | Value |
|---|---|---|
| COD | mg O2/L | 11,200 ± 1700 |
| BOD5 | mg O2/L | 5100 ± 600 |
| TOC | mg/L | 3750 ± 190 |
| TN | mg N/L | 198 ± 27 |
| N-NH4 | mg N-NH4/L | 147 ± 14 |
| TP | mg P/L | 19 ± 9 |
| P-PO4 | mg P-PO4/L | 14 ± 7 |
| lipids | mg/L | 370 ± 120 |
| suspended solids | mg TS/L | 890 ± 420 |
| pH | - | 6.71 ± 0.16 |
| Parameter | Units | Value |
|---|---|---|
| hydration | % | 97.3 ± 0.3 |
| capillary suction time | sec | 680 ± 27 |
| total solids | g TS/L | 44.6 ± 1.8 |
| mineral solids | g MS/L | 15.8 ± 0.8 |
| volatile solids | g VS/L | 28.7 ± 1.4 |
| filtrate COD | mg O2/L | 710 ± 80 |
| filtrate P-PO4 | mg P-PO4/L | 41.3 ± 7.2 |
| filtrate TN | mg TN/L | 112 ± 13.7 |
| filtrate N-NH4 | mg N-NH4/L | 97 ± 9.2 |
| pH | - | 7.42 ± 0.17 |
| Series | OLR (g COD/L·d) | Working Volume of the Reactor (mL) | COD (g O2/L) | Sewage Amount (mL/d) | COD Load (g/d) | HRT (h) |
|---|---|---|---|---|---|---|
| 1 | 2.0 | 500 | 11.2 ± 1.7 | 90 | 1.0 ± 0.15 | 133 |
| 2 | 5.0 | 220 | 2.5 ± 0.38 | 54 | ||
| 3 | 7.0 | 310 | 3.5 ± 0.53 | 39 | ||
| 4 | 8.0 | 360 | 4.0 ± 0.61 | 33 |
| Series | OLR (g COD/L·d) | Working Volume of the Reactor (L) | COD (g O2/L) | Sewage Amount (L/d) | Dosing Pump Capacity (L/h) | COD Load (g/d) | HRT (h) |
|---|---|---|---|---|---|---|---|
| 1 | 5.0 | 110 | 11.2 ± 1.7 | 50 | 5.0 | 560 ± 85 | 53 |
| 2 | 6.0 | 60 | 6.0 | 670 ± 102 | 44 | ||
| 3 | 7.0 | 70 | 7.0 | 780 ± 119 | 38 |
| Series | OLR (g COD/L·d) | COD | CH4 Production | ||||||
| Influent (g O2/L) | Effluent (g O2/L) | Removal (%) | Influent Load (g COD/d) | Load Removal (g COD/d) | (L CH4/g COD Introduced) | (L CH4/g COD Removed) | (L CH4/d) | ||
| 1 | 2.0 | 11.2 ± 1.7 | 4.84 ± 0.39 | 56.8 ± 4.6 | 1.0 ± 0.15 | 0.57 ± 0.05 | 0.13 ± 0.011 | 0.23 ± 0.019 | 0.13 ± 0.010 |
| 2 | 5.0 | 5.08 ± 0.21 | 54.6 ± 2.3 | 2.5 ± 0.38 | 1.37 ± 0.04 | 0.14 ± 0.007 | 0.25 ± 0.010 | 0.34 ± 0.014 | |
| 3 | 7.0 | 7.20 ± 0.54 | 35.7 ± 2.7 | 3.5 ± 0.53 | 1.25 ± 0.09 | 0.07 ± 0.005 | 0.20 ± 0.015 | 0.25 ± 0.019 | |
| 4 | 8.0 | 8.11 ± 0.42 | 27.6 ± 1.4 | 4.0 ± 0.61 | 1.10 ± 0.03 | 0.04 ± 0.002 | 0.16 ± 0.008 | 0.18 ± 0.009 | |
| Series | OLR (g BOD5/L·d) | BOD5 | CH4 production | ||||||
| Influent (g O2/L) | Effluent (g O2/L) | Removal (%) | Influent Load (g BOD5/d) | Load Removal (g BOD5/d) | (L CH4/g BOD5 Introduced) | (L CH4/g BOD5 Removed) | (L CH4/d) | ||
| 1 | 0.9 | 5.1 ± 0.6 | 1.65 ± 0.22 | 67.6 ± 9.0 | 0.46 ± 0.05 | 0.31 ± 0.04 | 0.29 ± 0.038 | 0.42 ± 0.057 | 0.13 ± 0.010 |
| 2 | 2.3 | 1.58 ± 0.13 | 69.0 ± 5.7 | 1.14 ± 0.13 | 0.79 ± 0.06 | 0.30 ± 0.025 | 0.43 ± 0.036 | 0.34 ± 0.014 | |
| 3 | 3.2 | 2.49 ± 0.36 | 51.2 ± 7.4 | 1.59 ± 0.19 | 0.82 ± 0.12 | 0.16 ± 0.023 | 0.31 ± 0.044 | 0.25 ± 0.019 | |
| 4 | 3.6 | 2.74 ± 0.38 | 46.3 ± 6.4 | 1.82 ± 0.21 | 0.84 ± 0.11 | 0.10 ± 0.013 | 0.21 ± 0.029 | 0.18 ± 0.009 | |
| Series | OLR (g TOC/L·d) | TOC | CH4 Production | ||||||
| Influent (g/L) | Effluent (g/L) | Removal (%) | Influent Load (g TOC/d) | Load Removal (g TOC/d) | (L CH4/g TOC Introduced) | (L CH4/g TOC Removed) | (L CH4/d) | ||
| 1 | 0.7 | 3.75 ± 0.2 | 1.52 ± 0.14 | 59.5 ± 5.5 | 0.33 ± 0.017 | 0.20 ± 0.02 | 039 ± 0.04 | 0.66 ± 0.06 | 0.13 ± 0.010 |
| 2 | 1.7 | 1.47 ± 0.21 | 60.8 ± 8.7 | 0.84 ± 0.042 | 0.51 ± 0.07 | 0.41 ± 0.06 | 0.67 ± 0.10 | 0.34 ± 0.014 | |
| 3 | 2.3 | 2.34 ± 0.18 | 37.6 ± 2.9 | 1.17 ± 0.059 | 0.44 ± 0.03 | 0.21 ± 0.02 | 0.57 ± 0.04 | 0.25 ± 0.019 | |
| 4 | 2.7 | 2.49 ± 0.27 | 33.6 ± 3.6 | 1.34 ± 0.068 | 0.45 ± 0.05 | 0.13 ± 0.01 | 0.39 ± 0.04 | 0.18 ± 0.009 | |
| Series | OLR (g COD/L·d) | COD | Biogas Production | CH4 Production | |||||
| Influent (g O2/L) | Effluent (g O2/L) | Removal (%) | Influent Load (g COD/d) | Load Removal (g COD/d) | (L/d) | (L CH4/g COD Removed) | (L CH4/d) | ||
| 1 | 5.0 | 11.2 ± 1.7 | 2.76 ± 0.17 | 75.4 ± 1.5 | 560 ± 85 | 422 ± 8.4 | 135.0 ± 12.6 | 0.22 ± 0.01 | 94.7 ± 6.1 |
| 2 | 6.0 | 2.80 ± 0.06 | 75.0 ± 0.6 | 670 ± 102 | 503 ± 4.0 | 145.8 ± 10.0 | 0.19 ± 0.01 | 97.1 ± 5.1 | |
| 3 | 7.0 | 4.30 ± 0.48 | 61.6 ± 4.4 | 780 ± 118 | 480 ± 32.1 | 129.6 ± 9.6 | 0.16 ± 0.01 | 76.4 ± 4.8 | |
| Series | OLR (g BOD5/L·d) | BOD5 | Biogas Production | CH4 Production | |||||
| Influent (g O2/L) | Effluent (g O2/L) | Removal (%) | Influent Load (g BOD5/d) | Load Removal (g BOD5/d) | (L/d) | (L CH4/g BOD5 Removed) | (L CH4/d) | ||
| 1 | 2.3 | 5.1 ± 0.6 | 0.82 ± 0.03 | 83.9 ± 2.7 | 250 ± 29 | 210 ± 6.7 | 135.0 ± 12.6 | 0.45 ± 0.04 | 94.7 ± 6.1 |
| 2 | 2.7 | 0.91 ± 0.04 | 82.2 ± 3.6 | 300 ± 35 | 247 ± 10.8 | 145.8 ± 10.0 | 0.39 ± 0.02 | 97.1 ± 5.1 | |
| 3 | 3.2 | 1.49 ± 0.13 | 70.7 ± 6.2 | 350 ± 41 | 248 ± 21.7 | 129.6 ± 9.6 | 0.31 ± 0.02 | 76.4 ± 4.8 | |
| Series | OLR (g TOC/L·d) | TOC | Biogas Production | CH4 Production | |||||
| Influent (g O2/L) | Effluent (g O2/L) | Removal (%) | Influent Load (g TOC/d) | Load Removal (g TOC/d) | (L/d) | (L CH4/g TOC Removed) | (L CH4/d) | ||
| 1 | 1.7 | 3.75 ± 0.2 | 0.85 ± 0.04 | 77.4 ± 3.4 | 190 ± 9.6 | 148 ± 6.5 | 135.0 ± 12.6 | 0.64 ± 0.04 | 94.7 ± 6.1 |
| 2 | 2.0 | 0.93 ± 0.06 | 75.2 ± 5.2 | 220 ± 11.1 | 165 ± 11.4 | 145.8 ± 10.0 | 0.59 ± 0.03 | 97.1 ± 5.1 | |
| 3 | 2.3 | 1.32 ± 0.12 | 64.9 ± 8.7 | 250 ± 12.7 | 162 ± 20.1 | 129.6 ± 9.6 | 0.47 ± 0.02 | 76.4 ± 4.8 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dębowski, M.; Kisielewska, M.; Kazimierowicz, J.; Zieliński, M. Methane Production from Confectionery Wastewater Treated in the Anaerobic Labyrinth-Flow Bioreactor. Energies 2023, 16, 571. https://doi.org/10.3390/en16010571
Dębowski M, Kisielewska M, Kazimierowicz J, Zieliński M. Methane Production from Confectionery Wastewater Treated in the Anaerobic Labyrinth-Flow Bioreactor. Energies. 2023; 16(1):571. https://doi.org/10.3390/en16010571
Chicago/Turabian StyleDębowski, Marcin, Marta Kisielewska, Joanna Kazimierowicz, and Marcin Zieliński. 2023. "Methane Production from Confectionery Wastewater Treated in the Anaerobic Labyrinth-Flow Bioreactor" Energies 16, no. 1: 571. https://doi.org/10.3390/en16010571
APA StyleDębowski, M., Kisielewska, M., Kazimierowicz, J., & Zieliński, M. (2023). Methane Production from Confectionery Wastewater Treated in the Anaerobic Labyrinth-Flow Bioreactor. Energies, 16(1), 571. https://doi.org/10.3390/en16010571