1. Introduction
Coal gasification is a flexible technology that utilizes syngas to generate energy and produce chemical products [
1]. An integrated gasification combined cycle (IGCC) power plant uses this technology to efficiently produce electricity while minimizing the environmental impact [
2]. The use of coal in this fuel power-generation process is concerning, as it is closely associated with carbon dioxide (
) emissions that negatively impact the environment if left uncontrolled. The reduction of
emissions is one of the most important factors to be considered when it comes to future power generation as an active means to combat climate change. Since fossil fuels will likely remain a primary energy source in the future, there is a strong need to develop power-generation technologies with a reduced fossil
footprint [
3]. Coal as a power-generation fuel can only be considered sustainable if
is captured and stored in suitable geologic formations for a long time [
4].
The development of carbon capture and storage (CCS) technologies is expected to play a crucial role in reducing greenhouse gas emissions. The CCS technologies group uses various energy-conversion systems and other energy-intensive industrial applications (e.g., cement production and petrochemistry) to reduce fossil
emissions [
5]. The IGCC generates electricity using solid feedstock (i.e., coal, lignite, biomass, and solid waste) that is partially oxidized with oxygen by air separation unit steam to produce syngas, a mixture of carbon monoxide (CO) and hydrogen. Besides generating electricity, the IGCC process is capable of coproducing hydrogen and steam [
6]. In an IGCC power plant integrated with CCS technologies, the ash and hydrogen sulfide are removed in the gasification process in a catalytic water–gas shift (WGS) reaction to treat the syngas [
4]. The WGS chemical reaction process allows the syngas thermal energy to be concentrated in the form of hydrogen and a carbon species in the state of
based on the following reaction equation [
4]:
Hydrogen coproduction in IGCC power plants is a common process and has been extensively discussed in previous studies [
2,
5,
6,
7,
8,
9]. This feature has enhanced the robustness of IGCC power plant applications since these plants must improve in both operation and availability to succeed as alternative power-generation facilities that supersede conventional coal-fired power plants. Nevertheless, integrating CCS technologies into the current IGCC power plant system has been estimated to increase 22.5% in investment cost when a 90% CCS capture rate is implemented [
6]. Fortunately, the coproduction of pure hydrogen helps mitigate the drawbacks of implementing CCS technologies since pure hydrogen has a high added value and can be used for energy and industrial uses [
4,
6].
In recent years, hydrogen has become an essential renewable secondary energy carrier for various applications and is expected to play a crucial role in the future of energy systems. Generally, hydrogen is used for multiple purposes, such as crude oil desulfurization or electronic device production [
10]. Nevertheless, it is predominantly produced from fossil fuels; hydrogen gas is primarily supplied by natural gas steam reforming and water electrolysis processes [
11]. Nonetheless, these methods are intensive and require high energy to provide hydrogen as an energy source. Biological methods offer a promising alternative solution for the future production of hydrogen. A biological hydrogen production method is more advantageous in operating conditions than the conventional chemical methods [
12,
13].
Biohydrogen has a clean energy carrier property since it has a high energy yield in the combustion of hydrogen fuel, where the major byproduct is only water (
) molecule emission in the environment [
14,
15]. Additionally, hydrogen fuel’s renewable characteristics produced via bioproduction can be developed from various biological routes (i.e., utilizing biological waste as the potential source of biohydrogen provides a new avenue for the utilization of renewable sources) [
16,
17]. The biohydrogen production processes can be categorized into several groups: photobiological fermentation, dark fermentation, anaerobic fermentation, and thermochemical and enzymatic processes [
10,
14,
18,
19]. Biohydrogen can be produced through various methods, e.g., anoxic photosynthesis, fermentation, oxygenic photosynthesis, and cyanobacterial hydrogen biosynthesis through a nitrogenase enzyme complex [
19].
Although dark fermentation methods are well-established and offer integrative prospects, they are still uncommon in the industry [
20]. Past studies have reported that dark fermentation has the advantage of a high production rate; nevertheless, it offers a lower yield compared with other methods [
21,
22,
23]. For the past decade, the production rate of the dark fermentation method has been steadily increasing because of the development of stable compartments of mixed strains; furthermore, the stability of these strains has been enhanced by advanced technologies [
24,
25,
26,
27,
28,
29]. Based on previous studies, a dark fermentation approach has been developed whereby a hyperthermophile-type bacterium called
Thermococcus onnurineus NA1 can be used as a biocatalyst in a WGS reaction to produce hydrogen; in this approach, the bacterium feeds on a CO-rich gas [
24,
25]. The NA1 strain is genetically engineered and possesses high activity for the bioconversions of industrial waste gases created from the byproducts of steel production; these bioconversions produce hydrogen via a WGS chemical reaction process [
25,
30]. The benefits of using the byproduct gases from steel mill processes for hydrogen production are a high yield and reduced cost [
25]. A separate study reported that Linz–Donawitz gas and blast furnace gas could also be used for hydrogen production using
Thermococcus onnurineus NA1 [
30,
31]. Besides the waste gas from steel mills, the syngas from the coal gasification process could be used as the primary source of CO in a WGS reaction for hydrogen production [
32].
In the bioconversion operating conditions for hydrogen production using
Thermococcus onnurineus NA1, temperature is an essential factor for activation of the bacterium to produce hydrogen [
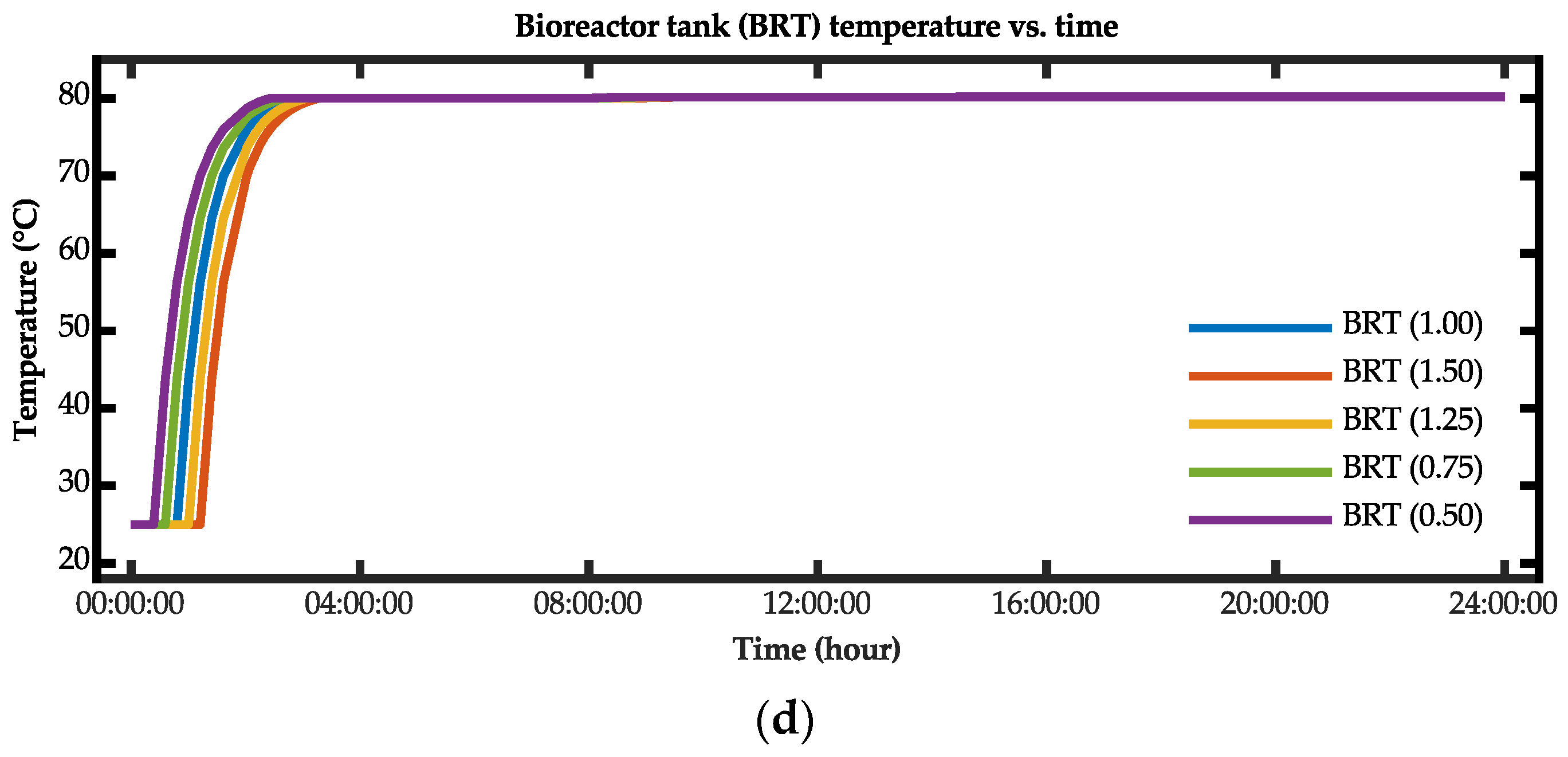
25]. The optimal temperature for the bacterium to be activated in the WGS reaction is 80 °C [
25,
30,
33]. Note that pressure is not as significant as CO solubility [
33]. The hydrogen productivity can be increased when the CO solubility is increased by applying more pressure if the toxicity of the CO is endurable for the bacterium [
33]. Additionally, the highest and most productive hydrogen production is achieved when
Thermococcus onnurineus NA1 is pressurized up to 4 bar [
33].
This study focuses on utilizing the syngas and waste heat from an IGCC power plant with CCS to produce hydrogen. In such a power plant, the syngas is made from the coal gasification process, and it is primarily comprised of hydrogen, CO, CO
2, nitrogen, and methane. Thus, the syngas is used as the source of CO in the WGS reaction process. As for the waste heat from the IGCC power plant, the heat recovered from the exhaust gas of the gas turbine system through the heat recovery steam generator (HRSG) will act as the primary heat source for the biohydrogen production system. The exhaust gas from the gas turbine system will be transferred to HRSG to extract their heat and transfer the heat to steam via a heat exchanger. The heated steam will be sent to a steam boiler, where its pressure is lowered and used to supply heat to the biohydrogen production system. Furthermore, the flue gas from the HRSG can also be used as the waste heat source for the biohydrogen production system [
34].
The motivation for this study comes from the fact that there is no systematic implementation of the hydrogen production process produced biologically from the bacterium Thermococcus onnurineus NA1 driven by the waste heat from IGCC power plants. To the best of the authors’ knowledge, this is the first application of biohydrogen production driven by IGCC power plant waste heat from HRGS. Hence, mathematical modeling of the system is crucial in evaluating and optimizing it for future studies. Thus, a dynamic model was developed to simulate the system’s thermal behavior based on the given boundary conditions.
A dynamic mathematical model that can carry out the simulation or thermal design optimization of a biohydrogen production system is necessary when various parameters are considered in the system’s design process. For instance, the system’s thermal behavior may differ if operating in a cold versus hot environment. In a cold environment, more heat may be needed to maintain the desired operating conditions for hydrogen production. However, the amount of heat supplied must be appropriate so that the system can operate properly and ensure the hydrogen production process is not interrupted due to overheating. Thus, the developed model can be utilized to determine the correct amount of heat.
Another advantage of having a model that can simulate the biohydrogen production system is that it can be used to estimate how much waste heat is required for the system to operate correctly. In the IGCC power plant, the HRSG also needs to supply heated steam to the steam turbine to generate electricity. The steam supply to the steam turbine might be interrupted when the biohydrogen production system is implemented in the IGCC power plant as an additional auxiliary system. Therefore, it is crucial to determine the amount of continuous waste heat required by the system that should be pre-allocated to ensure that the IGCC power plant operation process will not be interrupted.
As mentioned previously, the coproduction of hydrogen with the IGCC power plant could help mitigate the economic drawbacks of implementing CCS technologies in the plant. Nevertheless, the size of the implemented biohydrogen production system as an auxiliary component of the IGCC power plant will impact the investment and operational cost for the whole plant. Therefore, the simulation model can optimize a detailed unit sizing and thermal design of the system’s components, such as the bioreactor tank and heat exchanger, to reduce these costs. Additionally, the optimization process through the simulation model can help find the best configuration for the biohydrogen production system.
This study focuses on mathematical dynamic model development based on a lab-scale biohydrogen production system utilizing the heat-transfer lumped analysis method. The chosen method is implemented in the model development due to assessment simplicity. Additionally, this method is used for various configurations or cases as long as the requirements to use it are fulfilled. Thus, one of this study’s main goals is to create a model that can be applied to various configurations, including lab-scale models and actual plants.
To ensure that the developed model can be applied to various configurations, this study focuses on the heat transfer of the feed-mixing and bioreactor tanks in the biohydrogen production system. The feed-mixing tank’s role is to be the cultivation containment tank for the bacterium’s active hydrogen production, where it is fed nutrients in the cultivation process. By contrast, the bioreactor tank is where the WGS process and the produced hydrogen collection occur. Both tanks are necessary for any biohydrogen production system. Hence, the current model development sets the feed-mixing and bioreactor tanks as core components in various configurations, including lab-scale models and actual plants.
The model’s reliability is evaluated based on the experimental result of the lab-scale biohydrogen production system. After the reliability of the code is confirmed, the system’s configuration is changed to the design of the IGCC power plant’s biohydrogen production system. The only changes that are made are to the system’s configuration; the approach to evaluate the thermal analysis in the developed mathematical model remains the same. The present study also conducts a thermal design analysis and an optimization investigation using a dynamic simulation of a biohydrogen production system driven by IGCC waste heat.
The motivation of this study is to propose a dynamic mathematical model that can provide a heat-transfer analysis of the biohydrogen production system driven by the IGCC waste heat to carry out evaluation and optimization tasks. In order to achieve this purpose, a biohydrogen production system that utilizes the unique properties of Thermococcus onnurineus NA1 in producing hydrogen through the dark fermentation method is selected in the present study. The selected biohydrogen production system is integrated into the IGCC power plant operation process in order to establish a hydrogen coproduction process in the power plant. The IGCC waste heat drives the established hydrogen coproduction process, which will help in mitigating the drawbacks of implementing CCS technologies in the IGCC power plant operation process.
The present study provides a dynamic mathematical model representing the heat and mass transfer analysis of the biohydrogen production system’s component driven by the IGCC waste heat. This study also discusses the details of the chosen heat-transfer analysis method and the heat and mass transfer equations in developing the proposed model. Finally, the proposed model is validated based on the lab-scale biohydrogen production system experiment. The current work also conducts a thermal design analysis and an optimization investigation based on the developed model as mentioned previously.
2. Mathematical Simulation Modeling
The present study simulates two models of a biohydrogen production system, i.e., the validation model and the bio-IGCC model. The validation model is based on the experimental design of a lab-scale biohydrogen production system that serves as the industrial application pilot study.
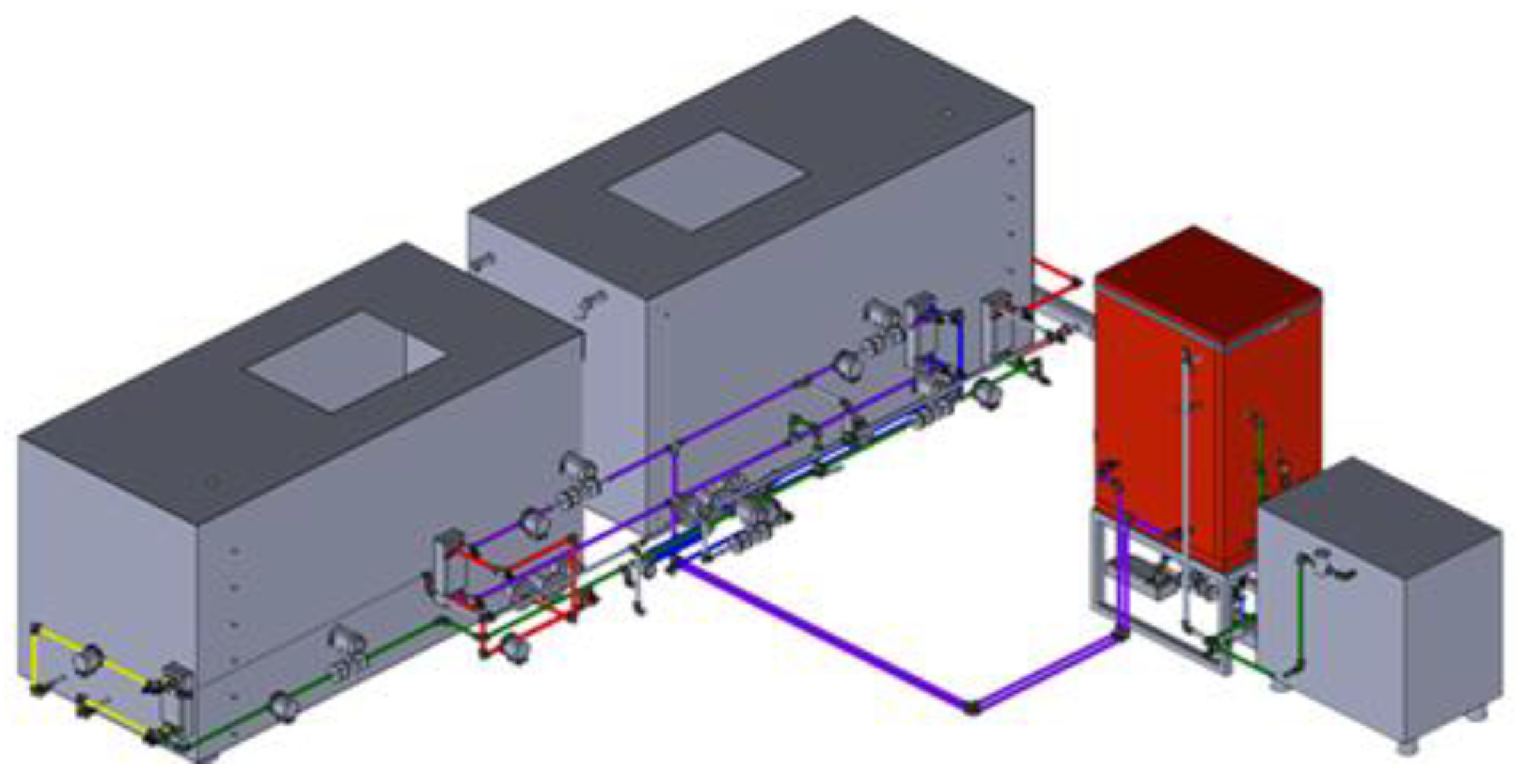
Figure 1 illustrates the three-dimensional, computer-aided design drawing of the experimental setup of the lab-scale biohydrogen production system.
Figure 2 shows the picture of the experiment setup facility.
The validation model is used to verify the heat-transfer analysis method utilized in the mathematical modeling of the simulation. The bio-IGCC model is based on a biohydrogen production–IGCC power plant system design (this paper’s case study).
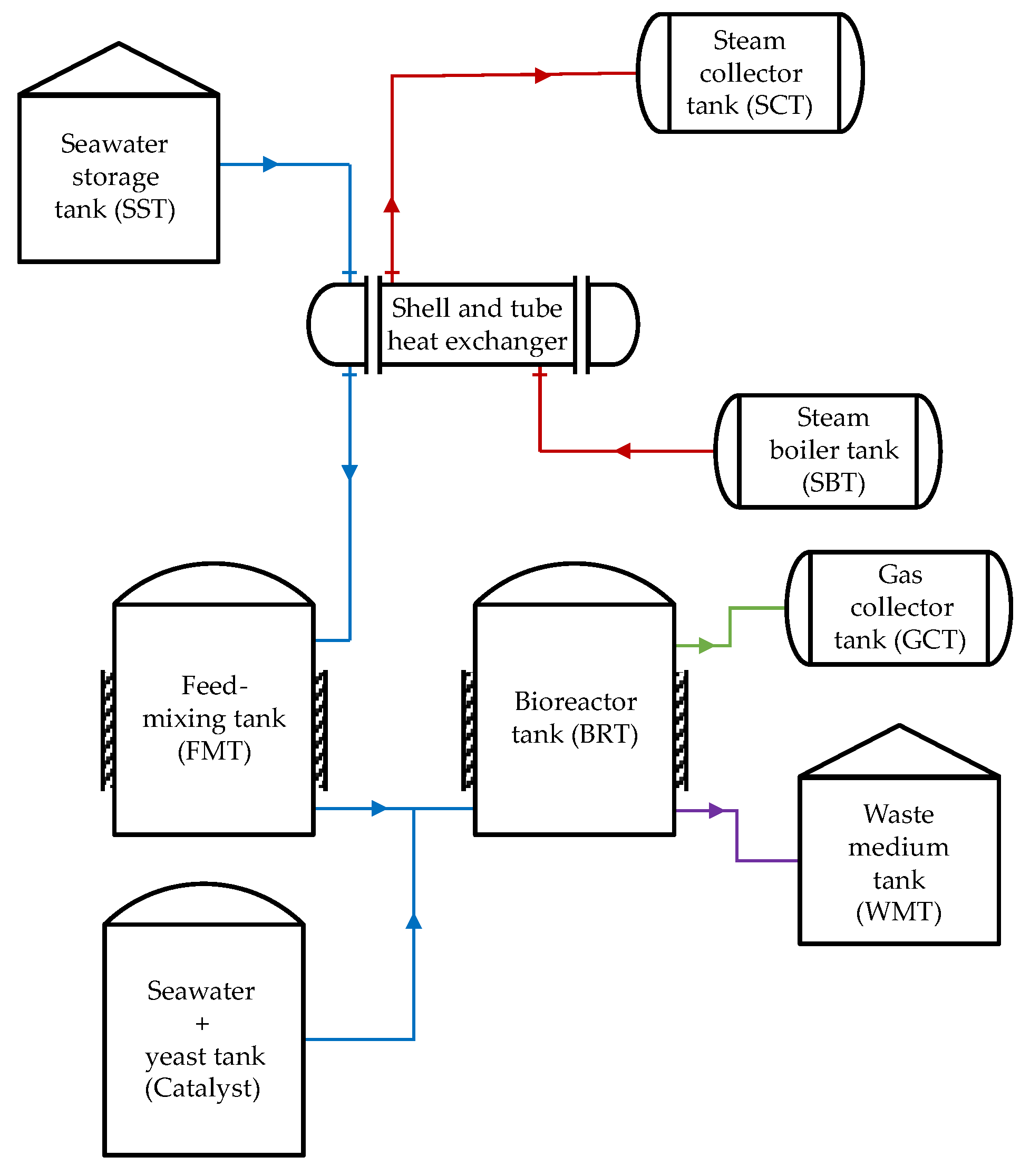
Figure 3 and
Figure 4 illustrate the graphical diagrams representing the configuration for both systems. Although the designs are slightly different, steam is still the primary heat source for both systems.
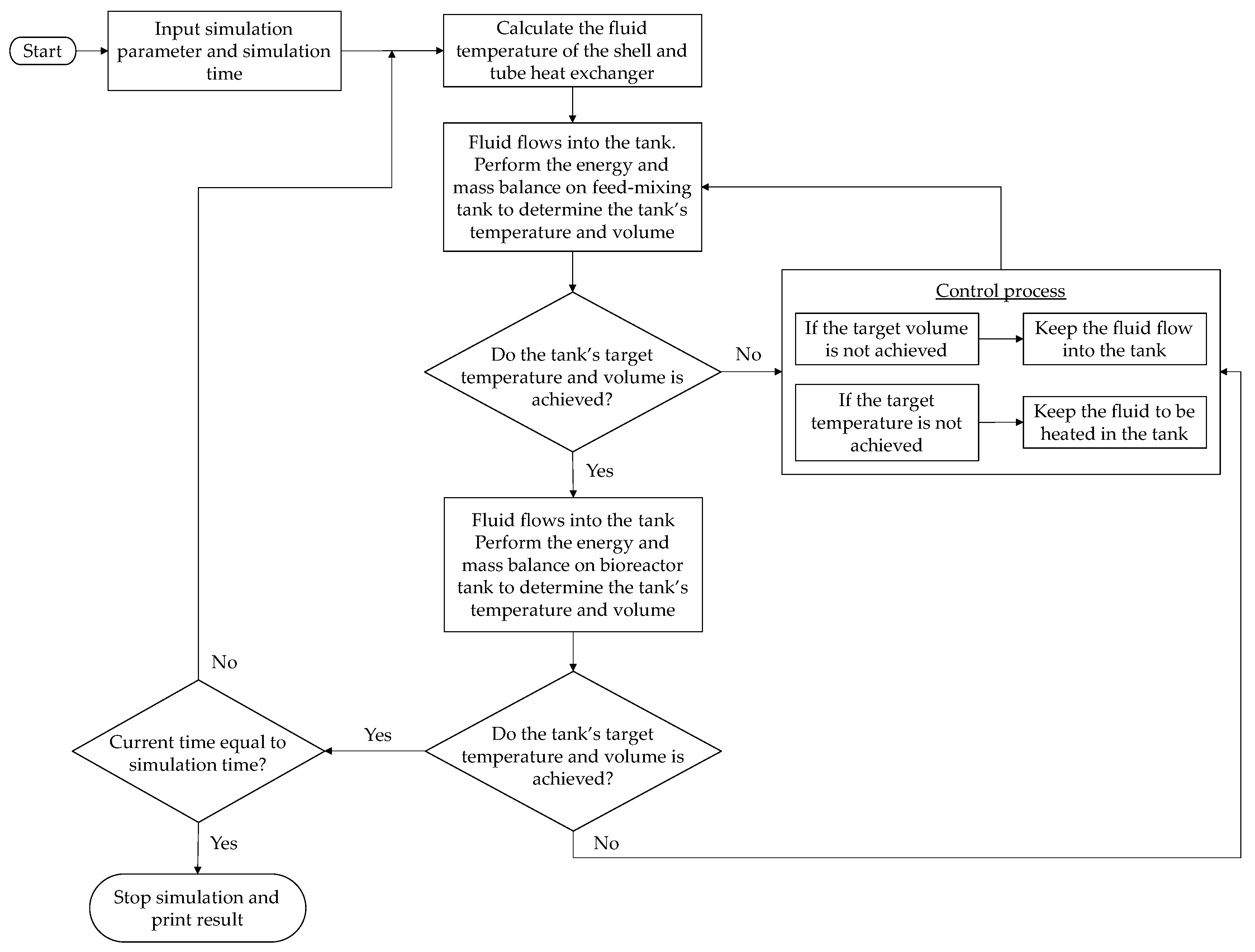
In this study’s lab-scale biohydrogen production system experiment, it was determined that the amount of time for the bioconversion in the hydrogen production using Thermococcus onnurineus NA1 is approximately 6 h. Thus, the amount of time the fluid was stored inside the bioreactor tank for the bio-IGCC model was also 6 h to simulate the bioconversion process.
The critical components of the biohydrogen production system that this study investigates are the heat-exchanger, feed-mixing, and bioreactor tanks. The role of the bioreactor tank is the production and collection of hydrogen through the WGS chemical reaction. The feed-mixing tank is where Thermococcus onnurineus NA1 is cultured before sending it to the bioreactor. The working fluid used in the model, i.e., the cultured Thermococcus onnurineus NA1 mixed with water, can be treated like seawater, as it has a salinity of 3.5%. The heat-exchanger tank is used to exchange heat with the primary heat source to heat the bioreactor and feed-mixing tanks to the desired operating condition.
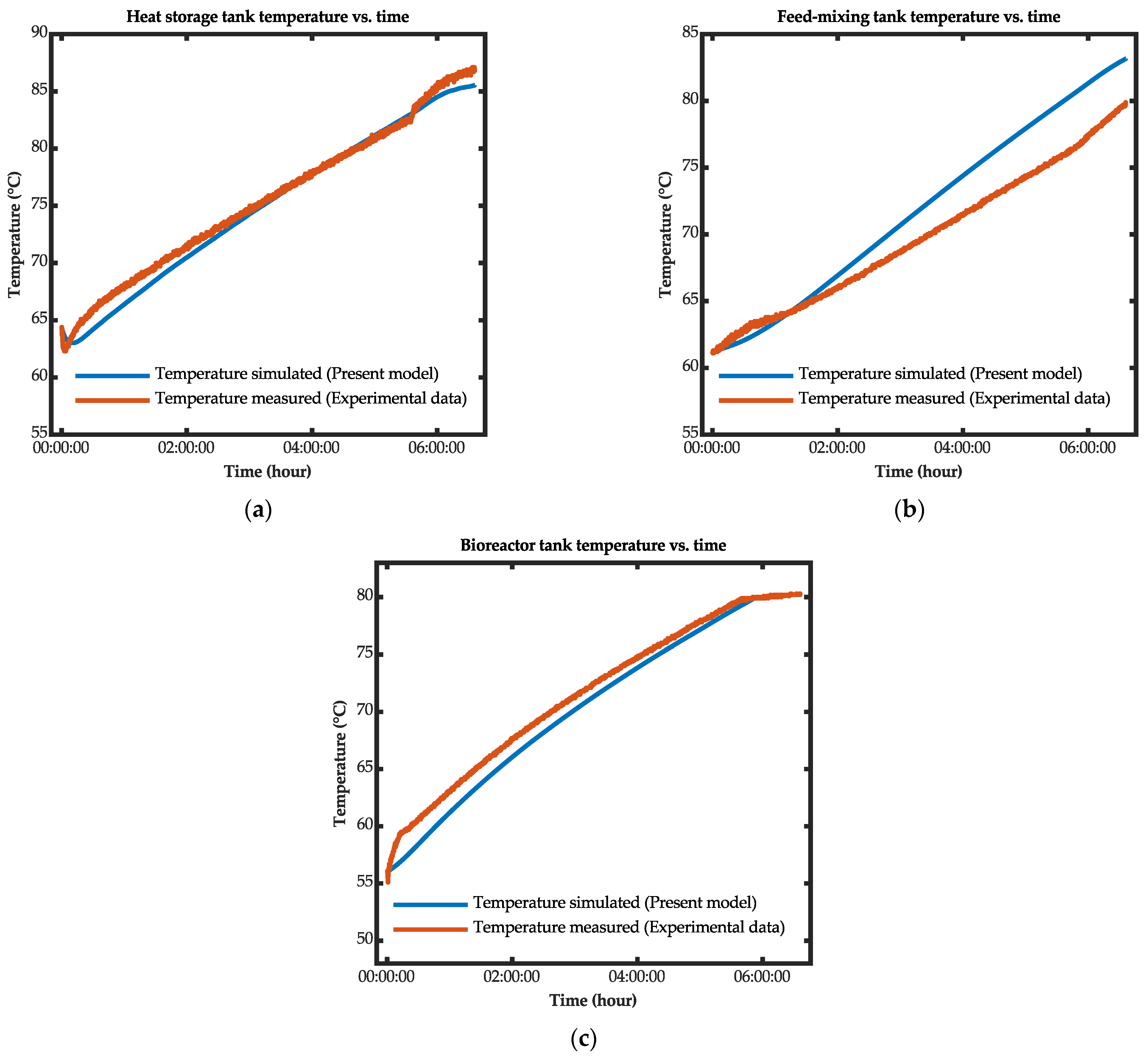
The main focus in the model development is the thermal aspect of the current design of biohydrogen production. Thus, the heat and mass transfer analysis approach is used to simulate the system’s behavior on the basis of the determined boundary conditions. A validation process is conducted to ascertain the validity of the heat-transfer analysis approaches used to develop the model by comparing the results of the developed model with experimental results. The following assumptions are made to simplify the system to be simulated and modeled:
The fluid inside the tank is perfectly mixed due to the tank’s significant amount of operating volume;
The heat from the biological WGS is ignored, as the reaction’s heat is relatively nominal compared with the heat generated by the whole system;
The inlet and outlet of each system element are steady state.
For the dynamic simulation modeling of the biohydrogen production system, this study uses a lump capacitance approach for the system modeling. To use the lump capacitance method, the Biot number (
) of the tanks in the studied system must be less than 0.1. Thus, the validation of the tanks in the modeling of each system using the lump capacitance method is evaluated. The
equation is expressed as follows [
35]:
Here, is the convective heat-transfer coefficient, is the characteristic length, and is the solid thermal conductivity.
2.1. Validation Model Biohydrogen Production System
The validation model of the biohydrogen production system consisted of a bioreactor tank, feed-mixing tank, plate heat exchange, steam boiler, and heat storage tank. The steam boiler was the primary heat source to heat the bioreactor and the feed-mixing tank to the desired operating condition. The heat storage tank acted as the intermediate medium to recover the heat from the steam boiler via a plate heat exchanger. Furthermore, the steam boiler was treated as the industrial waste heat source used for the actual application. Steam was used to transfer the industrial process waste heat to the biohydrogen production system in the actual application.
A Danfoss brazed plate heat exchanger (model XB-06H-1-26-H) was used in the experimental setup. In the developed model, the effectiveness number of transfer units method was applied to determine the temperature outlets of the cold and hot sides of the heat exchanger [
35]. Danfoss commercial software (Danfoss Hexact, version: 5.5.24, Creator: Danfoss A/S, Location: Nordborg, Denmark) was used to determine the heat-transfer coefficient for the hot and cold sides of the heat exchanger and the overall heat-transfer equation [
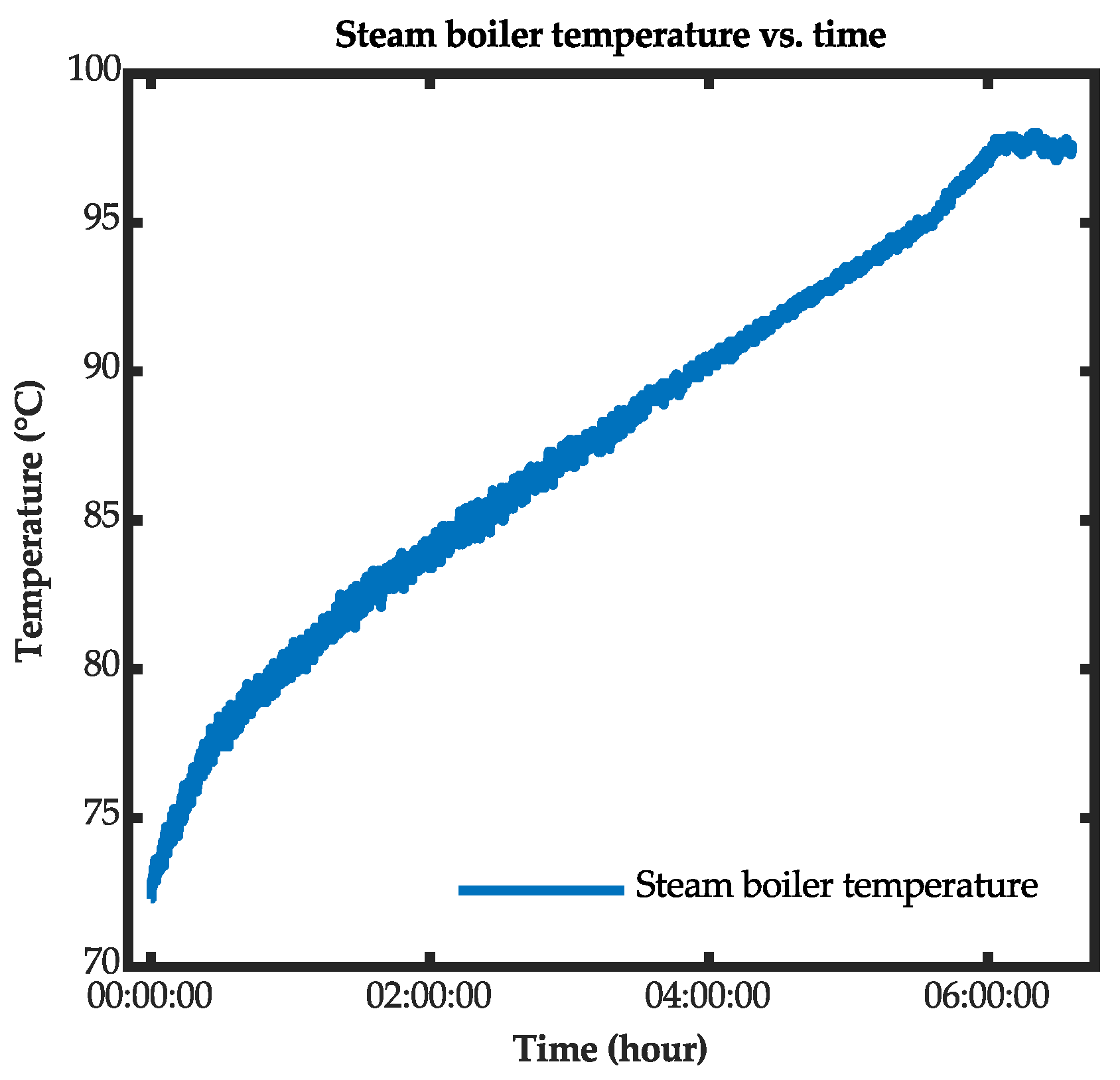
36]. The temperature profile for the outlet of the steam boiler is illustrated in
Figure 5 (the hot side of the heat exchanger). The cold side was filled with the fluid from the heat storage tank. The flow of the heat-transfer process from the steam boiler to the bioreactor and feed-mixing tanks can be described as follows:
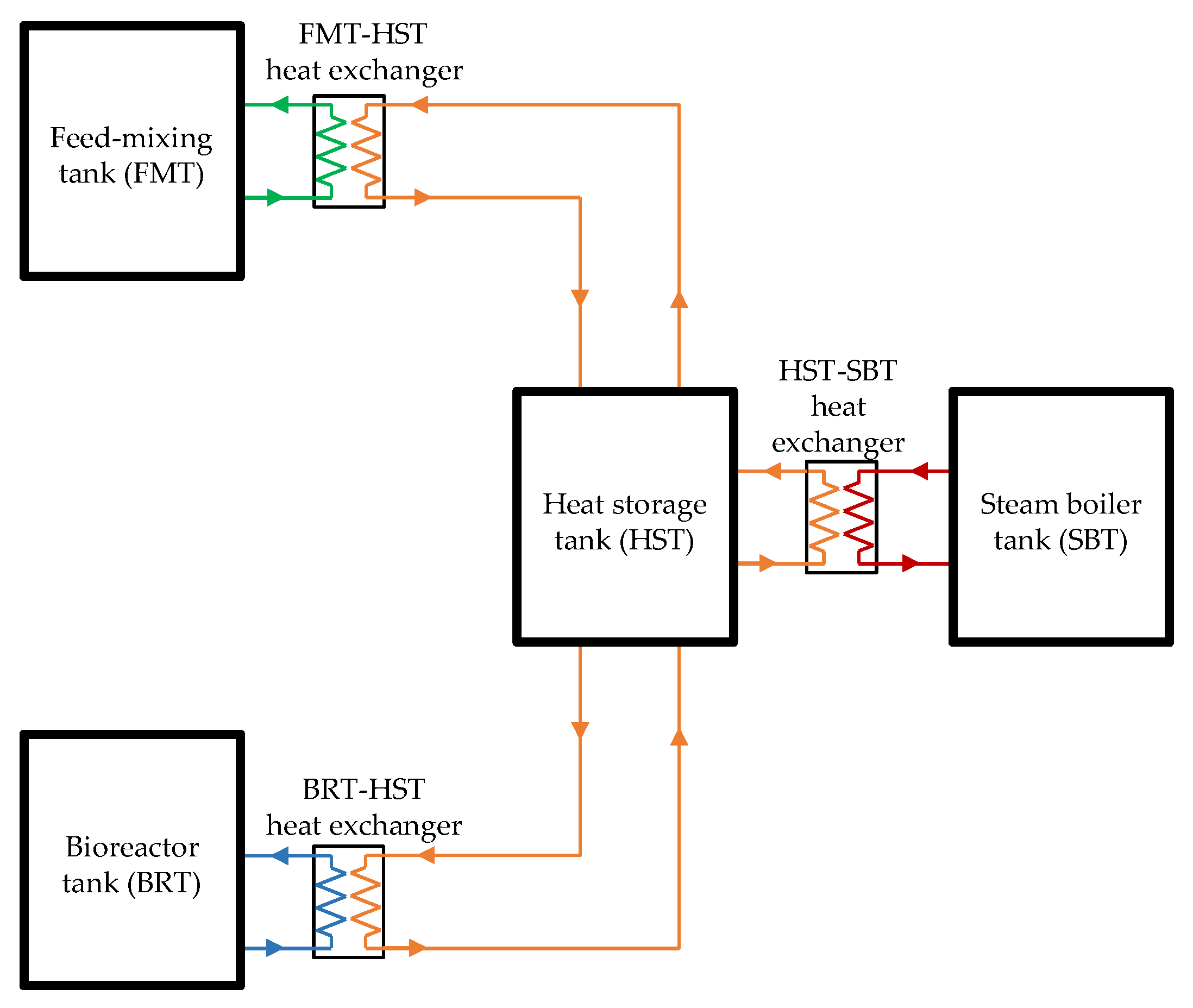
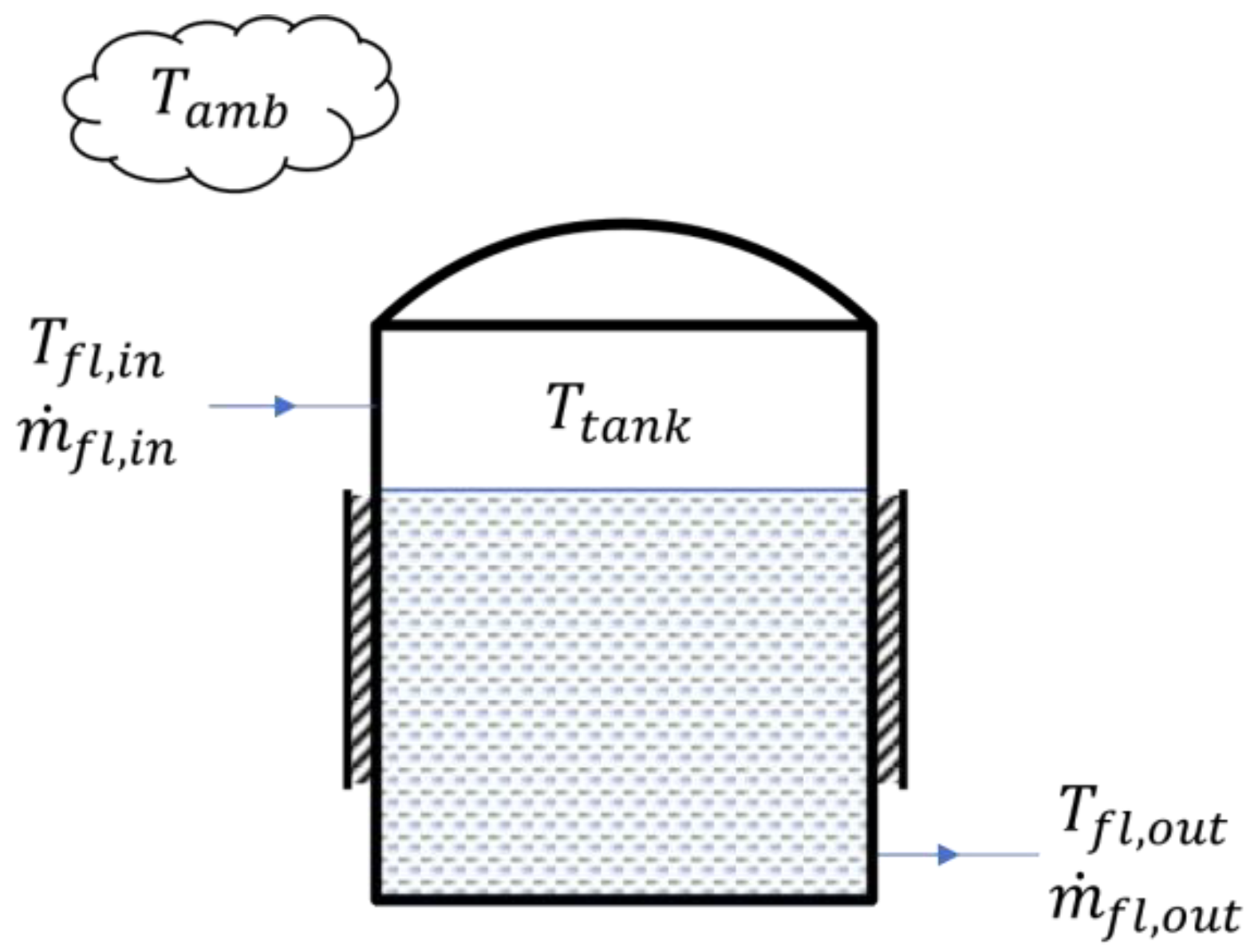
The analysis of the heat and mass transfer interaction for each of the tanks in the lab-scale biohydrogen production system is illustrated in
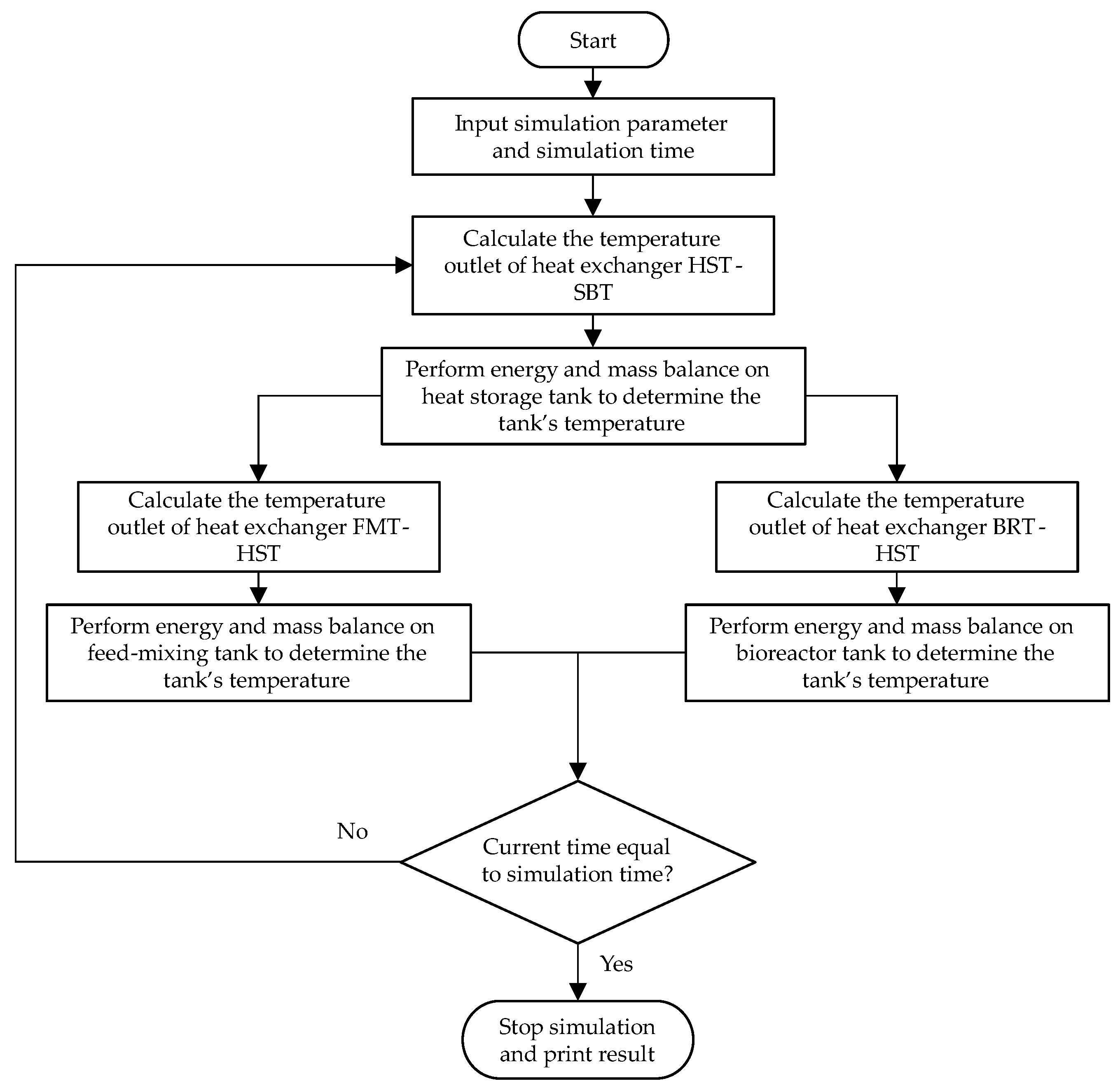
Figure 6. The generalized dynamic equations that determined the tank’s temperature and volume were analyzed and developed for the simulation based on the analysis conducted. These calculations are expressed in Equations (3) and (4).
Here, is the temperature of the fluid inside the tank; is the volume of the fluid inside the tank; is the specific heat capacity of the fluid inside the tank; and are the mass flow rates at the inlet and outlet of the tank, respectively; and are the temperatures at the inlet and outlet of the tank, respectively; is the overall heat-transfer coefficient between the fluid inside the tank and the ambient air; and is the ambient temperature.
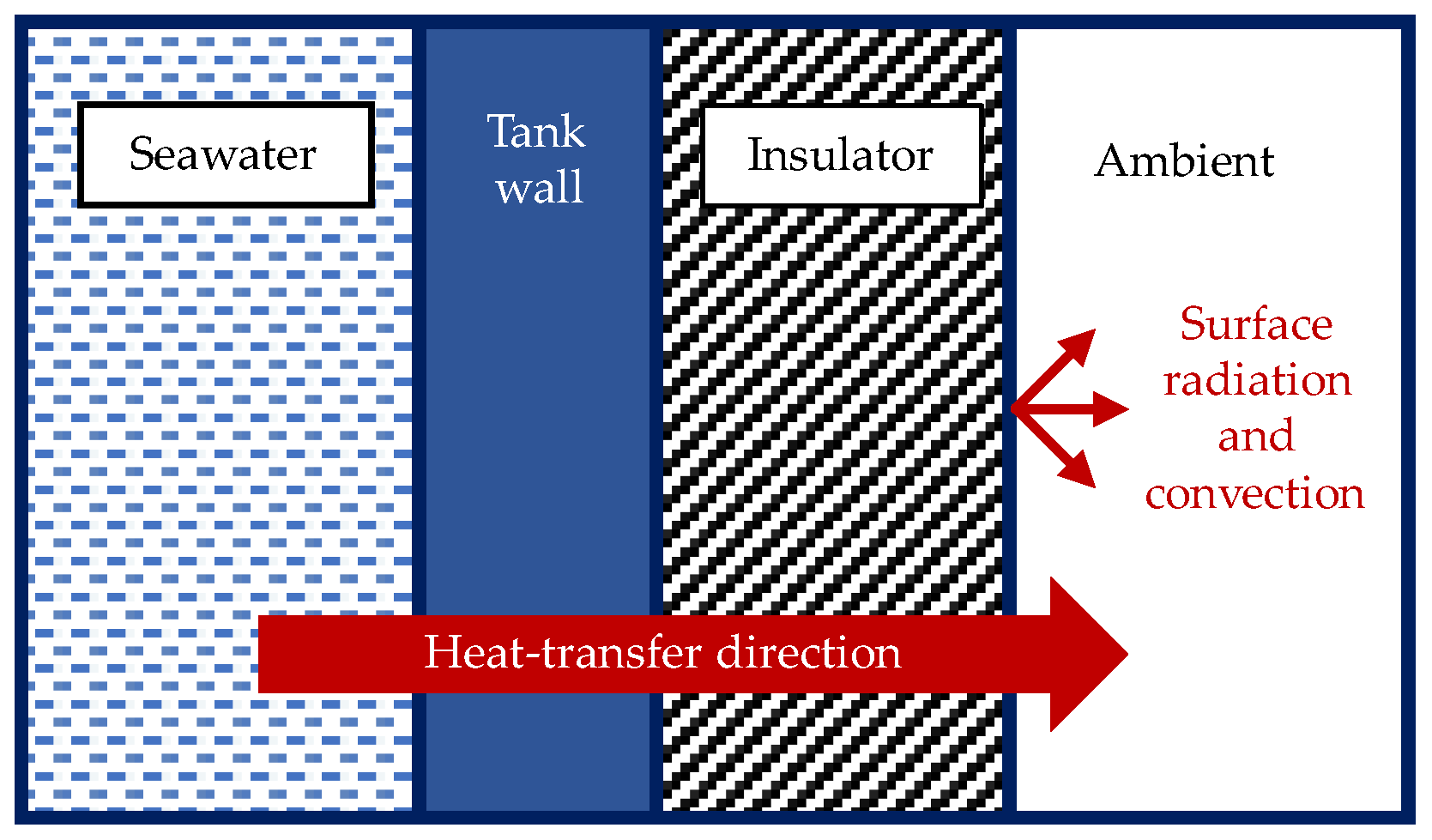
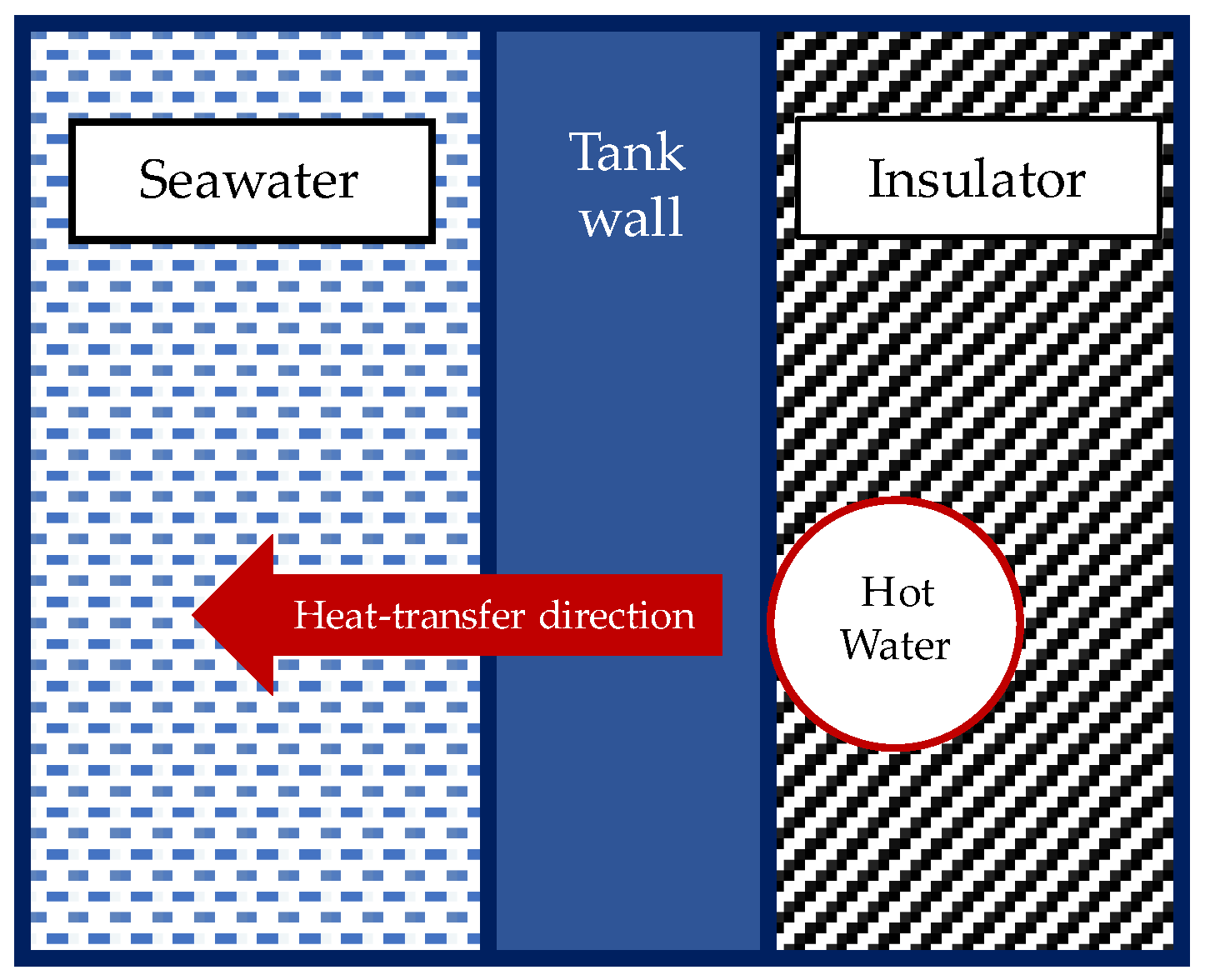
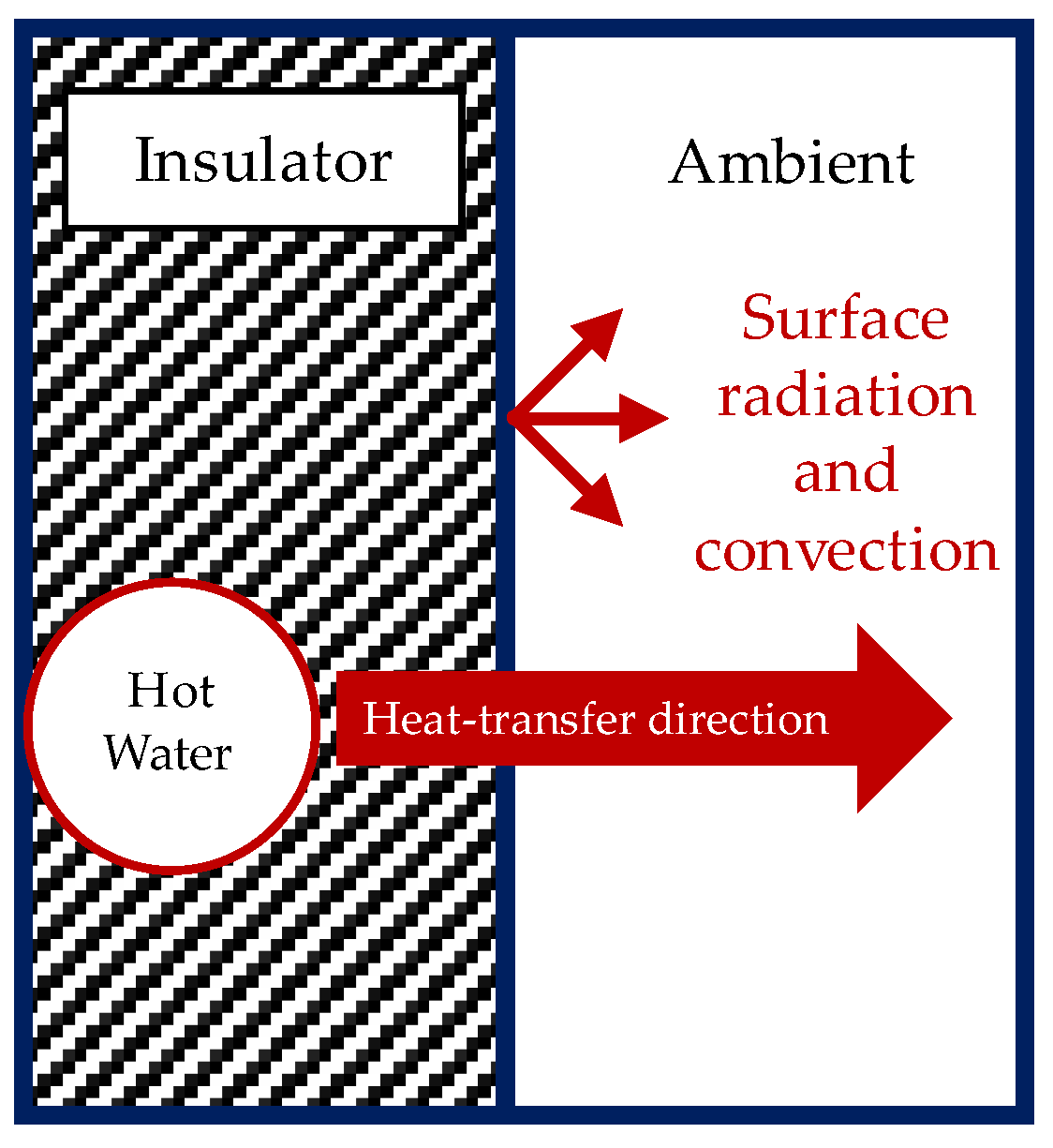
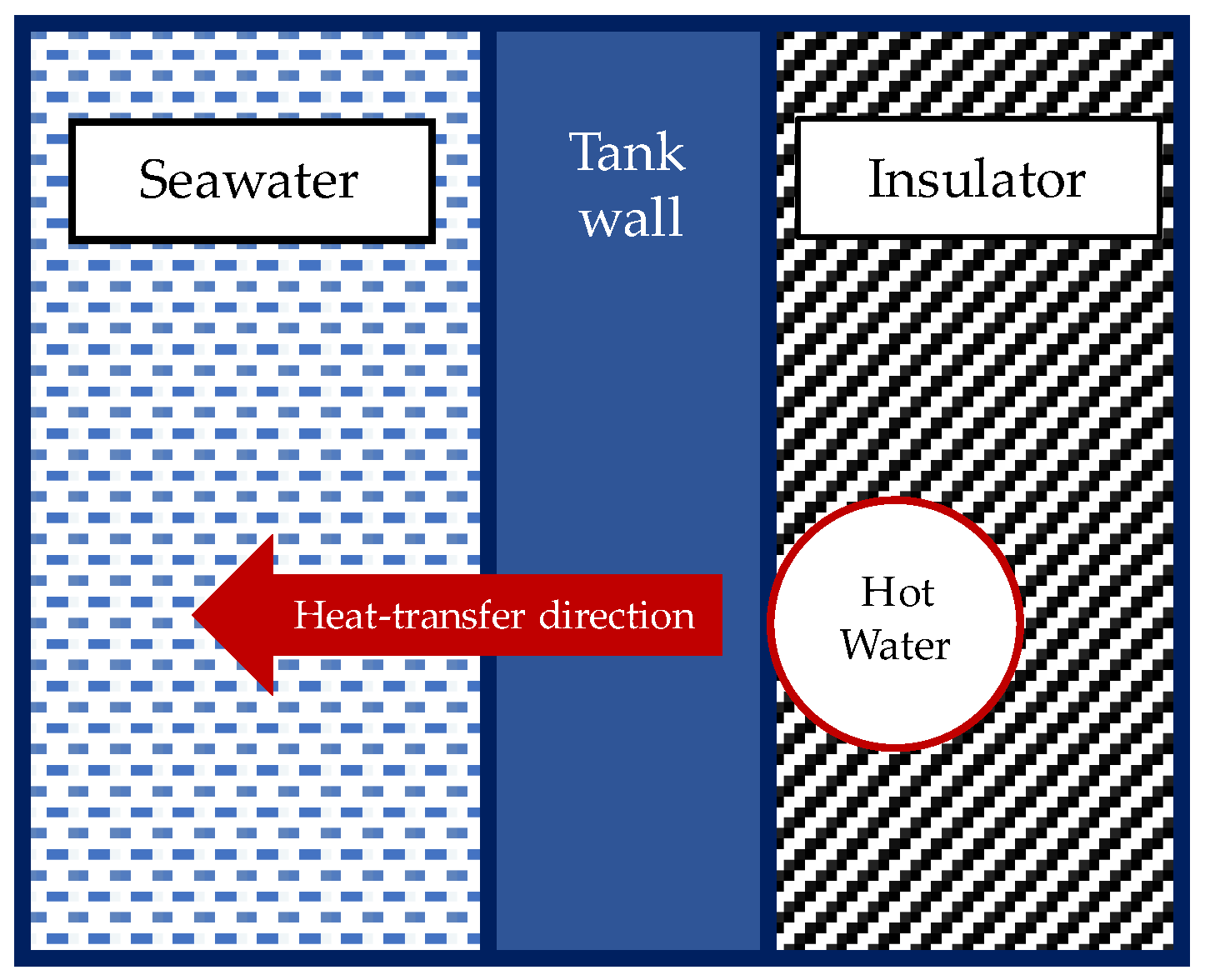
Figure 7 shows the heat-transfer direction from the fluid inside the tank to the ambient air. Based on the interaction shown in
Figure 7, the overall heat-transfer coefficient between the fluid inside the tank and the ambient air could be determined and expressed by Equation (5) and obtained through one-dimensional thermal resistance circuit analysis [
35]. The tank walls and insulators were treated as flat plates for the geometrical properties. The Nusselt number equation used to determine the convective heat-transfer coefficient in the Equation (6) is shown in Equation (7) [
35]. The correlation expressed in the Equation (7) can be applied over the entire range of the Rayleigh number and applicable to a vertical flat geometry. In terms of geometry, the tank’s wall for the validation model will be treated as a flat plate for the thermal resistance circuit analysis based on the design of the tanks, as illustrated in
Figure 1.
In these equations, is the convective heat-transfer coefficient of the fluid in the tank, is the convective heat-transfer coefficient at the ambient air and insulator interface, is the heat-exchange area of the tank wall, is the heat-exchange area of the insulator, is the thickness of the tank wall, is the thickness of the insulator, is the thermal conductivity of the tank wall, is the insulator thermal conductivity, is the Rayleigh number, is the Prandtl number of the fluid inside the tank, is the radiative heat-transfer coefficient at ambient, is the emissivity of the insulator, is the Stefan–Boltzmann constant, and is the surface temperature of the insulator.
2.2. Integrated Gasification Combined Cycle Biohydrogen Production System Model
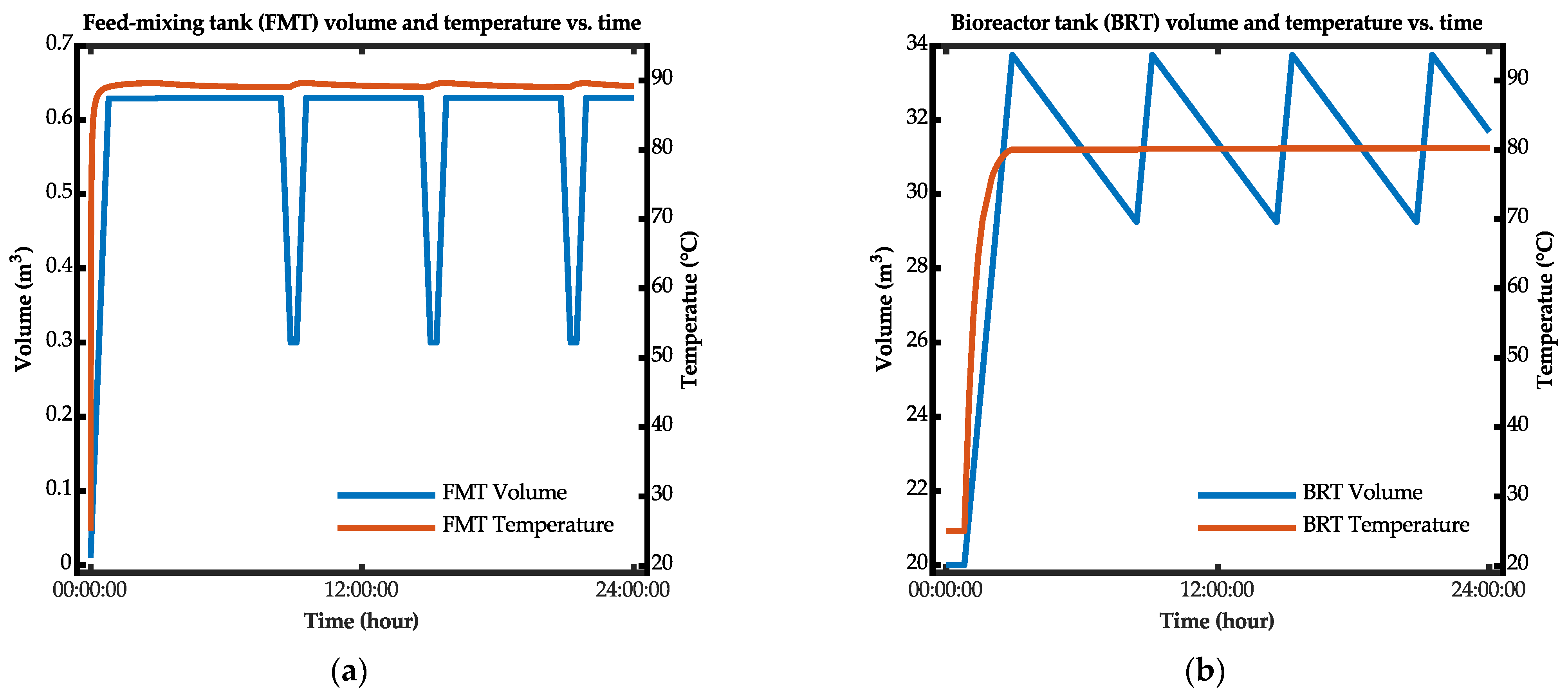
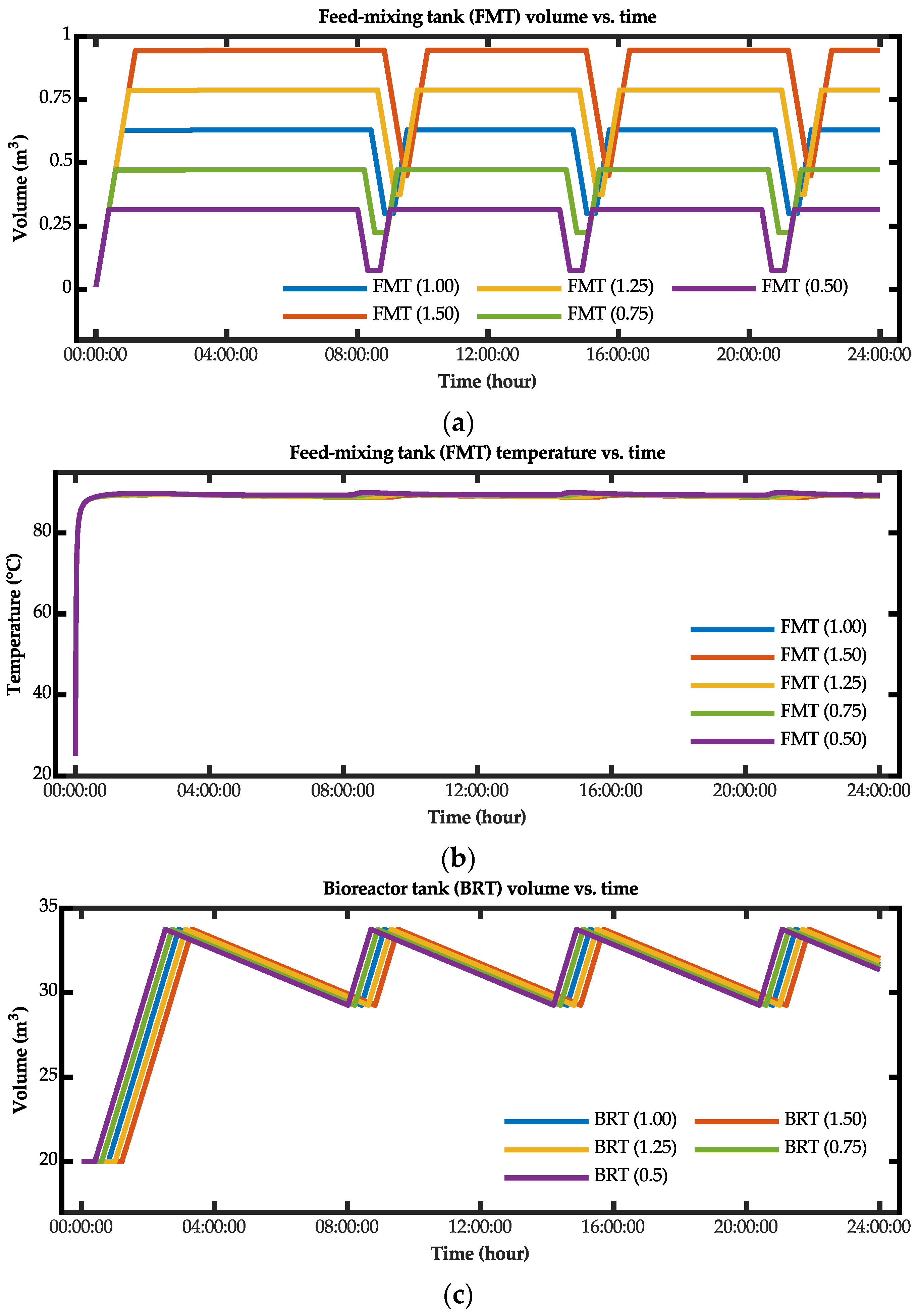
For the IGCC power plant biohydrogen production system, the low steam pressure from the IGCC power-generation process was the waste heat source from the IGCC power plant that was recovered through a shell and tube heat exchanger. The fluid inside the feed-mixing tank was heated with the recovered heat. The temperature outlet of the heat exchanger was set at 90 °C.
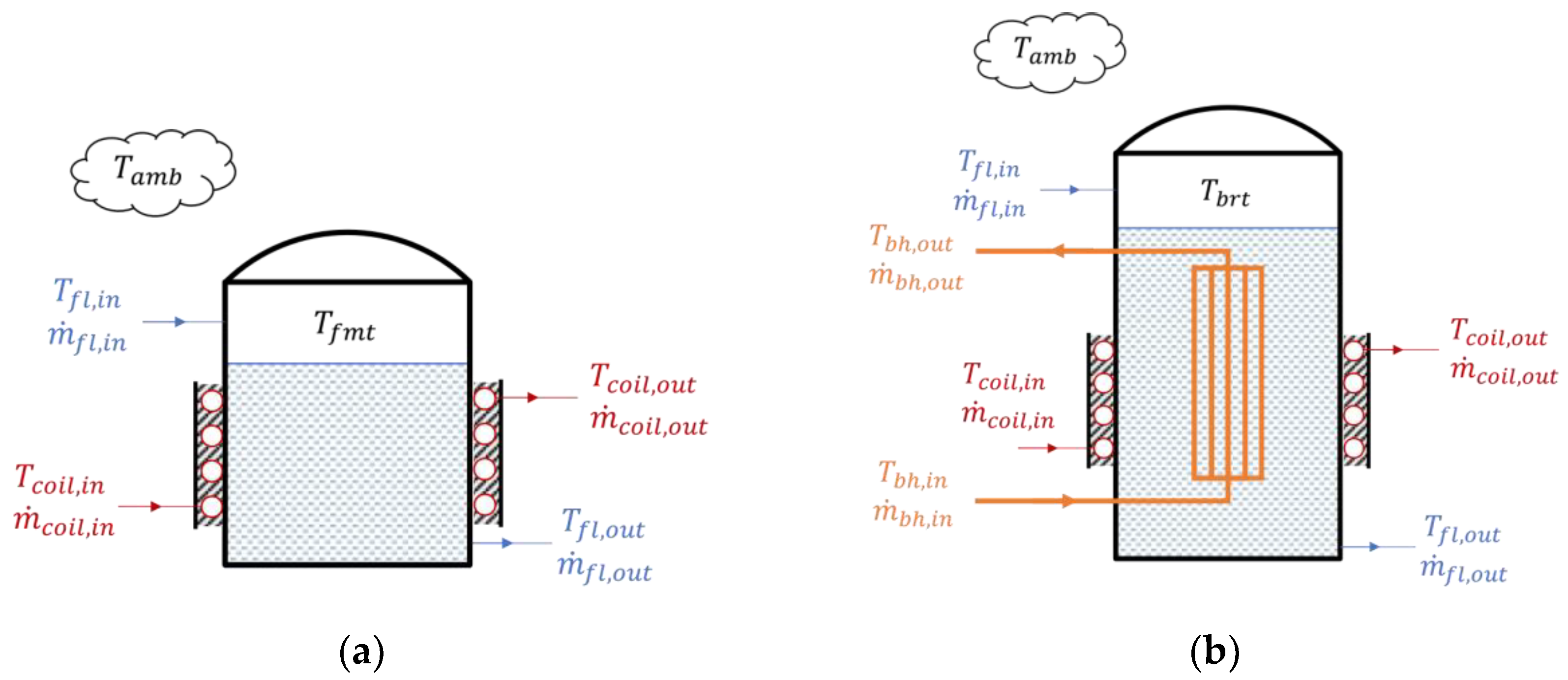
Figure 8 illustrates the simplified structures of the feed-mixing and bioreactor tanks as well as their heat interaction. As is shown in the figure, both of the tanks were cylindrical structures equipped with an external coil heater and insulator. Nevertheless, the bioreactor tank had an additional vertical bundle heater inside the reactor. The purpose of adding the heaters was to heat and maintain the fluid temperature inside the tanks at optimal conditions in large quantities.
The developed dynamic equations for determining the temperatures of the feed-mixing tank and the bioreactor tank in the bio-IGCC model are expressed in Equations (9) and (10), respectively.
Here, is the temperature of the fluid inside the feed-mixing tank; is the temperature of the fluid inside the bioreactor tank; is the fluid temperature inside the external heating coil; is the fluid temperature inside the vertical bundle; is the fluid density; and are the fluid volumes inside the feed-mixing tank and bioreactor tank, respectively; and , , and are the overall heat-transfer coefficient for the coil heater, the vertical bundle heater inside the bioreactor, and the heat loss to the ambient air, respectively.
The dynamic equation that determined the tank’s volume in the bio-IGCC model was similar to Equation (3). However, the fluid flow at the inlet of the bioreactor tank for the bio-IGCC model had two sources: the feed-mixing tank and heated seawater mixed with yeast that acted as a catalyst for Thermococcus onnurineus NA1. The role of the catalyst was to increase the reaction rate for hydrogen production, and it did not affect the heat-transfer process.
Figure 9 shows the directions of the heat transfer between the coil heater, the fluid in the tanks, and the ambient air. A one-dimensional thermal resistance circuit analysis was conducted at the wall of the tank covered by an insulator and a coil heater to determine the heat loss to its surroundings. For the heat transfer from the coil heater to the tank wall, it was assumed that 20% of the whole coil heater was in contact with the tanks, while the remaining area was in contact with the insulator. The fluid inside the coil heater was water at 90 °C.
Figure 10 illustrates the heat-transfer direction from the water inside the coil heater to the fluid inside the tank. The overall heat-transfer coefficient for the heat transfer from the coil heater to the fluid inside the tank is shown in Equation (11). Furthermore, the pre-calculation indicated that the flow inside the tank was laminar. In terms of geometry, the cylinder tank wall in this system model could be treated as a flat plate for the thermal resistance circuit analysis since the condition for the present case study was satisfied according to Equation (12) [
35]. Because of this condition, the Nusselt number correlation expressed in Equation (7) could also be used for the inner side of the tank in the current system model. Equation (13) is the Nusselt number correlation used to determine the convective heat-transfer coefficient in the coil heater [
37]. The thermal conduction resistance analysis along the walls of the feed-mixing tank and bioreactor tank covered by the insulator and the heater coil was expressed by Equations (16) and (18) [
38].
In these equations, is the conductive thermal resistance of the tank wall in contact with the coil heater, is the conductive thermal resistance of the coil heater, is the convective heat-transfer coefficient inside the coil heater, is the heat-exchange area between the coil heater and the tank wall (assumed to be 20% of the whole area of the coil heater), is the diameter of the tank, is the characteristic length of the cylinder (the height of the cylinder in this case), is the Grashof number, is the Dean number of the water inside the coil heater, is the Prandtl number of the water inside the coil heater, is the thermal conductivity of the fluid inside the tank, is the length of the coil heater, is the distance between two adjacent coils, is the thickness of the coil tube, is the thermal conductivity of the coil material, and is the coil diameter.
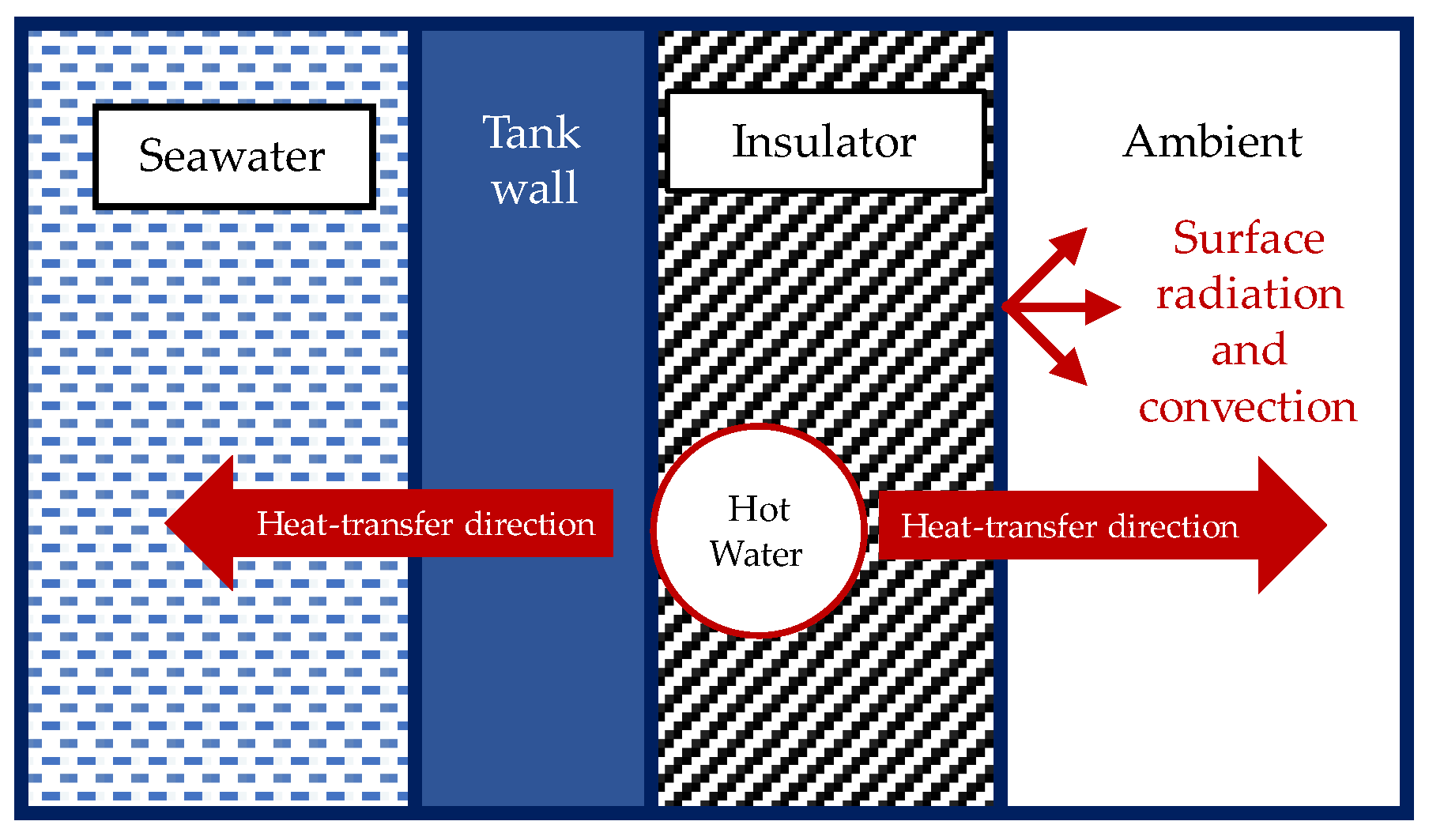
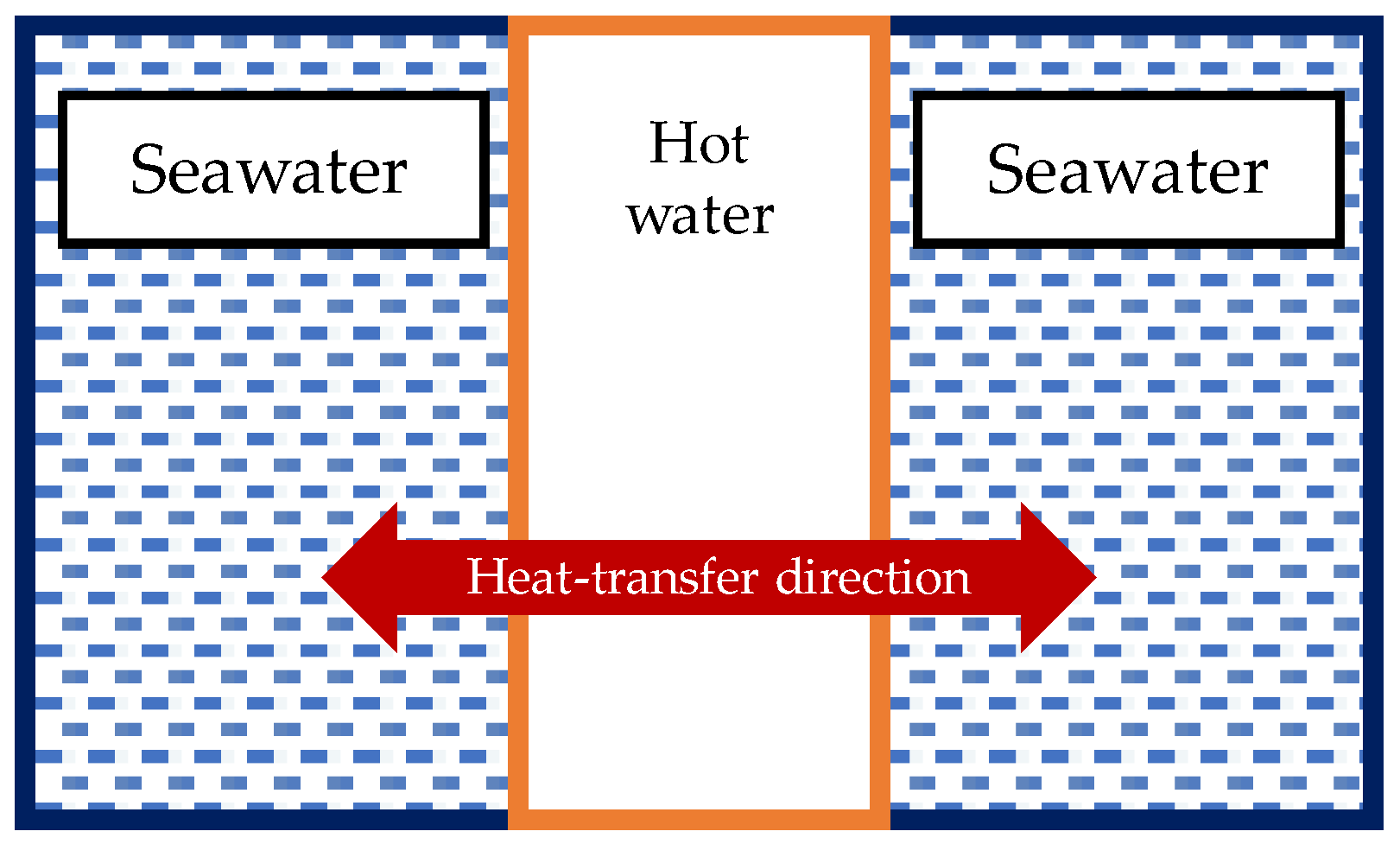
Figure 11 shows the heat transfer from the fluid inside the coil to the ambient air. For the case shown in
Figure 11, the heat-exchange area between the coil heater and the insulator was 80% of the whole area of the coil heater. The thermal resistance circuit analysis based on
Figure 11 gave the overall heat-transfer coefficient shown in Equation (20). The conductive thermal resistance for the insulator covering the coil heater was based on the shape factor of a row of horizontal cylinders in a semi-infinite medium with an isothermal surface and expressed in Equation (21) [
39]. Finally, the overall heat-transfer coefficient for the heat loss from the fluid in the tank to the ambient air is expressed in Equation (24).
In these equations, is the overall heat-transfer coefficient evaluated from the coil heater to the ambient air, is the heat-exchange area between the coil heater and the tank wall (assumed to be 80% of the whole area of the coil heater), is the conductive thermal resistance of the insulator covering the coil heater, is the shape factor for the insulator, is the radius of the coil tube, is the distance from the center of the coil tube to the surface of the insulator, is the distance between the two centers of the adjacent coil tube, is the overall heat-transfer coefficient at the surface of the insulator, and is the overall heat-transfer coefficient for the heat loss from the fluid in the tank to the ambient air.
For the vertical bundle heater inside the bioreactor, the internal and external flow of the heat exchanger was considered.
Figure 12 illustrates the heat-transfer interaction for the vertical bundle heater inside the reactor. The thermal analysis for the overall heat-transfer coefficient was based on a single tube. The overall heat-transfer coefficient was multiplied by the number of tubes in the bundle to obtain the heat-transfer rate of the heater, as is shown in Equation (25). The internal and external flow Nusselt number correlations for the convective heat-transfer coefficient were calculated by Equations (27) and (28), respectively [
35,
40]. Equation (27) is applicable for when 0.6 ≤ Pr ≤ 160, Re ≥ 10,000, and (L/D) ≥ 10. The expression in Equations (29)–(31) shows the parameters that need to be calculated in order to use Equation (28) [
40]. Equation (29) can only be used when the fluid flow is in natural convection, and 0.01 ≤ Pr ≤ 100.
In these equations, is the number of tubes in the bundle, is the convective heat-transfer coefficient for the internal flow of the bundle heater tube, is the convective heat-transfer coefficient for the external flow of the bundle heater tube, is the heat-exchange area for the internal flow of the bundle heater tube, is the heat-exchange area for the external flow of the bundle heater tube, is the inner diameter of the bundle heater tube, is the outer diameter of the bundle heater tube, is the thermal conductivity of the bundle heater tube material, is the length of the bundle heater tube, is the Reynolds number, and is the Prandtl number of the fluid inside the bioreactor tank.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}