
Opportunities for the Application of 3D Printing in the Critical Infrastructure System



Abstract
:1. Introduction
2. Materials and Methods
3. Results
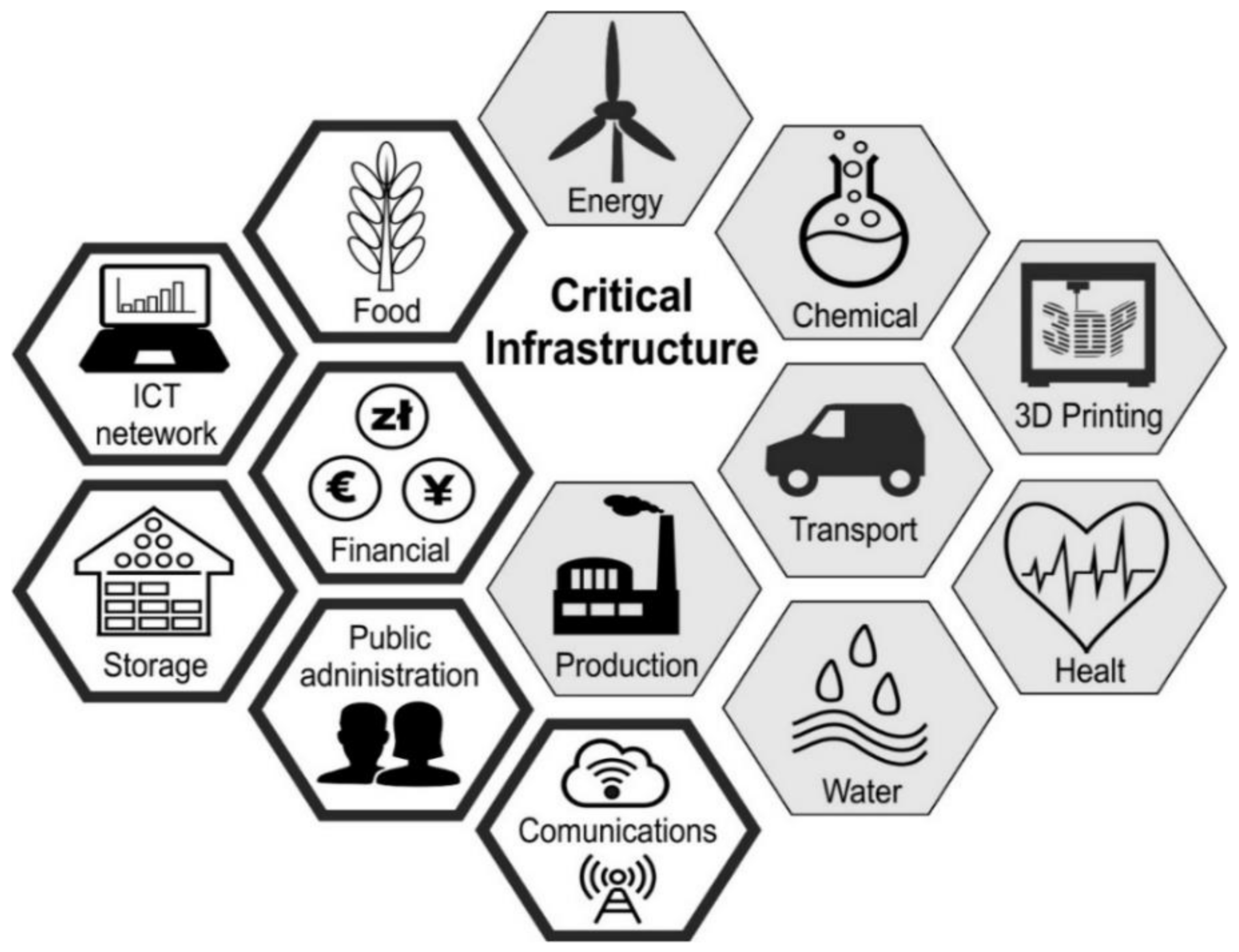
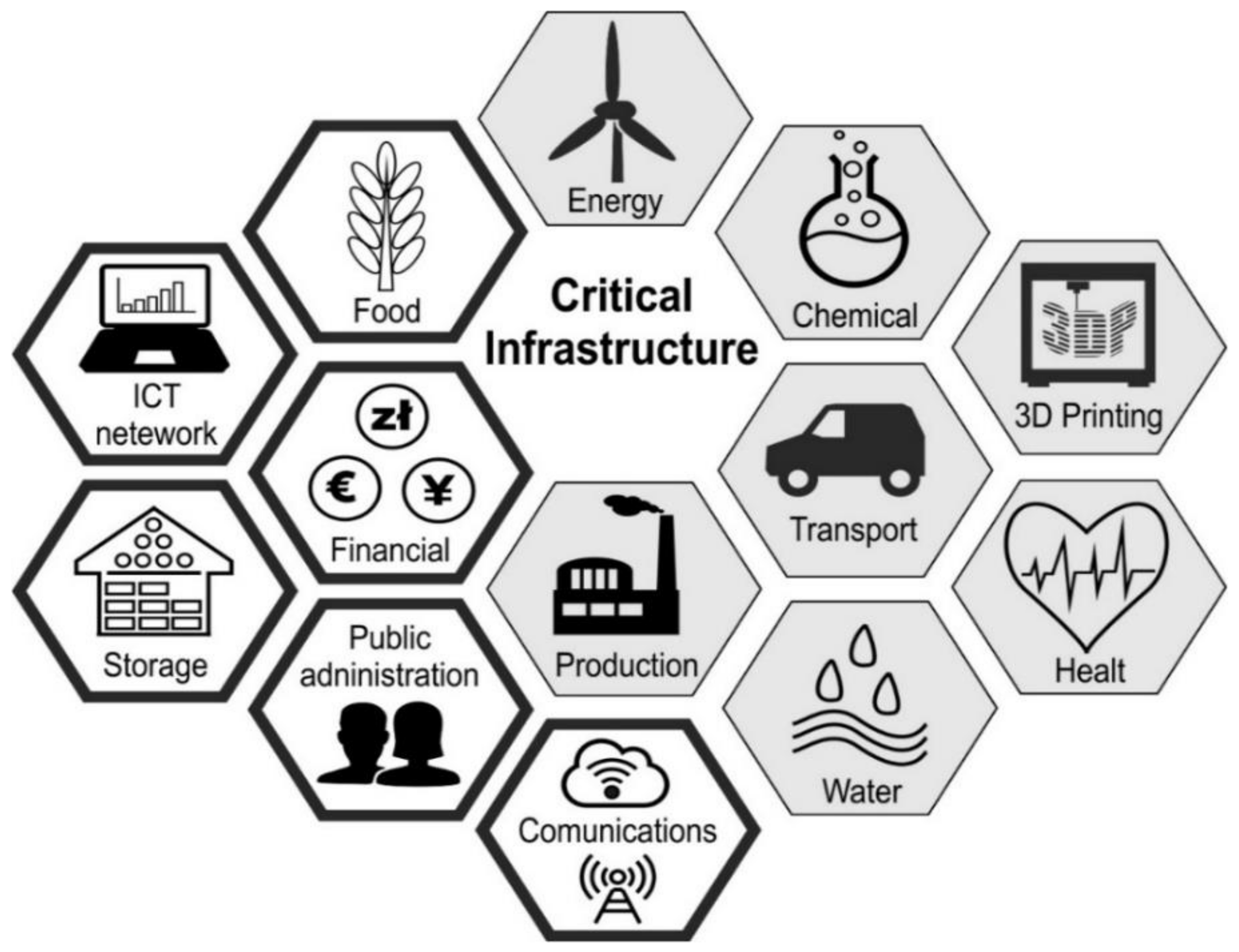
3.1. Introduction to 3D Printing Applications in the Area of Critical Infrastructure
- VP—Vat Photopolymerisation: a process involving layered photopolymerisation to a defined volume using a concentrated beam of ultraviolet light [43];
- MJ—Material Jetting: an additive manufacturing technology involving the layered printing of liquid material onto a model based on layered cross-sections. The change of state from liquid to solid usually occurs by solidification or photopolymerisation [44];
3.2. Summary of Additive Technology Methods
3.3. Energy Demand of Processes
3.4. Business Practice—Results from In-Depth Reviews
4. Discussion
5. Conclusions
- Producing spare parts for existing equipment on the basis of reverse engineering.
- Manufacturing of machine parts based on the 3D-CAD numerical technical documentation.
- Implementation into production machine components used in critical infrastructure as planned by the production company.
- Design of equipment for critical infrastructure with the possibility of using additive systems.
- Creation of parts databases for critical infrastructure equipment to be manufactured by 3D printing.
- Design of mobile repair systems based on the use of additive methods.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Ian, C.; Olaf, D.; Joseph, K.; Noah, M.; Terry, W. Wohlers Report 2019; Additive Manufacturing and 3D Printing State of the Industry; van Rensburg, J., Ed.; Wohlers Associates, Inc.: Fort Collins, CO, USA, 2021. [Google Scholar]
- Metal AM Market Opportunities and Trends 2021. Available online: https://www.3dpbm.com/product/metal-am-market-opportunities-and-trends/ (accessed on 1 November 2021).
- Is the Oil & Gas Industry Ready for 3D Printing? 2021. Available online: https://amfg.ai/2021/09/06/is-the-oil-gas-industry-ready-for-3d-printing/#language_switcher (accessed on 3 November 2021).
- The Market for Additive Manufacturing in the Oil and Gas Sector. 2019. Available online: https://www.smartechanalysis.com/reports/the-market-for-additive-manufacturing-in-the-oil-and-gas-sector-2018-2029/ (accessed on 4 November 2021).
- Buswell, R.A.; Leal de Silva, W.R.; Jones, S.Z.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Fuwen, H.; Mikolajczyk, T.; Pimenov, D.Y.; Gupta, M.K. Extrusion-based 3D printing of ceramic pastes: Mathematical modeling and in situ shaping retention approach. Materials 2021, 14, 1137. [Google Scholar] [CrossRef]
- Mikolajczyk, T.; Borboni, A.; Kong, X.W.; Malinowski, T.; Olaru, A. 3D printed biped walking robot. In Advanced Research in Aerospace, Robotics, Manufacturing Systems, Mechanical Engineering and Bioengineering; Applied Mechanics and Materials; Trans Tech Publications Ltd.: Kapellweg, Switzerland, 2015. [Google Scholar] [CrossRef]
- Mikolajczyk, T.; Malinowski, T.; Moldovan, L.; Fuwen, H.; Paczkowski, T.; Ciobanu, I. CAD CAM System for manufacturing innovative hybrid design using 3D printing. Procedia Manuf. 2019, 32, 22–28. [Google Scholar] [CrossRef]
- Turek, P.; Budzik, G.; Sęp, J.; Oleksy, M.; Józwik, J.; Przeszłowski, Ł.; Paszkiewicz, A.; Kochmański, Ł.; Żelechowski, D. An analysis of the casting polymer mold wear manufactured using polyjet method based on the measurement of the surface topography. Polymers 2020, 12, 3029. [Google Scholar] [CrossRef]
- Turner, B.N.; Gold, S.A. A review of melt extrusion additive manufacturing processes: II. Materials, dimensional accuracy, and surface roughness. Rapid Prototyp. J. 2015, 21, 250–261. [Google Scholar] [CrossRef]
- Budzik, G.; Woźniak, J.; Paszkiewicz, A.; Przeszłowski, Ł.; Dziubek, T.; Dębski, M. Methodology for the quality control process of additive manufacturing products made of polymer materials. Materials 2021, 14, 2202. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for additive manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760. [Google Scholar] [CrossRef] [Green Version]
- Rehak, D.; Senovsky, P.; Slivkova, S. Resilience of critical infrastructure elements and its main factors. Systems 2018, 6, 21. [Google Scholar] [CrossRef] [Green Version]
- Salmi, M.; Akmal, J.S.; Pei, E.; Wolff, J.; Jaribion, A.; Khajavi, S.H. 3D printing in COVID-19: Productivity estimation of the most promising open source solutions in emergency situations. Appl. Sci. 2020, 10, 4004. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A. Additive manufacturing applications in medical cases: A literature based review. Alex. J. Med. 2019, 54, 411–422. [Google Scholar] [CrossRef] [Green Version]
- Tack, P.; Victor, J.; Gemmel, P.; Annemans, L. 3D-printing techniques in a medical setting: A systematic literature review. BioMed. Eng. OnLine 2016, 15, 115. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zaman, R.; van Vliet, O.; Posch, A. Energy access and pandemic-resilient livelihoods: The role of solar energy safety nets. Energy Res. Soc. Sci. 2021, 71, 101805. [Google Scholar] [CrossRef]
- Sarkar, M.; Sarkar, B.; Iqbal, M.W. Effect of energy and failure rate in a multi-item smart production system. Energies 2018, 11, 2958. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, W.; Sarkar, B. Management of next-generation energy using a triple bottom line approach under a supply chain framework. Resour. Conserv. Recycl. 2019, 150, 104431. [Google Scholar] [CrossRef]
- Impram, S.; Varbak Nese, S.; Oral, B. Challenges of renewable energy penetration on power system flexibility: A survey. Energy Strategy Rev. 2020, 31, 100539. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Materials for additive manufacturing. In Additive Manufacturing Technologies; Springer: Cham, Switzerland, 2021; pp. 379–428. [Google Scholar] [CrossRef]
- Ahmed, W.; Sarkar, B. How does an industry reduce waste and consumed energy within a multi-stage smart sustainable biofuel production system? J. Clean. Prod. 2020, 262, 121200. [Google Scholar] [CrossRef]
- Wenger, D.; Polifke, W.; Schmidt-Ihn, E.; Abdel-Baset, T.; Maus, S. Comments on solid state hydrogen storage systems design for fuel cell vehicles. Int. J. Hydrogen Energy 2009, 34, 6265–6270. [Google Scholar] [CrossRef]
- Ahn, D.G. Directed energy deposition (DED) process: State of the Art. Int. J. Precis. Eng. Manuf.-Green Technol. 2021, 8, 703–740. [Google Scholar] [CrossRef]
- Metal Additive Manufactured Parts Produced Analysis, SmarTech Analysis. (n.d.). Available online: https://www.smartechanalysis.com/reports/3d-printed-electronics-markets-a-ten-year-forecast-of-applications-process-and-materials/ (accessed on 16 November 2021).
- Maroufmashat, A.; Fowler, M. Transition of Future Energy System Infrastructure: Through Power-To-Gas Pathways. Energies 2017, 10, 1089. [Google Scholar] [CrossRef] [Green Version]
- Mukherjee, U.; Maroufmashat, A.; Narayan, A.; Elkamel, A.; Fowler, M. A stochastic programming approach for the planning and operation of a power to gas energy hub with multiple energy recovery pathways. Energies 2017, 10, 868. [Google Scholar] [CrossRef] [Green Version]
- Croce, A.I.; Musolino, G.; Rindone, C.; Vitetta, A. Sustainable mobility and energy resources: A quantitative assessment of transport services with electrical vehicles. Renew. Sustain. Energy Rev. 2019, 113, 109236. [Google Scholar] [CrossRef]
- Knofius, N.; van der Heijden, M.C.; Sleptchenko, A.; Zijm, W.H.M. Improving effectiveness of spare parts supply by additive manufacturing as dual sourcing option. OR Spectr. 2021, 43, 189–221. [Google Scholar] [CrossRef]
- Hao, Z.; Martella, D.; Wasylczyk, P.; Cerretti, G.; Gomez Lavocat, J.C.; Ho, C.H.; Parmeggiani, C.; Sybolt Wiersma, D. High-resolution 3D direct laser writing for liquid-crystalline elastomer microstructures. Adv. Mater. 2014, 26, 2319–2322. [Google Scholar] [CrossRef]
- Ramya, A.; Vanapalli, S.L. 3D printing technologies in various applications. Int. J. Mech. Eng. Technol. 2016, 7, 396–409. [Google Scholar]
- Heinen, J.J.; Hoberg, K. Assessing the potential of additive manufacturing for the provision of spare parts. J. Oper. Manag. 2019, 65, 810–826. [Google Scholar] [CrossRef] [Green Version]
- ISO/ASTM52921–13 (2019) Standard Terminology for Additive Manufacturing—Coordinate Systems and Test Methodologies. (n.d.). Available online: https://www.astm.org/Standards/ISOASTM52921.htm (accessed on 6 November 2021).
- ISO/ASTM52915-20 Specification for Additive Manufacturing File Format (AMF) Version 1.2. Available online: https://www.astm.org/Standards/ISOASTM52915.htm (accessed on 6 November 2021).
- WK65420 New Guide for Additive Manufacturing Guideline for Installation, Operation and Performance Qualification (IQ/OQ/PQ) of Laser-Beam Powder Bed Fusion Equipment for Production Manufacturing. (n.d.). Available online: https://www.astm.org/DATABASE.CART/WORKITEMS/WK65420.htm (accessed on 10 November 2021).
- British Standards Institution-Project. (n.d.) Available online: https://standardsdevelopment.bsigroup.com/projects/9019-03489#/section (accessed on 10 November 2021).
- ISO/ASTM52904-19 Additive Manufacturing–Process Characteristics and Performance: Practice for Metal Powder Bed Fusion Process to Meet Critical Applications. (n.d.). Available online: https://www.astm.org/Standards/ISOASTM52904.htm (accessed on 12 November 2021).
- ISO/ASTM52911-1-19 Additive Manufacturing—Design—Part 1: Laser-Based Powder Bed Fusion of Metals. (n.d.). Available online: https://www.astm.org/Standards/ISOASTM52911-1.htm (accessed on 12 November 2021).
- ISO/ASTM52907-19 Additive Manufacturing—Feedstock Materials—Methods to Characterize Metallic Powders. (n.d.). Available online: https://www.astm.org/Standards/ISOASTM52907.htm (accessed on 14 November 2021).
- ISO-ISO/ASTM PRF TR 52906-Additive Manufacturing—Non-Destructive Testing—Intentionally Seeding Flaws in Metallic Parts. (n.d.). Available online: https://www.iso.org/standard/75716.html (accessed on 14 November 2021).
- ISO-ISO/ASTM DIS 52931-Additive Manufacturing of Metals—Environment, Health and Safety—General Principles for use of Metallic Materials. (n.d.). Available online: https://www.iso.org/standard/74641.html (accessed on 16 November 2021).
- Krivolapov, V.L.; Strakhov, A.F. Mobile centres of air defence weapons, military and special equipment maintenance and repair. Issues Radio Electron. 2018, 6, 6–10. [Google Scholar] [CrossRef]
- Van der Laan, H.L.; Burns, M.A.; Scott, T.F. Volumetric photopolymerization confinement through dual-wavelength photoinitiation and photoinhibition. ACS Macro Lett. 2019, 8, 899–904. [Google Scholar] [CrossRef]
- Kirchebner, B.; Rehekampff, C.; Tröndle, M.; Lechner, P.; Volk, W. Analysis of salts for use as support structure in metal material jetting. Prod. Eng. 2021, 15, 855–862. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Binder jetting. In Additive Manufacturing Technologies; Springer: Cham, Switzerland, 2021. [Google Scholar] [CrossRef]
- Díaz-Moreno, C.A.; Lin, Y.; Hurtado-Macías, A.; Espalin, D.; Terrazas, C.A.; Murr, L.E.; Wicker, R.B. Binder jetting additive manufacturing of aluminum nitride components. Ceram. Int. 2019, 45, 13620–13627. [Google Scholar] [CrossRef]
- Otto, R.; Brøtan, V.; Carvalho, P.A.; Reiersen, M.; Graff, J.S.; Sunding, M.F.; Berg, O.Å.; Diplas, S.; Azar, A.S. Roadmap for additive manufacturing of HAYNES® 282® superalloy by laser beam powder bed fusion (PBF-LB) technology. Mater. Des. 2021, 204, 109656. [Google Scholar] [CrossRef]
- Huber, F.; Rasch, M.; Schmidt, M. Laser powder bed fusion (Pbf-lb/m) process strategies for in-situ alloy formation with high-melting elements. Metals 2021, 11, 336. [Google Scholar] [CrossRef]
- Alkelae, F.; Sasaki, S. Tribological and mechanical characterization of nickel aluminium bronze (NAB) manufactured by laser powder-bed fusion (L-PBF). Tribol. Online 2020, 15, 126–135. [Google Scholar] [CrossRef]
- Bryła, J. The influence of the MEX manufacturing parameters on the tensile elastic response of printed elements. Rapid Prototyp. J. 2021, 27, 187–196. [Google Scholar] [CrossRef]
- Chisena, R.S.; Engstrom, S.M.; Shih, A.J. Computed tomography evaluation of the porosity and fiber orientation in a short carbon fiber material extrusion filament and part. Addit. Manuf. 2020, 34, 101189. [Google Scholar] [CrossRef]
- Felton, H.; Hughes, R.; Diaz-Gaxiola, A. Negligible-cost microfluidic device fabrication using 3D-printed interconnecting channel scaffolds. PLoS ONE 2021, 16, e0245206. [Google Scholar] [CrossRef]
- Svetlizky, D.; Das, M.; Zheng, B.; Vyatskikh, A.L.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed energy deposition (DED) additive manufacturing: Physical characteristics, defects, challenges and applications. Mater. Today 2021, 49, 271–295. [Google Scholar] [CrossRef]
- Soshi, M.; Yau, C.; Kusama, R. Development and evaluation of a dynamic powder splitting system for the directed energy deposition (DED) process. CIRP Ann. 2020, 69, 341–344. [Google Scholar] [CrossRef]
- Barragan, G.A.; Rojas, D.; Grass, J.S.; Coelho, R.T. Observations on laser additive manufacturing (lam) in terms of directed energy deposition (ded) with metal powder feedstock. Lasers Eng. 2020, 50, 117–141. [Google Scholar]
- Liu, M.; Kumar, A.; Bukkapatnam, S.; Kuttolamadom, M. A Review of the anomalies in directed energy deposition (DED) Processes & potential solutions-part quality & defects. Procedia Manuf. 2021, 53, 507–518. [Google Scholar] [CrossRef]
- Cedeño-Viveros, L.D.; Vázquez-Lepe, E.; Rodríguez, C.A.; García-López, E. Influence of process parameters for sheet lamination based on laser micro-spot welding of austenitic stainless steel sheets for bone tissue applications. Int. J. Adv. Manuf. Technol. 2021, 115, 247–262. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Khodabakhshi, F.; Simchi, A. Evaluation of a polymer-steel laminated sheet composite structure produced by friction stir additive manufacturing (FSAM) technology. Polym. Test. 2020, 90, 106690. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Khodabakhshi, F.; Gerlich, A.P. Friction-forging tubular additive manufacturing (FFTAM): A new route of solid-state layer-upon-layer metal deposition. J. Mater. Res. Technol. 2020, 9, 15273–15285. [Google Scholar] [CrossRef]
- Roberson, D.A.; Espalin, D.; Wicker, R.B. 3D printer selection: A decision-making evaluation and ranking model. Virtual Phys. Prototyp. 2013, 8, 201–212. [Google Scholar] [CrossRef]
- Mrozowska, S.; Wendt, J.A.; Tomaszewski, K. The challenges of Poland’s energy transition. Energies 2021, 14, 8165. [Google Scholar] [CrossRef]
- Tomaszewski, K. The Polish road to the new European green deal–challenges and threats to the national energy policy. Polityka Energetyczna–Energy Policy J. 2020, 23, 5–18. [Google Scholar] [CrossRef]
- Soboń, A.; Słyś, D.; Ruszel, M.; Wiącek, A. Prospects for the use of hydrogen in the armed forces. Energies 2021, 14, 7089. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Issue Related to the 3D Printing | Question |
|---|---|---|
| 1. | State of play | Is 3D printing used in your company? In what area of activity? |
| 2. | Potential areas of application | Do you see potential for the wider use of 3D printing technology in your business? In which scheme: (a) The use of 3D printers in the manufacturing process of machinery and equipment? (b) A planned maintenance system, which will include mobile maintenance centres? (c) A distributed system of 3D printers, which can be integrated and ready to operate when crisis situations arise? (d) Other? |
| 3. | Opportunities | Can the use of 3D printing technology be a viable alternative to the technical (technological) solutions used in your company, to date? |
| 4. | Strengths and weaknesses | What advantages and disadvantages, if any, do you see associated with the use of 3D printing technology in your company? |
| 5. | Threats | What could be the potential problems (difficulties) of using 3D printing in your company? |
| 6. | Risks | What challenges do you see in relation to the use of 3D printing technology in your company? |
| 7. | General perspectives | Can 3D printing technology be—in your opinion—widely used in the energy industry? In which areas in particular? |
| AM Process Area of Application | VP | MJ | BJ | PBF | MEX | DED | SL |
|---|---|---|---|---|---|---|---|
| Energetics | * | ** | ** | *** | *** | *** | * |
| Transport | * | ** | ** | *** | *** | ** | * |
| Rescue | * | * | * | ** | ** | * | * |
| Health protection | ** | *** | * | ** | ** | * | |
| Water supply | * | * | ** | ** | ** | ** | * |
| AM Process | VP | MJ | BJ | PBF | MEX | DED | SL |
|---|---|---|---|---|---|---|---|
| Desktop or laboratory 3D printer (polymers) | 2 | 3 | 3 | 6 | 2 | NA | 4 |
| Industrial 3D printer (polymers) | 5 | 5 | 6 | 9 | 6 | NA | 6 |
| Desktop or laboratory 3D printer (metal alloys) | NA | NA | NA | 7 | 3 Composite metal polymer | 7 | 5 |
| Industrial 3D printer (metal alloys) | NA | NA | NA | 10 | 7 Composite metal polymer | 10 | 7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Budzik, G.; Tomaszewski, K.; Soboń, A. Opportunities for the Application of 3D Printing in the Critical Infrastructure System. Energies 2022, 15, 1656. https://doi.org/10.3390/en15051656
Budzik G, Tomaszewski K, Soboń A. Opportunities for the Application of 3D Printing in the Critical Infrastructure System. Energies. 2022; 15(5):1656. https://doi.org/10.3390/en15051656
Chicago/Turabian StyleBudzik, Grzegorz, Krzysztof Tomaszewski, and Andrzej Soboń. 2022. "Opportunities for the Application of 3D Printing in the Critical Infrastructure System" Energies 15, no. 5: 1656. https://doi.org/10.3390/en15051656
APA StyleBudzik, G., Tomaszewski, K., & Soboń, A. (2022). Opportunities for the Application of 3D Printing in the Critical Infrastructure System. Energies, 15(5), 1656. https://doi.org/10.3390/en15051656