
Synthesis of Biodiesel via Interesterification Reaction of Calophyllum inophyllum Seed Oil and Ethyl Acetate over Lipase Catalyst: Experimental and Surface Response Methodology Analysis

 , , , ,
, , , ,
Abstract
1. Introduction


2. Materials and Methods
2.1. Materials
2.2. Method
2.2.1. Degumming
2.2.2. Interesterification Reaction
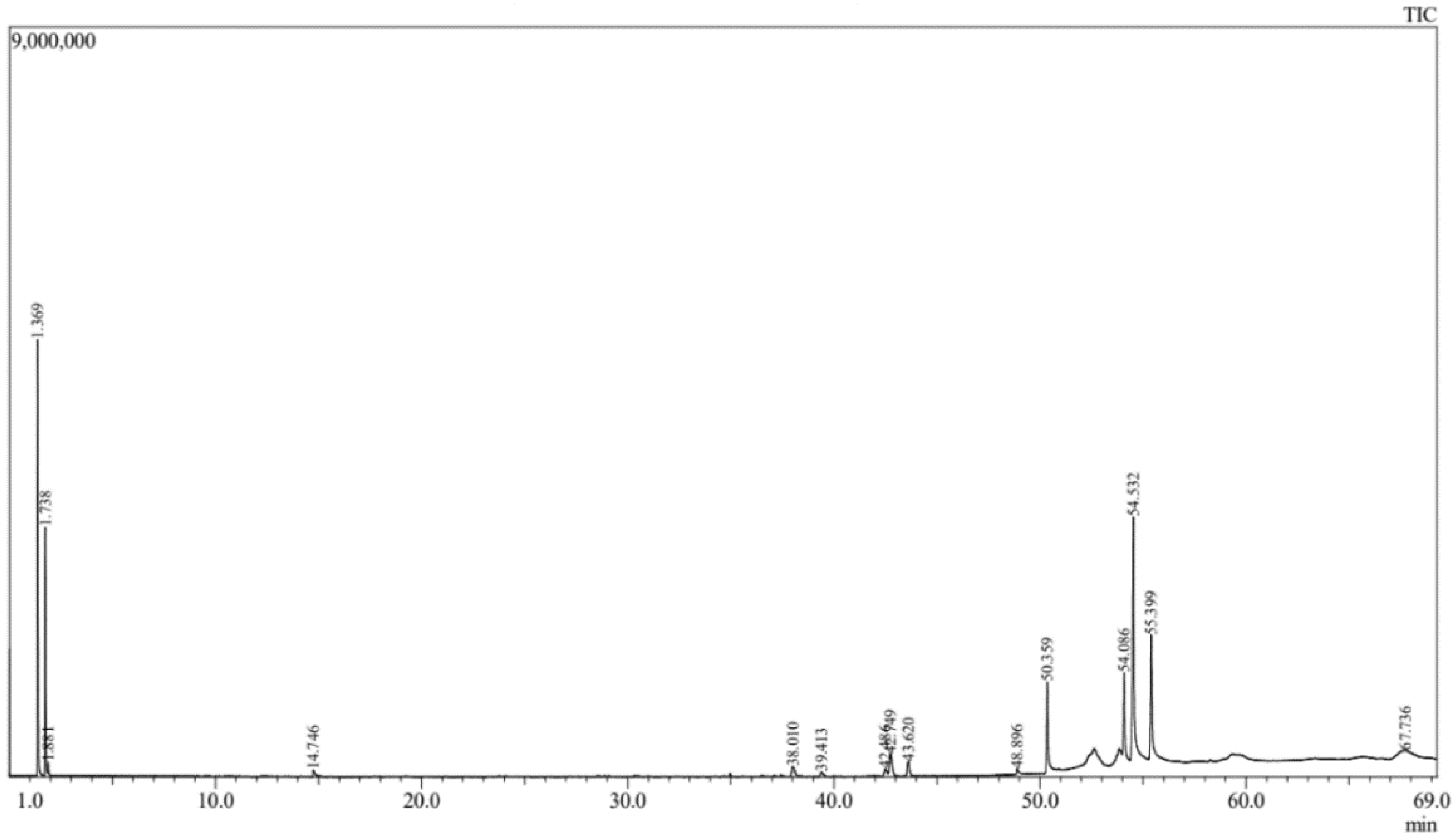
2.2.3. Gas Chromatography-Mass Spectroscopy (GC-MS)
2.2.4. Response Surface Methodology Analysis
3. Results and Discussion
3.1. Effects of the Degumming Process on the CSO Properties
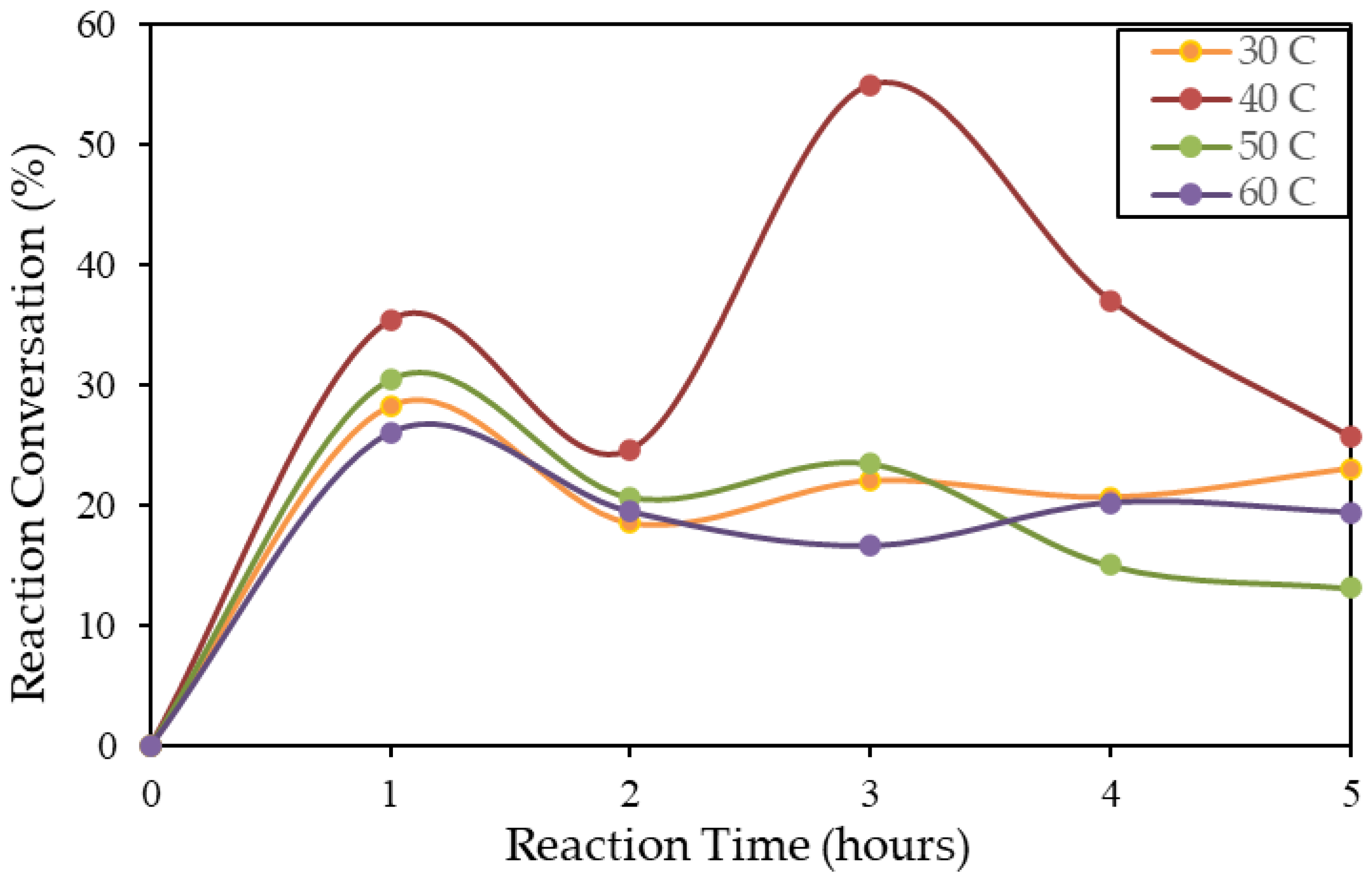
3.2. Effects of the Temperature on the Interesterification Reaction Conversion
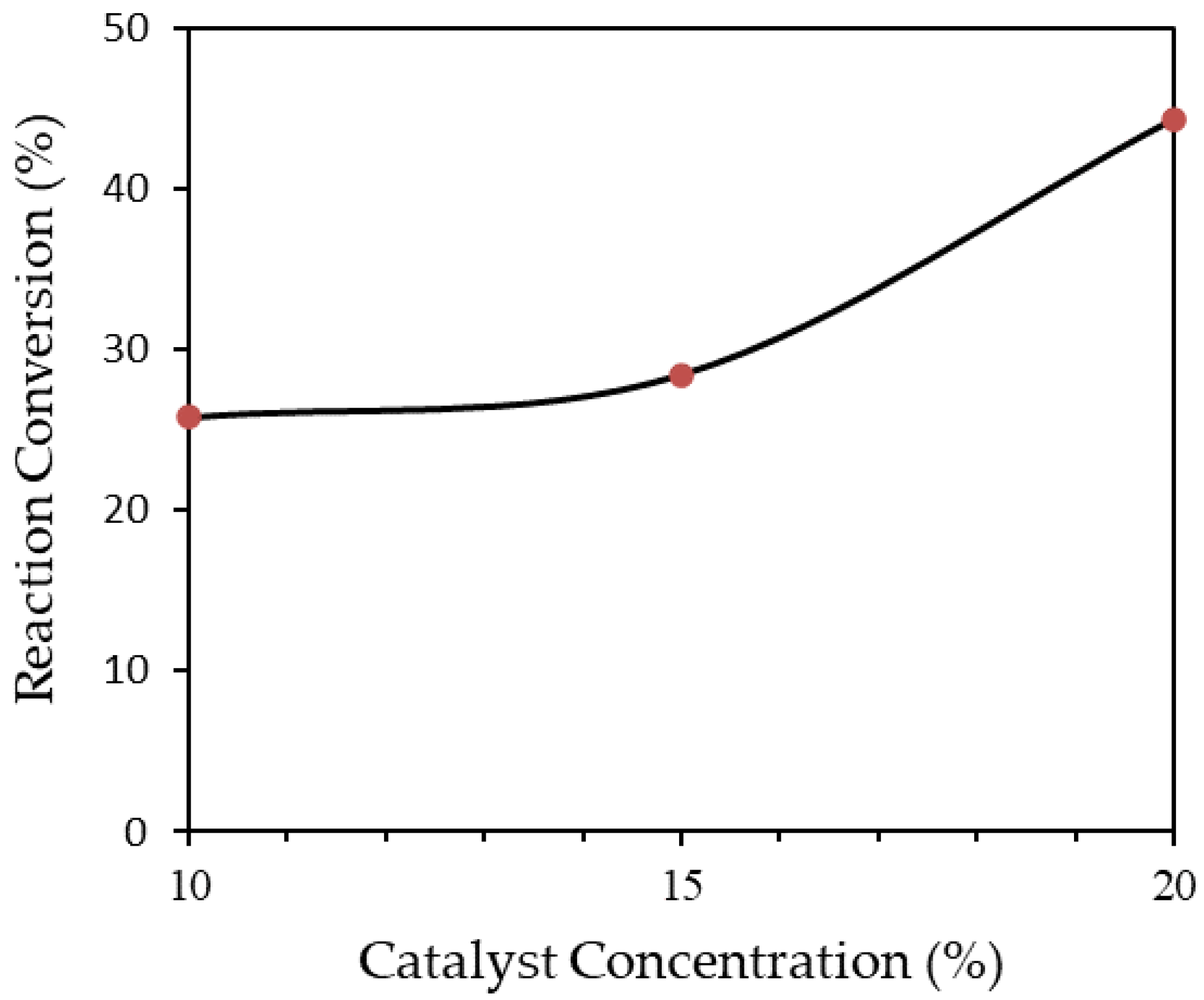
3.3. Effects of the Catalyst Concentration E on the Interesterification Reaction Conversion
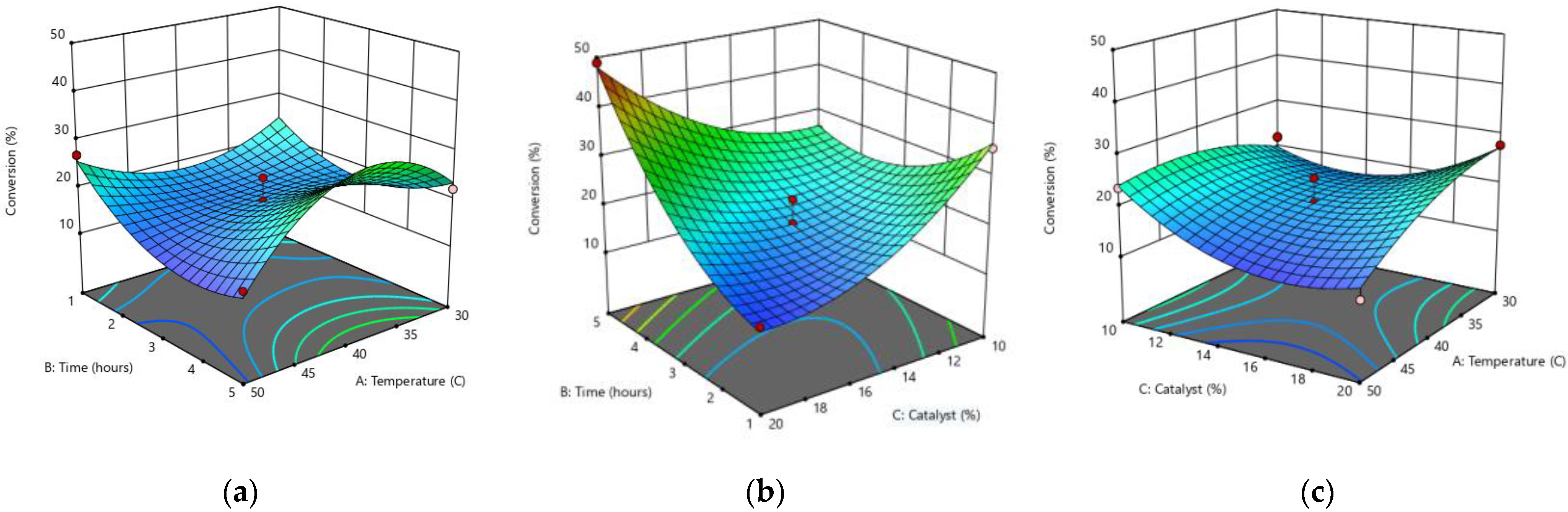
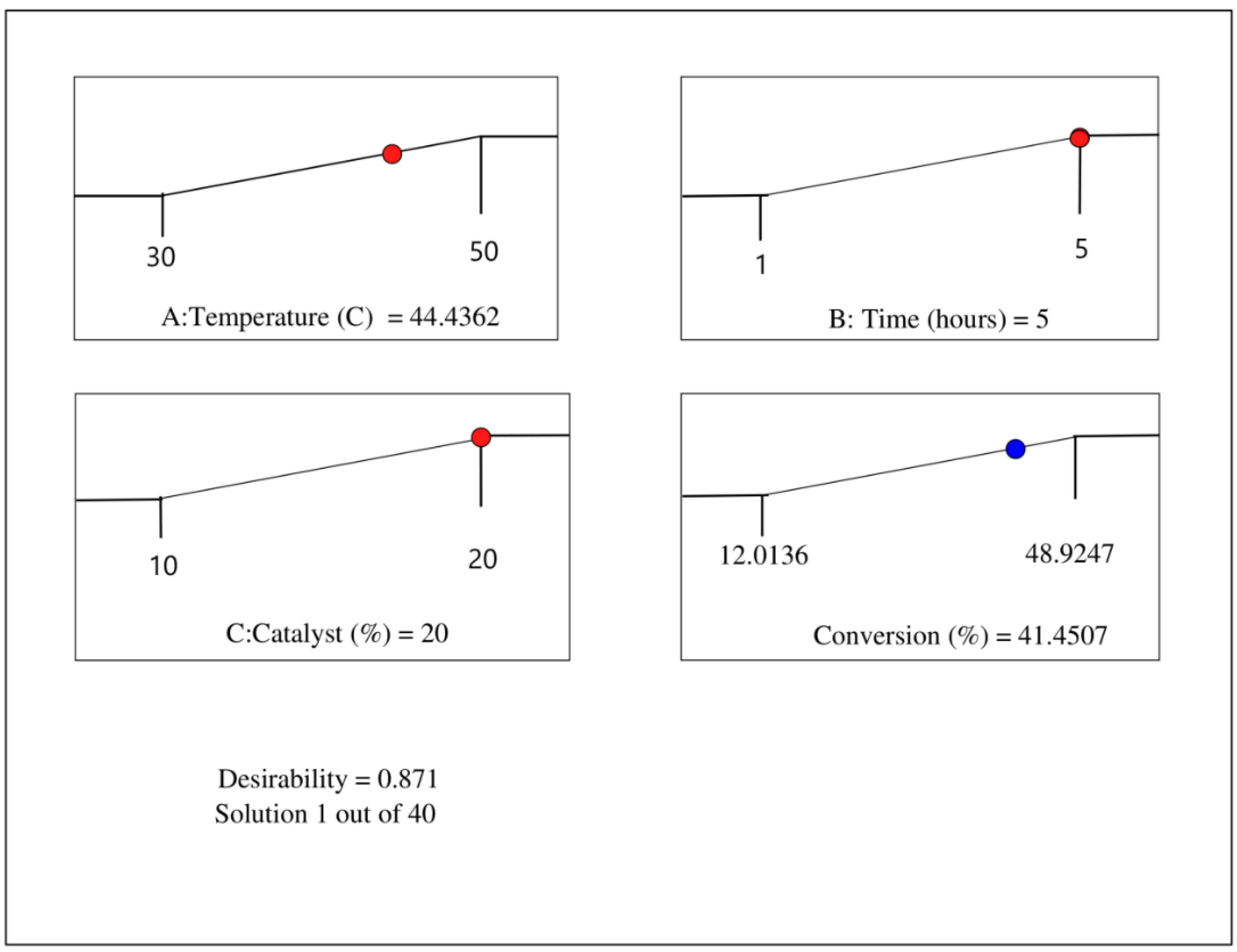
3.4. Response Surface Methodology (RSM) Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Akram, F.; Haq, I.U.; Raja, S.I.; Mir, A.S.; Qureshi, S.S.; Aqeel, A.; Shah, F.I. Current Trends in Biodiesel Production Technologies and Future Progressions: A Possible Displacement of the Petro-Diesel. J. Clean. Prod. 2022, 370, 133479. [Google Scholar] [CrossRef]
- Nayab, R.; Imran, M.; Ramzan, M.; Tariq, M.; Taj, M.B.; Akhtar, M.N.; Iqbal, H.M.N. Sustainable Biodiesel Production via Catalytic and Non-Catalytic Transesterification of Feedstock Materials—A Review. Fuel 2022, 328, 125254. [Google Scholar] [CrossRef]
- Khan, I.W.; Naeem, A.; Farooq, M.; Ghazi, Z.A.; Saeed, T.; Perveen, F.; Malik, T. Biodiesel Production by Valorizing Waste Non-Edible Wild Olive Oil Using Heterogeneous Base Catalyst: Process Optimization and Cost Estimation. Fuel 2022, 320, 123828. [Google Scholar] [CrossRef]
- Kusumaningtyas, R.D.; Ratrianti, N.; Purnamasari, I.; Budiman, A. Kinetics Study of Jatropha Oil Esterification with Ethanol in the Presence of Tin (II) Chloride Catalyst for Biodiesel Production. AIP Conf. Proc. 2017, 1788, 30086. [Google Scholar] [CrossRef]
- Rahul Soosai, M.; Moorthy, I.M.G.; Varalakshmi, P.; Yonas, C.J. Integrated Global Optimization and Process Modelling for Biodiesel Production from Non-Edible Silk-Cotton Seed Oil by Microwave-Assisted Transesterification with Heterogeneous Calcium Oxide Catalyst. J. Clean. Prod. 2022, 367, 132946. [Google Scholar] [CrossRef]
- Chang, A.; Pan, J.H.; Lai, N.C.; Tsai, M.C.; Mochizuki, T.; Toba, M.; Chen, S.Y.; Yang, C.M. Efficient Simultaneous Esterification/Transesterification of Non-Edible Jatropha Oil for Biodiesel Fuel Production by Template-Free Synthesized Nanoporous Titanosilicates. Catal. Today 2020, 356, 56–63. [Google Scholar] [CrossRef]
- Gohar Khan, S.; Hassan, M.; Anwar, M.; Zeshan; Masood Khan, U.; Zhao, C. Mussel Shell Based CaO Nano-Catalyst Doped with Praseodymium to Enhance Biodiesel Production from Castor Oil. Fuel 2022, 330, 125480. [Google Scholar] [CrossRef]
- Lüneburger, S.; Lazarin Gallina, A.; Cabreira Soares, L.; Moter Benvegnú, D. Biodiesel Production from Hevea Brasiliensis Seed Oil. Fuel 2022, 324, 124639. [Google Scholar] [CrossRef]
- Amriya Tasneem, H.R.; Ravikumar, K.P.; Ramakrishna, H.V. Performance and Wear Debris Characteristics of Karanja Biodiesel and Biolubricant as a Substitute in a Compression Ignition Engine. Fuel 2022, 319, 123870. [Google Scholar] [CrossRef]
- Sayyed, S.; Das, R.K.; Kulkarni, K. Experimental Investigation for Evaluating the Performance and Emission Characteristics of DICI Engine Fueled with Dual Biodiesel-Diesel Blends of Jatropha, Karanja, Mahua, and Neem. Energy 2022, 238, 121787. [Google Scholar] [CrossRef]
- Kanwar Gaur, R.; Goyal, R. A Review: Effect on Performance and Emission Characteristics of Waste Cooking Oil Biodiesel- Diesel Blends on IC Engine. Mater. Today Proc. 2022, 63, 643–646. [Google Scholar] [CrossRef]
- Buchori, L.; Widayat, W.; Hadiyanto, H.; Satriadi, H.; Chasanah, N.; Kurniawan, M.R. Modification of Magnetic Nanoparticle Lipase Catalyst with Impregnation of Activated Carbon Oxide (ACO) in Biodiesel Production from PFAD (Palm Fatty Acid Distillate). Bioresour. Technol. Rep. 2022, 19, 101137. [Google Scholar] [CrossRef]
- Adenuga, A.A.; Oyekunle, J.A.O.; Idowu, O.O. Pathway to Reduce Free Fatty Acid Formation in Calophyllum Inophyllum Kernel Oil: A Renewable Feedstock for Biodiesel Production. J. Clean. Prod. 2021, 316, 128222. [Google Scholar] [CrossRef]
- Rasyid, R.; Malik, R.; Kusuma, H.S.; Roesyadi, A.; Mahfud, M. Triglycerides Hydrocracking Reaction of Nyamplung Oil with Non-Sulfided CoMo/γ-Al2O3 Catalysts. Bull. Chem. React. Eng. Catal. 2018, 13, 196–203. [Google Scholar] [CrossRef]
- Kulkarni, V.; Jain, S.; Khatri, F.; Vijayakumar, T. Degumming of Pongamia Pinnata by Acid and Water Degumming Methods. Int. J. ChemTech Res. 2014, 6, 3969–3978. [Google Scholar]
- Dijkstra, A.J. About Water Degumming and the Hydration of Non-Hydratable Phosphatides. Eur. J. Lipid Sci. Technol. 2017, 119, 1600496. [Google Scholar] [CrossRef]
- Dumitru, M.G. Degumming Role of Sunflower Oil (Helianthus annuus) on Biodiesel Quality. Rev. Chim. 2019, 70, 54–58. [Google Scholar] [CrossRef]
- Sharma, Y.C.; Yadav, M.; Upadhyay, S.N. Latest Advances in Degumming Feedstock Oils for Large-Scale Biodiesel Production. Biofuels Bioprod. Biorefining 2019, 13, 174–191. [Google Scholar] [CrossRef]
- Fauzan, N.A.; Tan, E.S.; Pua, F.L.; Muthaiyah, G. Physiochemical Properties Evaluation of Calophyllum Inophyllum Biodiesel for Gas Turbine Application. S. Afr. J. Chem. Eng. 2020, 32, 56–61. [Google Scholar] [CrossRef]
- Mazaheri, H.; Ong, H.C.; Amini, Z.; Masjuki, H.H.; Mofijur, M.; Su, C.H.; Badruddin, I.A.; Yunus Khan, T.M. An Overview of Biodiesel Production via Calcium Oxide Based Catalysts: Current State and Perspective. Energies 2021, 14, 3950. [Google Scholar] [CrossRef]
- Kusumaningtyas, R.D.; Prasetiawan, H.; Pratama, B.R.; Prasetya, D.; Hisyam, A. Esterification of Non-Edible Oil Mixture in Reactive Distillation Column over Solid Acid Catalyst: Experimental and Simulation Study. J. Phys. Sci. 2018, 29, 215–226. [Google Scholar] [CrossRef]
- Sebastian, J.; Muraleedharan, C.; Santhiagu, A. A Comparative Study between Chemical and Enzymatic Transesterification of High Free Fatty Acid Contained Rubber Seed Oil for Biodiesel Production. Cogent Eng. 2016, 3, 1178370. [Google Scholar] [CrossRef]
- Kusumaningtyas, R.D.; Purnamasari, I.; Mahmudati, R.; Prasetiawan, H. Chapter 17—Interesterification Reaction of Vegetable Oil and Alkyl Acetate as Alternative Route for Glycerol-Free Biodiesel Synthesis. In Biofuels and Bioenergy; Gurunathan, B., Zakaria, Z.A., Sahadevan, R., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; pp. 435–452. ISBN 978-0-323-90040-9. [Google Scholar]
- dos Santos Ribeiro, J.; Celante, D.; Simões, S.S.; Bassaco, M.M.; da Silva, C.; de Castilhos, F. Efficiency of Heterogeneous Catalysts in Interesterification Reaction from Macaw Oil (Acrocomia aculeata) and Methyl Acetate. Fuel 2017, 200, 499–505. [Google Scholar] [CrossRef]
- Mufrodi, Z.; Rochmadi, R.; Sutijan, S.; Budiman, A. Synthesis Acetylation of Glycerol Using Batch Reactor and Continuous Reactive Distillation Column. Eng. J. 2014, 18, 29–39. [Google Scholar] [CrossRef]
- Odibi, C.; Babaie, M.; Zare, A.; Nabi, M.N.; Bodisco, T.A.; Brown, R.J. Exergy Analysis of a Diesel Engine with Waste Cooking Biodiesel and Triacetin. Energy Convers. Manag. 2019, 198, 111912. [Google Scholar] [CrossRef]
- He, Y.; Li, K.; Wang, J.; Xu, L.; Yan, J.; Yang, M.; Yan, Y. A Novel Strategy for Biodiesel Production by Combination of Liquid Lipase, Deep Eutectic Solvent and Ultrasonic-Assistance in Scaled-up Reactor: Optimization and Kinetics. J. Clean. Prod. 2022, 372, 133740. [Google Scholar] [CrossRef]
- Mangiagalli, M.; Ami, D.; de Divitiis, M.; Brocca, S.; Catelani, T.; Natalello, A.; Lotti, M. Short-Chain Alcohols Inactivate an Immobilized Industrial Lipase through Two Different Mechanisms. Biotechnol. J. 2022, 17, 2100712. [Google Scholar] [CrossRef]
- Subhedar, P.B.; Gogate, P.R. Ultrasound Assisted Intensification of Biodiesel Production Using Enzymatic Interesterification. Ultrason. Sonochemistry 2016, 29, 67–75. [Google Scholar] [CrossRef]
- Kusumaningtyas, R.D.; Haifah; Widjanarko, D.; Prasetiawan, H.; Budiono, Y.W.P.; Kusuma, A.D.H.; Anggraeni, N.D.; Kurnita, S.C.F. Experimental and Kinetic Study of Free Fatty Acid Esterification Derived from Ceiba Pentandra Seed Oil with Ethanol. Proc. J. Phys. Conf. Ser. 2021, 1918, 032022. [Google Scholar] [CrossRef]
- Ansori, A.; Mahfud, M. Ultrasound Assisted Interesterification for Biodiesel Production from Palm Oil and Methyl Acetate: Optimization Using RSM. J. Phys. Conf. Ser. 2021, 1747, 012044. [Google Scholar] [CrossRef]
- Remonatto, D.; Oliveira, J.V.; Guisan, J.M.; Oliveira, D.; Ninow, J.; Fernandez-Lorente, G. Immobilization of Eversa Lipases on Hydrophobic Supports for Ethanolysis of Sunflower Oil Solvent-Free. Appl. Biochem. Biotechnol. 2022, 194, 2151–2167. [Google Scholar] [CrossRef] [PubMed]
- Samsumaharto, R.A. PARTIAL CHARACTERIZATION of Lipase from COCOA BEANS (Theobromacacao L.) of Clone PBC 159. Indones. J. Chem. 2010, 8, 448–453. [Google Scholar] [CrossRef]
- Thongprajukaew, K.; Kovitvadhi, U.; Engkagul, A.; Rungruangsak-Torrissen, K. Characterization and Expression Levels of Protease Enzymes at Different Developmental Stages of Siamese Fighting Fish (Betta splendens Regan, 1910). Kasetsart J. Nat. Sci. 2010, 44, 411–423. [Google Scholar]
- Gutierrez-Lazaro, A.; Velasco, D.; Boldrini, D.E.; Yustos, P.; Esteban, J.; Ladero, M. Effect of Operating Variables and Kinetics of the Lipase Catalyzed Transesterification of Ethylene Carbonate and Glycerol. Fermentation 2018, 4, 75. [Google Scholar] [CrossRef]
- Manurung, R.; Hasibuan, R.; Taslim, T.; Rahayu, N.S.; Darusmy, A. Enzymatic Transesterification of DPO to Produce Biodiesel by Using Lipozyme RM IM in Ionic Liquid System. Procedia Soc. Behav. Sci. 2015, 195, 2485–2491. [Google Scholar] [CrossRef]
- dos Passos, R.M.; da Silva, R.M.; de Almeida Pontes, P.V.; Morgano, M.A.; Meirelles, A.J.A.; Stevens, C.V.; Ferreira, M.C.; Sampaio, K.A. Phospholipase Cocktail: A New Degumming Technique for Crude Soybean Oil. LWT 2022, 159, 113197. [Google Scholar] [CrossRef]
- Zhang, L.; Akhymetkan, S.; Chen, J.; Dong, Y.; Gao, Y.; Yu, X. Convenient Method for the Simultaneous Production of High-Quality Fragrant Rapeseed Oil and Recovery of Phospholipids via Electrolyte Degumming. LWT 2022, 155, 112947. [Google Scholar] [CrossRef]
- Costa, E.; Almeida, M.F.; Alvim-Ferraz, M.d.C.; Dias, J.M. Effect of Crambe Abyssinica Oil Degumming in Phosphorus Concentration of Refined Oil and Derived Biodiesel. Renew. Energy 2018, 124, 27–33. [Google Scholar] [CrossRef]
- Handayani, P.A.; Wulansarie, R.; Husaen, P.; Ulfayanti, I.M. Esterification of nyamplung (Calophyllum inophyllum) oil with ionic liquid catalyst of BMIMHSO4 and microwaves-assisted. J. Bahan Alam Terbarukan 2018, 7, 59–63. [Google Scholar] [CrossRef]
- Chew, S.C.; Nyam, K.L. Chapter 6—Refining of Edible Oils. In Lipids and Edible Oils; Galanakis, C., Ed.; Academic Press: Cambridge, MA, USA, 2020; pp. 213–241. ISBN 978-0-12-817105-9. [Google Scholar]
- Adekunle, A.S.; Oyekunle, J.A.O.; Obisesan, O.R.; Ojo, O.S.O.S.; Ojo, O.S.O.S. Effects of Degumming on Biodiesel Properties of Some Non-Conventional Seedoils. Energy Rep. 2016, 2, 188–193. [Google Scholar] [CrossRef]
- Chang, M.Y.; Chan, E.S.; Song, C.P. Biodiesel Production Catalysed by Low-Cost Liquid Enzyme Eversa® Transform 2.0: Effect of Free Fatty Acid Content on Lipase Methanol Tolerance and Kinetic Model. Fuel 2021, 283, 119266. [Google Scholar] [CrossRef]
- Sun, S.; Guo, J.; Chen, X. Biodiesel Preparation from Semen Abutili (Abutilon theophrasti Medic.) Seed Oil Using Low-Cost Liquid Lipase Eversa® Transform 2.0 as a Catalyst. Ind. Crop. Prod. 2021, 169, 113643. [Google Scholar] [CrossRef]
- Nhivekar, G.S.; Rathod, V.K. Microwave-Assisted Lipase-Catalyzed Synthesis of Polyethylene Glycol Stearate in a Solvent-Free System. J. Indian Chem. Soc. 2021, 98, 30–37. [Google Scholar] [CrossRef]
- Gusniah, A.; Veny, H.; Hamzah, F. Activity and Stability of Immobilized Lipase for Utilization in Transesterification of Waste Cooking Oil. Bull. Chem. React. Eng. Catal. 2020, 15, 242–252. [Google Scholar] [CrossRef]
- Murtius, W.S.; Hari, P.D.; Putri, I.N. The Effect of Incubation Time to the Activity of Lipase Produced by Bacillus Thuringiensis on Coconut (Cocos nucifera L.) Dregs. IOP Conf. Ser. Earth Environ. Sci. 2022, 1059, 012076. [Google Scholar] [CrossRef]
- Ayinla, Z.A.; Ademakinwa, A.N.; Agboola, F.K. Studies on the Optimization of Lipase Production by Rhizopus Sp. ZAC3 Isolated from the Contaminated Soil of a Palm Oil Processing Shed. J. Appl. Biol. Biotechnol. 2017, 5. [Google Scholar] [CrossRef]
- Yazid, E.A. LIPASE ACTIVITIY OF MIXTURE OF FERMENTED AVOCADO (Persea americana), BANANA (Moses paradisiaca) AND SNAKEFRUIT (Salacca zalacca). J. Islam. Pharm. 2017, 2, 51. [Google Scholar] [CrossRef][Green Version]
- Srikanth, H.V.; Venkatesh, J.; Godiganur, S. Box-Behnken Response Surface Methodology for Optimization of Process Parameters for Dairy Washed Milk Scum Biodiesel Production. Biofuels 2021, 12, 113–123. [Google Scholar] [CrossRef]
- Razzaq, L.; Abbas, M.M.; Miran, S.; Asghar, S.; Nawaz, S.; Soudagar, M.E.M.; Shaukat, N.; Veza, I.; Khalil, S.; Abdelrahman, A.; et al. Response Surface Methodology and Artificial Neural Networks-Based Yield Optimization of Biodiesel Sourced from Mixture of Palm and Cotton Seed Oil. Sustainability 2022, 14, 6130. [Google Scholar] [CrossRef]
- Riswanto, F.D.O.; Rohman, A.; Pramono, S.; Martono, S. Application of Response Surface Methodology as Mathematical and Statistical Tools in Natural Product Research. J. Appl. Pharm. Sci. 2019, 9, 125–133. [Google Scholar] [CrossRef]
- Sharma, P.; Sahoo, B.B.; Said, Z.; Hadiyanto, H.; Nguyen, X.P.; Nižetić, S.; Huang, Z.; Hoang, A.T.; Li, C. Application of Machine Learning and Box-Behnken Design in Optimizing Engine Characteristics Operated with a Dual-Fuel Mode of Algal Biodiesel and Waste-Derived Biogas. Int. J. Hydrogen Energy 2022. [Google Scholar] [CrossRef]
- Rokni, K.; Mostafaei, M.; Dehghani Soufi, M.; Kahrizi, D. Microwave-Assisted Intensification of Transesterification Reaction for Biodiesel Production from Camelina Oil: Optimization by Box-Behnken Design. Bioresour. Technol. Rep. 2022, 17, 100928. [Google Scholar] [CrossRef]
- Handayani, P.A.; Abdullah, A.; Hadiyanto, H. Response Surface Optimization of Biodiesel Production from Nyamplung (Calophyllum inophyllum) Oil Enhanced by Microwave and Ionic Liquid + NaOH Catalyst. Period. Polytech. Chem. Eng. 2019, 63, 406–413. [Google Scholar] [CrossRef]
- Li, L.; Dyer, P.W.; Greenwell, H.C. Biodiesel Production via Trans-Esterification Using Pseudomonas Cepacia Immobilized on Cellulosic Polyurethane. ACS Omega 2018, 3, 6804–6811. [Google Scholar] [CrossRef]
- Vela, M.A.F.; Acevedo-Páez, J.C.; Urbina-Suárez, N.; Basto, Y.A.R.; González-Delgado, Á.D. Enzymatic Transesterification Ofwaste Frying Oil from Local Restaurants in East Colombia Using a Combined Lipase System. Appl. Sci. 2020, 10, 3566. [Google Scholar] [CrossRef]
- Amdoun, R.; Khelifi, L.; Khelifi-Slaoui, M.; Amroune, S.; Asch, M.; Assaf-ducrocq, C.; Gontier, E. The Desirability Optimization Methodology; a Tool to Predict Two Antagonist Responses in Biotechnological Systems: Case of Biomass Growth and Hyoscyamine Content in Elicited Datura Starmonium Hairy Roots. Iran. J. Biotechnol. 2018, 16, 11–19. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable | Values |
|---|---|
| Reaction Time | 1, 2, 3, 4, and 5 h |
| Reaction Temperature | 30 °C, 40 °C, 50 °C, and 60 °C |
| Catalyst Concentration | 10%, 15%, and 20% |
| Independent Factor | Units | Symbol | Level | |
|---|---|---|---|---|
| Low | High | |||
| Temperature | °C | A | 30 | 50 |
| Reaction Time | hours | B | 1 | 5 |
| Catalyst Concentration | % | C | 10 | 20 |
| CSO Properties | Before Degumming | After Degumming |
|---|---|---|
| Density (kg/m3) | 941 | 937 |
| Viscosity (mm2/s) | 63.42 | 59.73 |
| Acid Number (mg KOH/g CSO) | 64.62 | 48.24 |
| Free Fatty Acid Content (%) | 32.47 | 24.25 |
| Fatty Acid | Molecular Weight (g/mol) | Area (%) |
|---|---|---|
| Palmitic Acid | 256.22 | 7.82 |
| Linoleic Acid | 280.45 | 16.82 |
| Oleic Acid | 282.52 | 26.62 |
| Stearic Acid | 284.47 | 8.86 |
| Arachidic Acid | 312.54 | 0.31 |
| Run | Temperature, ℃ | Reaction Time, h | Catalyst Concentration, % w/w | Reaction Conversion, % | Error, % | |
|---|---|---|---|---|---|---|
| Experiment | Prediction | |||||
| 1 | 40 | 3 | 15 | 12.92 | 18.15 | 40.4 |
| 2 | 30 | 3 | 10 | 22.08 | 19.877 | 9.97 |
| 3 | 40 | 5 | 20 | 48.92 | 48.03 | 1.8 |
| 4 | 30 | 3 | 20 | 27.75 | 27.33 | 1,5 |
| 5 | 40 | 5 | 10 | 25.77 | 26.66 | 3.4 |
| 6 | 40 | 3 | 15 | 18.27 | 18.15 | 0.6 |
| 7 | 30 | 1 | 15 | 23.41 | 24.72 | 5.6 |
| 8 | 50 | 5 | 15 | 14.90 | 13.59 | 8.8 |
| 9 | 40 | 1 | 20 | 13.55 | 12,66 | 6.5 |
| 10 | 30 | 5 | 15 | 22.10 | 23.41 | 5.9 |
| 11 | 40 | 3 | 15 | 23.25 | 18.15 | 21.9 |
| 12 | 40 | 1 | 10 | 35.43 | 36.32 | 2.5 |
| 13 | 50 | 1 | 15 | 26.82 | 25.51 | 4.8 |
| 14 | 50 | 3 | 20 | 12.01 | 14.22 | 18.3 |
| 15 | 50 | 3 | 10 | 23.53 | 23.96 | 1.7 |
| Source | Sum of Squares | DF | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 1007.96 | 9 | 112.00 | 2.13 | 0.2098 | not significant |
| A-Suhu | 40.83 | 1 | 40.83 | 0.7760 | 0.4187 | |
| B-Waktu | 19.45 | 1 | 19.45 | 0.3696 | 0.5698 | |
| C-Katalis | 2.61 | 1 | 2.61 | 0.0497 | 0.8325 | |
| AB | 28.14 | 1 | 28.14 | 0.5348 | 0.4974 | |
| AC | 73.90 | 1 | 73.90 | 1.40 | 0.2892 | |
| BC | 507.01 | 1 | 507.01 | 9.64 | 0.0267 | |
| A2 | 32.27 | 1 | 32.27 | 0.6134 | 0.4690 | |
| B2 | 161.73 | 1 | 161.73 | 3.07 | 0.1399 | |
| C2 | 139.90 | 1 | 139.90 | 2.66 | 0.1639 | |
| Residual | 263.06 | 5 | 52.61 | |||
| Lack of Fit | 209.74 | 3 | 69.91 | 2.62 | 0.2881 | not significant |
| Pure Error | 53.32 | 2 | 26.66 | |||
| Cor Total | 1271.02 | 14 |
| Source | Sum of Squares | DF | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 1197.58 | 10 | 119.76 | 6.52 | 0.0428 | significant |
| A-Suhu | 40.83 | 1 | 40.83 | 2.22 | 0.2102 | |
| B-Waktu | 165.26 | 1 | 165.26 | 9.00 | 0.0399 | |
| C-Katalis | 2.61 | 1 | 2.61 | 0.1423 | 0.7252 | |
| AB | 28.14 | 1 | 28.14 | 1.53 | 0.2834 | |
| AC | 73.90 | 1 | 73.90 | 4.03 | 0.1153 | |
| BC | 507.01 | 1 | 507.01 | 27.62 | 0.0063 | |
| A2 | 32.27 | 1 | 32.27 | 1.76 | 0.2555 | |
| B2 | 161.73 | 1 | 161.73 | 8.81 | 0.0412 | |
| C2 | 139.90 | 1 | 139.9 | 7.62 | 0.0508 | |
| A2B | 189.62 | 1 | 189.62 | 10.33 | 0.0325 | |
| Residual | 73.44 | 4 | 18.36 | |||
| Lack of Fit | 20.12 | 2 | 10.06 | 0.3773 | 0.7260 | not significant |
| Pure Error | 53.32 | 2 | 26.66 | |||
| Cor Total | 1271.02 | 14 | ||||
| Adeq Precision | 9.6401 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kusumaningtyas, R.D.; Normaliza, N.; Anisa, E.D.N.; Prasetiawan, H.; Hartanto, D.; Veny, H.; Hamzah, F.; Rodhi, M.N.M. Synthesis of Biodiesel via Interesterification Reaction of Calophyllum inophyllum Seed Oil and Ethyl Acetate over Lipase Catalyst: Experimental and Surface Response Methodology Analysis. Energies 2022, 15, 7737. https://doi.org/10.3390/en15207737
Kusumaningtyas RD, Normaliza N, Anisa EDN, Prasetiawan H, Hartanto D, Veny H, Hamzah F, Rodhi MNM. Synthesis of Biodiesel via Interesterification Reaction of Calophyllum inophyllum Seed Oil and Ethyl Acetate over Lipase Catalyst: Experimental and Surface Response Methodology Analysis. Energies. 2022; 15(20):7737. https://doi.org/10.3390/en15207737
Chicago/Turabian StyleKusumaningtyas, Ratna Dewi, Normaliza Normaliza, Elva Dianis Novia Anisa, Haniif Prasetiawan, Dhoni Hartanto, Harumi Veny, Fazlena Hamzah, and Miradatul Najwa Muhd Rodhi. 2022. "Synthesis of Biodiesel via Interesterification Reaction of Calophyllum inophyllum Seed Oil and Ethyl Acetate over Lipase Catalyst: Experimental and Surface Response Methodology Analysis" Energies 15, no. 20: 7737. https://doi.org/10.3390/en15207737
APA StyleKusumaningtyas, R. D., Normaliza, N., Anisa, E. D. N., Prasetiawan, H., Hartanto, D., Veny, H., Hamzah, F., & Rodhi, M. N. M. (2022). Synthesis of Biodiesel via Interesterification Reaction of Calophyllum inophyllum Seed Oil and Ethyl Acetate over Lipase Catalyst: Experimental and Surface Response Methodology Analysis. Energies, 15(20), 7737. https://doi.org/10.3390/en15207737