1. Introduction
City manufacturing of products and goods for the population has gone through many stages of development, from Handcraft Manufacturing [
1] to Industry 4.0 (I4.0), within which paradigms such as Sustainable Development, Manufacturing Networks, Smart Manufacturing, Internet of Things, and Digital Twins have appeared [
2,
3,
4,
5,
6]. A characteristic feature of city manufacturing is production and service enterprises operating in buildings that are located in the residential areas of megapolises [
7]. Such a solution does not contradict the development of traditional industrial areas in agglomeration areas, i.e., production enterprises are located outside the residential area of the city in the industrial zones or industrial and technology parks (ITP) [
7,
8]. The purpose of city manufacturing is to meet the needs of the city’s residents, as well as the needs of urban enterprises and technology development centers (further called advanced technology and education parks (ATEPs)), through the supply of goods and services in the framework of sustainable urban development [
7,
9].
The increase in cities’ density and the intensity of urban traffic accelerates the development of solutions, such as city multi-floor manufacturing, especially in the vicinity of labor resources and customers [
6,
10,
11]. Additionally, it is intensified by the following circumstances:
- -
high cost of urban plots and the rational use of land resources [
12];
- -
limited capacities of transportation, environmental, and transport and logistics problems of the megapolis [
3,
12,
13,
14,
15];
- -
sustainability of manufacturing and management in the framework of the I4.0 paradigm [
5,
6,
16];
- -
development of small- and medium-sized businesses based on production–distribution networks organization [
17,
18,
19];
- -
miniaturization of goods, the creation of innovative sustainable products for the city residents, and the efficient use of natural resources in the framework of circular economy [
3,
12,
20];
- -
use of modular, lightweight technological equipment supplied in a disassembled state and assembled in production premises [
21,
22];
- -
change in quality of human resources [
12,
23].
A group of multi-floor manufacturing buildings located in the same residential area and a city logistics node (CLN) can be combined into a multi-floor manufacturing cluster (MFMC) [
9,
13]. The crucial support from municipalities are tax benefits and other incentives attracting small- and medium-sized enterprises (SMEs), and contributing to the sustainable development of the MFMCs in designated urban areas [
3,
24,
25].
MFMC comprise production and service enterprises of various types of ownership, mainly SMEs, with different production orientations, with the presence of small-scale in-house equipment [
19]. This feature of MFMC promotes business competition, allowing for creating collaborative and networked organizations [
18] that can happen at some stages of development and can reach a level of a virtual manufacturing network based on Digital Twins models to fulfil customer orders [
6,
18].
The manufacturing network is one of the main forms of a production organization within the MFMC, and involves the creation of smart supply chain management (SCM) [
18,
26,
27]. The specificity of internal and external processes of MFMC requires the use of appropriate management tools, i.e., models, methods, and software tools, which support operational planning and scheduling, monitoring production and logistics processes, as well as decision-making [
6]. Therefore, this study proposes a model of MFMC production and distribution processes management that meets the needs of supply chains (SCs).
The study has the following structure.
Section 2 presents the literature review of city manufacturing and their key elements.
Section 3 presents materials and methods.
Section 4 presents a model of MFMC production and distribution processes management in SC and a simulation case study.
Section 5 discusses the research results, taking into account the limitations of the methodology used, and final conclusions are given in
Section 6.
3. Materials and Methods
The design and scheduling of production and distribution processes of MFMC depends on the initial conditions, which are determined by the supplier’s contract with the customer: the lead-time for the product, quality of product, its cost, and the supplier’s guarantee. The collection of possible process participants is determined by the specified initial conditions, design, and technological documentation of the product. Process participants include production enterprises of the MFMC and their long-distance suppliers, through the CLN supporting intermodal transport. The second group of suppliers includes other MFMC, Recycling, Treatment and Energy Park (RTEP), Industrial and Technology Park (ITP), and Advanced Technology and Education Parks (ATEP). The planning of the production and distribution processes is defined not only by the timing of the production of assembly parts and product components, but also by the capabilities of the logistics and transport system. All deliveries of materials and components to production enterprises, as well as the shipment of finished products and wastes within the agglomeration area, are carried out through the CLNs by means of IRTs, CCs, and cargo vans [
7,
9,
18].
There are challenges associated with this transport system, e.g., the great variety of goods transported, including single or small batches of manufacturing products and different delivery times, which can lead to empty vehicle runs, and an increase in urban traffic and the harmful effects of transport activities on the environment [
40,
66]. Additionally, processes planning is influenced by the problem of compatibility and perishability factor of freights transported in CCs and the fluctuations in demand resulting in risk of overloading CLNs due to an excessive number of loading/unloading operations. All these challenges are even more complex in the situation of uncertainty in SC. In this regard, there is a need to develop MFMC’s planning and distribution model that allows processes not only to optimize, but also to adapt to the requirements of smart sustainable SCM.
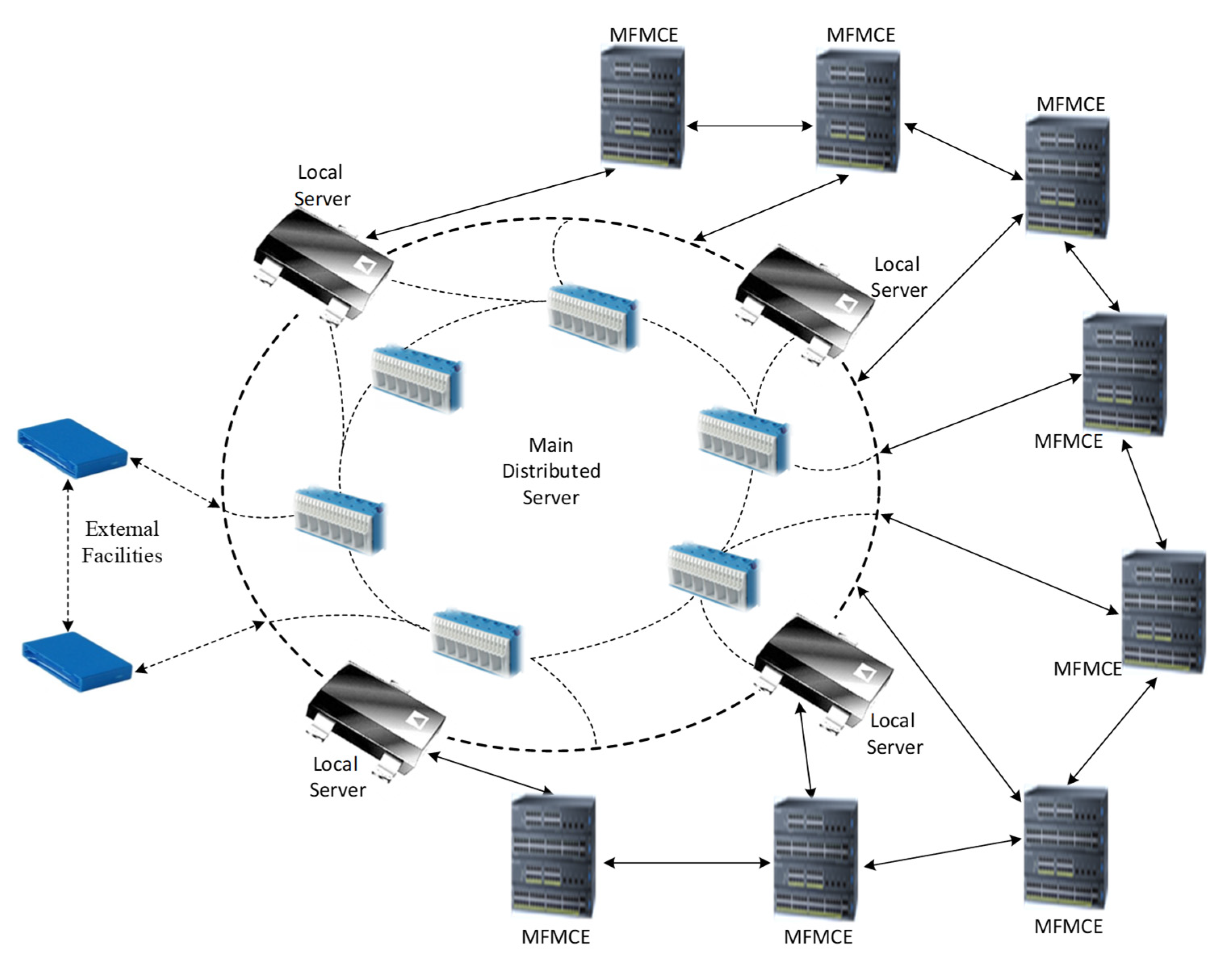
Figure 1 presents such a model, a visualized material flow system for MFMC SCs analyzed in this study.
The model presented may ensure that the SC system will work optimally, synchronized, and in a given time cycle. The following assumptions are considered in the model for smart sustainable SCM in MFMC:
- -
the algorithm of network design and planning of production and distribution processes is implemented in a centralized manner;
- -
all production and transport facilities and players in the MFMC (enterprises, cargo vans, ATEP, ITP, RTEP, CLN, and city logistics hub (CLH)) are connected via communication channels to a production–service platform [
74,
75,
76,
77], which means that all data may be handled and stored across the network (
Figure 2);
- -
there is uninterrupted and customized communication between all players within the production and transport system;
- -
there are no preferences among enterprises performing the same operation;
- -
an assignment problem solving algorithms requires a matrix as an input to perform optimization.
The core of the presented scheme is a computer server, the key role of which is to maintain a flexible sequencing order and a CLN entity that group together all scattered MFMC enterprises (MFMCEs), into one whole functional system is balancing the workload. This approach can improve the performance of the system by eliminating the situation in which it is overly dependent on specific participants. Weaknesses in the system can lead to disruptions, including the inability to complete certain processes, promised services, or ineffective maintenance due to resource depletion, intermittent downtime, or bottlenecks. The smart sustainable resource management and access to the information required for this is realized through the use of the MFMC production–service platform, which allows stakeholders to optimize resource allocation and provide access to real-time data viewing. In addition, data sharing and computational load are invisible from the user’s point of view. This architecture also provides better resistance to system damage.
The most important aspects of the SCM relate to the concept of sustainable network design, taking into account the production processes, resource flow, and the human factor [
78]. The integration of SCM systems covers geographically dispersed facilities from which the purchased raw materials, semi-finished products, or finished products come from. In the analyzed case, the authors distinguish between manufactories where the physical transformation of the product takes place, and distribution nodes, where the product is received, sorted, stored, packed, and shipped, but not physically transformed.
SCM refers to integrated planning at the stages of production, procurement, sorting, and transportation of freights, including production waste and warehousing activities, and is associated with the high requirements for the sustainable development of a megapolis. The importance of the SCM of physical materials and products is being amplified by the requirements of the sustainable transport systems and the circular economy, and the need for an integration of production and distribution activities across geographically dispersed SC actors [
64]. In a broader sense, the strategy for a conceptual approach of integrated SC planning is more dependent on the intertemporal integration of these activities over resource allocation decisions on medium-term planning horizons, resource acquisition decisions to be taken over long-term planning horizons, and operational planning decisions affecting the short-term execution of the company’s business, i.e., defined by environmental, social, and economic aspects [
24,
25]. Firms faced with the intertemporal integration, also called hierarchical planning, require the preservation of balance that may exist among overlapping SC decisions at various levels of planning. Although it is not yet widely appreciated, intertemporal integration is critical for improving the long-term economic performance of the individual organization and its SC [
26].
The design and planning of production and distribution processes for the MFMC is a strategic issue in the management of enterprises that are guided by the goals of sustainable development and operational efficiency. This management issue is common to producers, carriers, and operators, i.e., MFMC enterprises, cargo vans carriers, CLNs, ATEP, ITP, RTEP, and CLH, regarding their role in production and distribution processes. All these actors are important points in the SC covered by a SCM adapted to the needs of a megapolis that want to optimize the SC network and to meet the requirements of sustainable manufacturing [
18].
The selection of the best partners of the MFMC production and distribution processes is followed by planning and control of its operation in real time. The planning of production and distribution processes includes defining the delivery conditions for the necessary freights, considering the capacity of IRTs and cargo vans, as well as the compatibility of the transported freights. During execution, the processes are monitored and controlled in real time based on the incoming operational information.
Managing the assignment problem is a main challenge within SCM. Although planning methods are well studied and a variety of solutions are proposed in the literature, the efficiencies of the methods, which do not include uncertainty, obtain inferior results if compared with models that formalize it implicitly.
Experiments have been conducted to illustrate the challenges and advantages of the proposed method for MFMC planning under uncertainty. In this approach, input data are adopted, and the output combination forms a specific matrix. To generate such a matrix, a reduction-based technique, the Hungarian algorithm, could be used [
79].
The Hungarian algorithm is an optimization algorithm that may solve assignment problems under uncertainty. Thus, the presented paper discusses the possibility of schedule development that satisfies the requirements in high variety low volume deliveries. In order to use the algorithm, one must provide the lead-time of operations and the possible assignments to fill the lead-time matrix. The classical Hungarian algorithm solves assignment problems with the theorem of zeros elements in matrix. Consecutive steps of the algorithm are performed as follows [
80]:
- (1)
At the beginning, create an efficiency matrix
M0(
n×
n) as a representation of the selection problem, i.e., the best production partners selection:
where
X is the following matrix elements.
- (2)
Next, subtract the minimum row value from the elements of each
M0 matrix row and form a new matrix
M1:
- (3)
Next, subtract the minimum column value from the elements of each
M1 matrix column and form a new matrix
M2:
- (4)
All zero elements in the matrix are marked with the least number of straight lines. If the number of those lines is equal to the size of the matrix, an optimal selection may be specified according to the location of zero elements within the matrix.
- (5)
If no, all elements that are not marked with lines will be reduced with the least element that is not covered (
Xmin_c), and those elements that are covered with more than one line will be increased
Xmin_c:
- (6)
A new matrix M3 is formed, replacing the former M2 matrix, and the algorithm is repeated.
The Hungarian algorithm enables a simple but effective way to find the feasible (optimal) solution for the assignment problem. However, in order to achieve optimal production and distribution parameters, upgrading of the proposed method is necessary.
4. Production and Distribution Model Formulation and a Case Study
The optimization of production and distribution processes for MFMC can be simplified for the purposes of this study based on the use of the Hungarian algorithm. The proposed model enables selecting the best production partners considering the information available on the MFMC production–service platform, which is based on city and cluster servers. The smart sustainable approach to real-time decision-making based on Big data of the platform allows operators to plan SCM at strategic, tactical, and operational levels in changing transportation conditions.
The main problem when addressing key players, participants in production, and distribution processes, is related to ensuring an appropriate balance between local and global goals. At the same time, the internal structure of the decision-making network should be optimized, taking into account appropriately selected decision criteria. This is the key to increasing the potential of production and offers, its flexibility and product range.
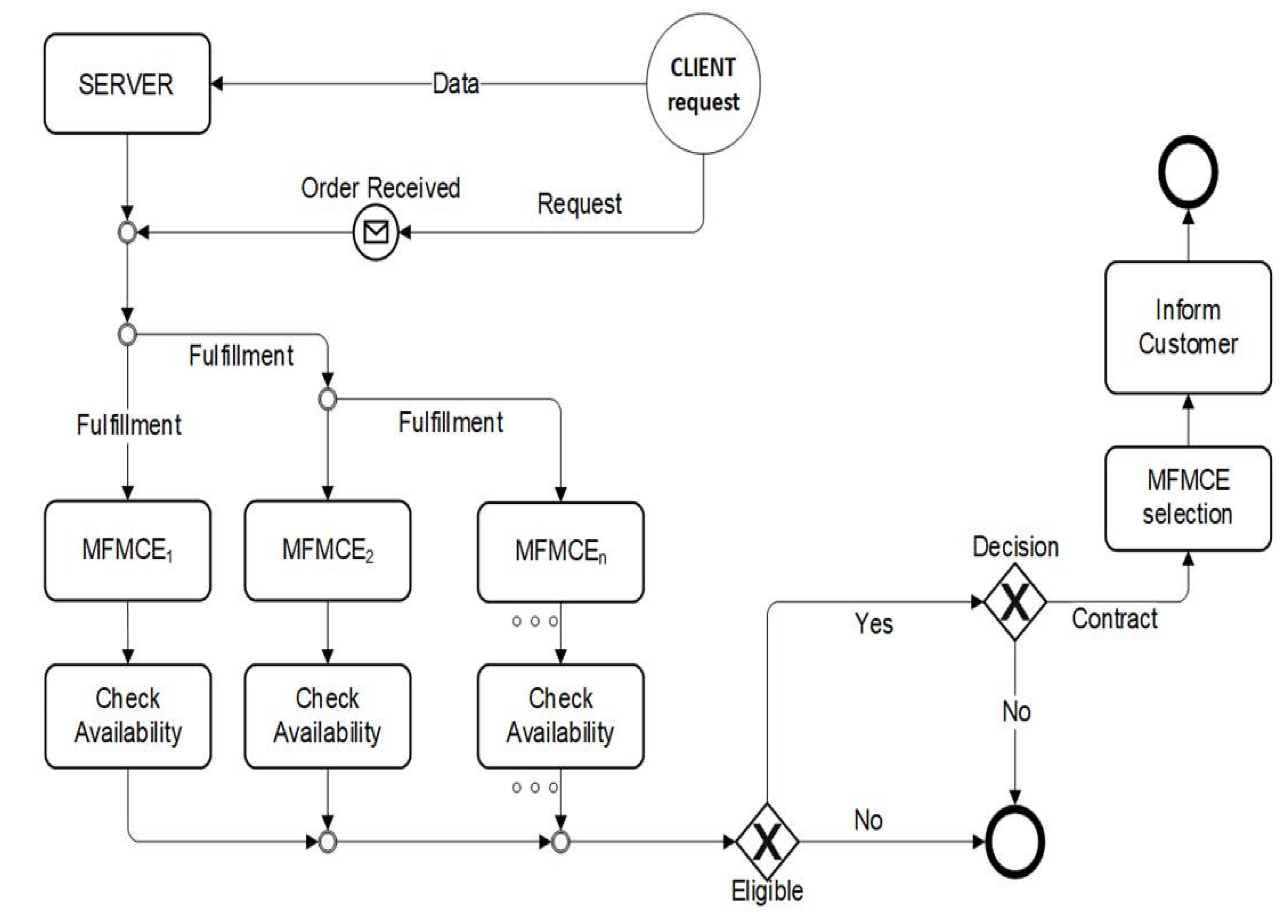
Each of the MFMC included in the agglomeration network consists of enterprises MFMCEs that communicate with each other, taking into account their assignment in the cluster structure. Each of them cooperates in order to achieve their common goal, to execute all production and delivery orders in the best possible way. In order to maintain the sequencing between MFMCEs in production and distribution processes, a special algorithm is needed (
Figure 3). The algorithm enables selecting and optimizing dataflows concerning manufacturing the speed, accuracy, and quality of a typical customer order.
Such an algorithm’s optimal work requires that all of those MFMCEs exchange production capacities and process data freely. Such a scenario is possible only when a single decision is made with optimal information feedback and a lack of hidden goals. MFMCEs will negotiate the best solutions, but also cooperate to fulfil different operations of the same tasks. Such an approach may improve integration and development of a distributed, but holistic system.
Negotiations performed by the client, who placed the production order, and MFMCEs, are carried out through the MFMC production–service platform taking into account a number of methodological assumptions:
- -
redundant approach—availability requests may be repeated several times,
- -
multilateral approach—purpose-set of MFMCEs negotiating with client,
- -
multicriterial approach—range of goals (minimal price, minimum lead-time, maximum quality, and maximum performance),
- -
cooperative and competitive approach—MFMCEs operations together to achieve common goals and compete with each other.
Negotiations with multiple MFMCEs present opportunities and difficulties. As the system runs, after receiving a client’s order, which the system will automatically convert to a production plan containing necessary processes, operations, and resources, each MFMCE checks possibility to work on its own or in cooperation with each other. The MFMCEs prepare their own offers, including possible offers from small production consortia, and negotiate via the MFMC production–service platform. An appropriate dataset is generated by the system as a base for the evaluation and selection of proper MFMCE. One should notice that as multiple MFMCEs may be eligible, i.e., different MFMCEs may be able to complete the same task, an indecision problem may occur. Thus, in order to overcome this problem, the client’s multicriteria decision protocols are used.
In order to determine the most optimal MFMCE, key selection criteria (5) for the problem must be defined:
Then, the best choice, which means appointing the best contractors for the production process, should be a minimum or maximum function (8) regarding a combination of selected criteria:
The above function determines the best solution, when criteria are well known, measurable, and not interrelated. The weight of each criterion should be specified and perform hierarchical analysis, creating a final ranking of solutions. The main principle of such an approach is to perform the following tasks:
- -
hierarchical representation for available choices,
- -
specialized evaluation of criteria,
- -
preference representation for each choice,
- -
variant classification,
- -
presentation of the optimal solution.
In order to understand the function of selecting partners to execute a particular production order, simple assumptions that allow to explain the essence of the decision model based on the Hungarian algorithm were made. Only one decision criterion, which is the shortest possible order completion time (total lead-time ), is assumed. Additionally, it is assumed that only four operation sequences (OS1, OS2, OS3, and OS4) are needed in the production process that is necessary to complete the order. All these operation sequences are to be performed independently by four different MFMCEs, which are integrated into one MFMC. Each MFMCE has a different operational capability and offers a different time to perform each operation sequence. The integrated production and delivery process to be performed by the MFMC within the total lead-time covering the following operational sequences:
- -
OS1 is time to reach production readiness, t1;
- -
OS2 is delivery time of the necessary production resources (materials, raw materials, semi-finished products, and components) to the MFMCE, t2;
- -
OS3 is production time, t3;
- -
OS4 is the delivery time of the products from the MFMCE to the customer, for example, by means of parcel lockers in CLN, t4.
Taking into account that the second operation step is carried out completely or partially within the first stage, the virtual lead-time can be determined using the following equations:
The following case study demonstrates a simulation-based solution for a chosen general structure of the manufacturing system. In order to enable the simulation and the analysis of the results, a set of sample data has been determined. The table below shows the lead-time for each cross combination of MFMCEs and operation sequences (
Table 1).
The goal of the analysis is to minimize the operation lead-time with guaranteed quality of service, as well as to improve the production schedule without significant additional costs. Such a problem may be solved as follows. The first step of the analysis requires the selection of a minimal value from each row of the initial matrix (
Table 2).
The values in the initial matrix are then reduced with the corresponding minima (
Table 3).
The next step is to select a minimal value from each column of matrix and to reduce other values in this column by the identified minimal value (
Table 4).
It should be noted that after such a process, there are zero values in each row and column (
Table 5). The next step is to cover all zero values with a minimum number of lines (in the example, one vertical and two horizontal gray lines).
Then, because the number of lines is smaller than 4 (size of the matrix) and the smallest uncovered number is 4, one should subtract that number from all uncovered elements and add it to all elements that are covered by two lines, and again, cover all zero values with a minimum number of lines (two vertical and one horizontal gray lines) (
Table 6).
There are still only three lines required to cover all zeros, so the previous step should be performed once more. The algorithm requires another iteration of subtraction and adding to fulfil its goals (
Table 7).
Now, because there are exactly four cover lines (which equals the matrix size), it is possible to identify the optimal solution for the problem. The zero values (one for each row and column,
Table 8) indicate the exact MFMCEs that should be selected to develop the best possible schedule. It is an optimal assignment and the end of algorithm.
Through algorithm iterations, an optimal solution is achieved (
Table 9).
Because there are a finite number of candidate solutions, an enumeration procedure for minimizing the lead time can be developed. For each set of operation sequences, the optimal value of the total lead-time is obtained. The result indicates that the optimal solution for the MFMC production process is a minimal lead-time of 72 h. It can be achieved with following operation schedule: MFMCE4 performing OS1, MFMCE2 performing OS2, MFMCE1 performing OS3, and MFMCE3 performing OS4. All other potential combinations prolong the manufacturing process.
6. Conclusions
The presented research results are part of a larger research project on the city multi-floor manufacturing, understood as a solution that meets the current economic and logistic needs of megapolises. Previous studies have allowed for the analysis of infrastructural, technological, and organizational requirements, with particular emphasis on the priorities of sustainable development [
7,
9,
40]. The presented research concerns the area of production and distribution process management within the SCs of MFMC. Conditions affecting decision-making in the field of production planning by MFMCEs and accompanying transports within the agglomeration area with the use of the MFMC production-service platform were presented. Assumptions were created for the decision model, allowing for the selection of partners within the MFMC to execute the production order. The adopted assumptions included a centralized management approach, customized communication between all players within the production and transport system, and equal treatment of all service providers. A decision model using the Hungarian algorithm was proposed, which was verified with the use of test data. Finally, the directions of development of the decision model were indicated, defining the necessary functionalities, as well as indicating the technologies and solutions that could be used. Extending the functionality to meet market needs is associated with the expansion of the model with modules using heuristic methods and/or artificial intelligence. The limitation of the Hungarian algorithm when searching for optimal partners for the production and distribution network is that, if the tasks of partner selection are more than workers, some tasks are left not assigned.
Future technical and technological challenges related to the implementation of modern information and communication technologies within the MFMC production–service platform, which would be adapted to the needs of managing production and distribution processes of the MFMCs. Importantly, the discussed processes are dynamically changing, taking into account the quantity and type of MFMCs involved, the potential of the city’s transport and logistics network, and the variability of the volume and structure of demand. Organizational challenges are closely related to the automation process and the priorities for flexible use of production and transport potential. Finally, a social challenge is the acceptance of MFMC services by city residents, as without the demand generated by them, the construction and development of this type of system cannot be economically justified.
For future research it is intended to investigate these dependencies in order to clarify the generic usability of the presented approach. Furthermore, it has been planned to develop the conceptual model of MFMC production–service platform with the help of available allocation algorithms and ICT solutions.









{kind=link}
{kind=link}
{kind=link}
{kind=link}