
Assessment and Perspectives of Heat Transfer Fluids for CSP Applications

 , , ,
, , ,
Abstract
:1. Introduction
2. Material Properties
2.1. Physical Properties and Operation Range
2.1.1. Thermal Oils
- Therminol 66, mainly consisting of terphenyl and partially hydrogenated therphenyls;
- Therminol SP (or Dowtherm HT) composed by benzene alkyl derivates;
- Therminol VP-1, an eutectic mixture of diphenyl oxide (DPO) and biphenyl.
2.1.2. Molten Salts

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Solar Salt | ||
|---|---|---|
| Chemical composition (%wt) | NaNO3/KNO3 (60/40) | |
| Density vs. temperature | [27] | |
| Dynamic Viscosity [cP] vs. temperature | (*) | |
| Thermal conductivity [] vs. temperature | [28] | |
| Heat capacity [] vs. temperature | (*) | |
| Thermal stability (max operation temperature) | 600 °C | [16] |
| Liquidus temperature (initial solidification point) | 238 °C | [29,30] |
| Hitec® (Na/K nitrate/nitrite) | ||
| Chemical composition (%wt) | NaNO3/KNO3/NaNO2 (7/53/40) | |
| Density vs. temperature | [31] | |
| Dynamic Viscosity [cP] vs. temperature | (*) | |
| Thermal conductivity [] vs. temperature | [26] | |
| Heat capacity [] vs. temperature | [26] | |
| Thermal stability (max operation temperature) | 450 under air; 530 °C under inert gas | [26] |
| Liquidus temperature (initial solidification point) | 141 °C | [32] |
| Hitec XL® (Na/K/Ca nitrate) | ||
| Chemical composition (%wt) | NaNO3/KNO3/Ca(NO3)2 (15/43/42) | |
| Density vs. temperature | [33] | |
| Dynamic Viscosity [cP] vs. temperature | (*) | |
| Thermal conductivity [] | ~0.519 (constant in the operative range) | [31] |
| Heat capacity [] vs. temperature | (*) | |
| Thermal stability (max operation temperature) | ≤425 °C | [34] |
| Liquidus temperature (initial solidification point) | ~125 °C | [35] |
| Na/K/Li nitrate | ||
| Chemical composition (%wt) | NaNO3/KNO3/LiNO3 (18/45/37) | |
| Density vs. temperature | [31] | |
| Dynamic Viscosity [cP] vs. temperature | (*) | |
| Thermal conductivity [] | [31] | |
| Heat capacity [] vs. temperature | (*) | |
| Thermal stability (max operation temperature) | 600 °C | [17] |
| Liquidus temperature (initial solidification point) | 120 °C | [36] |
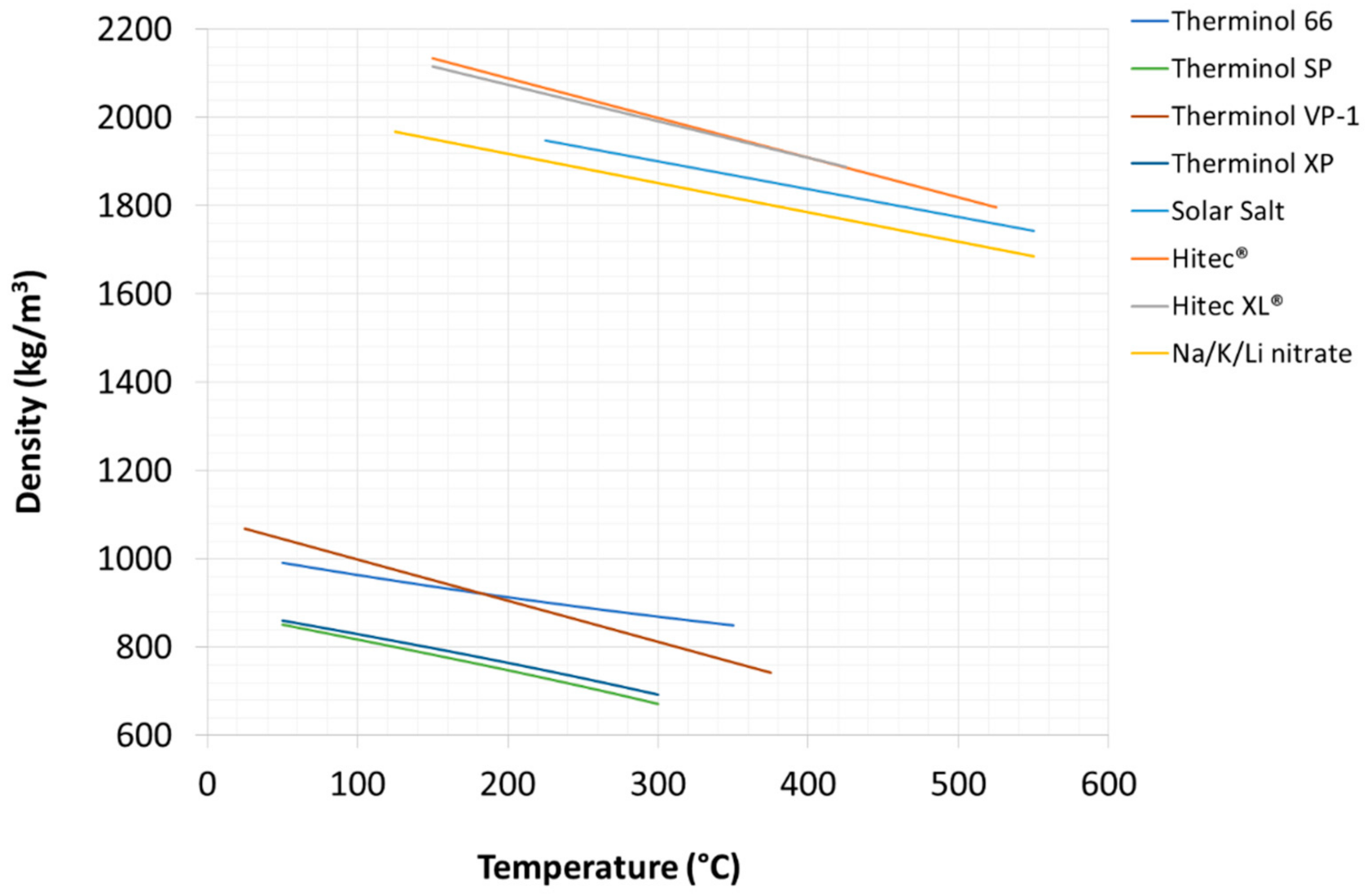
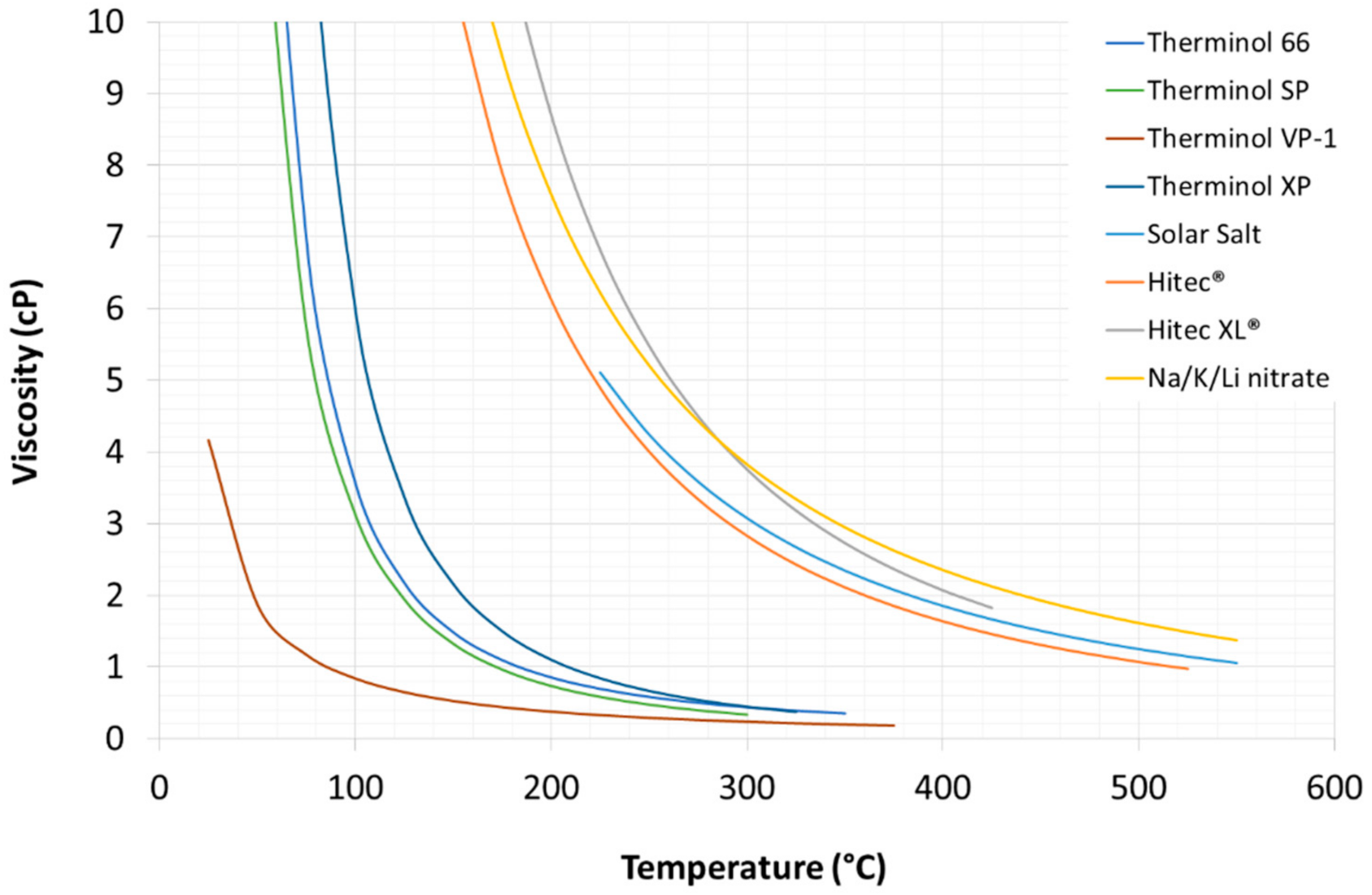
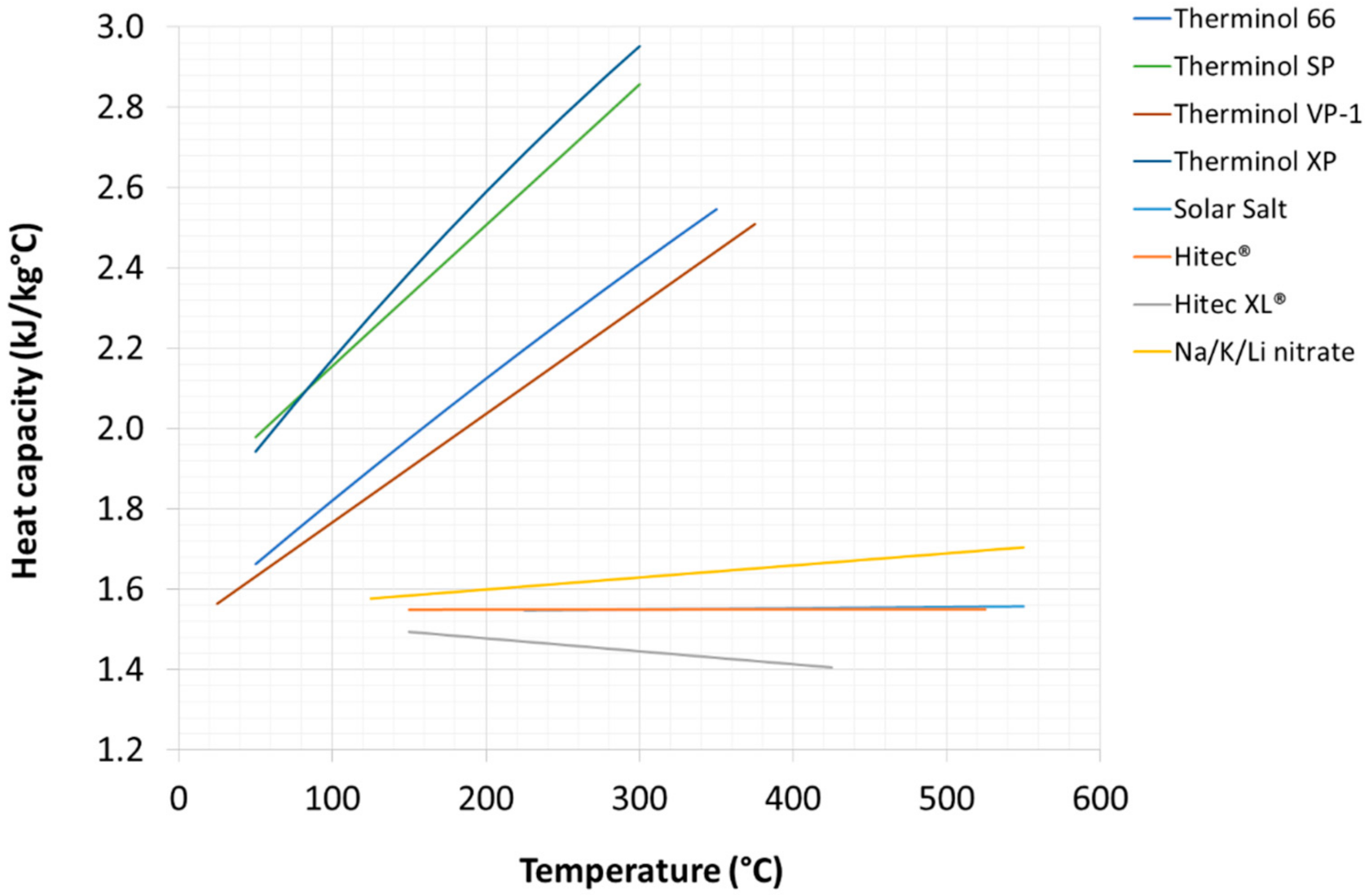
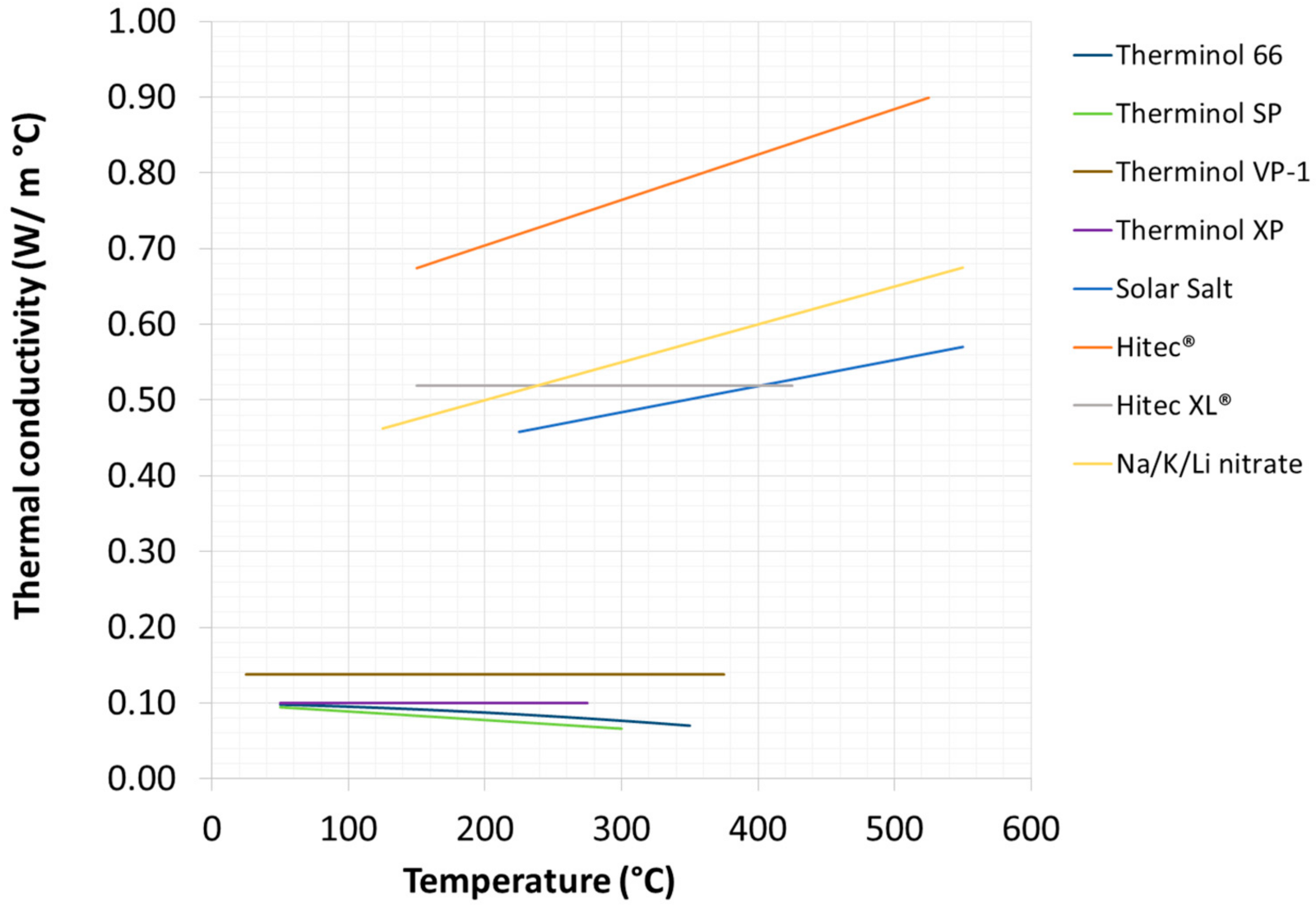
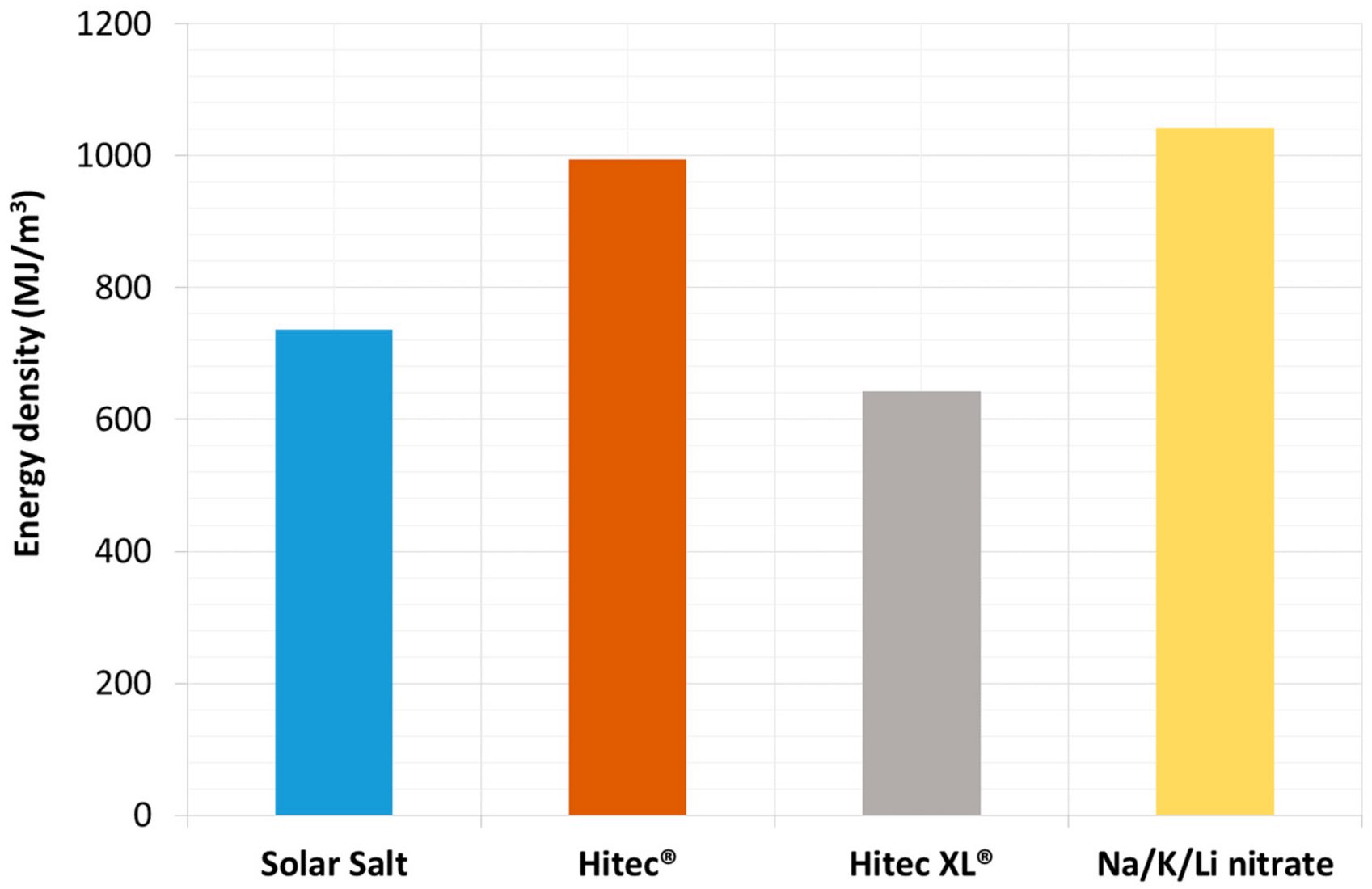
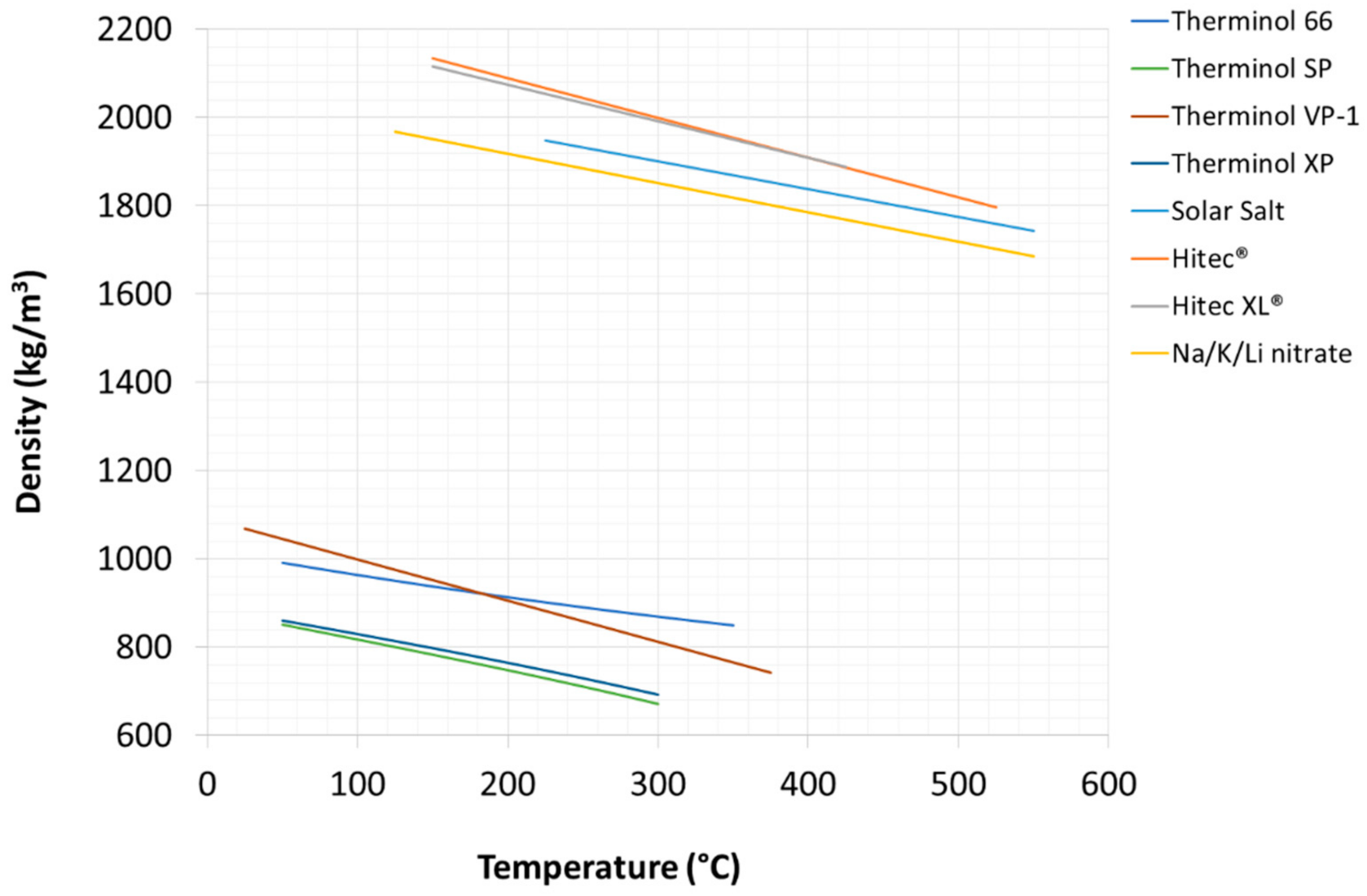
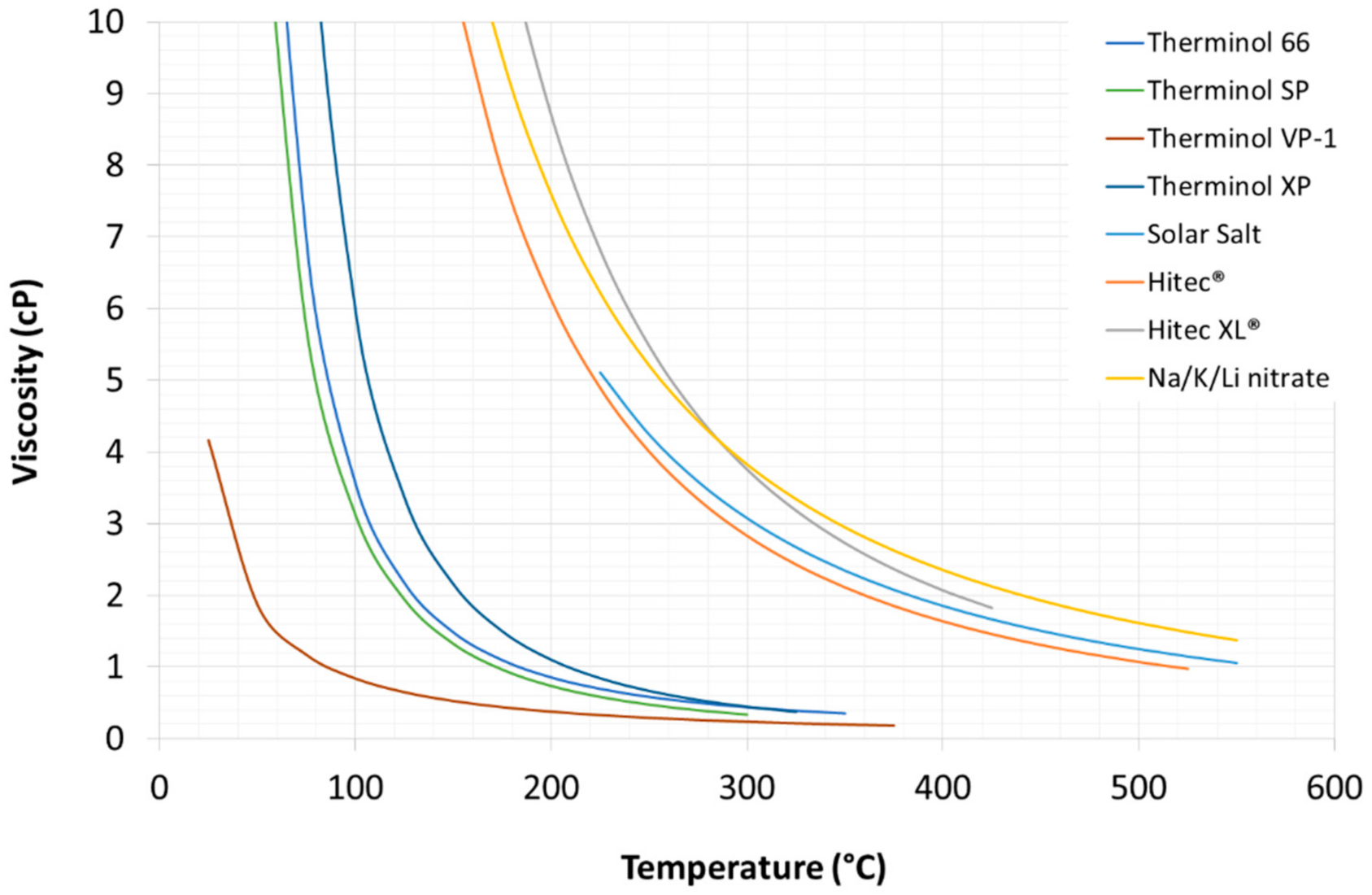
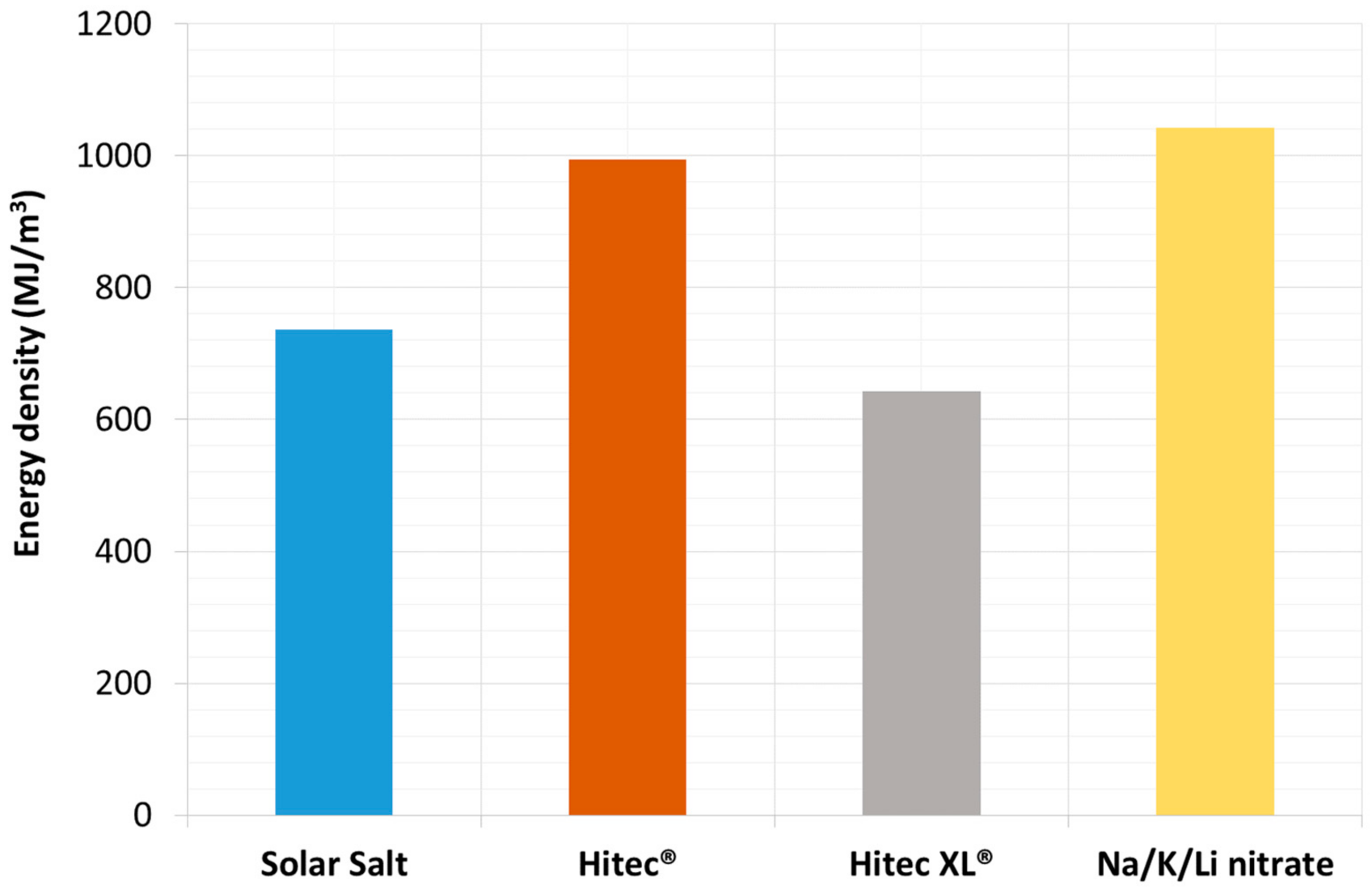
2.1.3. Comparison between HTFs’ Thermo-Physical Properties
2.2. Material Corrosion Issues
- type and purity of the salt mixture. In particular, the chloride content is considered critical if >0.1%wt., although in literature there are data up to 1% [44];
- corrosion test conditions: static or dynamic immersion, thermal cycling, temperature, nitrogen or air atmosphere, duration;
- oxides produced by corrosion;
- corrosion rate (CR), expressed as thickness change per year, according to the formula:
2.3. Environment and Safety Issues
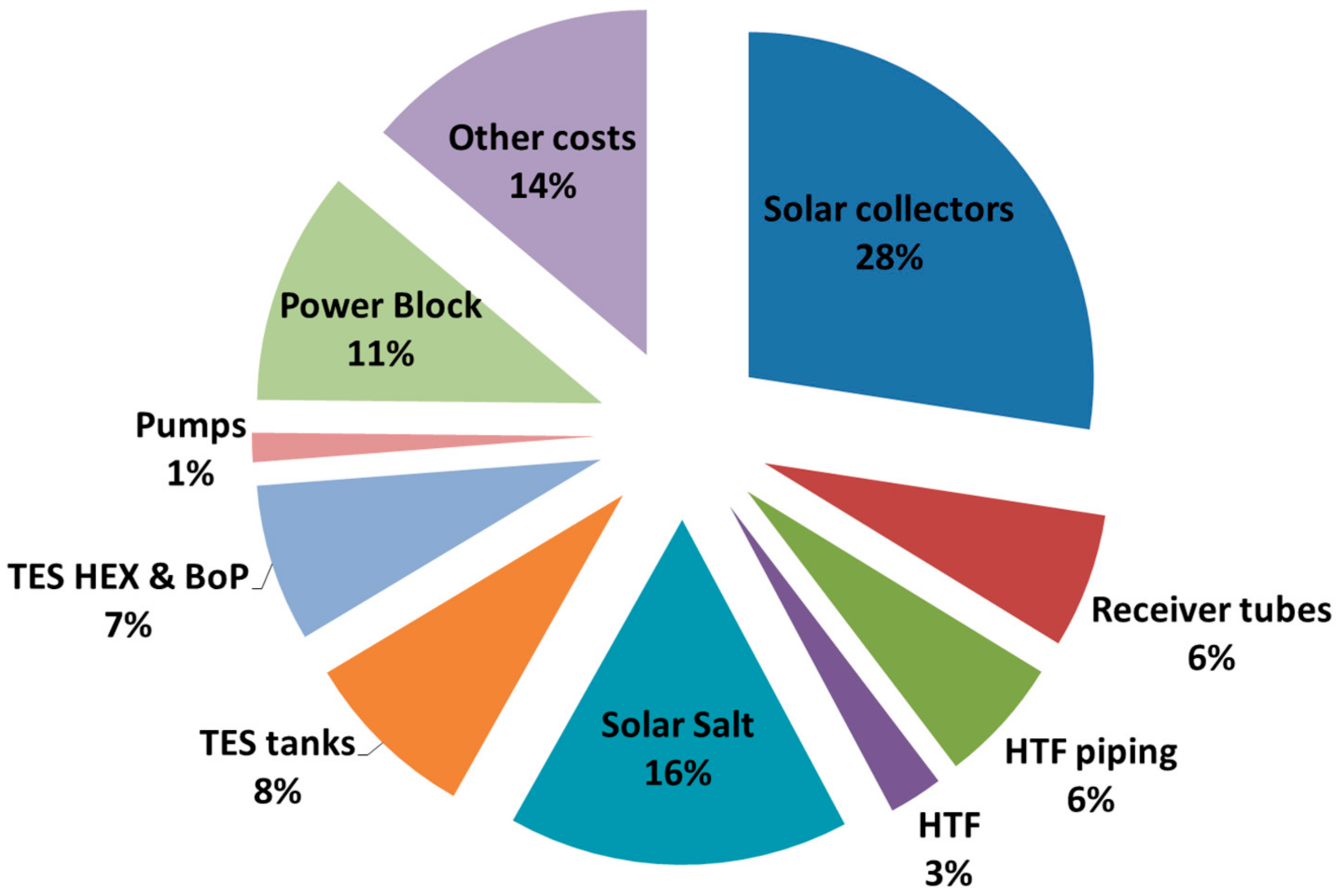
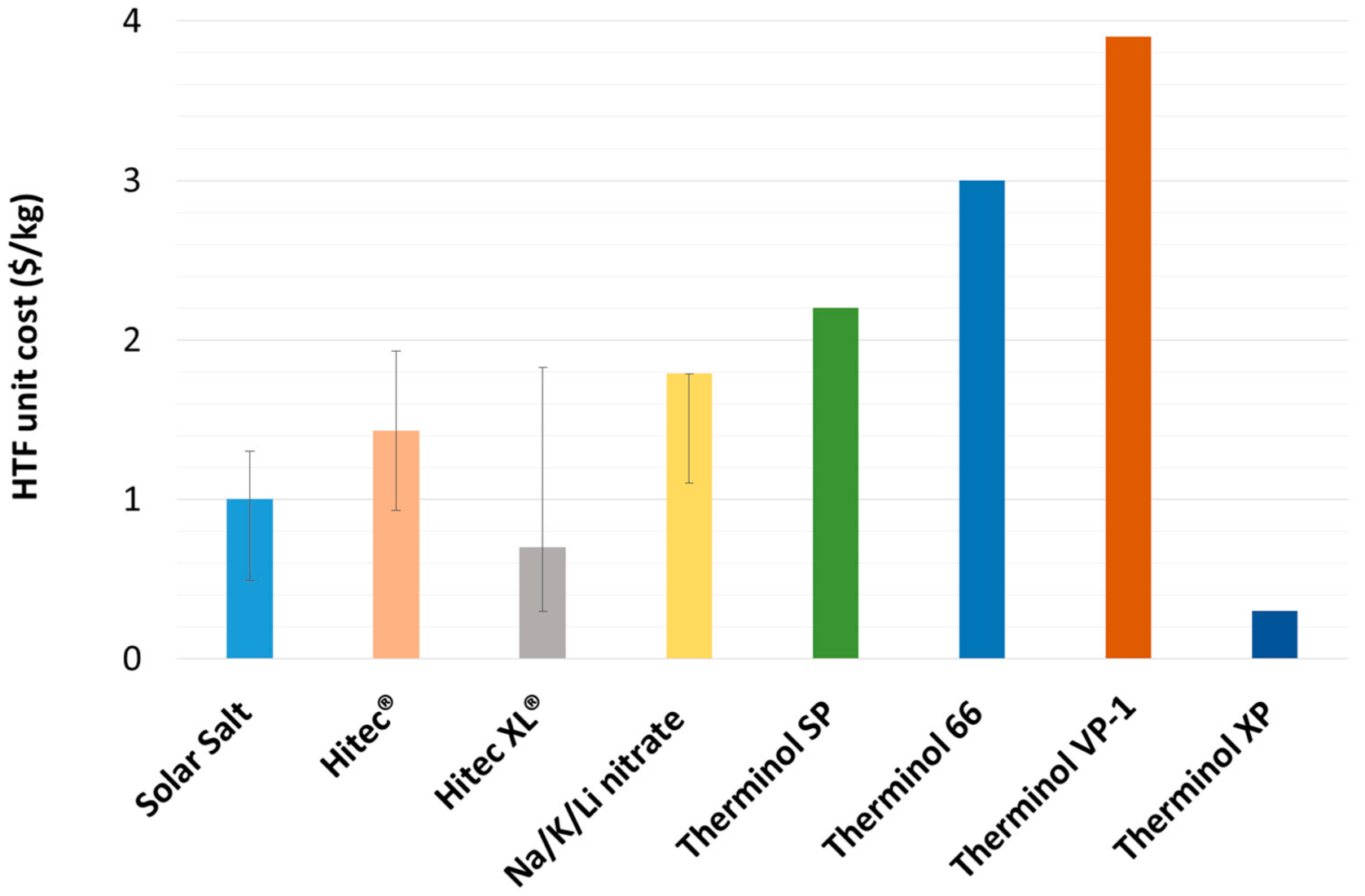
2.4. Material Costs
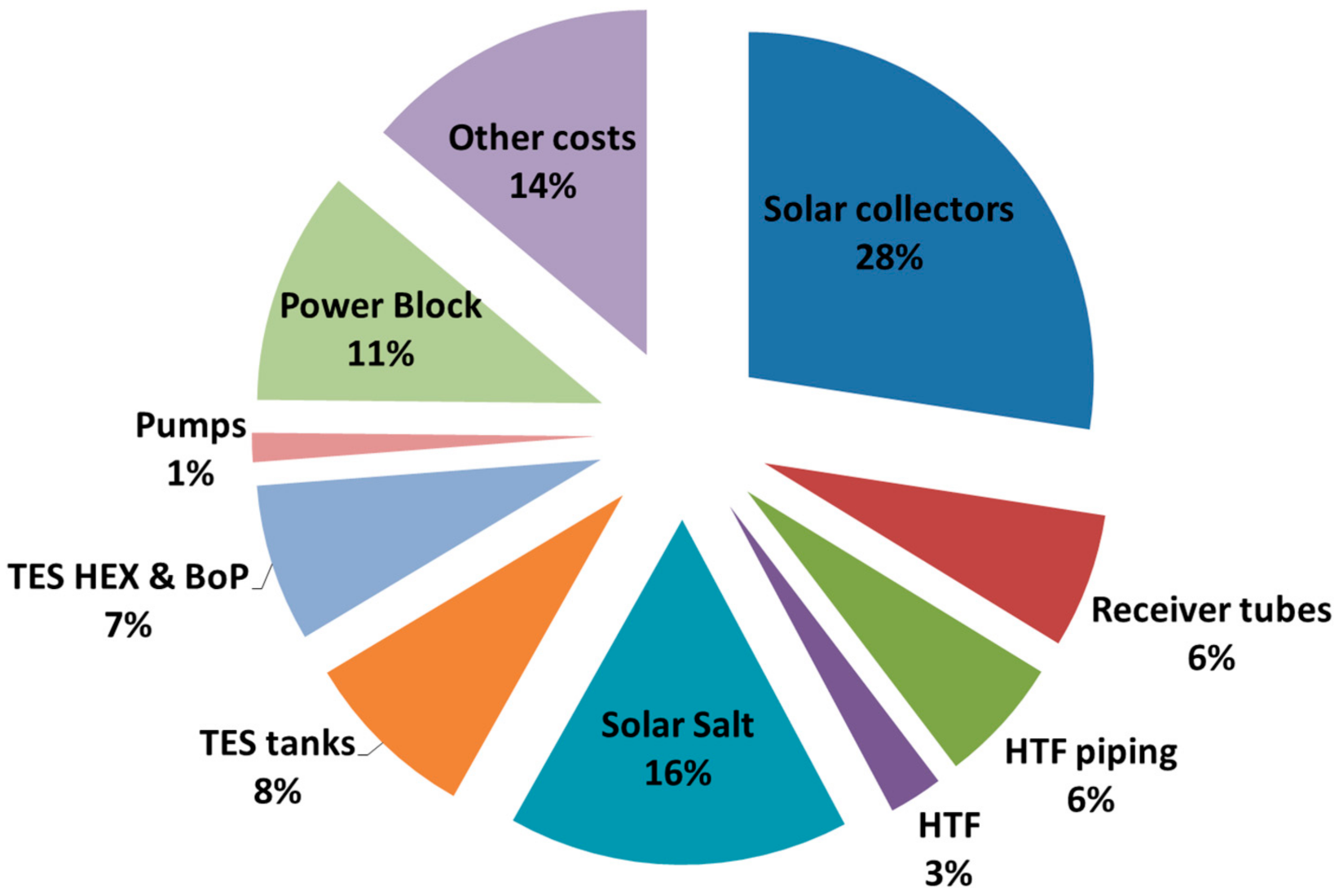
3. Techno-Economic Analysis for CSP Applications
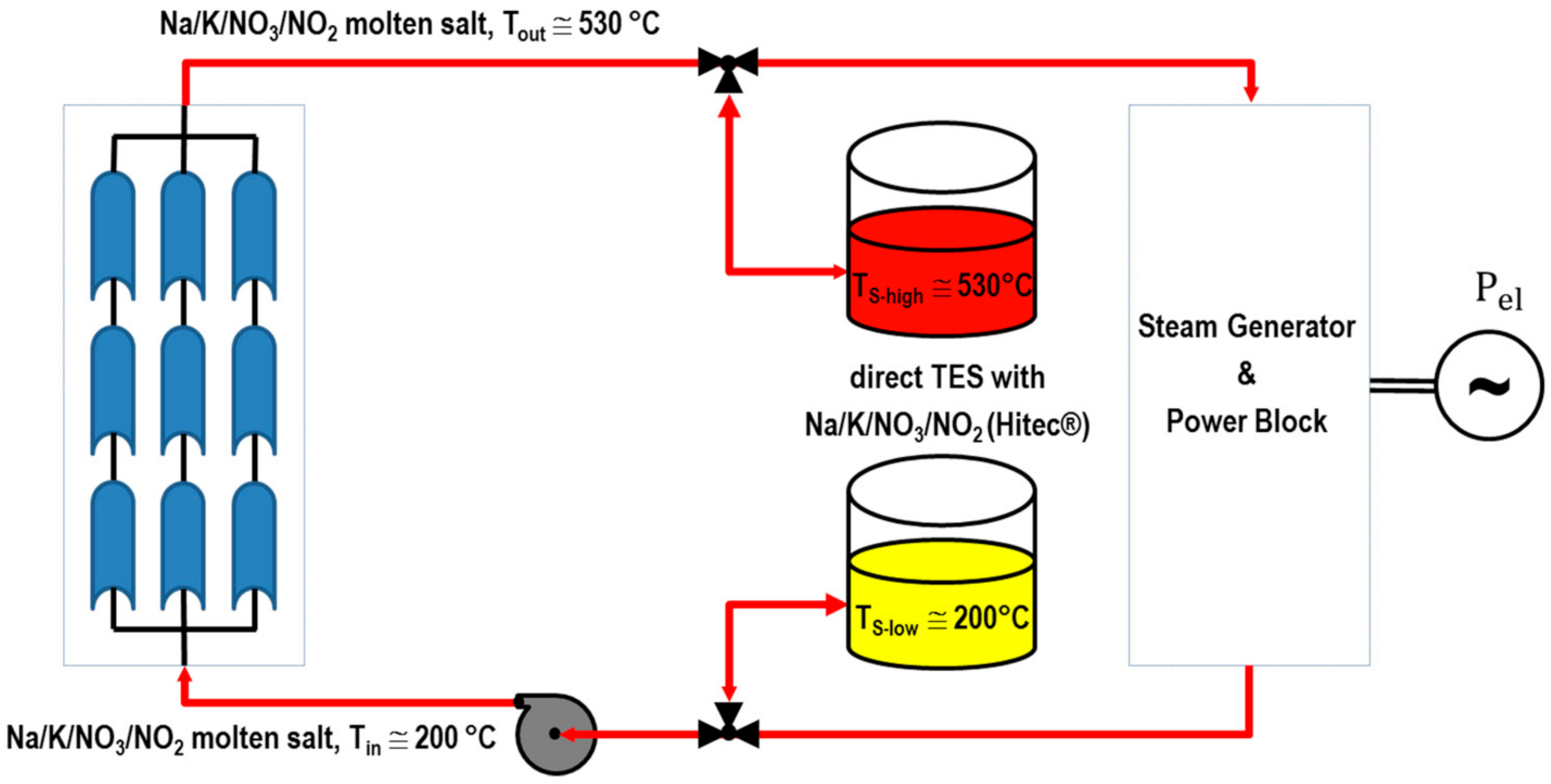
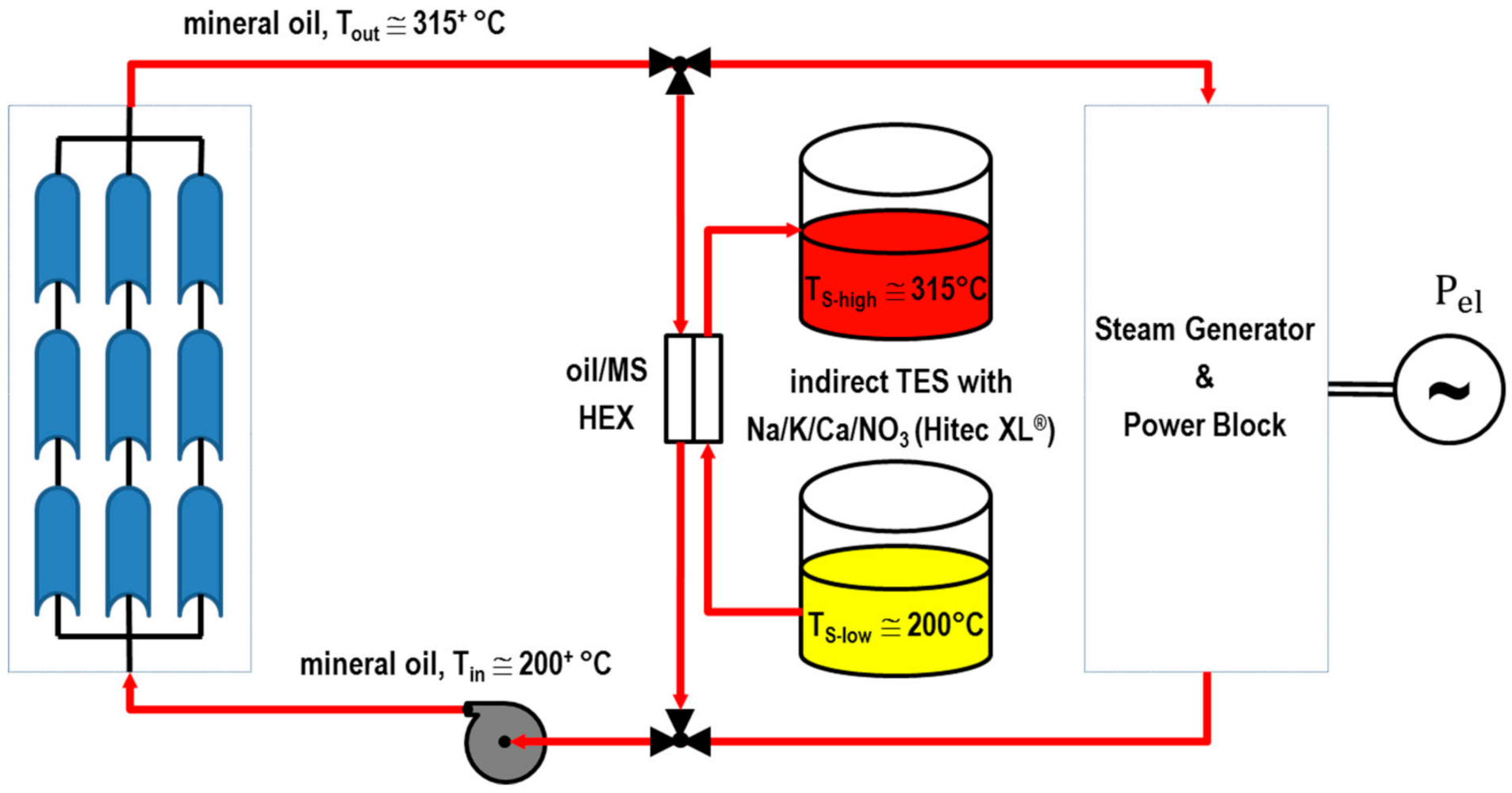
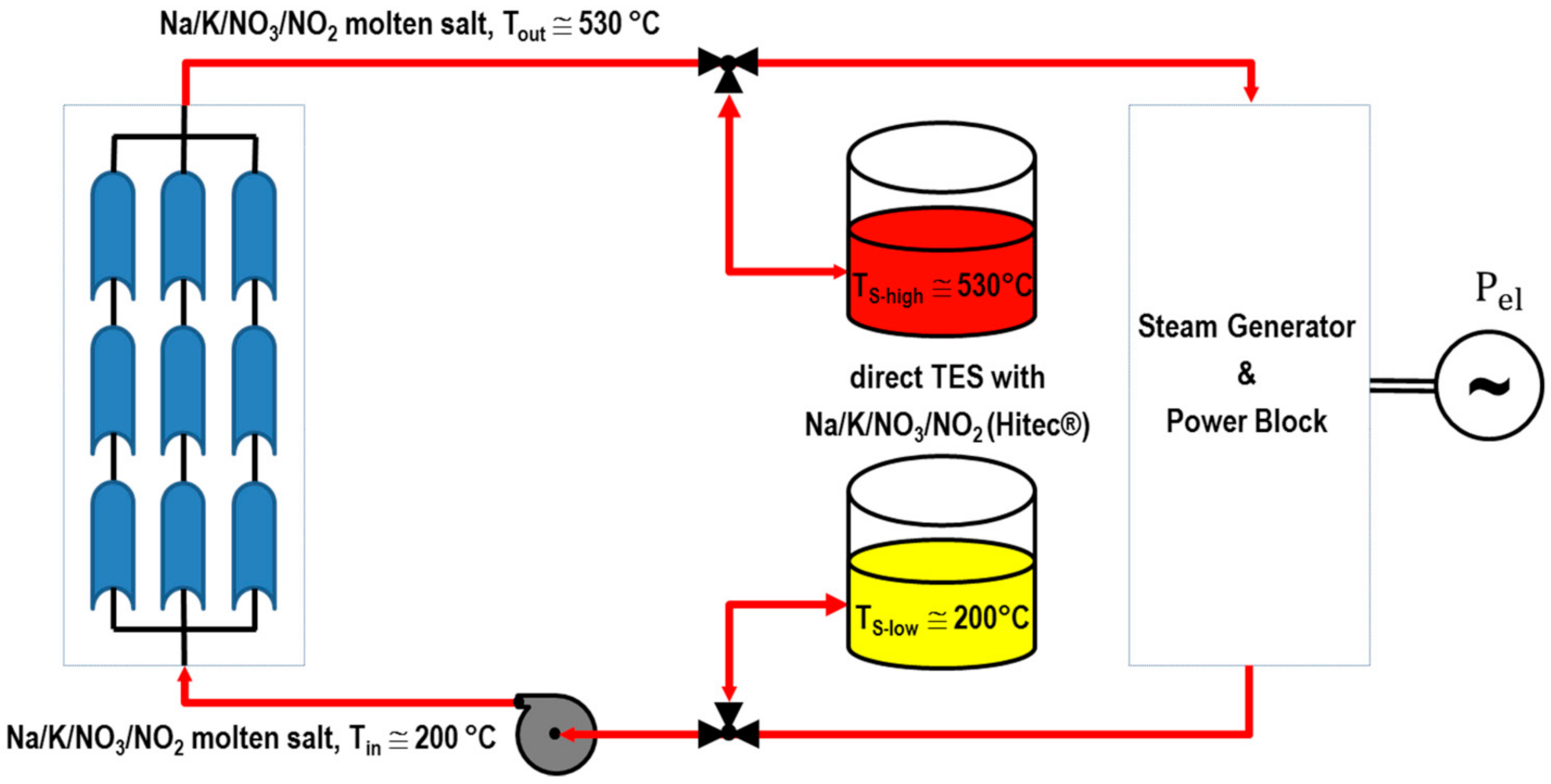
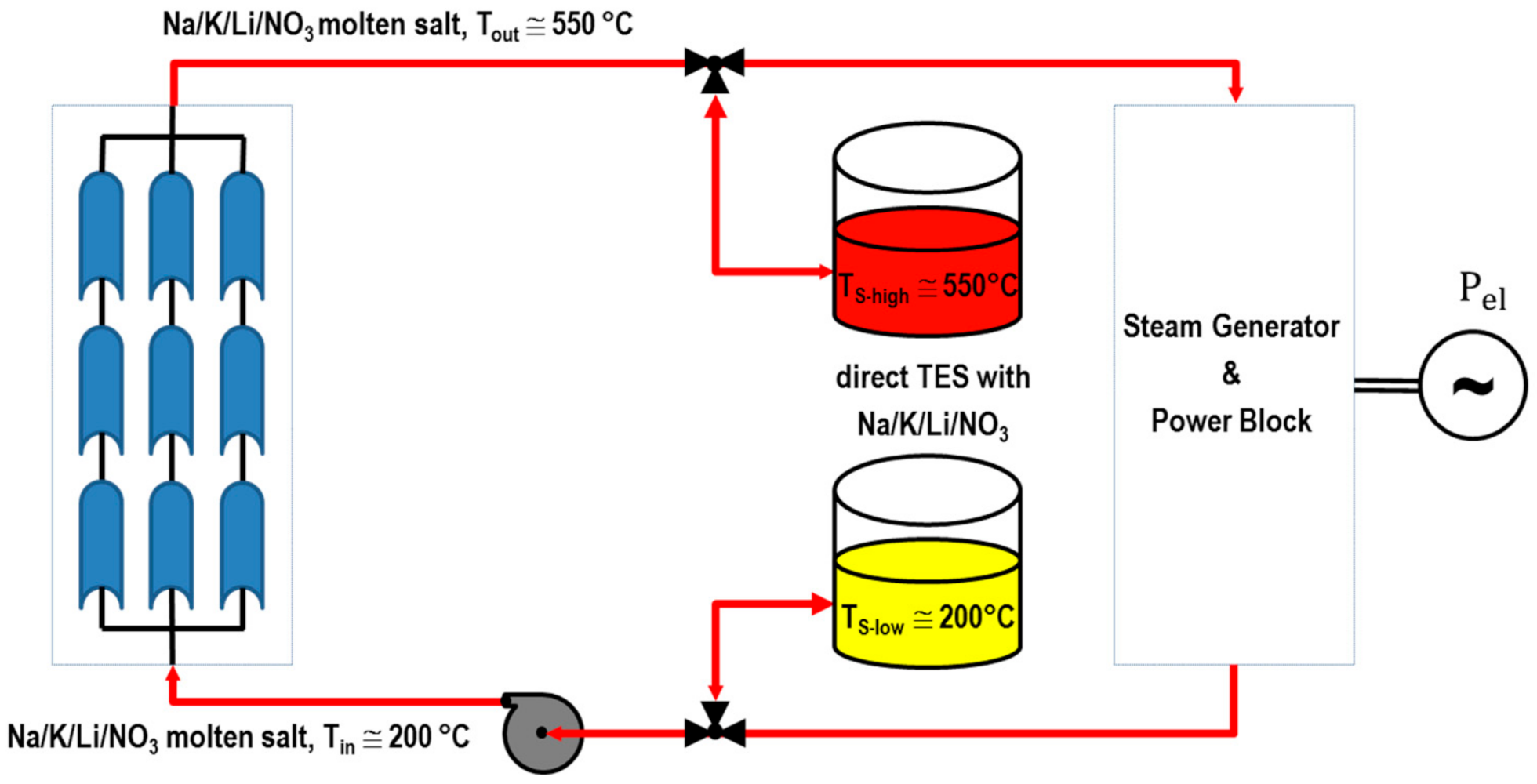
3.1. Different Layouts for Different HTFs
- decreased Rankine cycle efficiency from 35.6% to 32.1%;
- reduced heat losses with an increase of the collected solar heat by about 6%;
- net effect on productivity, according to Equation (3), being about 4% reduction of power output.
3.2. Comparison between the HTFs
4. Summary and Conclusions
- need to apply an auxiliary (electrical) heating system with transformers to heat up the solar receiver tubes by direct Joule effect during plant start-up (flooding) and to manage emergency operations [13];
- electrical tracing and thicker thermal insulation of the HTF piping to prevent freezing of the molten salt;
- more expensive piping materials (stainless steel, e.g., ASTM 321H) should be used with molten salts, especially in piping sections where the higher temperatures (>400 °C) can be reached.
- avoidance of oil/MS heat exchangers and ancillary equipment related to the indirect TES system;
- use of smaller TES tanks with relevant savings in the procurement of the salt mixture and molten salt tanks.
- ternary mixtures such as Na/K/NO3/NO2 (Hitec®) and Na/K/Li/NO3 show similar performances in terms of operative temperature range, heat losses, productivity, compactness of the TES tanks and costs;
- the ternary mixture Na/K/NO3/NO2 (Hitec®) requires a slightly more complex design of the TES system to avoid air contact with the molten salt in the TES tanks;
- the “solar salt” binary mixture (Na/K/NO3) and the ternary mixture Na/K/Ca/NO3 (Hitec XL®) show lower costs than other HTFs;
- the ternary mixture Na/K/Ca/NO3 (Hitec XL®) has lower max operative temperature (~425 °C) which reduces the efficiency of the thermal cycle but, thanks to the lower heat losses, net productivity is expected to be similar or even slightly higher than other PT-MS cases;
- Solar Salt and Hitec XL® show particularly favorable characteristics in terms of toxicity and environmental compatibility;
- technical issues with pumping and heat transfer may arise with Hitec XL® and Na/K/Li/NO3 due to their high viscosity (Figure 4) when the temperature approaches the lower limit (here assumed 200 °C).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Glossary
| Definition | Nomenclature | Units |
| Specific heat | ||
| Thermal conductivity | k | |
| Dynamic viscosity | Pa s | |
| Density | ||
| Efficiency of the Power Block | ηt-el | % |
| Molten salt Mass loaded in the TES | MMS | kg |
| Collected Solar heat in solar field | QHTF | MW thermal |
| Solar radiation on solar receivers | Qrec | MW thermal |
| Heat losses in the solar field | Qloss | MW thermal |
| Heat storage capacity | QTES | MW thermal (or hours) |
| Time | t | sec. or hours |
| Maximum temperature of the HTF loop and TES system | TS–high | °C |
| Minimum temperature of the HTF loop and TES system | TS–low | °C |
Abbreviations
| Balance of Plant | BoP |
| Corrosion Rate | CR |
| Concentrating Solar Power | CSP |
| Carbon Steel | C-steel |
| Diphenyl Oxide | DPO |
| Heat Exchanger | HEX |
| Heat Transfer Fluid | HTF |
| Molten Salt | MS |
| Not available | n.a. |
| Operation and Maintenance | O&M |
| Parabolic Trough | PT |
| Parabolic Trough with Molten Salt HTF | PT-MS |
| Parabolic Trough with Thermal Oil HTF | PT-TO |
| Static and Dynamic (for corrosion tests) | S/D |
| Solar Tower with Molten Salt HTF | ST-MS |
| Thermal Energy Storage | TES |
| Thermal Oil | TO |
| variable Renewable Energy Source | vRES |
References
- Islam, M.T.; Huda, N.; Abdullah, A.B.; Saidur, R. A comprehensive review of state-of-the-art concentrating solar power (CSP) technologies: Current status and research trends. Renew. Sustain. Energy Rev. 2018, 91, 987–1018. [Google Scholar] [CrossRef]
- Pan, C.A.; Guédez, R.; Dinter, F.; Harms, T.M. A techno-economic comparative analysis of thermal oil and molten salt parabolic trough power plants with molten salt solar towers. AIP Conf. Proc. 2019, 2126, 120014. [Google Scholar] [CrossRef]
- Grena, R.; Tarquini, P. Solar linear Fresnel collector using molten nitrates as heat transfer fluid. Energy 2011, 36, 1048–1056. [Google Scholar] [CrossRef]
- CSP Projects around the World—SolarPACES. Available online: http://www.solarpaces.org/csp-technologies/csp-projects-around-the-world/ (accessed on 4 August 2021).
- IRENA Renewable Energy Technologies Cost Analysis Series: Concentrating Solar Power. Available online: https://www.irena.org/-/media/Files/IRENA/Agency/Publication/2012/RE_Technologies_Cost_Analysis-CSP.pdf (accessed on 10 October 2021).
- Kearney, D.; Kelly, B.; Herrmann, U.; Cable, R.; Pacheco, J.; Mahoney, R.; Price, H.; Blake, D.; Nava, P.; Potrovitza, N. Engineering aspects of a molten salt heat transfer fluid in a trough solar field. Energy 2004, 29, 861–870. [Google Scholar] [CrossRef]
- Piemonte, V.; De Falco, M.; Tarquini, P.; Giaconia, A. Life Cycle Assessment of a high temperature molten salt concentrated solar power plant. Sol. Energy 2011, 85, 1101–1108. [Google Scholar] [CrossRef]
- Giostri, A.; Binotti, M.; Astolfi, M.; Silva, P.; Macchi, E. Comparison of different solar plants based on parabolic trough technology. Sol. Energy 2012, 86, 1208–1221. [Google Scholar] [CrossRef]
- Bachelier, C.; Stieglitz, R. Design and optimisation of linear Fresnel power plants based on the direct molten salt concept. Sol. Energy 2017, 152, 171–192. [Google Scholar] [CrossRef]
- Matino, F.; Procedia, A.M.-E. Molten salt receivers operated on parabolic trough demo plant and in laboratory conditions. Energy Procedia 2015, 69, 481–486. [Google Scholar] [CrossRef] [Green Version]
- Maccari, A.; Donnola, S.; Matino, F.; Tamano, S. Archimede solar energy molten salt parabolic trough demo plant: Improvements and second year of operation. AIP Conf. Proc. 2016, 1734, 100007. [Google Scholar]
- Gaggioli, W.; Di Ascenzi, P.; Rinaldi, L.; Tarquini, P.; Fabrizi, F.; Di Ascenzi, P.; Rinaldi, L.; Tarquini, P.; Fabrizi, F. Effects assessment of 10 functioning years on the main components of the molten salt PCS experimental facility of ENEA. AIP Conf. Proc. 2016, 1734, 070009. [Google Scholar] [CrossRef] [Green Version]
- Giaconia, A.; Iaquaniello, G.; Metwally, A.A.; Caputo, G.; Balog, I. Experimental demonstration and analysis of a CSP plant with molten salt heat transfer fluid in parabolic troughs. Sol. Energy 2020, 211, 622–632. [Google Scholar] [CrossRef]
- Morin, G.; Karl, M.; Mertins, M.; Selig, M. Molten Salt as a Heat Transfer Fluid in a Linear Fresnel Collector—Commercial Application Backed by Demonstration. Energy Procedia 2015, 69, 689–698. [Google Scholar] [CrossRef] [Green Version]
- Giaconia, A.; Caputo, G.; Ienna, A.; Mazzei, D.; Schiavo, B.; Scialdone, O.; Galia, A. Biorefinery process for hydrothermal liquefaction of microalgae powered by a concentrating solar plant: A conceptual study. Appl. Energy 2017, 208, 1139–1149. [Google Scholar] [CrossRef]
- Delise, T.; Tizzoni, A.C.; Menale, C.; Telling, M.T.F.; Bubbico, R.; Crescenzi, T.; Corsaro, N.; Sau, S.; Licoccia, S. Technical and economic analysis of a CSP plant presenting a low freezing ternary mixture as storage and transfer fluid. Appl. Energy 2020, 265, 114676. [Google Scholar] [CrossRef]
- Sau, S.; Corsaro, N.; Crescenzi, T.; D’Ottavi, C.; D’Ottavi, C.; Liberatore, R.; Licoccia, S.; Russo, V.; Tarquini, P.; Tizzoni, A.C.; et al. Techno-economic comparison between CSP plants presenting two different heat transfer fluids. Appl. Energy 2016, 168, 96–109. [Google Scholar] [CrossRef]
- Frank, M.; Papanikolaou, M.; Drikakis, D.; Salonitis, K. Heat transfer across a fractal surface. J. Chem. Phys. 2019, 151, 134705. [Google Scholar] [CrossRef]
- Ma, B.; Shin, D.; Banerjee, D. Synthesis and Characterization of Molten Salt Nanofluids for Thermal Energy Storage Application in Concentrated Solar Power Plants—Mechanistic Understanding of Specific Heat Capacity Enhancement. Nanomaterials 2020, 10, 2266. [Google Scholar] [CrossRef]
- Ueki, Y.; Fujita, N.; Kawai, M.; Shibahara, M. Molten salt thermal conductivity enhancement by mixing nanoparticles. Fusion Eng. Des. 2018, 136, 1295–1299. [Google Scholar] [CrossRef]
- THERMINOL®66. Available online: http://twt.mpei.ac.ru/TTHB/HEDH/HTF-66.PDF (accessed on 27 July 2021).
- SP THERMINOL® SP Heat Transfer Fluids. Available online: https://www.therminol.com/sites/therminol/files/documents/TF-8725_Therminol_SP.pdf (accessed on 26 July 2021).
- Therminol VP-1 Heat Transfer Fluid|Therminol|Eastman. Available online: https://www.therminol.com/product/71093459 (accessed on 28 July 2021).
- Therminol® XP Heat Transfer Salt. Available online: https://www.therminol.com/sites/therminol/files/documents/TF-8694_Therminol_XP_Technical_Bulletin.pdf (accessed on 26 July 2021).
- Delise, T.; Tizzoni, A.C.; Ferrara, M.; Corsaro, N.; D’Ottavi, C.; Sau, S.; Licoccia, S. Thermophysical, environmental, and compatibility properties of nitrate and nitrite containing molten salts for medium temperature CSP applications: A critical review. J. Eur. Ceram. Soc. 2019, 39, 92–99. [Google Scholar] [CrossRef]
- HITEC® Heat Transfer Salt. Available online: http://stoppingclimatechange.com/MSR—HITECHeatTransferSalt.pdf (accessed on 1 July 2017).
- Zavoico, A.B. Solar Power Tower Design Basis Document, Revision 0; TOPICAL; Semantic Scholar: Albuquerque, NM, USA, 2001. [Google Scholar]
- Bauer, T.; Breidenbach, N.; Pfleger, N.; Laing, D.; Eckand, M. Overview of molten salt storage systems and material development for solar thermal power plants. In Proceedings of the 2012 National Solar Conference for (SOLAR 2012), Denver, CO, USA, 13–17 May 2012; pp. 1–8. [Google Scholar]
- Delise, T.; Tizzoni, A.C.; Ferrara, M.; Corsaro, N.; D’ottavi, C.; Giaconia, A.; Turchetti, L.; Annesini, M.C.; Telling, M.; Sau, S.; et al. New solid phase of KNO3-NaNO3 salt mixtures studied by neutron scattering and differential scanning calorimetry analysis. AIP Conf. Proc. 2018, 2126, 80001. [Google Scholar] [CrossRef]
- Fiorucci, L.C.; Goldstein, S.L. Manufacture, Distribution, and Handling of Nitrate Salts for Solar-Thermal Applications. Contract Report SAND81-8186; Albuquerque, NM, USA, 1982; Available online: https://ui.adsabs.harvard.edu/abs/1982STIN...8321625F/abstract (accessed on 10 October 2021).
- Siegel, N.P.; Bradshaw, R.W.; Cordaro, J.B.; Kruizenga, A.M. Thermophysical Property Measurement of Nitrate Salt Heat Transfer Fluids. In Proceedings of the ASME 2011 5th International Conference on Energy Sustainability, Parts A, B, and C, Washington, DC, USA, 7–10 August 2011; pp. 439–446. [Google Scholar]
- Delise, T.; Tizzoni, A.C.; Votyakov, E.V.; Turchetti, L.; Corsaro, N.; Sau, S.; Licoccia, S. Modeling the Total Ternary Phase Diagram of NaNO3–KNO3–NaNO2 Using the Binary Subsystems Data. Int. J. Thermophys. 2020, 41, 1–20. [Google Scholar] [CrossRef]
- Bradshaw, R. Effect of Composition on the Density of Multi-Component Molten Nitrate Salts. SANDIA REPORT SAND2009-8221. Available online: http://prod.sandia.gov/techlib/access-control.cgi/2009/098221.pdf (accessed on 26 June 2017).
- Bradshaw, R.W.; Meeker, D.E. High-temperature stability of ternary nitrate molten salts for solar thermal energy systems. Sol. Energy Mater. 1990, 21, 51–60. [Google Scholar] [CrossRef]
- Delise, T.; Tizzoni, A.C.; Ferrara, M.; Telling, M.; Turchetti, L.; Corsaro, N.; Sau, S.; Licoccia, S. Phase Diagram Predictive Model for a Ternary Mixture of Calcium, Sodium, and Potassium Nitrate. ACS Sustain. Chem. Eng. 2020, 8, 111–120. [Google Scholar] [CrossRef]
- Coscia, K.; Elliott, T.; Mohapatra, S.; Oztekin, A.; Neti, S. Binary and ternary nitrate solar heat transfer fluids. J. Sol. Energy Eng. 2013, 135, 021011. [Google Scholar] [CrossRef]
- ORC-PLUS Final Brochure October 2019. Available online: https://0f4bdca1-3884-4141-9edf-3ee65210ad1e.filesusr.com/ugd/7c3f6b_20fea86a47a44536b8c19e33e8e9d558.pdf (accessed on 29 July 2021).
- Kust, R.N.; Burke, J.D. Thermal decomposition in alkali metal nitrate melts. Inorg. Nucl. Chem. Lett. 1970, 6, 333–335. [Google Scholar] [CrossRef]
- Wang, J.; Jiang, Y.; Ni, Y.; Wu, A.; Li, J. Investigation on static and dynamic corrosion behaviors of thermal energy transfer and storage system materials by molten salts in concentrating solar power plants. Mater. Corros. 2019, 70, 102–109. [Google Scholar] [CrossRef] [Green Version]
- Gomes, A.; Navas, M.; Uranga, N.; Paiva, T.; Figueira, I.; Diamantino, T.C. High-temperature corrosion performance of austenitic stainless steels type AISI 316L and AISI 321H, in molten Solar Salt. Sol. Energy 2019, 177, 408–419. [Google Scholar] [CrossRef] [Green Version]
- Helmersson, B.; Navas, M.; Martínez-Tarifa, A.; Wu, R.; Backhouse, A. Molten nitrate corrosion testing and creep data for stainless steels. AIP Conf. Proc. 2020, 2303, 190017. [Google Scholar] [CrossRef]
- Kruizenga, A.; Gill, D. Corrosion of Iron Stainless Steels in Molten Nitrate Salt. Energy Procedia 2014, 49, 878–887. [Google Scholar] [CrossRef] [Green Version]
- Grosu, Y.; Bondarchuk, O.; Faik, A. The effect of humidity, impurities and initial state on the corrosion of carbon and stainless steels in molten HitecXL salt for CSP application. Sol. Energy Mater. Sol. Cells 2018, 174, 34–41. [Google Scholar] [CrossRef]
- Goods, S.H.; Bradshaw, R.W. Corrosion of Stainless Steels and Carbon Steel by Molten Mixtures of Commercial Nitrate Salts. J. Mater. Eng. Perform. 2004, 13, 78–87. [Google Scholar] [CrossRef]
- Bradshaw, R.; Goods, S. Corrosion Resistance of Stainless Steels during Thermal Cycling in Alkali Nitrate Molten Salts. SANDIA REPORT SAND2001-8518. Available online: http://infoserve.sandia.gov/sand_doc/2001/018518.pdf (accessed on 26 June 2017).
- Optimization of a Thermal Energy Storage System with Integrated Steam Generator|OPTS Project|FP7|CORDIS|European Commission. Available online: https://cordis.europa.eu/project/id/283138/it (accessed on 29 July 2021).
- Bradshaw, R.W.; Dawson, D.B.; de la Rosa, W.; Gilbert, R.; Goods, S.H.; Hale, M.J.; Jacobs, P.; Jones, S.A.; Kolb, G.J.; Pacheco, J.E.; et al. Test and Evaluation Results from the Solar Two Project. 2002. Available online: https://www.osti.gov/biblio/793226-final-test-evaluation-results-from-solar-two-project (accessed on 10 October 2021).
- Kelly, B.; Barth, D.; Brosseau, D.; Konig, S.; Fabrizi, F. Nitrate and Nitrite/Nitrate Salt Heat Transport Fluids. Available online: https://www.yumpu.com/en/document/read/7510654/nitrate-and-nitrite-nitrate-salt-heat-transport-fluids-nrel (accessed on 30 June 2017).
- MATS Project. Available online: http://www.mats.enea.it/ (accessed on 29 July 2021).
- STS-Med. Available online: http://www.stsmed.eu/ (accessed on 29 July 2021).
- Reddy, R.G. Novel Molten Salts Thermal Energy Storage for Concentrating Solar Power Generation. Available online: https://www.osti.gov/servlets/purl/1111584 (accessed on 10 October 2021).
- González-Roubaud, E.; Pérez-Osorio, D.; Prieto, C. Review of commercial thermal energy storage in concentrated solar power plants: Steam vs. molten salts. Renew. Sustain. Energy Rev. 2017, 80, 133–148. [Google Scholar] [CrossRef]
- Kearney, D.; Herrmann, U.; Nava, P.; Kelly, B.; Mahoney, R.; Pacheco, J.; Cable, R.; Potrovitza, N.; Blake, D.; Price, H. Assessment of a Molten Salt Heat Transfer Fluid in a Parabolic Trough Solar Field. J. Sol. Energy Eng. 2003, 125, 170. [Google Scholar] [CrossRef] [Green Version]
- Gil, A.; Medrano, M.; Martorell, I.; Lázaro, A.; Dolado, P.; Zalba, B.; Cabeza, L.F. State of the art on high temperature thermal energy storage for power generation. Part 1-Concepts, materials and modellization. Renew. Sustain. Energy Rev. 2010, 14, 31–55. [Google Scholar] [CrossRef]
- Stainless Steel 321 Plate, Thickness: 1–2 & 3–4 mm, Rs 225 /kilogram|ID: 16882691888. Available online: https://www.indiamart.com/proddetail/ss-321-plate-16882691888.html (accessed on 28 July 2021).
- Stainless Steel Plate Aisi 347 China Trade, Buy China Direct from Stainless Steel Plate Aisi 347 Factories. Available online: https://www.alibaba.com/countrysearch/CN/stainless-steel-plate-aisi-347.html (accessed on 28 July 2021).
- Stainless Steel 304 Price per kg, Stainless Steel 316 Price. Available online: https://www.stindia.com/stainless-steel-304-316l-price-per-kg-india.html (accessed on 28 July 2021).
- China A516 Gr 70 80 mm Thickness Carbon Steel Plate Price—China Carbon Steel Plate, Mild Carbon Steel Plate. Available online: https://xiongyisteel.en.made-in-china.com/product/TOXmPFZckzkb/China-A516-Gr-70-80mm-Thickness-Carbon-Steel-Plate-Price.html (accessed on 28 July 2021).
- MetalMiner Prices: Carbon Steel Prices. Available online: https://agmetalminer.com/metal-prices/carbon-steel/ (accessed on 28 July 2021).
- Aseri, T.K.; Sharma, C.; Kandpal, T.C. Estimation of capital costs and techno-economic appraisal of parabolic trough solar collector and solar power tower based CSP plants in India for different condenser cooling options. Renew. Energy 2021, 178, 344–362. [Google Scholar] [CrossRef]
- A516 Gr 70 Steel Plate Price in China Market on May 28—Bebon Steel. Available online: http://www.bebonchina.com/v3/news/a516-gr-70-steel-plate-price-in-china-market-on-may-28_1124.html (accessed on 28 July 2021).
- What is Price of Low-Carbon Steel—Definition|Material Properties. Available online: https://material-properties.org/what-is-price-of-low-carbon-steel-definition/ (accessed on 28 July 2021).
- Moens, L.; Blake, D.M. Mechanism of Hydrogen Formation in Solar Parabolic Trough Receivers. J. Sol. Energy Eng. 2010, 132, 0310061–0310065. [Google Scholar] [CrossRef] [Green Version]
- Giaconia, A.; Grena, R. A model of integration between PV and thermal CSP technologies. Sol. Energy 2021, 224, 149–159. [Google Scholar] [CrossRef]






| Therminol 66 [21] | |
| Chemical composition (%wt) | Hydrogenated terphenyl/Polyphenyls/Terphenyl (81/14/5) |
| Temperature range | 0 ÷ 345 °C |
| Density vs. temperature | |
| Dynamic Viscosity [cP] vs. temperature | |
| Thermal conductivity [] vs. temperature | |
| Heat capacity [] vs. temperature | |
| Maximum film temperature | 375 °C |
| Boiling point (1013 mbar) | 359 °C |
| Therminol SP/Dowtherm HT [22] | |
| Chemical composition | Benzene, C14-30-alkyl derivatives |
| Temperature range | −10 ÷ 315 °C |
| Density vs. temperature | |
| Dynamic Viscosity [cP] vs. temperature | |
| Thermal conductivity [] vs. temperature | |
| Heat capacity [] vs. temperature | |
| Maximum film temperature | 335 °C |
| Boiling point (1013 mbar) | 351 °C |
| Therminol VP-1 [23] | |
| Chemical composition | Eutectic mixture of diphenyl oxide (DPO) and biphenyl |
| Temperature range | −20 ÷ 400 °C |
| Density vs. temperature | |
| Dynamic Viscosity [cP] vs. temperature | |
| Thermal conductivity [] vs. temperature | |
| Heat capacity [] vs. temperature | |
| Maximum film temperature | 430 °C |
| Boiling point (1013 mbar) | 257 °C |
| Therminol XP [24] | |
| Chemical composition | White Mineral Oil |
| Temperature range | −20 ÷ 315 °C |
| Density vs. temperature | |
| Dynamic Viscosity [cP] vs. temperature | |
| Thermal conductivity [] vs. temperature | |
| Heat capacity [] vs. temperature | |
| Maximum film temperature | 330 °C |
| Boiling point (1013 mbar) | 358 °C |
| Molten Salt Mixture | Steel | Corrosion Test | Duration [h] | Conditions | T [°C] | Ref. | Corrosion Rate (µm/Year) | Corrosion Products |
|---|---|---|---|---|---|---|---|---|
| Solar salt analytical grade | ||||||||
| X80 C-steel | static | 250 | Air | 350 | [39] | 20 | ||
| 250 | N2 | 350 | [39] | 10 | ||||
| 3000 | N2 | 350 | [39] | 5 | ||||
| 3000 | Air | 350 | [39] | 5 | ||||
| 316L | static | 250 | Air | 530 | [39] | 60 | ||
| 3000 | Air | 530 | [39] | 10 | ||||
| static | 250 | Air | 550 | [40] | 70 | Fe2O3, Fe3O4 | ||
| 3000 | Air | 550 | [40] | 9 | Fe2O3, Fe3O4 | |||
| static | 200 | Air | 570 | [41] | 45 | |||
| 2000 | Air | 570 | [41] | 10 | ||||
| 321H | static | 250 | Air | 550 | [40] | 110 | Fe2O3, Fe3O4 | |
| 3000 | Air | 550 | [40] | 9 | Fe2O3, Fe3O4 | |||
| 321SS | static | 3000 | Air | 600 | [42] | 16 | Fe2O3, Fe3O4 | |
| 347SS | static | 3000 | Air | 600 | [42] | 16 | Fe2O3, Fe3O4 | |
| Solar salt with 1% chlorides impurity 1% | ||||||||
| X80 C-steel | 300 | Air | 350 | [39] | 20 | |||
| 3000 | Air | 350 | [39] | 5 | ||||
| 304 | static | 250 | Air | 530 | [39] | 40 | ||
| dynamic | 250 | Air | 530 | [39] | 60 | |||
| static | 2000 | Air | 530 | [39] | 20 | |||
| 316L | S/D | 250 | Air | 530 | [39] | 15/40 | ||
| 2000 | Air | 530 | [39] | 10 | ||||
| 600 Ni alloys | S/D | 2000 | Air | 530 | [39] | 0/5 | ||
| 825 Ni alloys | S/D | 2000 | Air | 530 | [39] | 0/5 | ||
| Hitec® | ||||||||
| X80 C-steel | static | 250 | Air | 350 | [39] | 15 | ||
| 3000 | Air | 350 | [39] | 5 | ||||
| 304 | static | 200 | Air | 530 | [39] | 110 | ||
| 3000 | [39] | 10 | ||||||
| 316L | static | 200 | Air | 530 | [39] | 40 | ||
| 3000 | Air | 530 | [39] | 5 | ||||
| Hitec XL® | ||||||||
| 304 | static | 1500 | Air * | 310 | [43] | 7 | ||
| 304 | static | 1500 | Air | 310 | [43] | 7.6 | ||
| 316 | static | 1500 | Air * | 310 | [43] | 4.6 | ||
| 316 | static | 1500 | Air | 310 | [43] | 4.7 | ||
| HTF | Toxicity | Environmental Safety | Flammability | Regulations | |
|---|---|---|---|---|---|
| Flash Point | Self-Ignition Point | ||||
| Therminol 66 | n.a. | H411: Toxic to aquatic life with long-lasting effects | 170 °C | 374 °C | Listed as “Dangerous substances covered by the hazard categories” subject to the qualifying quantities in Seveso III ** |
| Therminol SP | H304: may be fatal if swallowed or inhaled | H412: Harmful to aquatic life with long-lasting effects | 177 °C | 343 °C | Not listed as dangerous |
| Therminol VP-1 | H315: Causes skin irritation H332: Harmful if inhaled. H335: May cause respiratory irritation. | H410: Very toxic to aquatic life with long lasting effects. | 110 °C | 621 °C | Listed as “Dangerous substances covered by the hazard categories” subject to the qualifying quantities in Seveso III ** |
| Therminol XP | n.a. | Not classified as dangerous for the environment according to the EC Regulation No. 1272/2008. | 199 °C | 346 °C | Not listed as dangerous |
| HTF | Toxicity | Environmental Safety | Flammability | Regulations |
|---|---|---|---|---|
| Solar salt | H315: Causes skin irritation H319: Causes serious eye irritation H335: May cause respiratory irritation | Not classified as dangerous for the environment according to the criteria of EC Regulation No. 1272/2008. | H272—May intensify fire; oxidizer | KNO3 Listed as “Dangerous substances covered by the hazard categories” subject to the qualifying quantities in Seveso III ** |
| Hitec® | H315: Causes skin irritation H319: Causes serious eye irritation H335: May cause respiratory irritation H350: May cause cancer (oral) H373: May cause damage to organs (blood, heart, liver) through prolonged or repeated exposure (oral) H301: Toxic if swallowed. | H410 Very toxic to aquatic life with long lasting effects. | ||
| Hitec XL® | H302: Harmful if swallowed H318: Causes serious eye damage H315: Causes skin irritation H319: Causes serious eye irritation H335: May cause respiratory irritation | Not classified as dangerous for the environment according to the criteria of EC Regulation No. 1272/2008. | ||
| Na/K/Li nitrate | H302: Harmful if swallowed H315: Causes skin irritation H319: Causes serious eye irritation H335: May cause respiratory irritation | Not classified as dangerous for the environment according to the criteria of EC Regulation No. 1272/2008. |
| HTF | Unit Cost ($/kg) | Ref. |
|---|---|---|
| Solar Salt | 0.5–1.3 | [45,49,50,51,52,53] |
| Hitec® | 0.9–1.9 | [45,49,50,51,52,53] |
| Hitec XL® | 0.7–1.8 | [45,49,50,51,52,53] |
| Na/K/Li nitrate | 1.1–1.8 | [48,49,50,54] |
| Therminol SP (synthetic oil) | 2.2 | [48,54] |
| Therminol 66 (synthetic oil) | 3.0 | [48] |
| Therminol VP-1 (synthetic oil) | 3.9 | [54] |
| Therminol XP (mineral oil) | 0.3 | [54] |
| Construction Material | Unit Cost ($/kg) | Ref. |
|---|---|---|
| AISI 321 plate | 3.020 | [55] |
| AISI 347 plate | 1.750 | [56] |
| SS 347 | 3.300 | [57] |
| Stainless steel | 2.000–5.000 | [58,59] |
| A516 Gr 70 steel plate | 0.650–0.765 | [60,61] |
| Carbon steel | 0.500 | [62] |
| Stainless steel/carbon steel | 1.700/0.970 (dollar/lb) | [59] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Giaconia, A.; Tizzoni, A.C.; Sau, S.; Corsaro, N.; Mansi, E.; Spadoni, A.; Delise, T. Assessment and Perspectives of Heat Transfer Fluids for CSP Applications. Energies 2021, 14, 7486. https://doi.org/10.3390/en14227486
Giaconia A, Tizzoni AC, Sau S, Corsaro N, Mansi E, Spadoni A, Delise T. Assessment and Perspectives of Heat Transfer Fluids for CSP Applications. Energies. 2021; 14(22):7486. https://doi.org/10.3390/en14227486
Chicago/Turabian StyleGiaconia, Alberto, Anna Chiara Tizzoni, Salvatore Sau, Natale Corsaro, Emiliana Mansi, Annarita Spadoni, and Tiziano Delise. 2021. "Assessment and Perspectives of Heat Transfer Fluids for CSP Applications" Energies 14, no. 22: 7486. https://doi.org/10.3390/en14227486
APA StyleGiaconia, A., Tizzoni, A. C., Sau, S., Corsaro, N., Mansi, E., Spadoni, A., & Delise, T. (2021). Assessment and Perspectives of Heat Transfer Fluids for CSP Applications. Energies, 14(22), 7486. https://doi.org/10.3390/en14227486