
Electrospun Composite Proton-Exchange and Anion-Exchange Membranes for Fuel Cells




Abstract
:
1. Introduction
2. Background
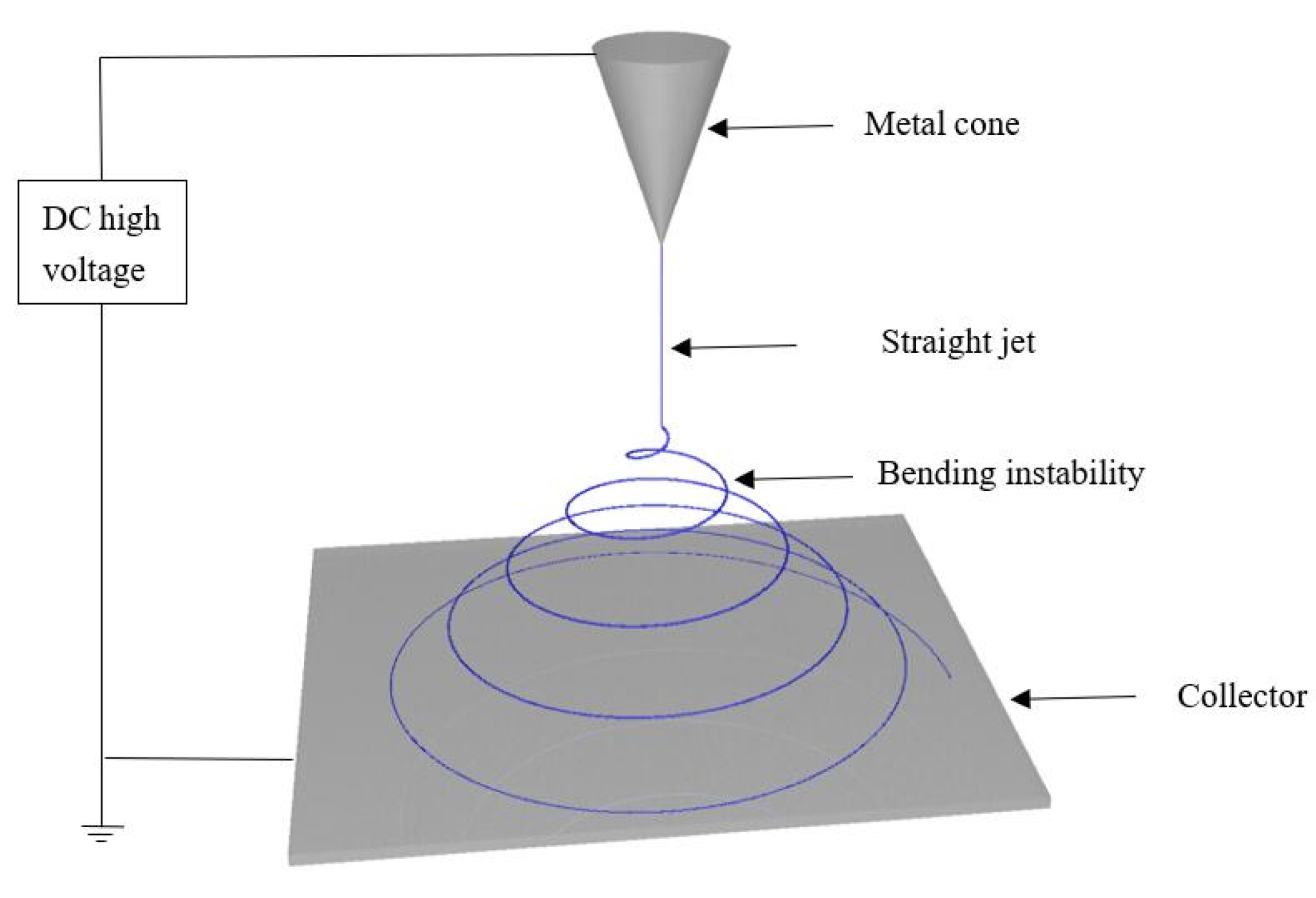
3. Polymer Nanofiber Electrospinning
4. Electrospun Proton-Exchange Membranes
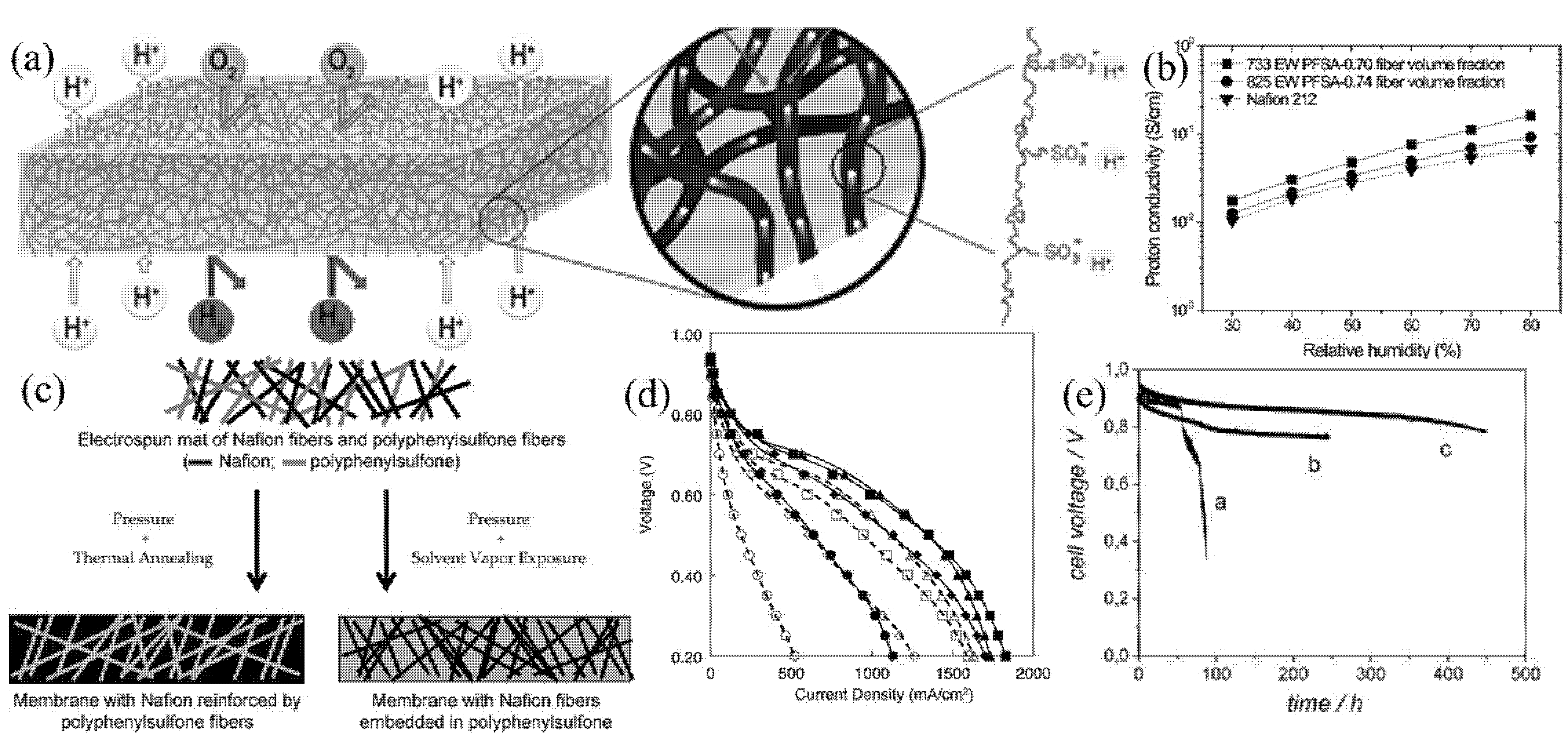
4.1. Nanofiber-Reinforced Composite Proton-Exchange Membranes
4.2. Nanofiber Composite Proton-Exchange Membranes with Functional Nanoparticles
5. Electrospun Anion-Exchange Membranes
6. Summary and Future Challenges
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| AEM | anion-exchange membrane |
| cPPSA | crosslinkable poly(phenylenesulfonic acid) |
| EW | equivalent weight (IEC with units of mol/g = 1/EW) |
| IEM | ion-exchange membrane |
| IMPS | imidazolium polysulfone |
| MWCNT | multi-walled carbon nanotubes |
| NOA 63 | Norland Optical Adhesive 63 |
| NU6 | NH2-UiO-66 |
| PAI | polyamidimide |
| PDMS | polydimethylsiloxane |
| PEM | proton-exchange membrane |
| PES-G-OH | poly(aryl ether sulfone) with hexaalkyl guanidinium group side chains |
| PFSA | perfluorosulfonic acid |
| PPNF | pre-oxidized polyacrylonitrile nanofibers |
| PPSU | poly(phenyl sulfone) |
| PSUT | triazole functionalized polysulfone |
| PTFE | polytetrafluoroethylene |
| PVDF | poly(vinylidene fluoride) |
| P(VDF-TrFE) | poly(vinylidene fluoride-co-trifluoroethylene) |
| QAPS | quaternary ammonium polysulfone |
| QPAES | quaternized poly(arylene ether sulfone) |
| QPPO | quaternized poly(phenylene oxide) |
| sPAES | sulfonated poly(arylene ether sulfone) |
| SPEEK | sulfonated poly(ether ketone) |
| sPOSS | sulfonated poly(hedral oligomeric silsesquioxane) |
| SPPESK | sulfonated poly(phthalazinone ether sulfone ketone) |
| S-SiO2 | sulfonated silica |
| VBTC | vinylbenzyltrimethylammonium chloride |
References
- Zhang, H.; Sun, C. Cost-effective iron-based aqueous redox flow batteries for large-scale energy storage application: A review. J. Power Sources 2021, 493, 229445. [Google Scholar] [CrossRef]
- Staffell, I.; Scamman, D.; Velazquez Abad, A.; Balcombe, P.; Dodds, P.E.; Ekins, P.; Shah, N.; Ward, K.R. The Role of Hydrogen and Fuel Cells in the Global Energy System. Energy Environ. Sci. 2019, 12, 463–491. [Google Scholar] [CrossRef] [Green Version]
- Schlick, S.; Wiley, J. The Chemistry of Membranes Used in Fuel Cells: Degradation and Stabilization; John Wiley & Sons: Hoboken, NJ, USA, 2018. [Google Scholar]
- Williams, M.; Krist, K.; Garland, N. Electrochemical Society. In Fuel Cell Seminar 2008; Electrochemical Society: Pennington, NJ, USA, 2009. [Google Scholar]
- Wycisk, R.; Pintauro, P.N.; Park, J.W. New Developments in Proton Conducting Membranes for Fuel Cells. Curr. Opin. Chem. Eng. 2014, 4, 71–78. [Google Scholar] [CrossRef]
- Gloukhovski, R.; Freger, V.; Tsur, Y. Understanding Methods of Preparation and Characterization of Pore-Filling Polymer Composites for Proton Exchange Membranes: A Beginner’s Guide. Rev. Chem. Eng. 2017, 34, 455–479. [Google Scholar] [CrossRef]
- Kusoglu, A.; Weber, A.Z. New Insights into Perfluorinated Sulfonic-Acid Ionomers. Chem. Rev. 2017, 117, 987–1104. [Google Scholar] [CrossRef] [PubMed]
- Itoh, T. Hyperbranched Polymer Electrolytes for High Temperature Fuel Cells; Elsevier Ltd.: Amsterdam, The Netherlands, 2010. [Google Scholar]
- Feng, M.; Qu, R.; Wei, Z.; Wang, L.; Sun, P.; Wang, Z. Characterization of the Thermolysis Products of Nafion Membrane: A Potential Source of Perfluorinated Compounds in the Environment. Sci. Rep. 2015, 5, 9859. [Google Scholar] [CrossRef]
- Li, J.; Pan, M.; Tang, H. Understanding Short-Side-Chain Perfluorinated Sulfonic Acid and Its Application for High Temperature Polymer Electrolyte Membrane Fuel Cells. RSC Adv. 2014, 4, 3944–3965. [Google Scholar] [CrossRef]
- Sun, C.; Negro, E.; Vezzù, K.; Pagot, G.; Cavinato, G.; Nale, A.; Herve Bang, Y.; Di Noto, V. Hybrid Inorganic-Organic Proton-Conducting Membranes Based on SPEEK Doped with WO3 Nanoparticles for Application in Vanadium Redox Flow Batteries. Electrochim. Acta 2019, 309, 311–325. [Google Scholar] [CrossRef]
- Bai, H.; Ho, W.S.W. New Sulfonated Polybenzimidazole (SPBI) Copolymer-Based Proton-Exchange Membranes for Fuel Cells. J. Taiwan Inst. Chem. Eng. 2009, 40, 260–267. [Google Scholar] [CrossRef]
- Woo, Y.; Oh, S.Y.; Kang, Y.S.; Jung, B. Synthesis and Characterization of Sulfonated Polyimide Membranes for Direct Methanol Fuel Cell. J. Membr. Sci. 2003, 220, 31–45. [Google Scholar] [CrossRef]
- Devrim, Y.; Erkan, S.; Baç, N.; Eroğlu, I. Preparation and Characterization of Sulfonated Polysulfone/Titanium Dioxide Composite Membranes for Proton Exchange Membrane Fuel Cells. Int. J. Hydrog. Energy 2009, 34, 3467–3475. [Google Scholar] [CrossRef]
- Li, W.; Jiang, J.; An, H.; Dong, S.; Yue, Z.; Qian, H.; Yang, H. Self-Cross-Linked Sulfonated Poly(Ether Ether Ketone) with Pendant Sulfoalkoxy Groups for Proton Exchange Membrane Fuel Cells. ACS Appl. Energy Mater. 2021, 4, 2732–2740. [Google Scholar] [CrossRef]
- Si, K.; Wycisk, R.; Dong, D.; Cooper, K.; Rodgers, M.; Brooker, P.; Slattery, D.; Litt, M. Rigid-Rod Poly(Phenylenesulfonic Acid) Proton Exchange Membranes with Cross-Linkable Biphenyl Groups for Fuel Cell Applications. Macromolecules 2012, 46, 422–433. [Google Scholar] [CrossRef]
- Choi, J.; Lee, K.M.; Wycisk, R.; Pintauro, P.N.; Mather, P.T. Sulfonated Polysulfone/POSS Nanofiber Composite Membranes for PEM Fuel Cells. J. Electrochem. Soc. 2010, 157, B914. [Google Scholar] [CrossRef]
- Choi, J.; Wycisk, R.; Zhang, W.; Pintauro, P.N.; Lee, K.M.; Mather, P.T. High Conductivity Perfluorosulfonic Acid Nanofiber Composite Fuel-Cell Membranes. ChemSusChem 2010, 3, 1245–1248. [Google Scholar] [CrossRef] [PubMed]
- Santos, L.D.; Powers, D.; Wycisk, R.; Pintauro, P.N. Electrospun Hybrid Perfluorosulfonic Acid/Sulfonated Silica Composite Membranes. Membranes 2020, 10, 250. [Google Scholar] [CrossRef]
- Dekel, D.R. Review of Cell Performance in Anion Exchange Membrane Fuel Cells. J. Power Sources 2018, 375, 158–169. [Google Scholar] [CrossRef]
- Hossain, M.M.; Yang, Z.; Wu, L.; Liang, X.; Xu, T. Introducing a New Generation of Anion Conducting Membrane Using Swelling Induced Fabrication of Covalent Methanol Barrier Layer. J. Membr. Sci. 2021, 620, 118840. [Google Scholar] [CrossRef]
- Shen, C.; Wycisk, R.; Pintauro, P.N. High Performance Electrospun Bipolar Membrane with a 3D Junction. Energy Environ. Sci. 2017, 10, 1435–1442. [Google Scholar] [CrossRef]
- Lu, H.; Wang, L.; Wycisk, R.; Pintauro, P.N.; Lin, S. Quantifying the Kinetics-Energetics Performance Tradeoff in Bipolar Membrane Electrodialysis. J. Membr. Sci. 2020, 612, 118279. [Google Scholar] [CrossRef]
- Chempath, S.; Einsla, B.R.; Pratt, L.R.; Macomber, C.S.; Boncella, J.M.; Rau, J.A.; Pivovar, B.S. Mechanism of Tetraalkylammonium Headgroup Degradation in Alkaline Fuel Cell Membranes. J. Phys. Chem. C 2008, 112, 3179–3182. [Google Scholar] [CrossRef]
- Miyanishi, S.; Yamaguchi, T. Analysis of the Degradation Mechanism of the Polyarylene Ether Anion-Exchange Membrane for Alkaline Fuel Cell and Water-Splitting Cell Applications. New J. Chem. 2017, 41, 8036–8044. [Google Scholar] [CrossRef]
- Kumari, M.; Douglin, J.C.; Dekel, D.R. Crosslinked Quaternary Phosphonium-Functionalized Poly(Ether Ether Ketone) Polymer-Based Anion-Exchange Membranes. J. Membr. Sci. 2021, 626, 119167. [Google Scholar] [CrossRef]
- Yadav, V.; Rajput, A.; Sharma, P.P.; Jha, P.K.; Kulshrestha, V. Polyetherimide Based Anion Exchange Membranes for Alkaline Fuel Cell: Better Ion Transport Properties and Stability. Colloids Surf. A Physicochem. Eng. Asp. 2020, 588, 124348. [Google Scholar] [CrossRef]
- Das, G.; Park, B.J.; Kim, J.; Kang, D.; Yoon, H.H. Quaternized Cellulose and Graphene Oxide Crosslinked Polyphenylene Oxide Based Anion Exchange Membrane. Sci. Rep. 2019, 9, 9572. [Google Scholar] [CrossRef] [PubMed]
- Cotanda, P.; Sudre, G.; Modestino, M.A.; Chen, X.C.; Balsara, N.P. High Anion Conductivity and Low Water Uptake of Phosphonium Containing Diblock Copolymer Membranes. Macromolecules 2014, 47, 7540–7547. [Google Scholar] [CrossRef] [Green Version]
- Sherazi, T.A.; Zahoor, S.; Raza, R.; Shaikh, A.J.; Naqvi, S.A.R.; Abbas, G.; Khan, Y.; Li, S. Guanidine Functionalized Radiation Induced Grafted Anion-Exchange Membranes for Solid Alkaline Fuel Cells. Int. J. Hydrog. Energy 2015, 40, 786–796. [Google Scholar] [CrossRef]
- Mondal, R.; Pal, S.; Chatterjee, U. Alkylated Imidazole Moieties in a Cross-Linked Anion Exchange Membrane Facilitate Acid Recovery with High Purity. ACS Appl. Polym. Mater. 2021, 3, 1544–1554. [Google Scholar] [CrossRef]
- Yoshimura, K.; Zhao, Y.; Hasegawa, S.; Hiroki, A.; Kishiyama, Y.; Shishitani, H.; Yamaguchi, S.; Tanaka, H.; Koizumi, S.; Appavou, M.-S.; et al. Imidazolium-Based Anion Exchange Membranes for Alkaline Anion Fuel Cells: (2) Elucidation of the Ionic Structure and Its Impact on Conducting Properties. Soft Matter 2017, 13, 8463–8473. [Google Scholar] [CrossRef] [PubMed]
- Zha, Y.; Disabb-Miller, M.L.; Johnson, Z.D.; Hickner, M.A.; Tew, G.N. Metal-Cation-Based Anion Exchange Membranes. J. Am. Chem. Soc. 2012, 134, 4493–4496. [Google Scholar] [CrossRef] [PubMed]
- Zeng, L.; Zhao, T.S.; An, L.; Zhao, G.; Yan, X.H. A High-Performance Sandwiched-Porous Polybenzimidazole Membrane with Enhanced Alkaline Retention for Anion Exchange Membrane Fuel Cells. Energy Environ. Sci. 2015, 8, 2768–2774. [Google Scholar] [CrossRef]
- Henkensmeier, D.; Najibah, M.; Harms, C.; Žitka, J.; Hnát, J.; Bouzek, K. Overview: State-of-the Art Commercial Membranes for Anion Exchange Membrane Water Electrolysis. J. Electrochem. Energy Convers. Storage 2020, 18, 024001. [Google Scholar] [CrossRef]
- Varcoe, J.R.; Atanassov, P.; Dekel, D.R.; Herring, A.M.; Hickner, M.A.; Kohl, P.A.; Kucernak, A.R.; Mustain, W.E.; Nijmeijer, K.; Scott, K.; et al. Anion-Exchange Membranes in Electrochemical Energy Systems. Energy Environ. Sci. 2014, 7, 3135–3191. [Google Scholar] [CrossRef] [Green Version]
- Amel, A.; Smedley, S.B.; Dekel, D.R.; Hickner, M.A.; Ein-Eli, Y. Characterization and Chemical Stability of Anion Exchange Membranes Cross-Linked with Polar Electron-Donating Linkers. J. Electrochem. Soc. 2015, 162, F1047–F1055. [Google Scholar] [CrossRef]
- Hagesteijn, K.F.L.; Jiang, S.; Ladewig, B.P. A Review of the Synthesis and Characterization of Anion Exchange Membranes. J. Mater. Sci. 2018, 53, 11131–11150. [Google Scholar] [CrossRef] [Green Version]
- Dekel, D.R.; Amar, M.; Willdorf, S.; Kosa, M.; Dhara, S.; Diesendruck, C.E. Effect of Water on the Stability of Quaternary Ammonium Groups for Anion Exchange Membrane Fuel Cell Applications. Chem. Mater. 2017, 29, 4425–4431. [Google Scholar] [CrossRef] [Green Version]
- Smith, R.A.; Withers, M.S. Coextruded Multilayer Cation Exchange Membranes. U.S. Patent 4,437,952, 20 March 1984. [Google Scholar]
- Mbarek, S.; El Kissi, N.; Baccouch, Z.; Iojoiu, C. Extrusion of Nafion and Aquivion Membranes: Environmentally Friendly Procedure and Good Conductivities. Polym. Bull. 2018, 76, 1151–1166. [Google Scholar] [CrossRef]
- Zheng, G.; Jiang, J.; Wang, X.; Li, W.; Liu, J.; Fu, G.; Lin, L. Nanofiber Membranes by Multi-Jet Electrospinning Arranged as Arc-Array with Sheath Gas for Electrodialysis Applications. Mater. Des. 2020, 189, 108504. [Google Scholar] [CrossRef]
- Doshi, J.; Reneker, D.H. Electrospinning Process and Applications of Electrospun Fibers. J. Electrost. 1995, 35, 151–160. [Google Scholar] [CrossRef]
- Niu, H.; Zhou, H.; Wang, H. Electrospinning: An Advanced Nanofiber Production Technology. In Energy Harvesting Properties of Electrospun Nanofibers; IOP Publishing: Bristol, UK, 2019. [Google Scholar]
- Hu, J.; Wang, X.; Ding, B.; Lin, J.; Yu, J.; Sun, G. One-Step Electro-Spinning/Netting Technique for Controllably Preparing Polyurethane Nano-Fiber/Net. Macromol. Rapid Commun. 2011, 32, 1729–1734. [Google Scholar] [CrossRef]
- Higashi, S.; Hirai, T.; Matsubara, M.; Yoshida, H.; Beniya, A. Dynamic Viscosity Recovery of Electrospinning Solution for Stabilizing Elongated Ultrafine Polymer Nanofiber by TEMPO-CNF. Sci. Rep. 2020, 10, 13427. [Google Scholar] [CrossRef]
- Ramakrishna, S.; Fujihara, K.; Teo, W.-E.; Yong, T.; Ma, Z.; Ramaseshan, R. Electrospun Nanofibers: Solving Global Issues. Mater. Today 2006, 9, 40–50. [Google Scholar] [CrossRef]
- Cheng, G.; Li, Z.; Ren, S.; Han, D.; Xiao, M.; Wang, S.; Meng, Y. A Robust Composite Proton Exchange Membrane of Sulfonated Poly (Fluorenyl Ether Ketone) with an Electrospun Polyimide Mat for Direct Methanol Fuel Cells Application. Polymers 2021, 13, 523. [Google Scholar] [CrossRef]
- Cui, J.; Lu, T.; Li, F.; Wang, Y.; Lei, J.; Ma, W.; Zou, Y.; Huang, C. Flexible and Transparent Composite Nanofibre Membrane That Was Fabricated via a “Green” Electrospinning Method for Efficient Particulate Matter 2.5 Capture. J. Colloid Interface Sci. 2021, 582, 506–514. [Google Scholar] [CrossRef] [PubMed]
- Eivazi Zadeh, Z.; Solouk, A.; Shafieian, M.; Haghbin Nazarpak, M. Electrospun Polyurethane/Carbon Nanotube Composites with Different Amounts of Carbon Nanotubes and Almost the Same Fiber Diameter for Biomedical Applications. Mater. Sci.Eng. C 2021, 118, 111403. [Google Scholar] [CrossRef] [PubMed]
- Zhou, W.; Gong, X.; Li, Y.; Si, Y.; Zhang, S.; Yu, J.; Ding, B. Environmentally Friendly Waterborne Polyurethane Nanofibrous Membranes by Emulsion Electrospinning for Waterproof and Breathable Textiles. Chem. Eng. J. 2022, 427, 130925. [Google Scholar] [CrossRef]
- Huang, J.; Hao, Y.; Zhao, M.; Li, W.; Huang, F.; Wei, Q. All-Fiber-Structured Triboelectric Nanogenerator via One-Pot Electrospinning for Self-Powered Wearable Sensors. ACS Appl. Mater. Interfaces 2021, 13, 24774–24784. [Google Scholar] [CrossRef] [PubMed]
- Slack, J.J.; Brodt, M.; Cullen, D.A.; Reeves, K.S.; More, K.L.; Pintauro, P.N. Impact of Polyvinylidene Fluoride on Nanofiber Cathode Structure and Durability in Proton Exchange Membrane Fuel Cells. J. Electrochem. Soc. 2020, 167, 054517. [Google Scholar] [CrossRef]
- Desai, F.; Seyedhassantehrani, N.; Shagar, M.; Gu, S.; Asmatulu, R. Preparation and Characterization of KOH-Treated Electrospun Nanofiber Mats as Electrodes for Iron-Based Redox-Flow Batteries. J. Energy Storage 2020, 27, 101053. [Google Scholar] [CrossRef]
- Powers, D.; Wycisk, R.; Pintauro, P.N. Electrospun Tri-Layer Membranes for H2/Air Fuel Cells. J. Membr. Sci. 2019, 573, 143. [Google Scholar] [CrossRef]
- Choi, J.; Lee, K.M.; Wycisk, R.; Pintauro, P.N.; Mather, P.T. Nanofiber Network Ion-Exchange Membranes. Macromolecules 2008, 41, 4569–4572. [Google Scholar] [CrossRef]
- Choi, J.; Lee, K.M.; Wycisk, R.; Pintauro, P.N.; Mather, P.T. Nanofiber Composite Membranes with Low Equivalent Weight Perfluorosulfonic Acid Polymers. J. Mater. Chem. 2010, 20, 6282. [Google Scholar] [CrossRef]
- Ballengee, J.B.; Pintauro, P.N. Preparation of Nanofiber Composite Proton-Exchange Membranes from Dual Fiber Electrospun Mats. J. Membr. Sci. 2013, 442, 187–195. [Google Scholar] [CrossRef]
- Ballengee, J.B.; Haugen, G.M.; Hamrock, S.J.; Pintauro, P.N. Properties and Fuel Cell Performance of a Nanofiber Composite Membrane with 660 Equivalent Weight Perfluorosulfonic Acid. J. Electrochem. Soc. 2013, 160, F429–F435. [Google Scholar] [CrossRef]
- Sood, R.; Giancola, S.; Donnadio, A.; Zatoń, M.; Donzel, N.; Rozière, J.; Jones, D.J.; Cavaliere, S. Active Electrospun Nanofibers as an Effective Reinforcement for Highly Conducting and Durable Proton Exchange Membranes. J. Membr. Sci. 2021, 622, 119037. [Google Scholar] [CrossRef]
- Park, J.W.; Wycisk, R.; Pintauro, P.N. Nafion/PVDF Nanofiber Composite Membranes for Regenerative Hydrogen/Bromine Fuel Cells. J. Membr. Sci. 2015, 490, 103–112. [Google Scholar] [CrossRef] [Green Version]
- Hossain, M.; Shang, Z.; Wycisk, R.; Pintauro, P.N. Pore-Filled PEMs from Poly(Phenylene Sulfonic Acid)S and Electrospun Poly(Phenylene Sulfone) Fiber Mats. ECS Trans. 2020, 98, 367–373. [Google Scholar] [CrossRef]
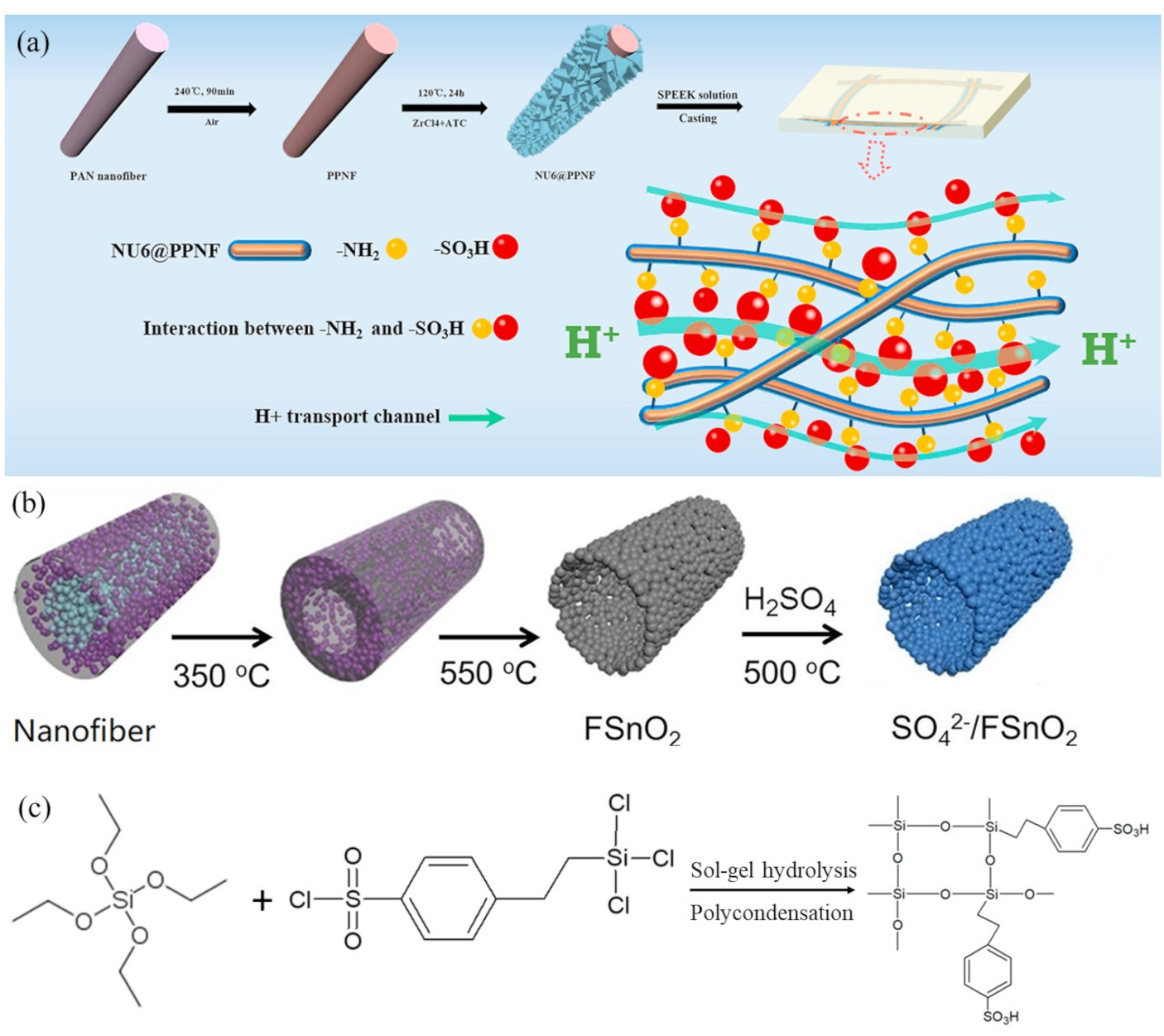
- Zhu, B.; Sui, Y.; Wei, P.; Wen, J.; Cao, H.; Cong, C.; Meng, X.; Zhou, Q. NH2-UiO-66 Coated Fibers to Balance the Excellent Proton Conduction Efficiency and Significant Dimensional Stability of Proton Exchange Membrane. J. Membr. Sci. 2021, 628, 119214. [Google Scholar] [CrossRef]
- Chen, W.; Chen, M.; Zhen, D.; Li, T.; Wu, X.; Tang, S.; Wan, L.; Zhang, S.; He, G. SO42‒/SnO2 Solid Superacid Granular Stacked One-Dimensional Hollow Nanofiber for a Highly Conductive Proton-Exchange Membrane. ACS Appl. Mater. Interfaces 2020, 12, 40740–40748. [Google Scholar] [CrossRef]
- Mojarrad, R.N.; Iskandarani, B.; Taşdemir, A.; Yürüm, A.; Gürsel, S.A.; Kaplan, B.Y. Nanofiber Based Hybrid Sulfonated Silica/P(VDF-TrFE) Membranes for PEM Fuel Cells. Int. J. Hydrog. Energy 2021, 46, 13583–13593. [Google Scholar] [CrossRef]
- Park, A.M.; Pintauro, P.N. Alkaline Fuel Cell Membranes from Electrospun Fiber Mats. Electrochem. Solid-State Lett. 2012, 15, B27. [Google Scholar] [CrossRef]
- Roddecha, S.; Dong, Z.; Wu, Y.; Anthamatten, M. Mechanical Properties and Ionic Conductivity of Electrospun Quaternary Ammonium Ionomers. J. Membr. Sci. 2012, 389, 478–485. [Google Scholar] [CrossRef]
- Park, A.M.; Turley, F.E.; Wycisk, R.J.; Pintauro, P.N. Electrospun and Cross-Linked Nanofiber Composite Anion Exchange Membranes. Macromolecules 2013, 47, 227–235. [Google Scholar] [CrossRef]
- Park, A.; Turley, F.; Wycisk, R.; Pintauro, P. Diol-Crosslinked Electrospun Composite Anion Exchange Membranes. J. Electrochem. Soc. 2015, 162, F560–F566. [Google Scholar] [CrossRef] [Green Version]
- Park, A.M.; Wycisk, R.J.; Ren, X.; Turley, F.E.; Pintauro, P.N. Crosslinked Poly(Phenylene Oxide)-Based Nanofiber Composite Membranes for Alkaline Fuel Cells. J. Mater. Chem. A 2016, 4, 132–141. [Google Scholar] [CrossRef]
- Watanabe, T.; Tanaka, M.; Kawakami, H. Anion Conductive Polymer Nanofiber Composite Membrane: Effects of Nanofibers on Polymer Electrolyte Characteristics. Polym. Int. 2016, 66, 382–387. [Google Scholar] [CrossRef]
- Gong, X.; Dai, Y.; Yan, X.; Wu, X.; Wang, Q.; Zhen, D.; Li, T.; Chen, W.; He, G. Electrospun Imidazolium Functionalized Multiwalled Carbon Nanotube/Polysulfone Inorganic-Organic Nanofibers for Reinforced Anion Exchange Membranes. Int. J. Hydrog. Energy 2018, 43, 21547–21559. [Google Scholar] [CrossRef]
- Gong, X.; He, G.; Yan, X.; Wu, Y.; Chen, W.; Wu, X. Electrospun Nanofiber Enhanced Imidazolium-Functionalized Polysulfone Composite Anion Exchange Membranes. RSC Adv. 2015, 5, 95118–95125. [Google Scholar] [CrossRef]
- Wang, L.; Dou, L.; Yang, Z. Electrospun and Cross-Linked Nanofiber Composite Poly(Aryl Ether Sulfone) for Anion Exchange Membranes. J. Polym. Res. 2021, 28, 276. [Google Scholar] [CrossRef]
- Wang, L.; Dou, L.; Zhang, S. Nanofiber-Based Poly(Aryl Ether Sulfone) Containing Guanidinium Groups as Novel Anion-Exchange Membranes. J. Polym. Res. 2013, 20, 232. [Google Scholar] [CrossRef]
- Baghali, M.; Jayathilaka, W.A.D.M.; Ramakrishna, S. The Role of Electrospun Nanomaterials in the Future of Energy and Environment. Materials 2021, 14, 558. [Google Scholar] [CrossRef]
- Chen, H.; Snyder, J.D.; Elabd, Y.A. Electrospinning and Solution Properties of Nafion and Poly(Acrylic Acid). Macromolecules 2007, 41, 128–135. [Google Scholar] [CrossRef]
- Bajon, R.; Balaji, S.; Guo, S.M. Electrospun Nafion Nanofiber for Proton Exchange Membrane Fuel Cell Application. J. Fuel Cell Sci. Technol. 2009, 6, 031004. [Google Scholar] [CrossRef]
- Ballengee, J.B.; Pintauro, P.N. Composite Fuel Cell Membranes from Dual-Nanofiber Electrospun Mats. Macromolecules 2011, 44, 7307–7314. [Google Scholar] [CrossRef]
- Park, J.W.; Wycisk, R.; Lin, G.; Chong, P.Y.; Powers, D.; Van Nguyen, T.; Dowd, R.P., Jr.; Pintauro, P.N. Electrospun Nafion/PVDF Single-Fiber Blended Membranes for Regenerative H2/Br2 Fuel Cells. J. Membr. Sci. 2017, 541, 85–92. [Google Scholar] [CrossRef]
- Yin, J.; Roso, M.; Boaretti, C.; Lorenzetti, A.; Martucci, A.; Modesti, M. PVDF-TiO2 Core-Shell Fibrous Membranes by Mi-crowave-Hydrothermal Method: Preparation, Characterization, and Photocatalytic Activity. J. Environ. Chem. Eng. 2021, 9, 106250. [Google Scholar] [CrossRef]
- Park, J.; Wycisk, R.; Pintauro, P.; Yarlagadda, V.; Van Nguyen, T. Electrospun Nafion®/Polyphenylsulfone Composite Membranes for Regenerative Hydrogen Bromine Fuel Cells. Materials 2016, 9, 143. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Adjemian, K.T.; Lee, S.J.; Srinivasan, S.; Benziger, J.; Bocarsly, A.B. Silicon Oxide Nafion Composite Membranes for Proton-Exchange Membrane Fuel Cell Operation at 80–140 °C. J. Electrochem. Soc. 2002, 149, A256. [Google Scholar] [CrossRef]
- Arges, C.G.; Ramani, V. Two-Dimensional NMR Spectroscopy Reveals Cation-Triggered Backbone Degradation in Polysulfone-Based Anion Exchange Membranes. Proc. Natl. Acad. Sci. USA 2013, 110, 2490–2495. [Google Scholar] [CrossRef] [Green Version]
- Fujimoto, C.; Kim, D.-S.; Hibbs, M.; Wrobleski, D.; Kim, Y.S. Backbone Stability of Quaternized Polyaromatics for Alkaline Membrane Fuel Cells. J. Membr. Sci. 2012, 423–424, 438–449. [Google Scholar] [CrossRef]
- Mohanty, A.D.; Bae, C. Systematic Analysis of Cation Stability in Alkaline Exchange Membrane Fuel Cells. ECS Trans. 2014, 64, 1221–1228. [Google Scholar] [CrossRef]
- Pan, J.; Chen, C.; Zhuang, L.; Lu, J. Designing Advanced Alkaline Polymer Electrolytes for Fuel Cell Applications. Acc. Chem. Res. 2011, 45, 473–481. [Google Scholar] [CrossRef] [PubMed]
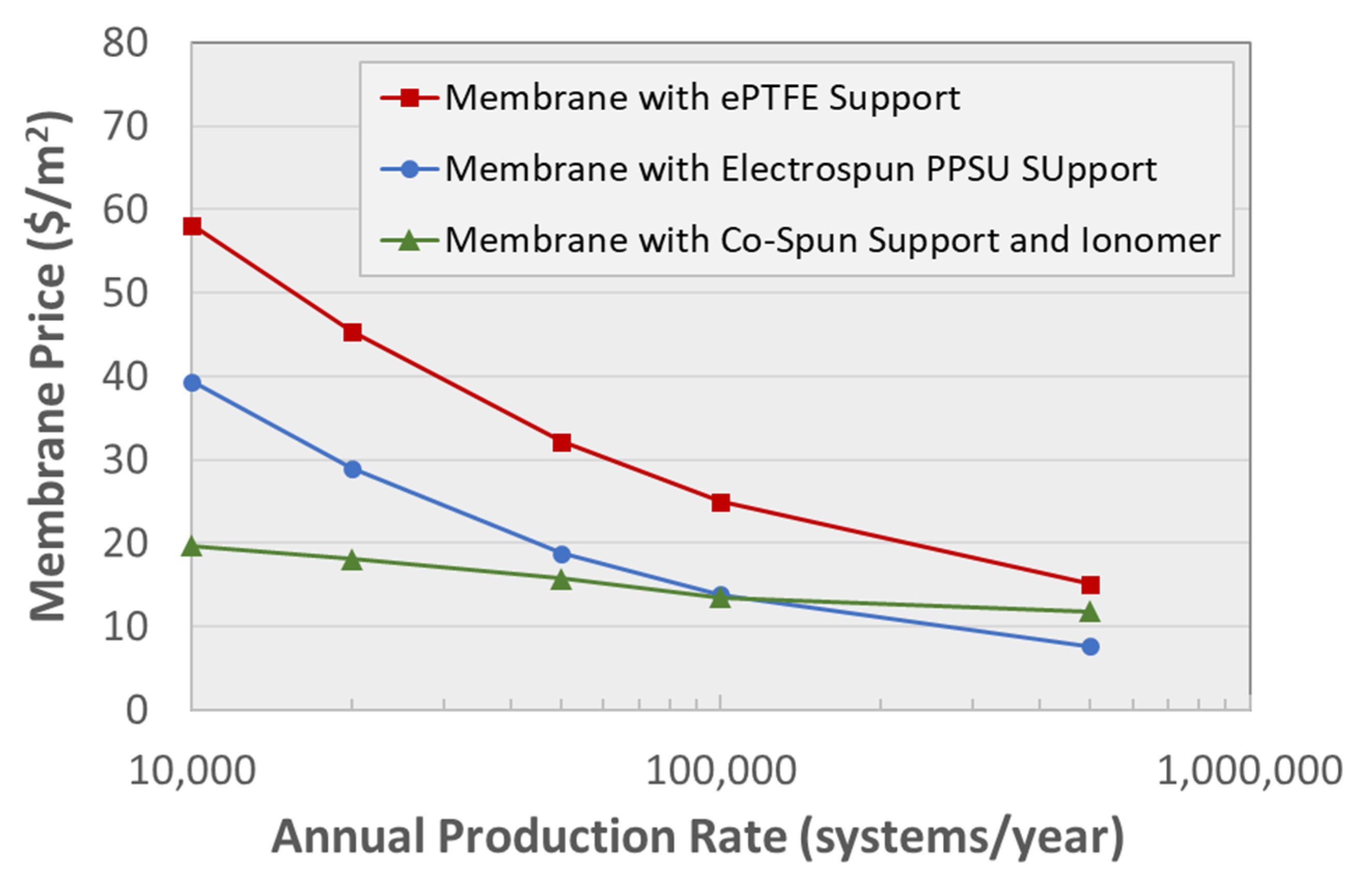
- James, B.; Huya-Kouadio, J.; Houchins, C. 2018 DOE Hydrogen and Fuel Cells Program Review Fuel Cell Systems Analysis Project ID# FC163. 2018. Available online: https://www.hydrogen.energy.gov/pdfs/review18/fc163_james_2018_o.pdf (accessed on 13 October 2021).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
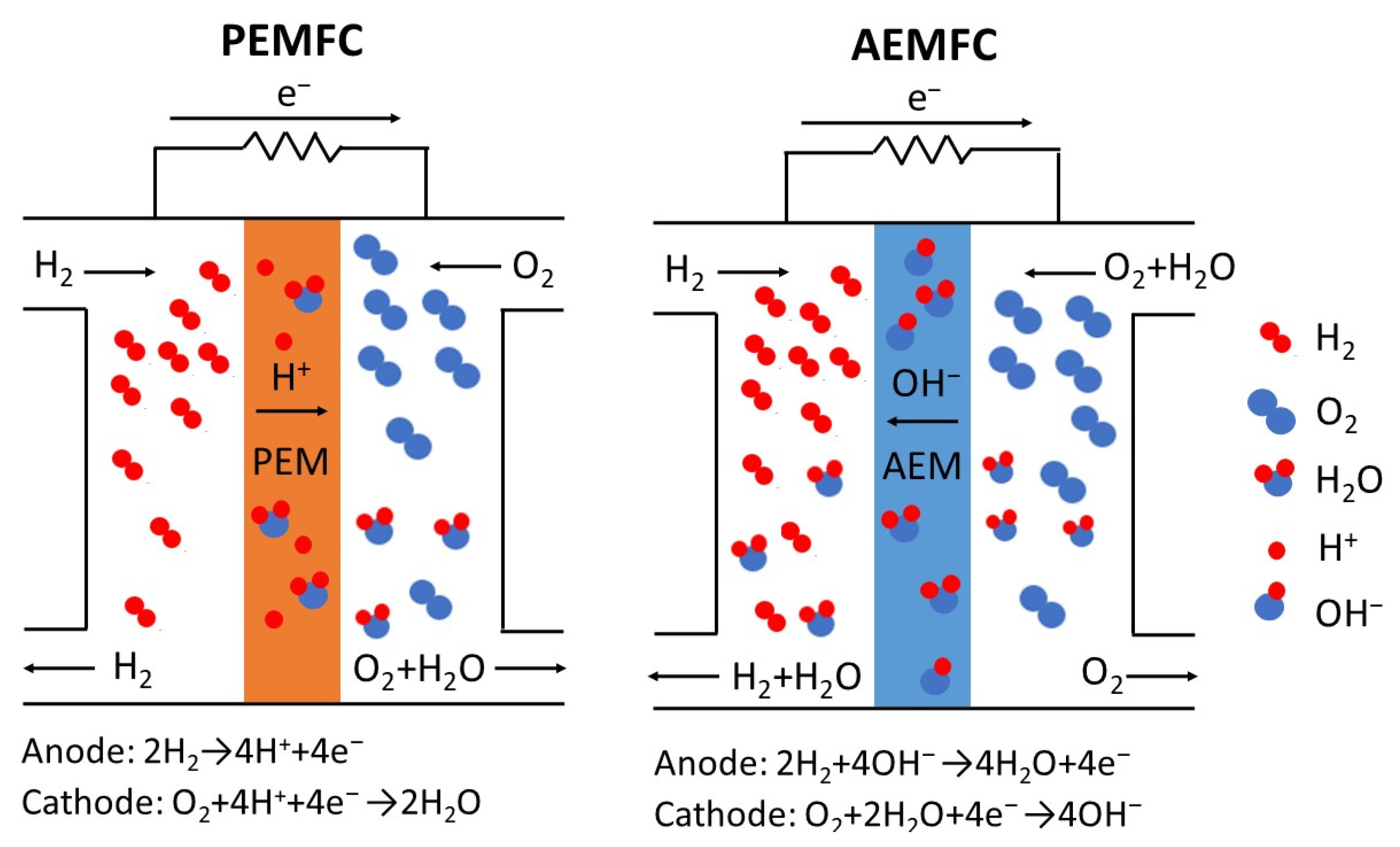
| Fuel Cell Types | PEMFC | AEMFC |
|---|---|---|
| Conductive ion | H+ | OH− |
| Typical membrane ionomer | PFSA | Quaternized polyphenylene oxide (QPPO) |
| Anode catalyst | Pt | Pt, PtRu, Ni alloy |
| Cathode catalyst | Pt, Pt/C, PtCo/C, PtNi/C | Pt, Ag |
| Disadvantage | Expensive | Poor durability, very expensive |
| Availability | Widely available as bulk polymer, in films, and in liquid dispersions | Limited availability in bulk quantities |
| Nanofiber | Matrix | Membrane Thickness (μm) | Ionomer Fraction (%) | Effective IEC (mmol/g) | H+ Conductivity (mS/cm) | H2 Crossover (mA/cm2) | Reference |
|---|---|---|---|---|---|---|---|
| - | Nafion 1 | 25 | 100 | 0.91 | 100 (at 80 °C, 90% RH) | 4.1 (at 80 °C, 200 kPa backpressure, 100% RH) | [55] |
| sPAES | NOA 63 | 39 | 70 | 1.65 | 86 (at 25 °C, liq. water) | - | [56] |
| 733 EW PFSA | NOA 63 | 75 | 70 | 1.36 | 160 (at 80 °C, 80% RH) | - | [57] |
| Nafion 1 | PPSU | 31 | 70 | 0.63 | 70 (at 25 °C, liq. water) | 1.3 (at 80 °C, ambient pressure, 100% RH) | [58] |
| 660 EW PFSA | PPSU | 51 | 72 | 1.23 | 166 (at 80 °C, 80% RH) | - | [59] |
| PSUT | Aquivion 2 | 30 | 70 | 0.98 | 180 (at 80 °C, 95% RH) | - | [60] |
| PVDF | Nafion 1 | 48 | 60 | 0.54 | 55 (at 25 °C, liq. water) | - | [61] |
| PAI | 825 EW PFSA | 20 | 80 | 0.97 | 91 (at 25 °C, liq. water) | 4.9 (at 80 °C, 200 kPa backpressure, 100% RH) | [55] |
| PPSU | cPPSA | 100 | 75 | 4.70 | 429 (at 80 °C, 90% RH) | - | [62] |
| sPAES/sPOSS | NOA 63 | 70 | 70 | 2.24 | 94 (at 30 °C, 80% RH) | - | [17] |
| 825 EW PFSA /sPOSS | NOA 63 | - | 74 | 2.41 | 357 (at 80 °C, 90% RH) | - | [18] |
| NU6@PPNF | SPEEK | 96 | 97 | - | 133 (at 60 °C, 100% RH) | - | [63] |
| Sulfated SnO2 | SPPESK | 80 | 93 | 1.72 | 227 (at 80 °C, 80% RH) | 1.7 (at 80 °C, ambient pressure, 100% RH) | [64] |
| PVDF | 825 EW PFSA /S-SiO2 | 40 | 80 | 1.46 | 89 (at 20 °C, liq. water) | - | [19] |
| P(VDF-TrFE)/S-SiO2 | Nafion 1 | 108 | - | - | 102 (at 70 °C, 100%RH) | - | [65] |
| Nanofiber | Matrix | Membrane Thickness (μm) | Ionomer Fraction (%) | Effective IEC (mmol/g) | OH− Conductivity (mS/cm) | Reference |
|---|---|---|---|---|---|---|
| - | FAA-3-50 | 47–53 | 100 | 1.85 | 40 | [35] |
| QAPS | PPSU | - | 63 | 1.56 | 40 (at 23 °C, liq. water) | [66] |
| QAPS | PDMS | - | - | 1.81 | 69 (at 80 °C, 90%RH) | [67] |
| QAPS/crosslink | PPSU | - | 65 | 2.05 | 65 (at 23 °C, liq. water) | [68] |
| IMPS/crosslink | PPSU | - | 65 | 1.99 | 49 (at 23 °C, liq. water) | [69] |
| QPPO/crosslink | PPSU | 40 | 50 | 2.00 | 66 (at 23 °C, liq. water) | [70] |
| QPAES | QPAES | - | 100 | 1.51 | 83 (at 30 °C, liq. water) | [71] |
| IMPS/MWCNT | IMPS/MWCNT | 79 | 99 | 1.53 | 68 (at 30 C, liq. water) | [72] |
| IMPS | IMPS | 100 | 100 | 1.78 | 38 (at 20 °C, liq. water) | [73] |
| QPAES/crosslink | QPAES | - | 100 | 3.31 | 66 (at 23 °C, liq. water) | [74] |
| PES-G-OH | VBTC | - | 100 | - | 46 (at 20 °C, liq. water) | [75] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shang, Z.; Wycisk, R.; Pintauro, P. Electrospun Composite Proton-Exchange and Anion-Exchange Membranes for Fuel Cells. Energies 2021, 14, 6709. https://doi.org/10.3390/en14206709
Shang Z, Wycisk R, Pintauro P. Electrospun Composite Proton-Exchange and Anion-Exchange Membranes for Fuel Cells. Energies. 2021; 14(20):6709. https://doi.org/10.3390/en14206709
Chicago/Turabian StyleShang, Zhihao, Ryszard Wycisk, and Peter Pintauro. 2021. "Electrospun Composite Proton-Exchange and Anion-Exchange Membranes for Fuel Cells" Energies 14, no. 20: 6709. https://doi.org/10.3390/en14206709
APA StyleShang, Z., Wycisk, R., & Pintauro, P. (2021). Electrospun Composite Proton-Exchange and Anion-Exchange Membranes for Fuel Cells. Energies, 14(20), 6709. https://doi.org/10.3390/en14206709