1. Introduction
The climate crisis poses a major threat to human civilization on a long-term basis. The global monthly average CO
2 concentration in the atmosphere reached a level of 415 ppm in December 2020, with average growth rates of 2–3 ppm per year in the previous five years [
1,
2]. Combustion processes for power generation account for about 42% of global anthropogenic CO
2 emissions, indicating the energy industry’s key role for mitigating global warming [
3]. In 2019, the European Commission launched its Green Deal program, including the goal to become the first climate-neutral continent by 2050, as well as decoupling economic growth and resource usage [
4].
To reach these ambitious targets, intersectional concepts, based on renewable energy sources, for the provision of power and heat need to be empowered and improved. Carbon capture and storage (CCS) and carbon capture and utilization (CCU) pose promising technologies in fighting the climate crisis. However, CCS goes hand in hand with several difficulties (e.g., safety issues and substantial efforts for the transportation of captured CO
2). Additionally, CCS is illegal in numerous countries and therefore, a limited option for the mitigation of CO
2 emissions. A variety of promising CCU technologies (e.g., power-to-gas (PtG), power-to-liquid (PtL), power-to-fuels (PtF) and power-to-chemicals (PtC)) are on the verge of becoming economically feasible within this decade. Significant advantages are the on-site usage of CO
2 sources, as well as the development of new business cases to produce renewable fuels or chemicals. Crucial parameters defining the sustainability of CCU technologies are the CO
2’s origin as well as the product’s (H
2, CH
4, methanol, Fischer-Tropsch products) scope of application. Possible CO
2 capture systems (i.e., direct air capture (DAC), post combustion, pre combustion, oxyfuel combustion or industrial processes) are listed and explained in detail in the IPCC special report on carbon dioxide capture and storage [
5]. In general, sources with a high concentration of CO
2 are favored due to a smaller technological effort of CO
2 capture.
In May 2018, 128 PtG projects were in progress or have been finished in Europe. A list of conducted projects as well as an overview of possible PtG process routes can be found in [
6]. Three PtG demo sites for CO
2 valorization to methane using different reactor technologies (i.e., a catalytic honeycomb reactor, a biological stirred bubble column reactor and a catalytic milli-structured reactor) are analyzed in [
7]. Within the pan-European project MefCO
2, a PtL pilot plant with an annual output of 500 t/a methanol was realized. Captured CO
2 was valorized using a polymer electrolyte membrane electrolyzer powered with solar-generated electricity in Niederaußem, Germany [
8]. Another successful example is the George Olah Plant, located in Iceland, a PtL plant at industrial scale, designed and constructed by the Icelandic company Carbon Recycling International (CRI). Over 4000 t/a methanol can be produced valorizing geothermal CO
2 with H
2 generated by an alkaline electrolyzer powered by Iceland’s 100% renewable grid electricity [
9]. After winning the Nobel Prize in 1994, George Olah’s scientific focus shifted towards producing green fuels (e.g., methanol using captured CO
2 as feedstock), making him a pioneer in PtL processes before the term came into existence [
10]. The German start-up company, INERATEC, announced the construction of a PtF plant at industrial scale at Frankfurt, Germany, until 2022. A total of 3500 t/a Fischer-Tropsch products will be produced using a maximum of 10,000 t/a biogenic CO
2 [
11]. Research analyzing CO
2 hydrogenation to methanol at lab-scale can be found in [
12] (applying an In
2O
3/ZrO
2 catalyst) and [
13] (conventional Cu/ZnO/Al
2O
3 catalyst). Within the past years PtL technologies transitioned from a niche application at laboratory scale to a viable option for the process and energy industry regarding CCU technologies. Current projects aim at proofing the process’ feasibility at pilot scale obtaining reasonable efficiency rates. Major challenges within the following years will be the provision of cost-effective renewable H
2 by electrolyzers surpassing a power input of several MW. Power-to-liquid processes have the potential to provide renewable eFuels as the intermediate power source until individual mobility is fully electrified. In the long run, eFuels could be applied as the power source for aviation and goods transport, requiring a high energy density.
Oxyfuel combustion was first proposed in 1982 to provide a CO
2-rich gas stream for enhanced oil recovery applications, and experienced a technological renaissance in the early 2000s when being rediscovered as a suitable option for CCU processes. Oxyfuel combustion tackles the issue of low CO
2 concentrations in flue gases obtained by conventional air combustion processes [
14]. In oxyfuel combustion technologies, fuels are burned in a mixture of O
2 with a technical purity of at least 95 vol% and recirculated flue gas. The recirculation of flue gas is mandatory, as the missing volume stream of the air’s N
2 needs to be replaced. Furthermore, the combustor’s flame temperature can be controlled by adjusting the amount of recirculated flue gas. The main differences when comparing oxyfuel combustion with conventional air combustion are [
14]:
O2 concentrations of about 30 vol% in the oxidant are required to obtain a comparable flame temperature;
Volume flow streams of emitted flue gas are reduced by about 80% since no N2 passes the combustor as inert gas;
Different combustion regimes are observed due to deviating physical properties of CO2 and N2. For example, the density of flue gas generated by an oxyfuel combustion process is larger due to a higher molar mass of CO2, concluding in a larger specific heat capacity as well.
The “Callide” oxyfuel project, successfully completed in 2015, can be considered a showcase regarding oxyfuel combustion at an industrial scale. A power plant located in the state of Queensland, Australia, with a thermal input of 24–29 MW
th. (coal) was combined with a CCS project located in Victoria, Australia. Detailed scientifical results can be found in the project’s final report [
15]. Another oxyfuel project launched by Vattenfall in 2006 at Schwarze Pumpe, Germany, aimed at retrofitting an existing coal power plant with a thermal input of 30 MW
th. for CCS applications. However, Vattenfall cancelled the project in 2014 due to economic difficulties without publishing a final report. A detailed study on oxyfuel combustion of biomass in a 20 kW
th fluidized bed combustor can be found in [
16], analyzing effects of combustion environments (oxyfuel combustion vs. conventional air combustion) on fuel combustion, temperature profiles and CO and NO
x emissions.
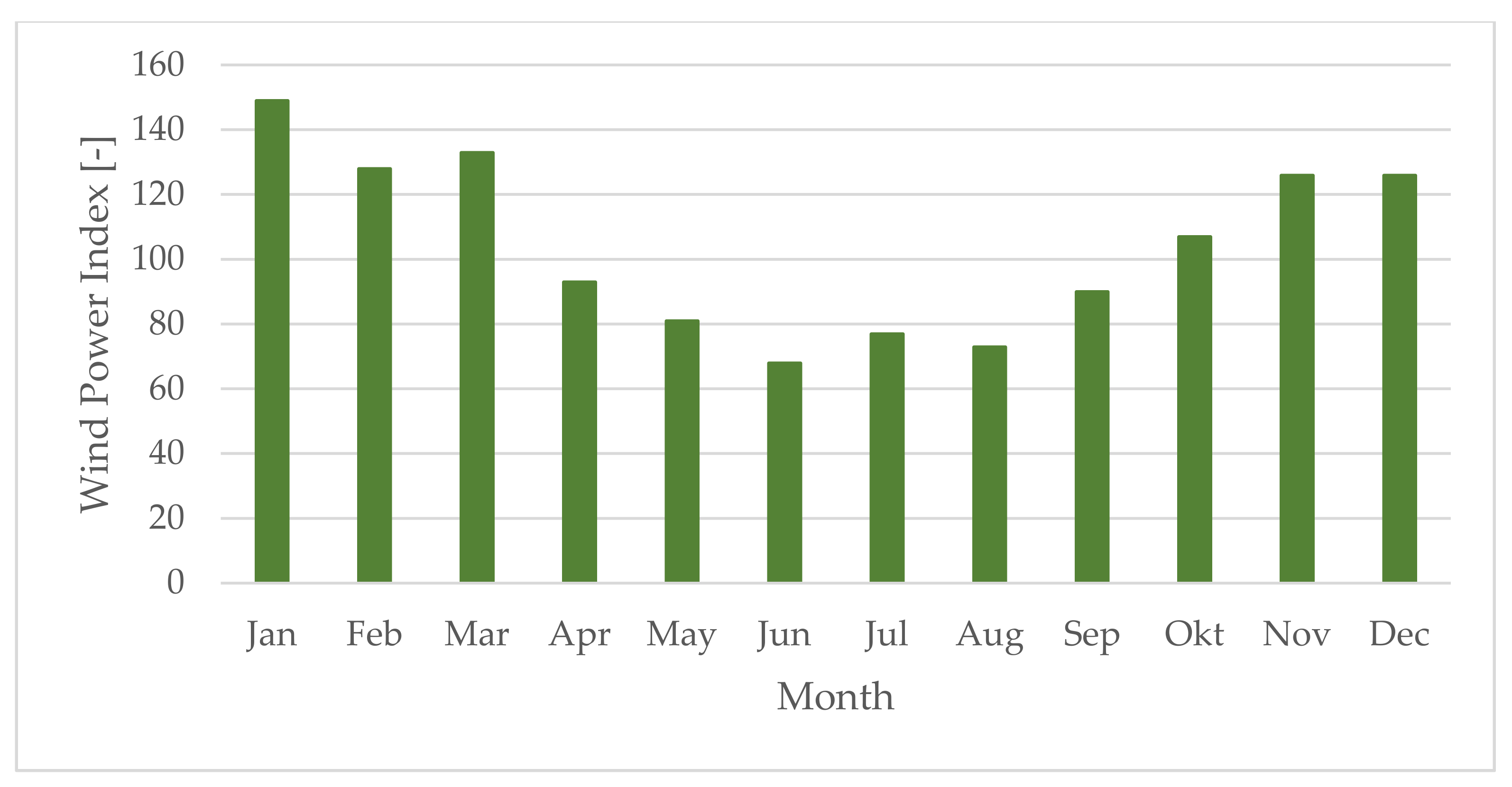
As stated previously, power-to-X technologies will play a significant role in fighting the climate crisis due to their potential to chemically store excess power generated by renewable energy carriers as H2, CH4, methanol or Fischer-Tropsch products. Renewable power sources (i.e., wind or solar) undergo daily and seasonal fluctuations leading to difficulties regarding the storage of surplus electricity. Generated energy carriers could also be integrated in grid-stabilizing systems, tackling another major disadvantage of renewable power sources.
Furthermore, hydrogenating CO
2 comes with several process advantages compared to conventional methanol production by syngas [
9,
17]:
Fewer impurities can be found in the crude methanol;
The chemical reaction of CO2 and H2 is less complex and less exothermal compared to the synthesis based on CO and H2;
Boiling water reactors (BWRs) including a recirculation of unconverted gases can easily be applied instead of adiabatic reactors in series since less reaction heat needs to be transferred out of the catalyst bed, resulting in a larger economic feasibility of the process;
Milder process conditions are required;
The methanol selectivity of CO2 hydrogenation is larger compared to conventional methanol synthesis processes based on syngas as the reactor input.
The design and simulation, using Aspen Plus, of a plant producing methanol via CO
2 hydrogenation can be found in [
18]. CO
2 generated by a thermal power plant using coal as fuel was hydrogenated with H
2 produced by water electrolysis. The authors declared that O
2, generated by the electrolyzer, had to be sold as a by-product and highlighted the possible potential of using it as feedstock for oxyfuel combustion processes without calculating detailed scenarios. A feasibility analysis of a plant producing renewable methanol by chemically storing wind power can be found in [
19]. The production costs of H
2, being the most significant model parameter, as well as the selling price of methanol were varied. Consequently, selling or using O
2 generated by water splitting could be a major factor in improving the facility’s economic feasibility.
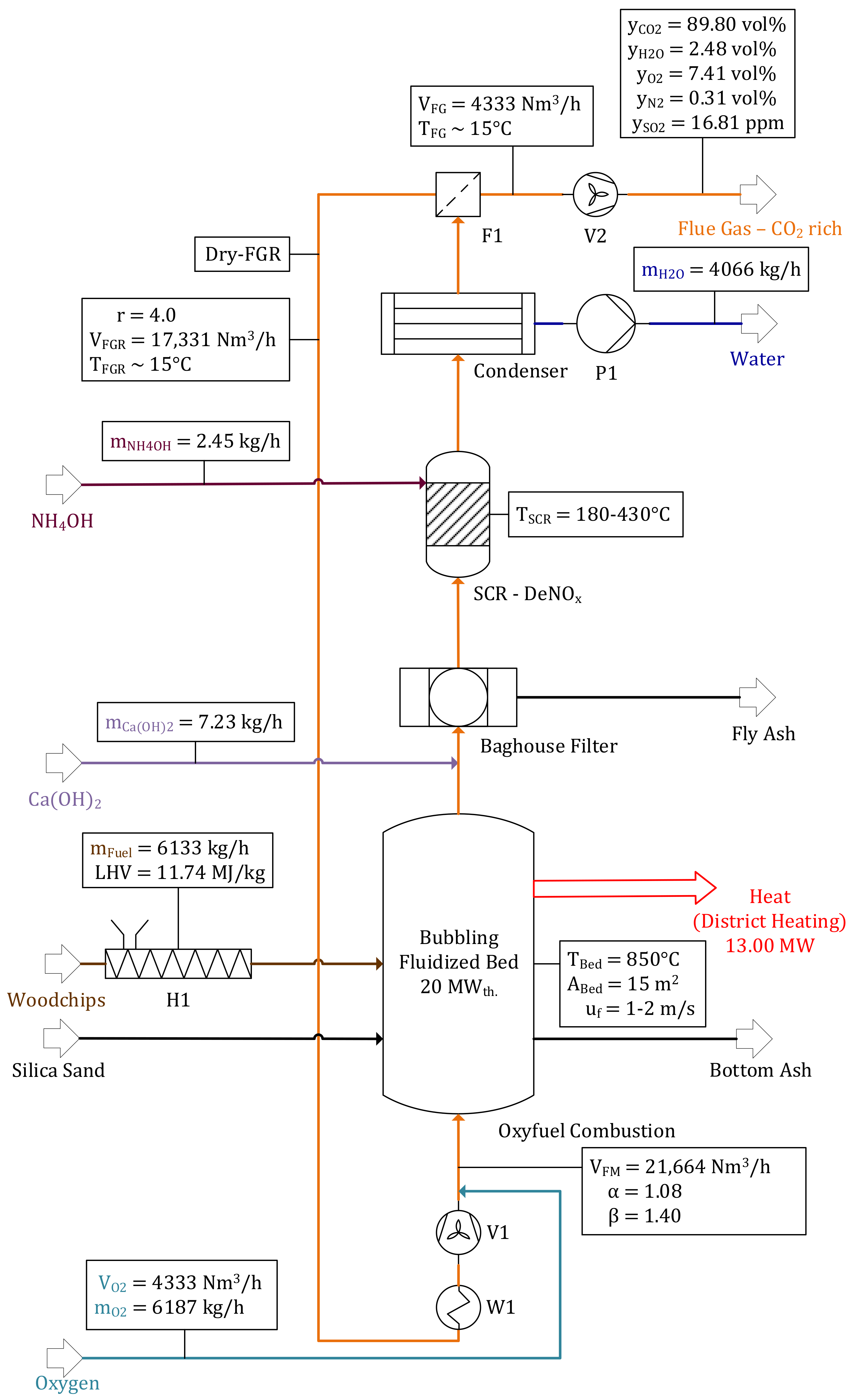
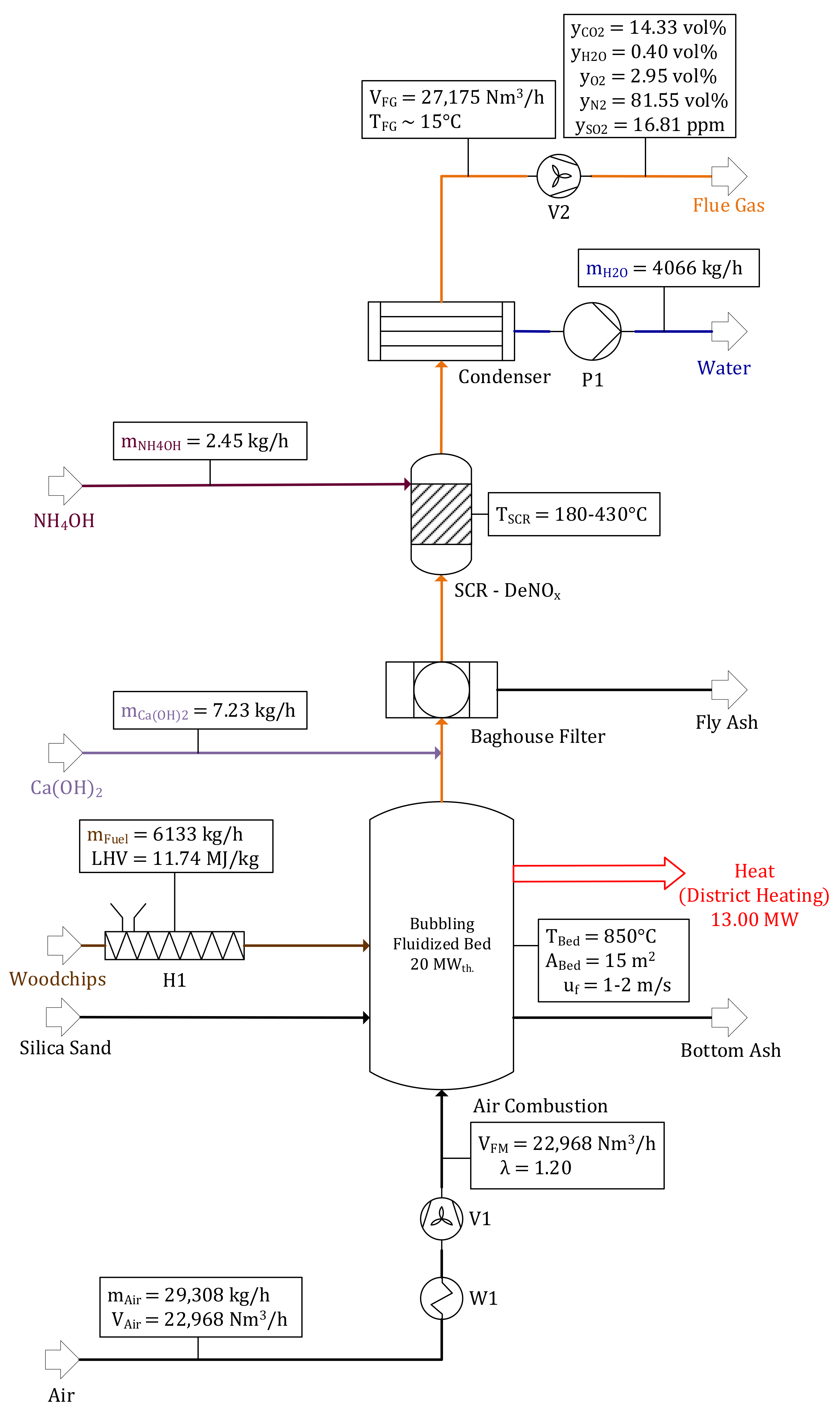
This article aims at finding and conceptualizing different process routes for a decentralized power-to-green methanol plant, with a thermal input of 20 MW
th., using woodchips as fuel (
Figure 1). As a result, the proposed concept has the potential to achieve a negative CO
2 balance. A foundation for future research projects should be provided with the goal to increase the concept’s level of details. Furthermore, proposed process routes will be evaluated by comparing obtained power-to-liquid efficiency rates to values stated in reviewed literature. In comparison with previous studies, this paper includes the application of oxyfuel combustion in combination with methanol production (CO
2 hydrogenation) by directly applying O
2 (by-product of water splitting) to the oxyfuel combustor. Furthermore, a direct comparison of oxyfuel and air process routes in combination with CCU, regarding the efficiency rates of power-to-green methanol facilities, should answer the question whether oxyfuel process routes are a viable option for future PtL plants.
A specific hypothesis of this work is whether the replacement of conventional air by oxyfuel combustion enhances the performance of power-to-methanol plants using post combustion CO2 capture. The preferable combustion technology as well as the synergy between oxyfuel combustion and water electrolysis (generating O2 as byproduct) was determined for different assumed scenarios.
4. Conclusions
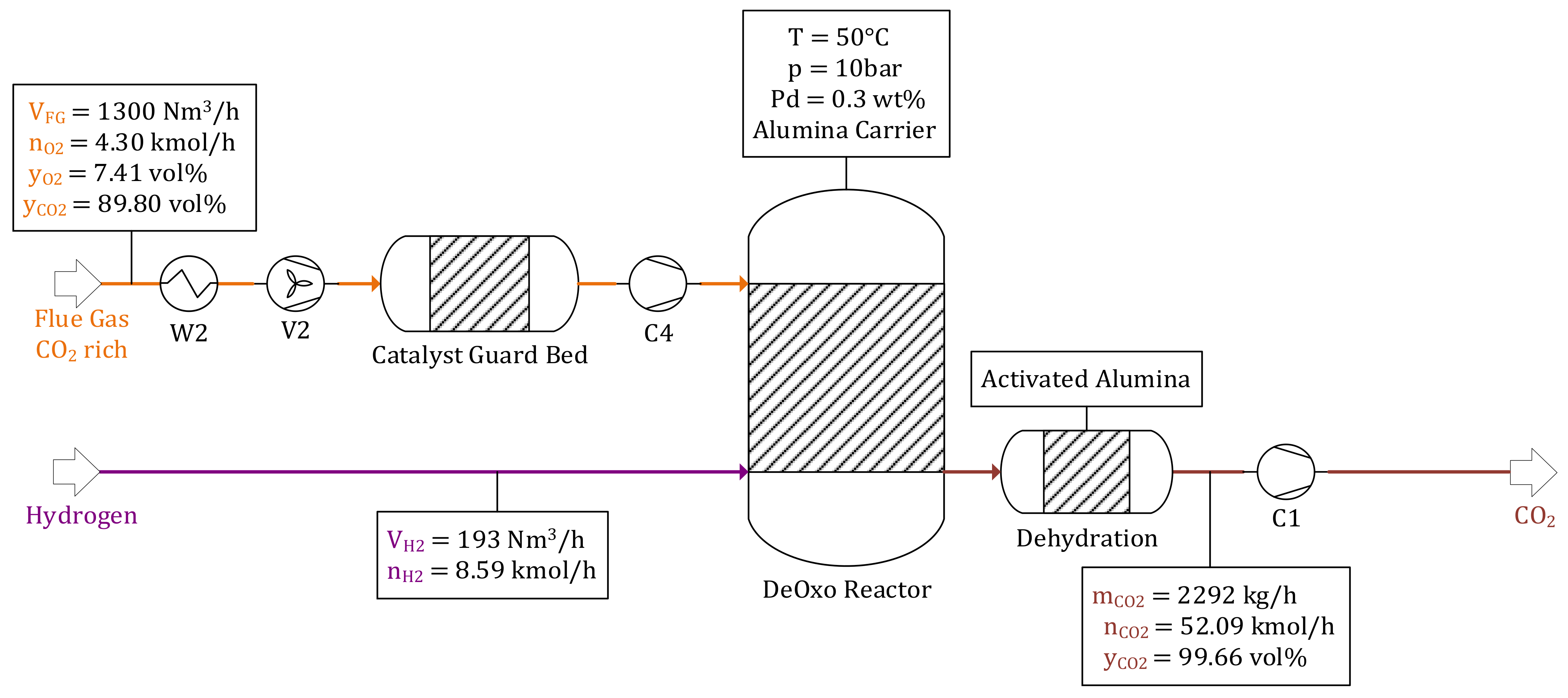
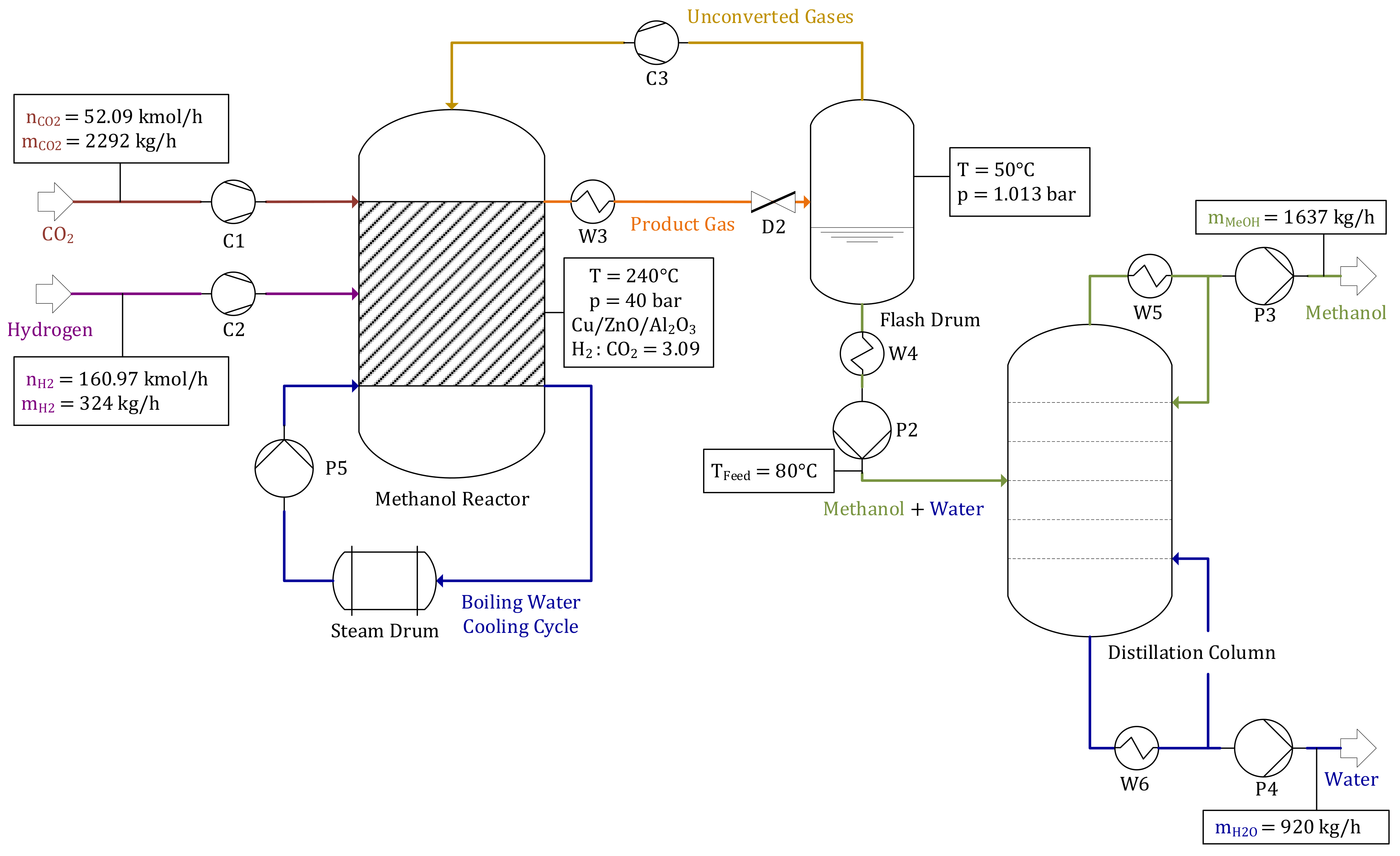
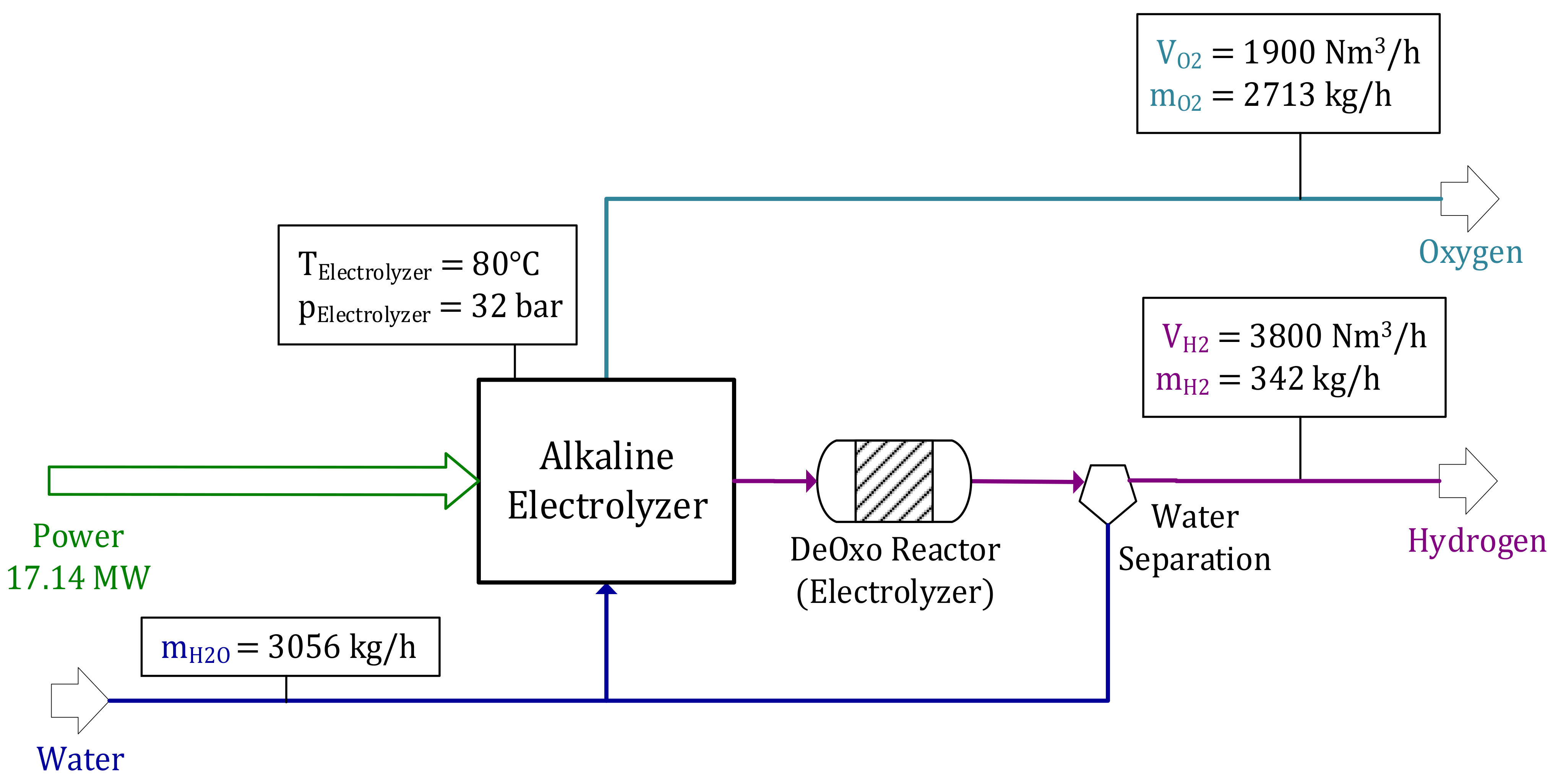
The main objective of this paper was to conceptualize and model a decentralized power-to-green methanol plant including oxyfuel combustion for CCU applications. A biomass heating plant, either operated as oxyfuel or conventional air combustor, including a CHP process with a thermal input of 20 MWth., provides adjacent villages with heat and functions as a CO2 source for a downstream methanol synthesis unit. Using woodchips as fuel comes with several advantages (e.g., the potential to achieve a negative CO2 balance, empowering local economies and being independent from imported fossil energy carriers). Processing the CO2 stream is either realized by a DeOxo reactor (for oxyfuel process routes) or a MEA temperature swing absorption cycle (for conventional air combustion process routes). Required H2 is produced by an alkaline electrolyzer powered with electricity generated by a nearby wind park. O2 as by-product can either be used as oxidant for the oxyfuel combustion or be sold when applying process routes based on air combustion. Methanol is produced by valorizing CO2 in a multi-tubular BWR including a closed gas loop configuration.
PtX technologies are on the verge of becoming key technologies within this decade, as they neutralize a major disadvantage of renewable energy carriers (i.e., the challenge of chemically storing surplus electricity due to seasonal and daily fluctuations). Furthermore, CO2 is captured and valorized to fuels or feedstocks for the chemical industry.
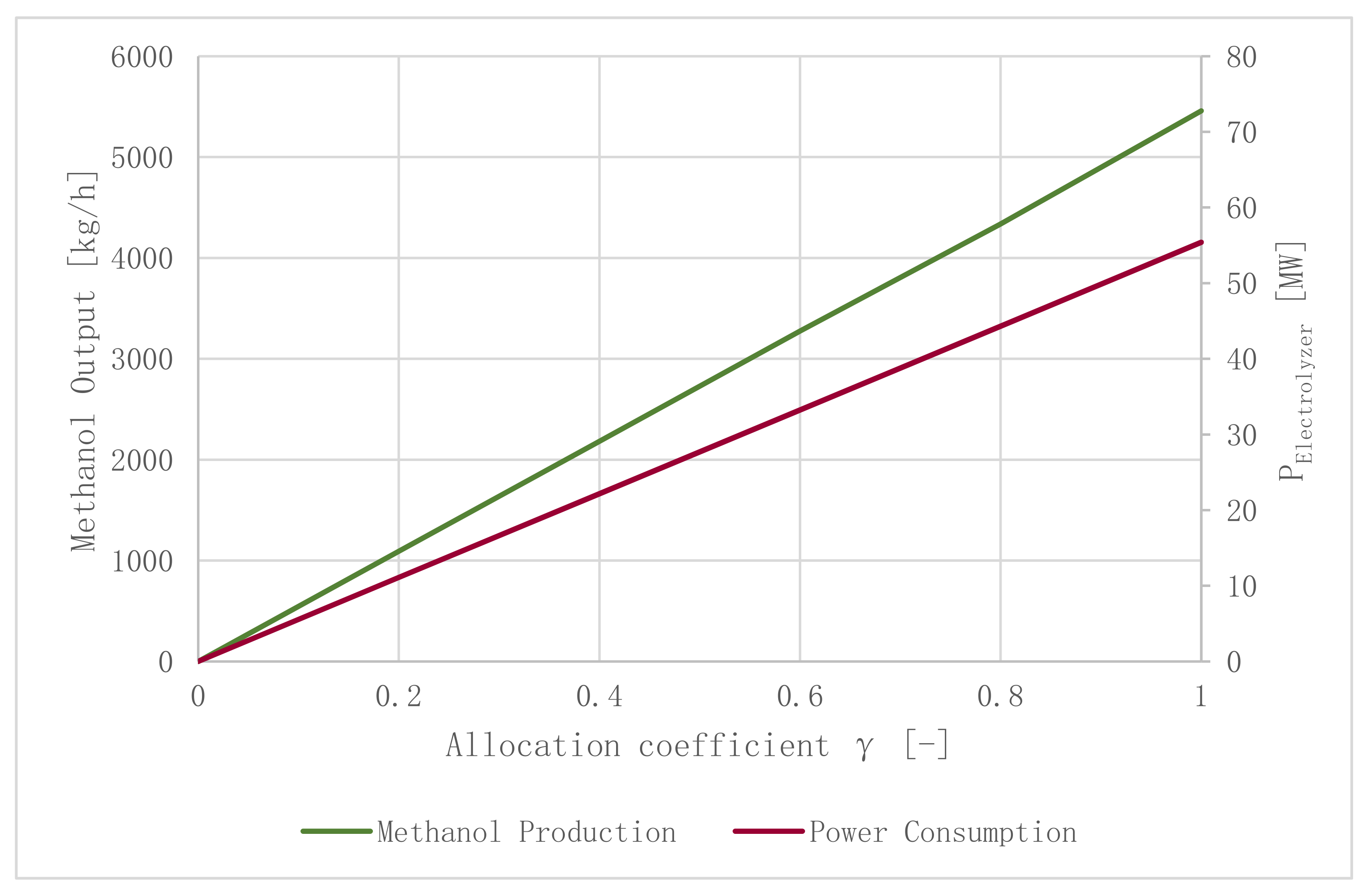
A variety of operating points have been defined by alternating critical process parameters (i.e.,
uWind, the wind park’s size and the allocation coefficient
γ, as explained in
Section 3.4.2). Input and output streams of defined operating points were analyzed.
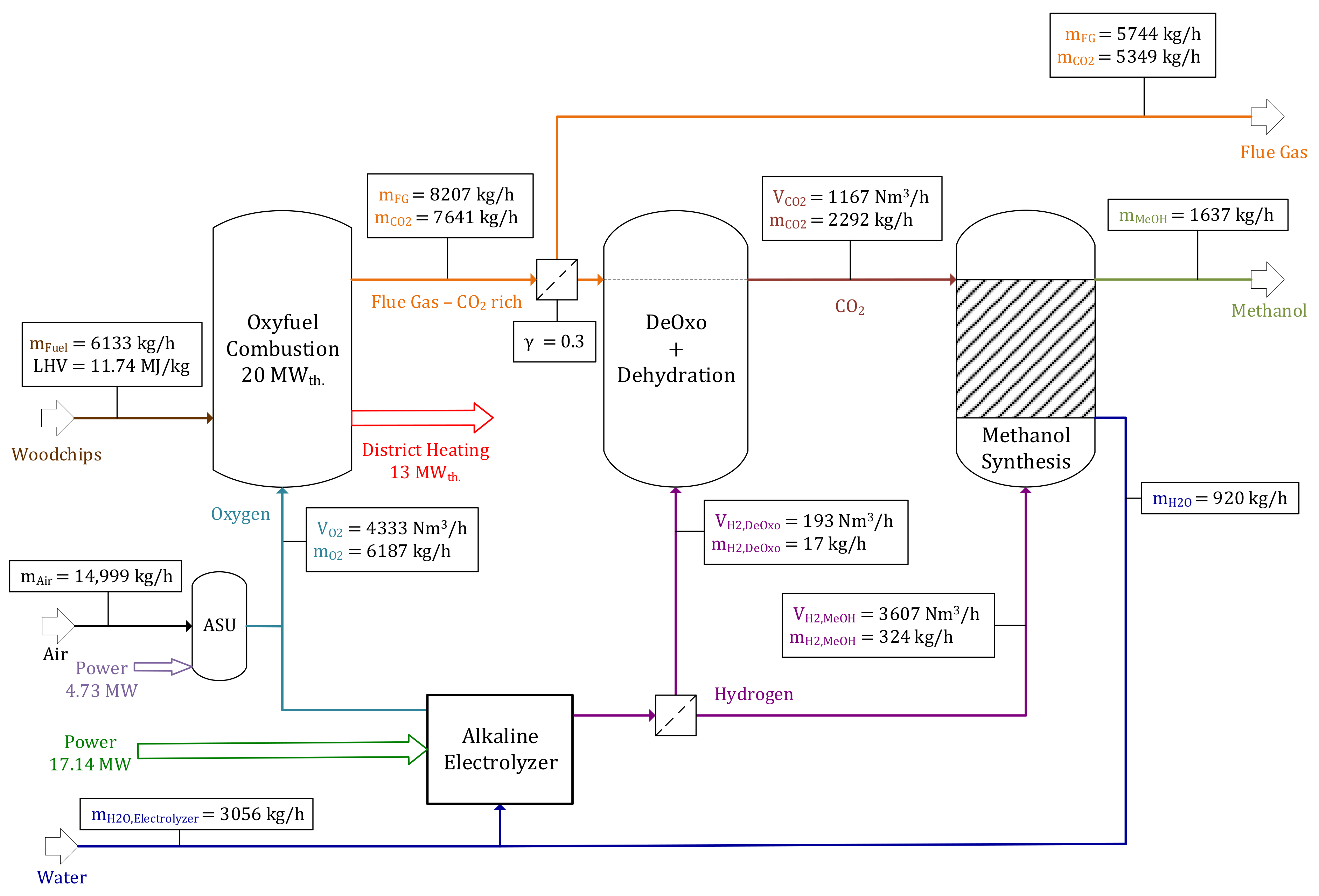
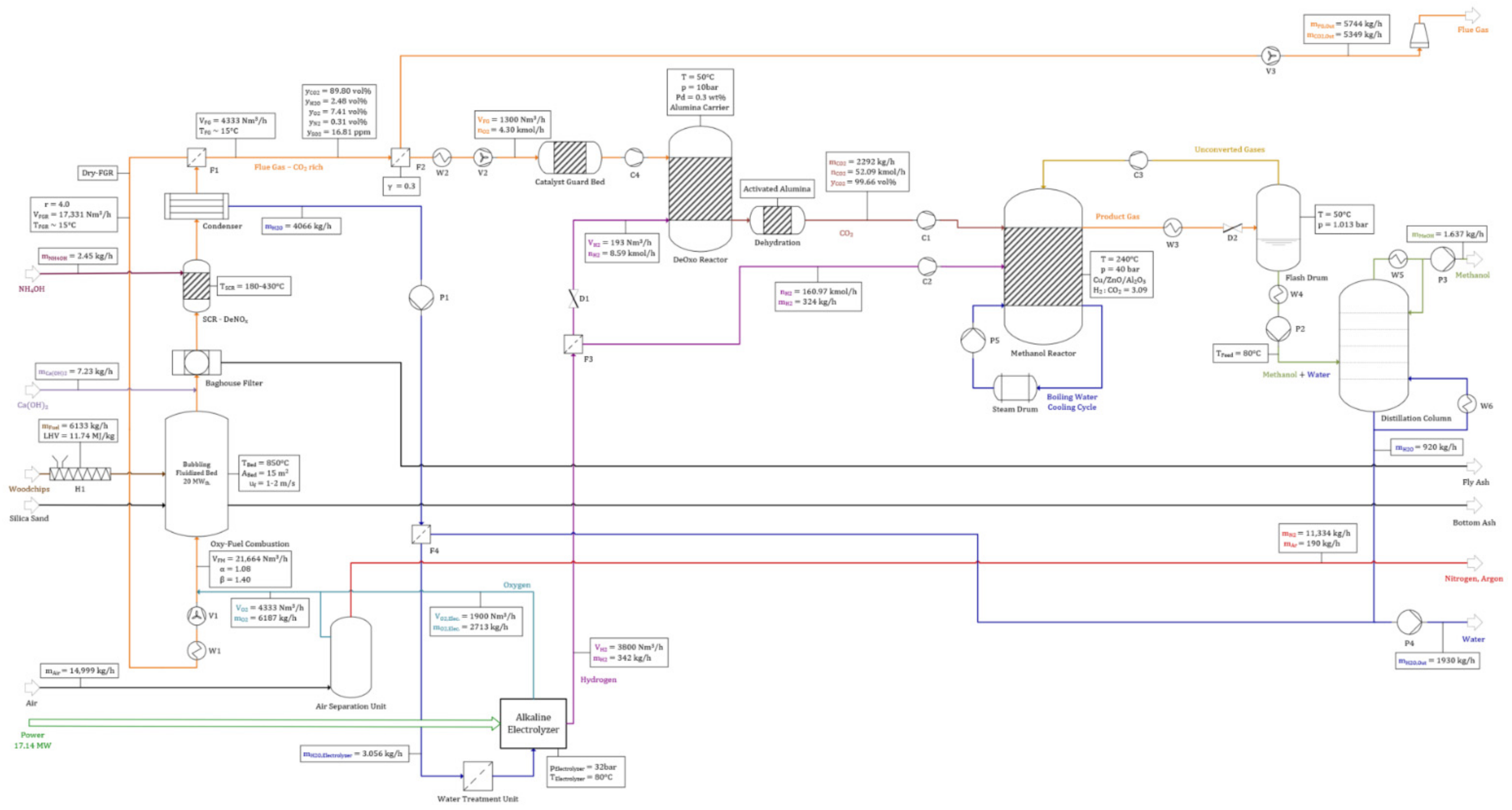
Figure A2 and
Figure A4, listed in the
Appendix A, show a detailed as well as a simplified flow chart of the reference operating point’s balance, a process route including oxyfuel combustion and a DeOxo reactor for CO
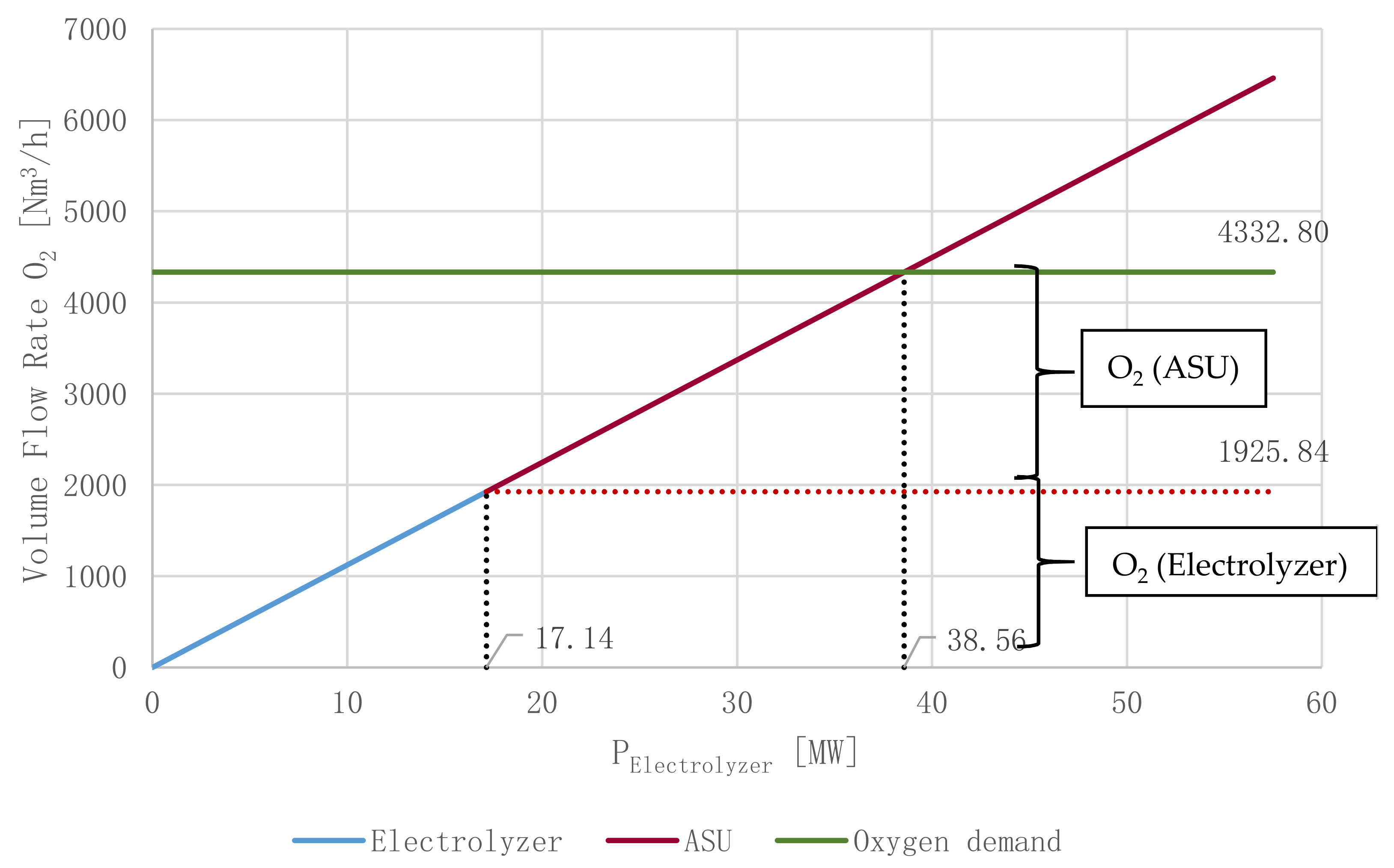
2 processing, with parameters set to values with the highest probability for real applications. A product output of 1637 kg/h methanol as well as 13 MW
th. heat is realized for an input of 6133 kg/h woodchips,
PElectrolyzer = 17.14 MW and
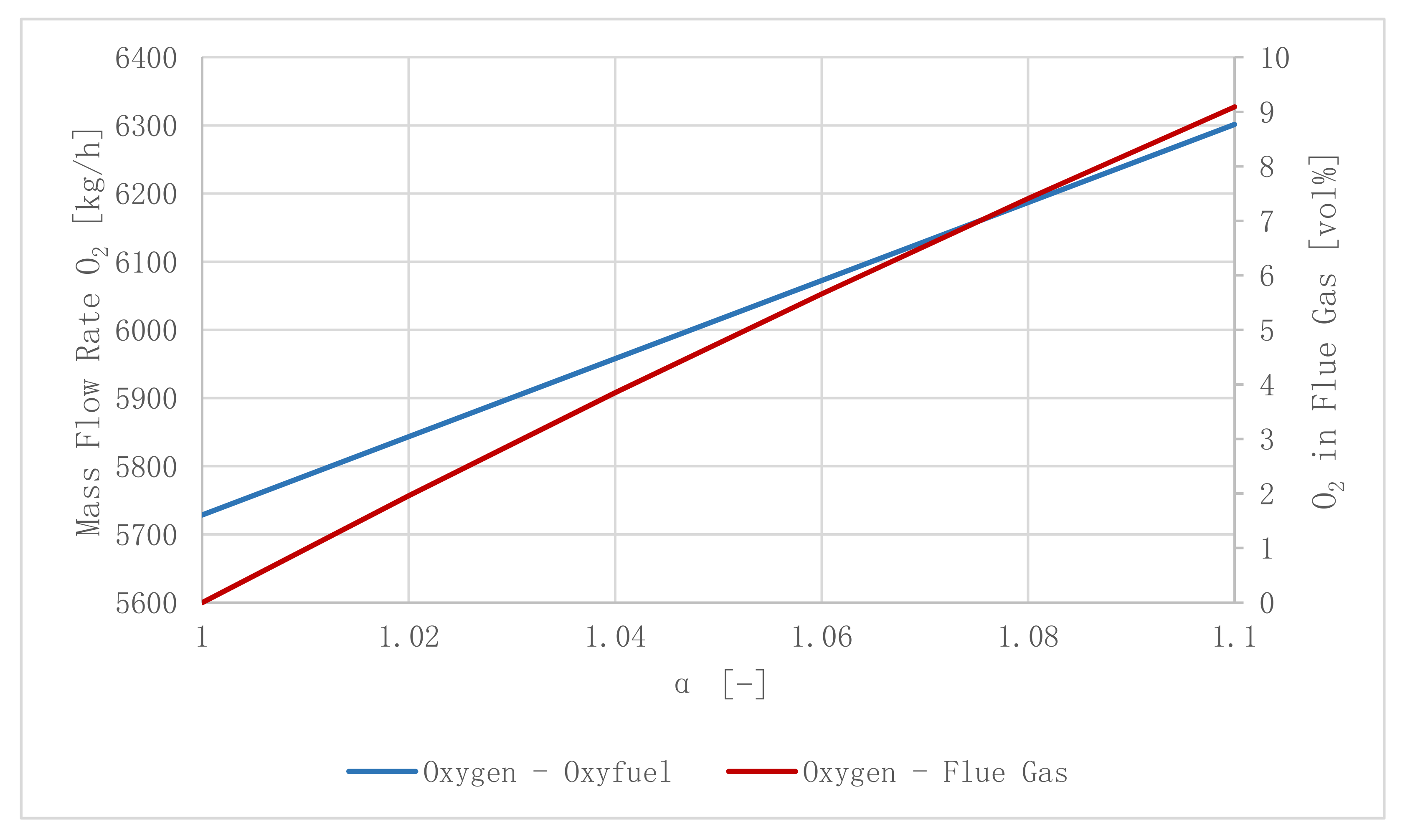
PASU = 4.73 MW. A total amount of H
2 of 342 kg/h is required for the methanol synthesis unit (324 kg/h) and the DeOxo reactor (18 kg/h). Furthermore, 6187 kg/h of O
2 is required for the oxyfuel combustion. For a CO
2 utilization rate of
γ = 0.3, 3474 kg/h O
2 (55.55%) must be provided by an ASU (
PASU = 4.73 MW). In this case, only 2713 kg/h O
2 (44.45%) is provided by the electrolyzer at a power input of
PElectrolyzer = 17.14 MW. If
PElectrolyzer exceeds a value of 38.56 MW (
γ = 0.7), no additional O
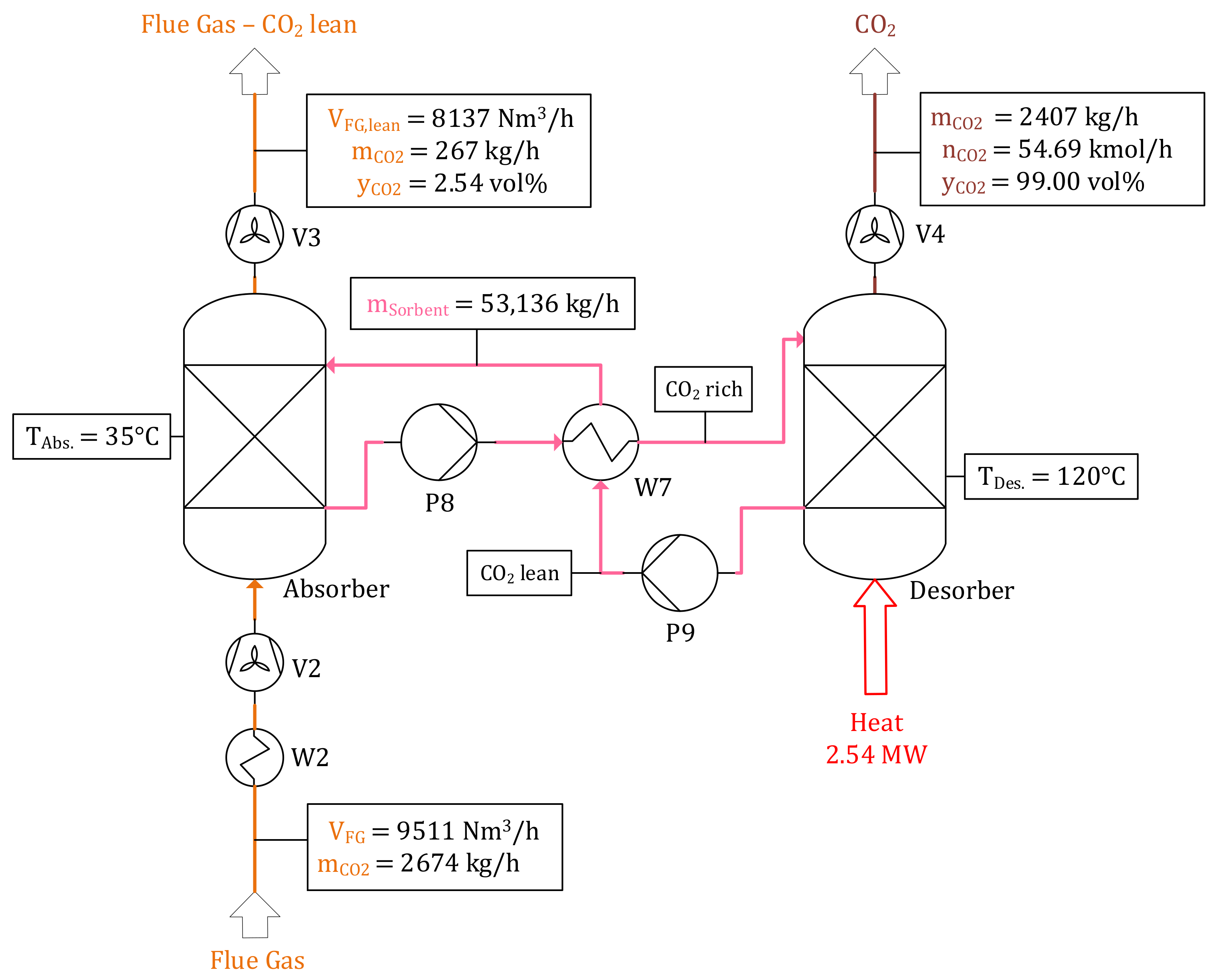
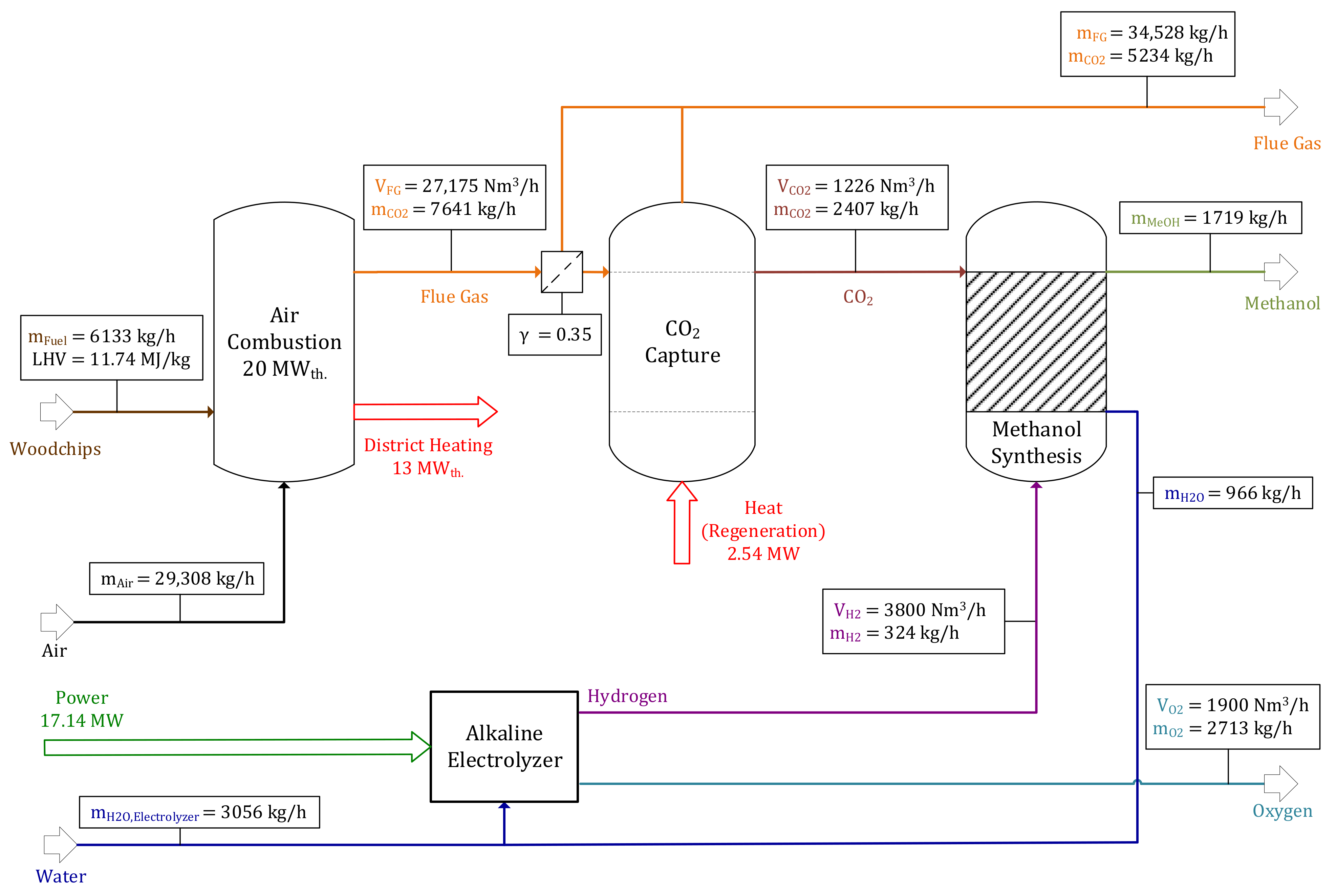
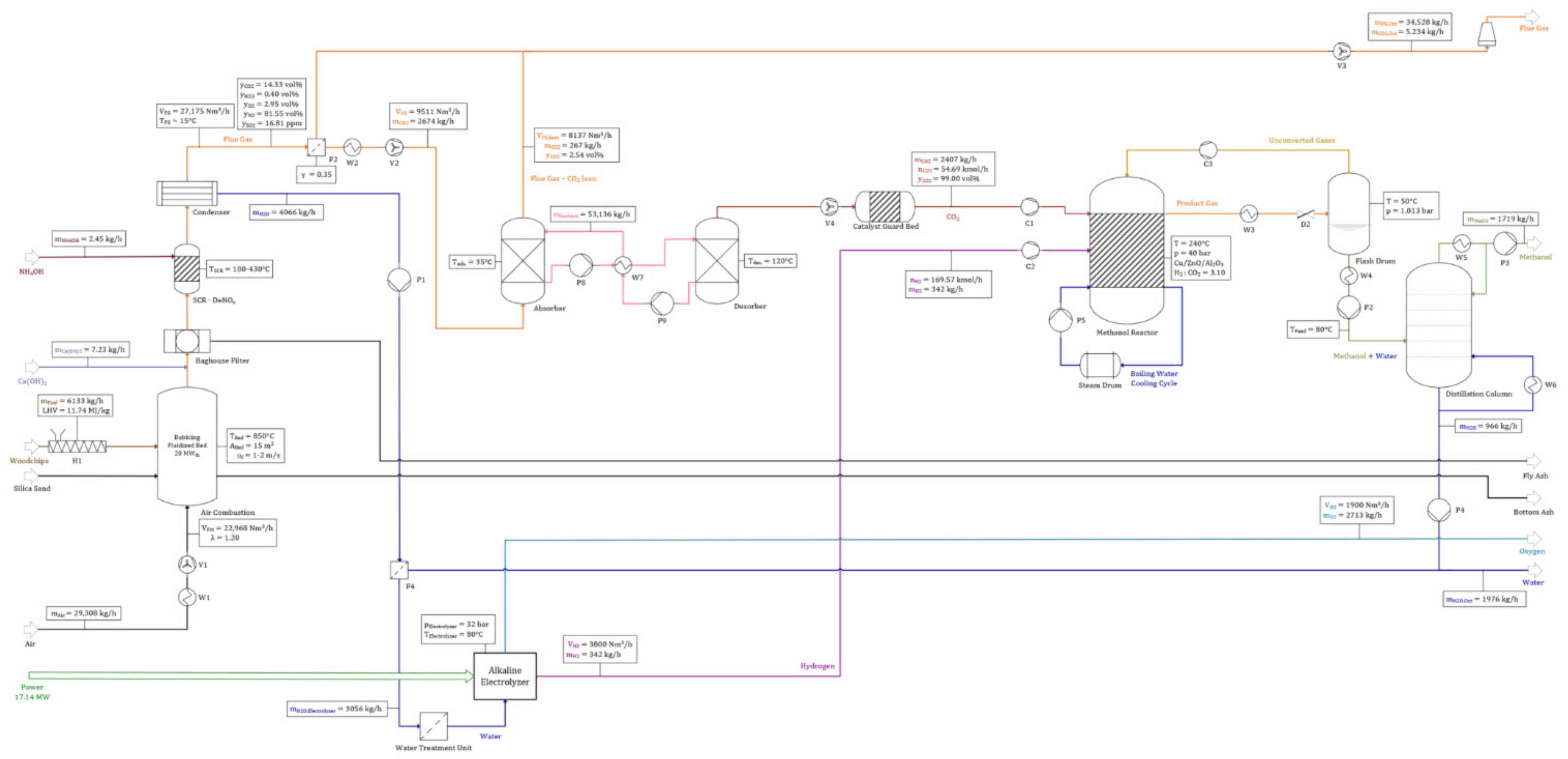
2 would be required by an ASU. Global flow charts of a comparable scenario using air combustion can be found in
Figure A3 and
Figure A5 in the
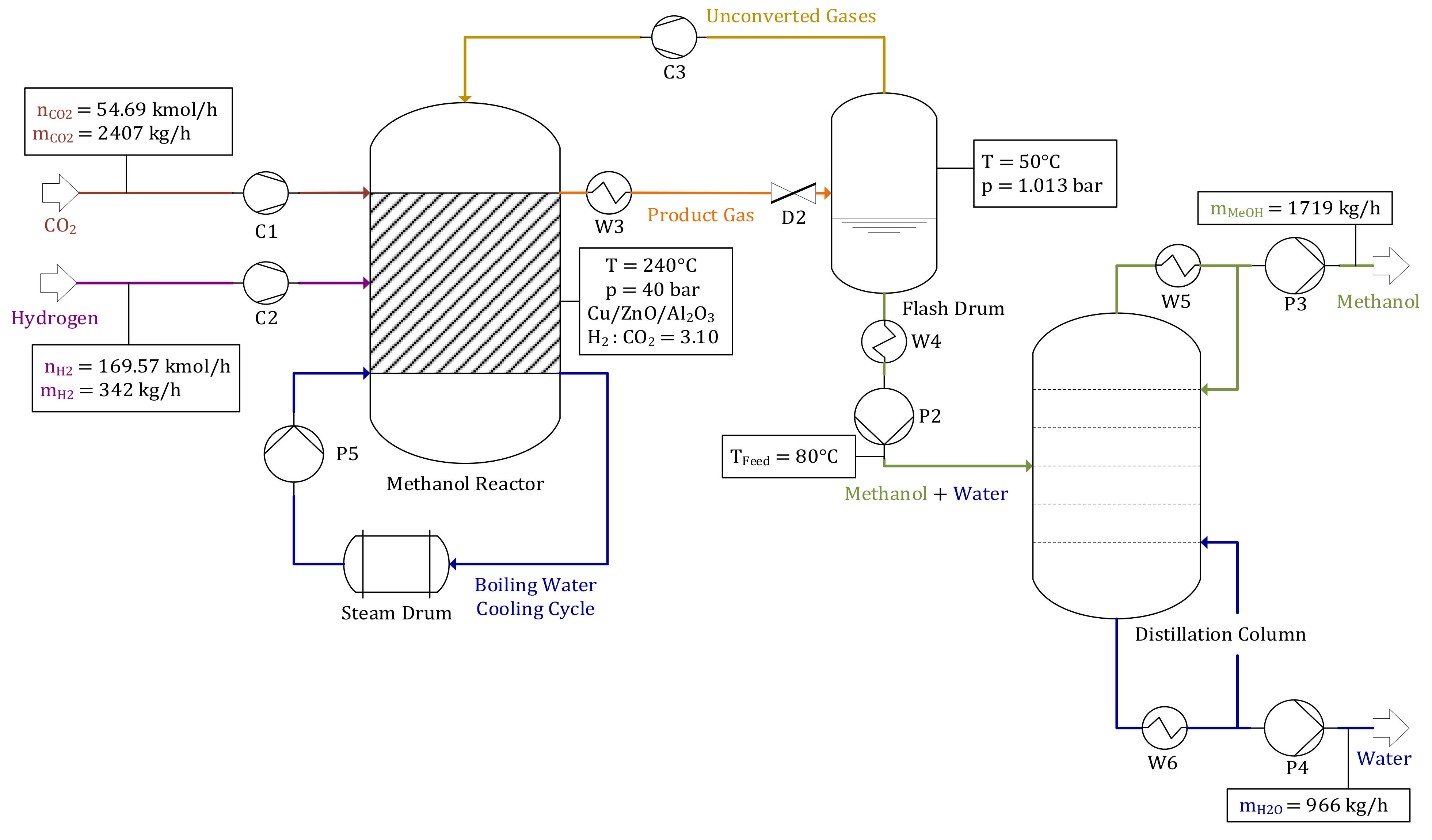
Appendix A. In this scenario, 35% of generated flue gas (9511 Nm
3/h with a CO
2 concentration of 14.33 vol%) can be converted to methanol. A yield of 1719 kg/h of methanol can be obtained with a fuel input of 6133 kg/h woodchips. Additionally, no ASU is required to save 4.73 MW of power. It is noted that condensed water is pumped to the electrolyzer, which is not indicated in the simplified flow charts.
This paper also focuses on answering the question whether process routes including oxyfuel combustion should be preferred over air combustion, since O2 generated by the electrolyzer could be used as oxidant substituting an ASU. To evaluate this assumption, plant efficiency parameters were defined and analyzed. The plant’s power-to-liquid efficiency increases significantly with an increasing share of utilized CO2 (increasing γ) for oxyfuel combustion applications; nevertheless, it is constant for air combustion process routes (ηTot.,Air = 54.36%≠f(γ), ηPtL,Air = 54.21%≠f(γ)). The maximum efficiency rates for oxyfuel combustion process routes were ηTot.,Max.,Oxy = 57.04% (γ = 0.6) and ηPtL,Max.,Oxy = 51.91% (γ = 1.0), whereas the minimum efficiency rates are significantly lower at ηTot.,Min.,Oxy = 47.28% (γ = 0.1) and ηPtL,Min.,Oxy = 20.97% (γ = 0.1). This aspect is linked to the ASU’s high power consumption for operating points with low γ values. For plants utilizing less than 70% of the generated flue gas, air combustion process routes should be preferred, as they obtain a higher ηPtL,Air = 54.21% (γ = 0.35) compared to ηPtL,Oxy,Reference = 40.91 (γ = 0.3) for the reference operating point. However, oxyfuel applications have the potential to reach a higher ηTot. (ηTot.,Max. = 57.04%) in comparison to air combustion modes, since no additional heat is required for regenerating the MEA solution for CO2 processing.
The presented concept has the potential to work as a carbon sink if the methanol produced is utilized as feedstock in the chemical industry. Wooden biomass is used as fuel, while providing decentralized communities with heat generated by combusting local wood, hence empowering regional development. In case methanol is used as fuel, the proposed concept can be described as almost carbon neutral, as CO2 bound by wood is subsequently emitted to the atmosphere. Additionally, a business case for small-to-medium sized villages situated in regions obtaining a high wind potential is generated. For applications using surplus electricity, a process route including conventional air combustion in combination with a CO2 capture unit is highly recommended, since no additional ASU is required. This is also true for applications including small-scale wind parks. Oxyfuel combustion processes have a high potential in combination with water electrolysis, since generated O2 can be directly used as oxidant. However, this configuration is only reasonable if PElectrolyzer > 38.56 MW (for power plants with a thermal input of 20 MWth.), the threshold when the combustor’s O2 demand can be fully covered with O2 generated by the electrolyzer. Substituting O2 with an ASU always comes with a significant penalty on ηPtL and should consequently be avoided. As a result, oxyfuel process configurations are only recommended for large-scale investments, including wind parks with a rated power of PWind park > 100 MWp and large annual average uWind.
In addition, a case study analyzing the facility’s annual major input and output streams was conducted assuming process parameters of the reference operating point presented in
Section 3.2. An annual output of 17,161 t/a methanol and 99.53 GWh
th./a heat can be realized for an input of 50,632 t/a woodchips and 177.11 GWh/a power, generated by a local wind park and the CHP process.
Combining oxyfuel combustion with CCU technologies (e.g., the valorization of CO2 to methanol) is a promising system configuration for future PtL plants which use large-scale electrolyzers. Scaling up water electrolysis plants is going to be one of the major challenges for engineers in this decade. The combination of solid oxide electrolysis units and CCU technologies has the potential to significantly improve the efficiency rates of PtL plants by thermal process integration. Heat generated by the combustor (oxyfuel or air) and the methanol synthesis unit can be transferred to the SOEC (solid oxide electrolysis cell) unit, which results in the decrease of the required power for water splitting.
Future research should include the following aspects:
Basic and detail engineering for all unit operations as well as their interaction;
Implementation of heat integration by, for example, conducting a pinch analysis;
Finding new process routes (e.g., using photovoltaic modules as power source, using other CO2 sources like direct air capture, pre combustion or industrial processes). Exchanging the methanol synthesis unit with a Fischer-Tropsch synthesis or methanation unit are possible options if other products are preferred by possible customers. Additionally, process routes including SOEC units have the potential to significantly improve the facility’ efficiency rates;
Evaluating the facility’s potential for grid stabilization;
Developing a technology impact analysis as well as an LCA.
Detailed and simplified global flow charts of process routes applying oxyfuel and air combustion can be found in the
Appendix A.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
















