
Using Value Stream Mapping to Eliminate Waste: A Case Study of a Steel Pipe Manufacturer


Abstract
1. Introduction
- (a)
- Process problems (lack of process definition and documentation, company departmental organizational structure, inadequate layout, unbalanced processes, low integration of information technology between areas, lack of process stability);
- (b)
- Product problems (lack of continuous flow, inappropriate tools);
- (c)
- People problems (lack of people training, staff turnover). For each group of problems, guidelines have been developed to reduce the limitations and increase the effectiveness of VSM.
2. Research Methodology
2.1. Value Stream Mapping
- How does Value Stream Mapping help identify areas for improvement in a steel pipe manufacturing company?
- How can better production results be achieved while maintaining the same human and time expenditure?
- What are the limitations of Value Stream Mapping application based on the example of a steel pipe manufacturing company?
- In order to achieve the aim set out in the paper and answer the research question, we adopted the following research methodology covering:
- 1.
- Analysis of the enterprise. This stage provides basic information about the enterprise. At this stage, consultations with the company’s engineering staff were carried out, which contributed to a better familiarization with the functioning of the company.
- 2.
- Observation of the production process and data collection. The aim of this phase of the research was to observe the working day, to get acquainted with the stages of the pipe production process, to collect data, and analyze them. It was the first step to developing a current state map. The implementation of this stage took place in August 2020, in the steel pipe production plant. We managed to obtain data on the number of machines and operators, machine changeover time, number of changes, production volume, and level of shortages. The following techniques were also used at this stage:
- A photo of the working day that allowed to determine the working time standard;
- Individual interviews—examination of operators regarding the course of the production process at individual work stations;
- Time measurement with a stopwatch—the time of performing individual operations was measured three times, and then the average was taken, which was used in the VSM method. In addition, our own measurements of machine changeovers were also performed;In addition, at this stage, consultations with the company’s engineering staff were carried out, which contributed to better familiarization with the production process.
- 3.
- Development of a preliminary map of the present state and a preliminary map of the future. Based on the information obtained, preliminary maps were worked out and improvement measures were proposed;
- 4.
- Expert consultations with the engineering staff of the enterprise. The consultation consisting of three sessions contributed to the improvement of the maps developed at an earlier stage. During the discussion of potential improvements, the suggested proposals were critically assessed by the engineering staff. The discussion allowed for the selection of proposed improvements and the definition of the most important improvements in terms of the cost-effectiveness of the implementation;
- 5.
- Development of a map of the present and future state. At this stage, the best solution was found. On the basis of information and data obtained directly in the production hall and consultations with operators and the company’s engineering staff, maps of the present and future state have been developed. The developed maps reflect the paths traveled by information and products through the production system, taking into account the supplier and the customer. Thanks to the proposed improvements, waste is eliminated, and the time needed for the product to pass through the production system is shortened.
2.2. Lean Manufacturing Metrics (KPI’s)
- Lead Time is the time a product flows through a value stream or process from start to finish, that is, from the moment the raw material is delivered to the end customer.
- Value-Added Time (Figure 1) is the duration of operations during which the end product value is added (Value) for which the customer is willing to pay.
- Cycle Time—period of time during which the input material goes through all production operations and is transformed into a finished product.
- Tact Time is the frequency with which a product should be produced in order to meet customer demand. The tact time can be determined using the formula below:
3. The Case Study
3.1. Company Analysis
- Metal slitting line cutting line—work takes place 5 days a week, and the shift lasts 8 h (8:00–16:00); during the shift there are two breaks, one for 30 min and one for 10 min;
- Bending and electric welding line—work takes place 7 days a week, and the shift lasts 12 h (8:00–20:00); there are four breaks during the shift: Two 30-min and two 15-min.
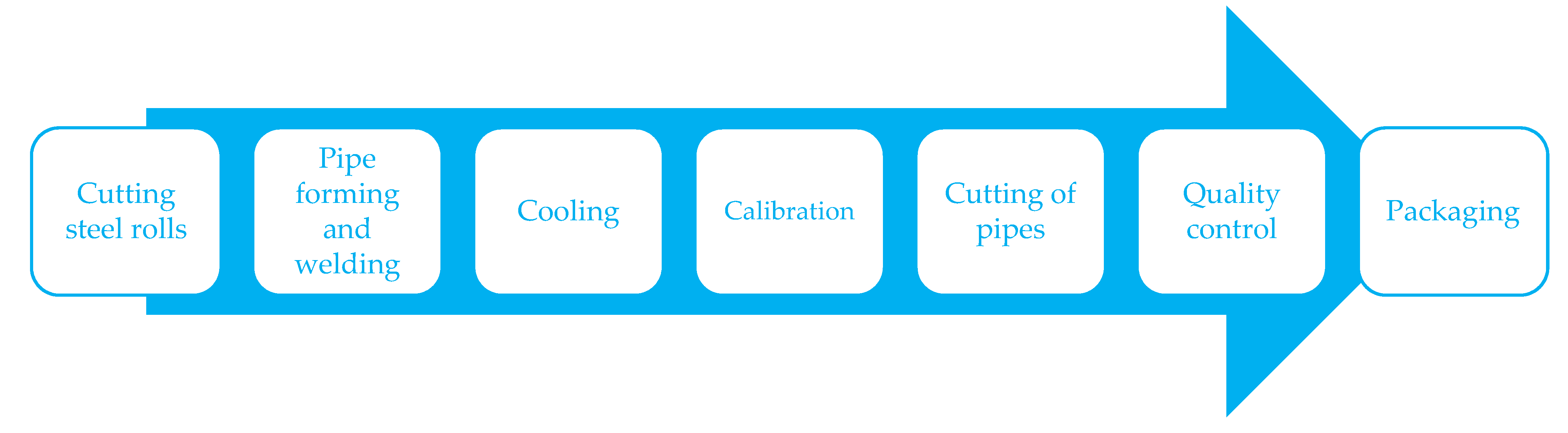
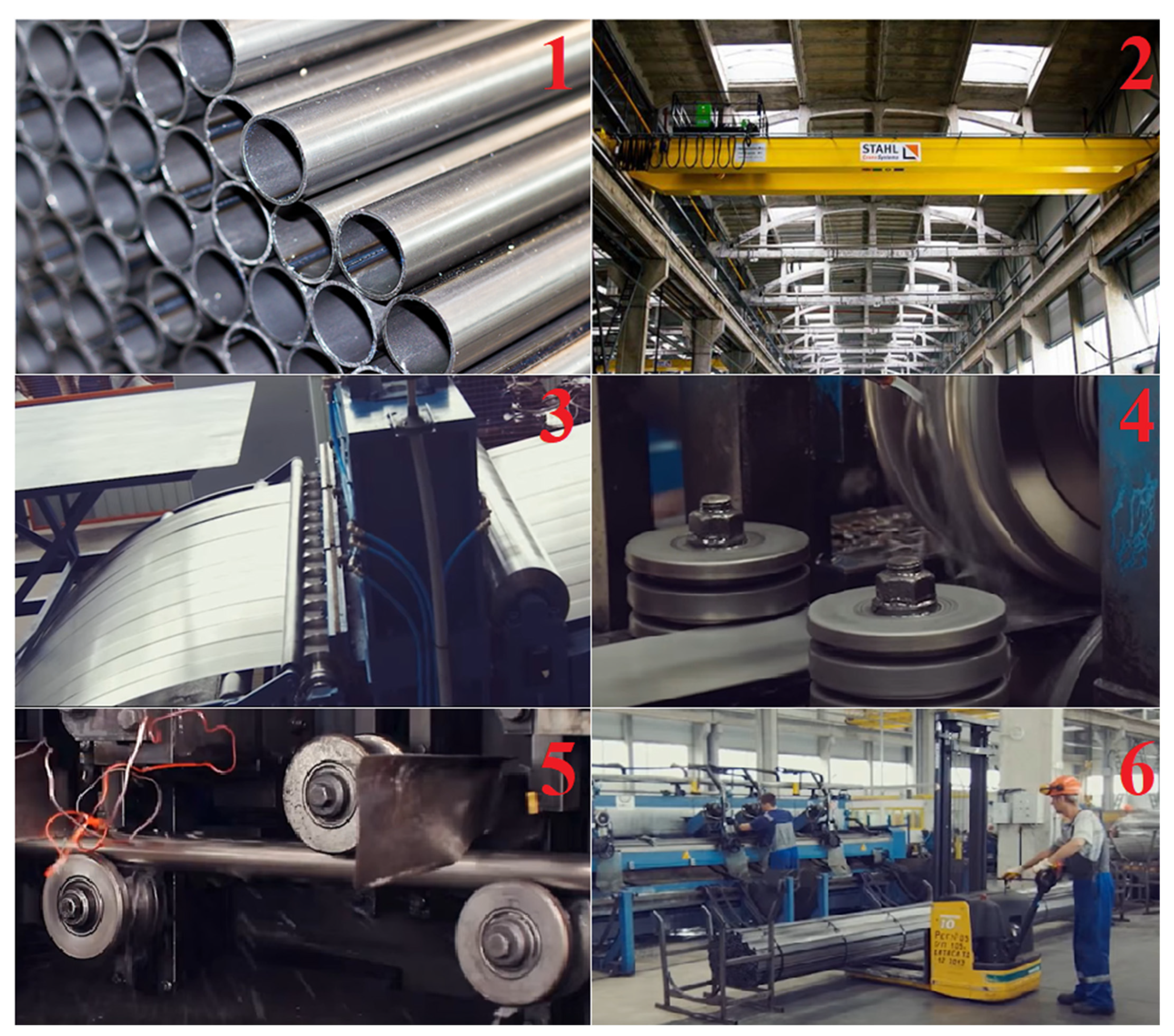
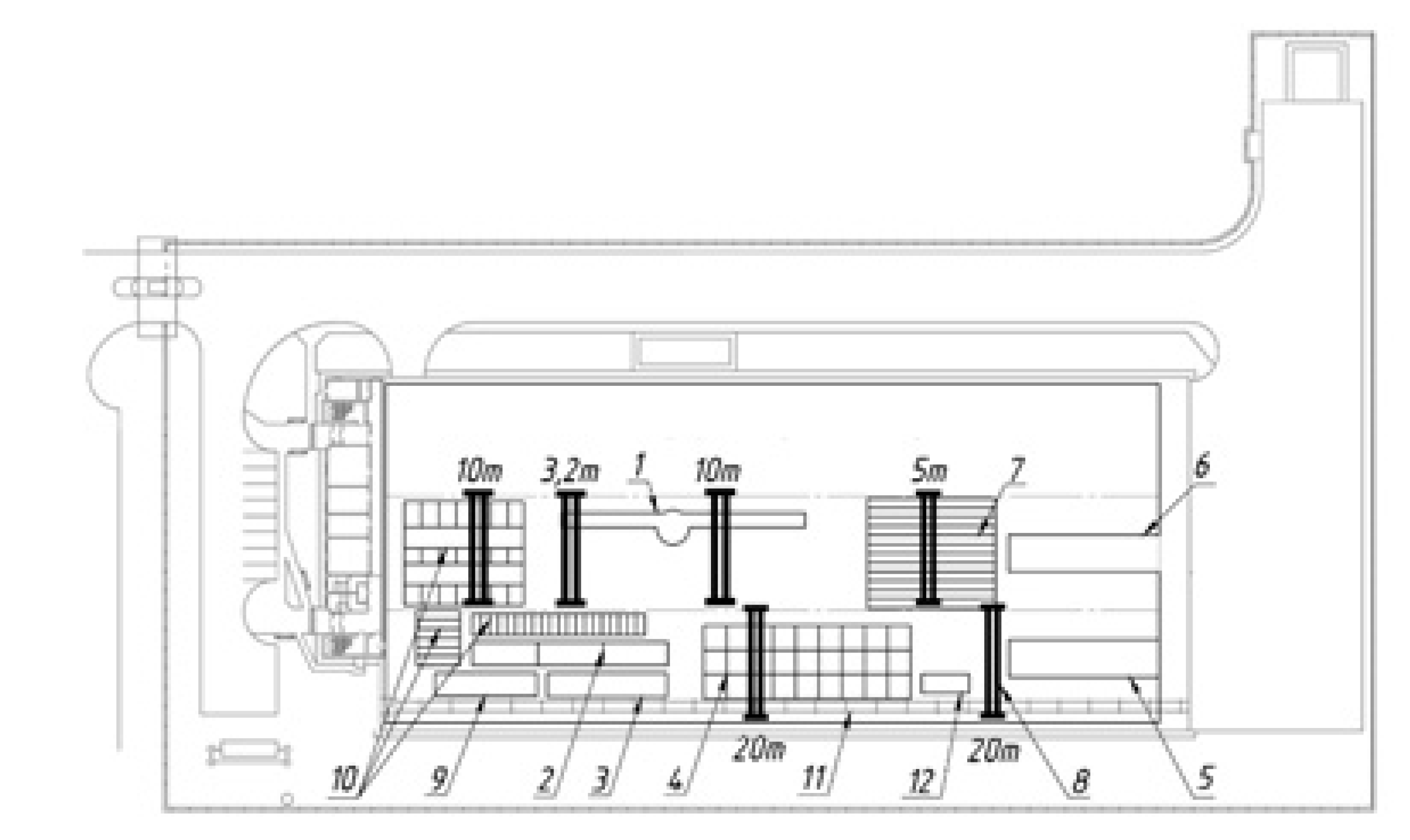
3.2. Description of the Production Process
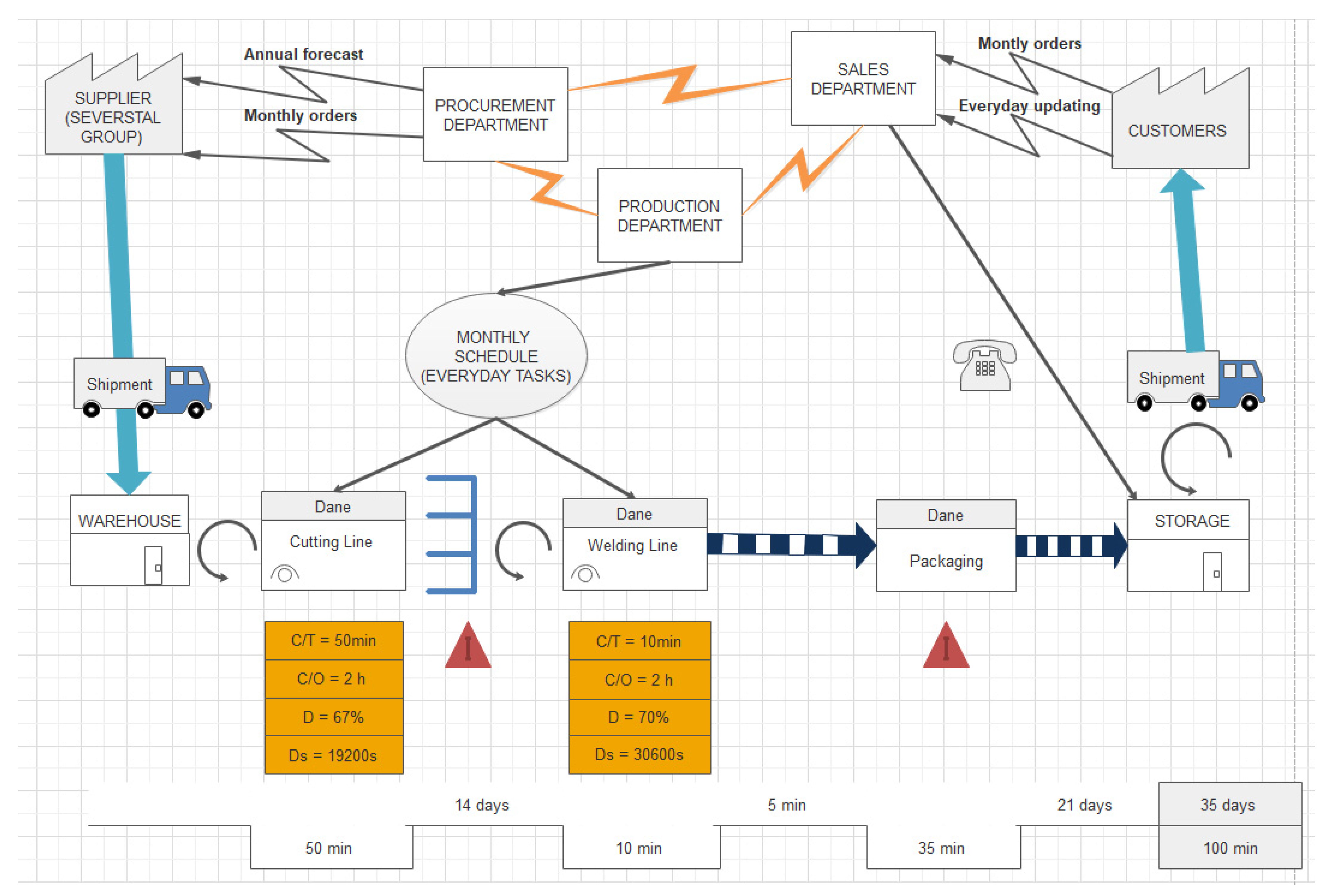
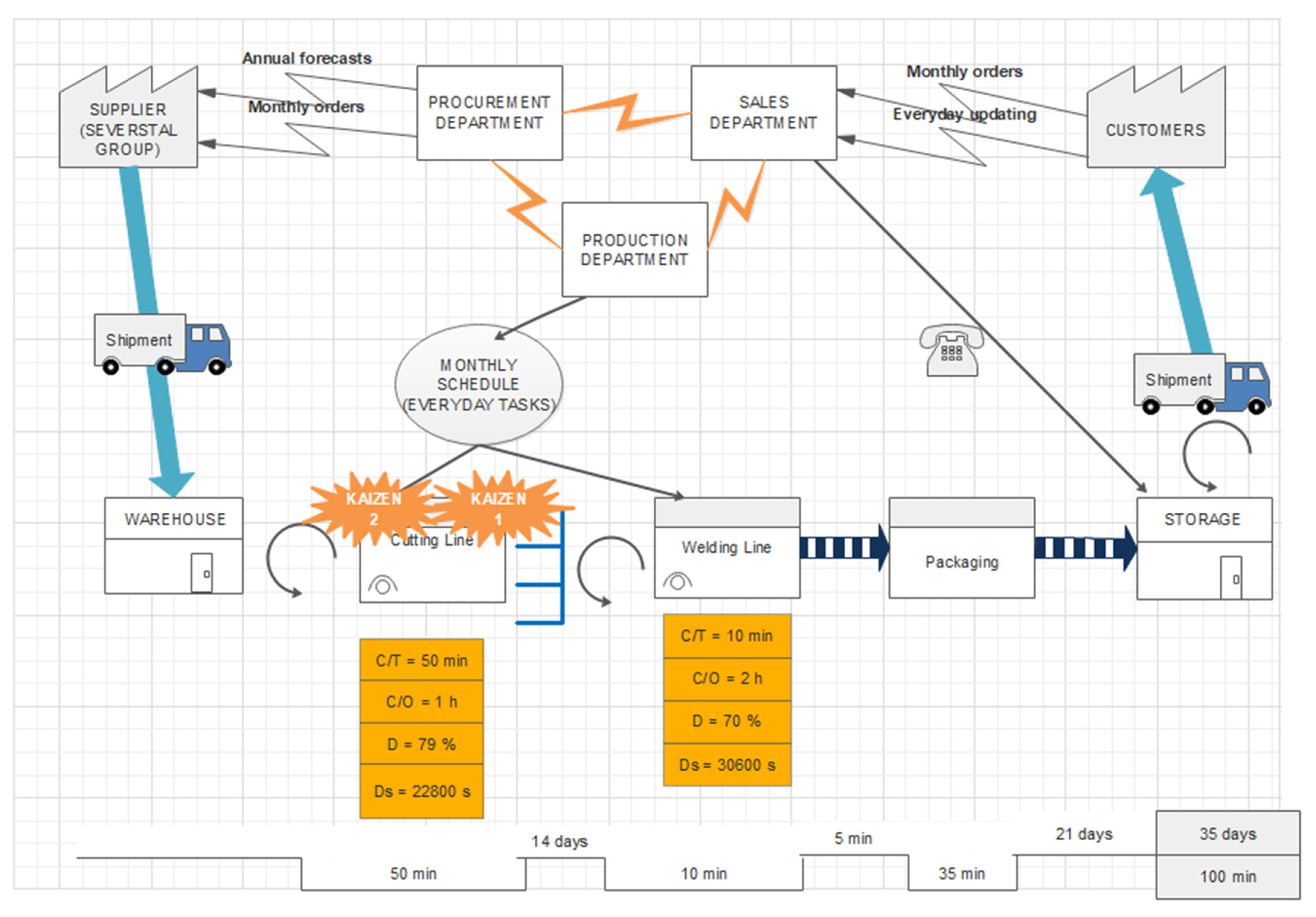
3.3. Mapping the Current State in the Steel Pipe Manufacturing System
- C/T is the operation time;
- C/O—changeover time;
- D—availability in percent, taking into account retooling;
- Ds—available time.
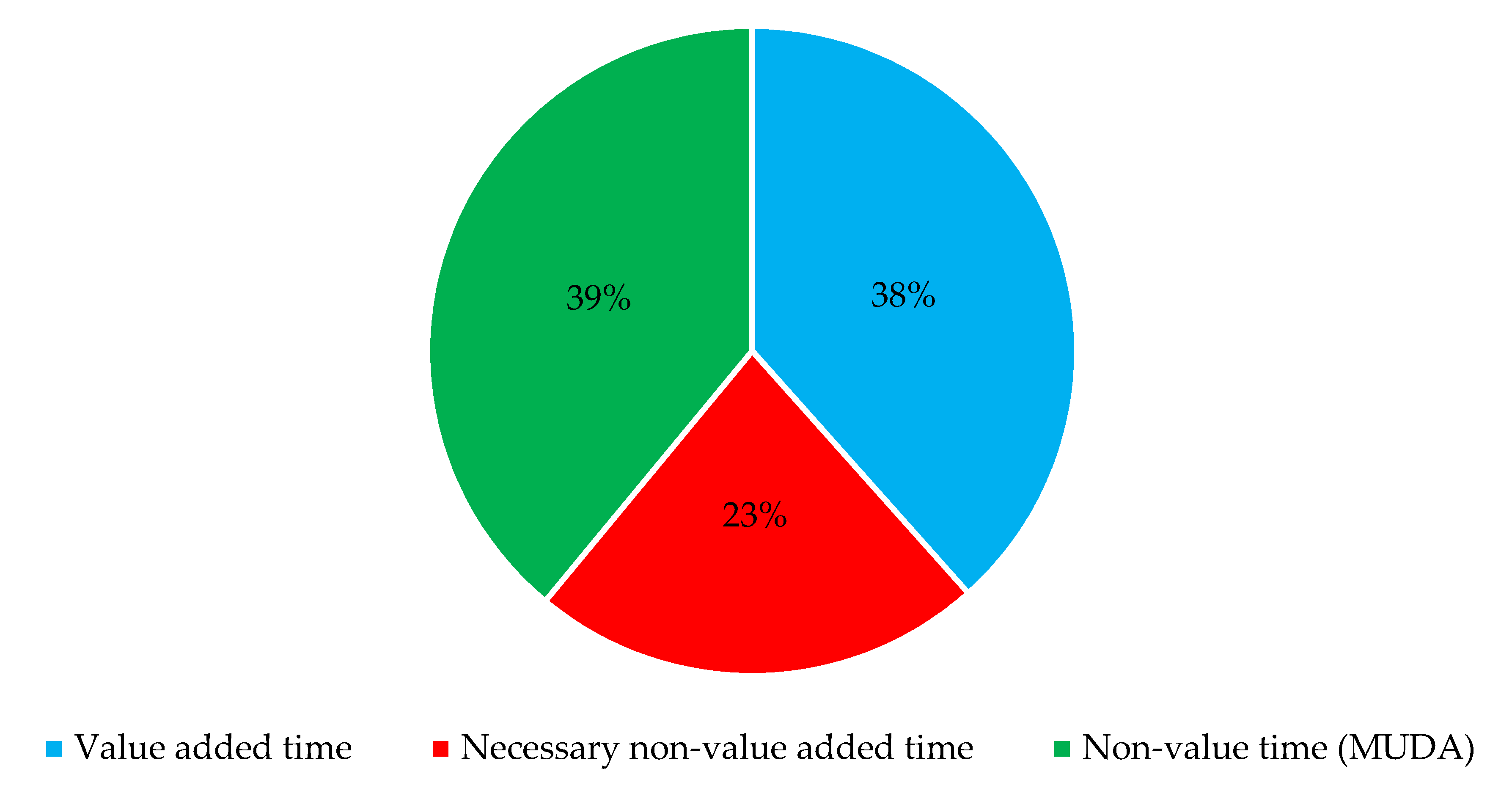
- Non-value Added—observed activities that do not create added value of the product, such as idleness, conversation between operators on the slitting line;
- Necessary Non-Value Added—activities that do not directly create added value, but are necessary from the point of view of the continuity of the production process, such as checking the width of a steel roll, entering data into the workflow report, segregating the generated waste or cleaning;
- Value Added—activities that add value to the final product, which contribute to its direct transformation and give it features for which the customer is potentially willing to pay, for example fixing the roll on the decoiler, marking each roll of stripper, setting the production line, etc.
3.4. Future State Map and Proposed Improvements
3.4.1. Future State Map
3.4.2. Kaizen 1—An Improvement under SMED
3.4.3. Kaizen 2—Streamlining the Packing Operation on the Slitting Line
4. Financial and Effectiveness Analysis of the Proposed Solutions
4.1. Purchase of a Replaceable Section of the Line on Which Retooling Takes Place
- Tc—cost of producing cut skew rolls per month;
- R—the cost of labor;
- M—the cost of steel rolls;
- Nr—number of steel rolls (daily);
- E—energy cost;
- N—number of shifts in a month;
- Nm—the number of rolls produced during the month;
- K—unit cost.
4.2. The Use of Polypropylene Tape for Packaging
4.3. Purchase of a Replaceable Section of the Line on Which Retooling Takes Place
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hidalgo Martins, G.; Gechele Cleto, M. Value stream mapping and earned value analysis: A case study in the paper packaging industry in Brazil. Braz. J. Oper. Prod. Manag. 2016, 13, 360. [Google Scholar] [CrossRef]
- Stadnicka, D.; Litwin, P. Value Stream Mapping and System Dynamics Integration for Manufacturing Line Modelling and Analysis. Int. J. Prod. Econ. 2019, 208, 400–411. [Google Scholar] [CrossRef]
- Jeong, B.K.; Yoon, T.E. Improving IT Process Management through Value Stream Mapping Approach: A Case Study. JISTEM 2016, 13. [Google Scholar] [CrossRef]
- Chiarini, A. Sustainable Manufacturing-Greening Processes Using Specific Lean Production Tools: An Empirical Observation from European Motorcycle Component Manufacturers. J. Clean. Prod. 2014, 85, 226–233. [Google Scholar] [CrossRef]
- Gurumurthy, A.; Kodali, R. Design of Lean Manufacturing Systems Using Value Stream Mapping with Simulation: A Case Study. J. Manuf. Technol. Manag. 2011, 22, 444–473. [Google Scholar] [CrossRef]
- Zahraee, S.M.; Tolooie, A.; Abrishami, S.J.; Shiwakoti, N.; Stasinopoulos, P. Lean Manufacturing Analysis of a Heater Industry Based on Value Stream Mapping and Computer Simulation. Procedia Manuf. 2020, 51, 1379–1386. [Google Scholar] [CrossRef]
- Florescu, A.; Barabaş, B. Integrating the Lean Concept in Sustainable Manufacturing Development. IOP Conf. Ser. Mater. Sci. Eng. 2018, 399, 012018. [Google Scholar] [CrossRef]
- Schoeman, Y.; Oberholster, P.; Somerset, V. Value Stream Mapping as a Supporting Management Tool to Identify the Flow of Industrial Waste: A Case Study. Sustainability 2020, 13, 91. [Google Scholar] [CrossRef]
- Salwin, M.; Kraslawski, A.; Lipiak, J.; Gołębiewski, D.; Andrzejewski, M. Product-Service System Business Model for Printing Houses. J. Clean. Prod. 2020, 274, 122939. [Google Scholar] [CrossRef]
- Salwin, M.; Kraslawski, A.; Lipiak, J. State-of-the-Art in Product-Service System Design. In The 10th International Conference on Engineering, Project, and Production Management; Panuwatwanich, K., Ko, C.-H., Eds.; Lecture Notes in Mechanical Engineering; Springer: Singapore, 2020; pp. 645–658. ISBN 9789811519093. [Google Scholar]
- Salwin, M.; Kraslawski, A. State-of-the-Art in Product-Service System Classification. In Advances in Design, Simulation and Manufacturing III; Ivanov, V., Trojanowska, J., Pavlenko, I., Zajac, J., Peraković, D., Eds.; Lecture Notes in Mechanical Engineering; Springer International Publishing: Cham, Switzerland, 2020; pp. 187–200. ISBN 978-3-030-50793-0. [Google Scholar]
- Lipiak, J.; Salwin, M. The Improvement of Sustainability with Reference to the Printing Industry—Case Study. In Advances in Manufacturing II; Hamrol, A., Grabowska, M., Maletic, D., Woll, R., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 254–266. ISBN 978-3-030-17268-8. [Google Scholar]
- Lipiak, J.; Salwin, M. Improvement of the Warehouse Functioning: A Study Based on an Enterprise in the Printing Industry. In Advanced Manufacturing Processes II; Tonkonogyi, V., Ivanov, V., Trojanowska, J., Oborskyi, G., Grabchenko, A., Pavlenko, I., Edl, M., Kuric, I., Dasic, P., Eds.; Lecture Notes in Mechanical Engineering; Springer International Publishing: Cham, Switzerland, 2021; pp. 61–71. ISBN 978-3-030-68013-8. [Google Scholar]
- Chen, J.C.; Li, Y.; Shady, B.D. From Value Stream Mapping toward a Lean/Sigma Continuous Improvement Process: An Industrial Case Study. Int. J. Prod. Res. 2010, 48, 1069–1086. [Google Scholar] [CrossRef]
- Ramirez-Peña, M.; Mayuet, P.F.; Vazquez-Martinez, J.M.; Batista, M. Sustainability in the Aerospace, Naval, and Automotive Supply Chain 4.0: Descriptive Review. Materials 2020, 13, 5625. [Google Scholar] [CrossRef] [PubMed]
- Lacerda, A.P.; Xambre, A.R.; Alvelos, H.M. Applying Value Stream Mapping to Eliminate Waste: A Case Study of an Original Equipment Manufacturer for the Automotive Industry. Int. J. Prod. Res. 2016, 54, 1708–1720. [Google Scholar] [CrossRef]
- Parthanadee, P.; Buddhakulsomsiri, J. Production Efficiency Improvement in Batch Production System Using Value Stream Mapping and Simulation: A Case Study of the Roasted and Ground Coffee Industry. Prod. Plan. Control 2014, 25, 425–446. [Google Scholar] [CrossRef]
- Andrade, P.F.; Pereira, V.G.; Del Conte, E.G. Value Stream Mapping and Lean Simulation: A Case Study in Automotive Company. Int. J. Adv. Manuf. Technol. 2016, 85, 547–555. [Google Scholar] [CrossRef]
- Settanni, E.; Thenent, N.E.; Newnes, L.B.; Parry, G.; Goh, Y.M. Mapping a Product-Service-System Delivering Defence Avionics Availability. Int. J. Prod. Econ. 2017, 186, 21–32. [Google Scholar] [CrossRef]
- World Steel Association Economics Committee. Steel Statistical Yearbook 2020; World Steel Association Economics Committee: Brussels, Belgium, 2020. [Google Scholar]
- World Steel Association Economics Committee. Steel Statistical Yearbook 2019; World Steel Association Economics Committee: Brussels, Belgium, 2019. [Google Scholar]
- World Steel Association Economics Committee. Steel Statistical Yearbook 2018; World Steel Association Economics Committee: Brussels, Belgium, 2018. [Google Scholar]
- World Steel Association Economics Committee. Steel Statistical Yearbook 2017; World Steel Association Economics Committee: Brussels, Belgium, 2017. [Google Scholar]
- World Steel Association Economics Committee. Steel Statistical Yearbook 2016; World Steel Association Economics Committee: Brussels, Belgium, 2016. [Google Scholar]
- World Steel Association Economics Committee. Steel Statistical Yearbook 2015; World Steel Association Economics Committee: Brussels, Belgium, 2015. [Google Scholar]
- Huang, F.; Chen, Q.; Ding, H.; Wang, Y.; Mou, X.; Chen, J. Automotive Steel with a High Product of Strength and Elongation Used for Cold and Hot Forming Simultaneously. Materials 2021, 14, 1121. [Google Scholar] [CrossRef] [PubMed]
- Balbuena, J.; Sánchez, L.; Cruz-Yusta, M. Use of Steel Industry Wastes for the Preparation of Self-Cleaning Mortars. Materials 2019, 12, 621. [Google Scholar] [CrossRef] [PubMed]
- Knezović, N.; Garašić, I.; Jurić, I. Influence of the Interlayer Temperature on Structure and Properties of Wire and Arc Additive Manufactured Duplex Stainless Steel Product. Materials 2020, 13, 5795. [Google Scholar] [CrossRef] [PubMed]
- Forno, A.J.D.; Pereira, F.A.; Forcellini, F.A.; Kipper, L.M. Value Stream Mapping: A Study about the Problems and Challenges Found in the Literature from the Past 15 Years about Application of Lean Tools. Int. J. Adv. Manuf. Technol. 2014, 72, 779–790. [Google Scholar] [CrossRef]
- Dadashnejad, A.-A.; Valmohammadi, C. Investigating the Effect of Value Stream Mapping on Overall Equipment Effectiveness: A Case Study. Total Qual. Manag. Bus. Excell. 2019, 30, 466–482. [Google Scholar] [CrossRef]
- Costa, A.; Henriques, E.; Domingues, M.; Peças, P. Value Stream Mapping Application on Mould Making Industry: Results and Discussion. In Advances in Sustainable and Competitive Manufacturing Systems; Azevedo, A., Ed.; Lecture Notes in Mechanical Engineering; Springer International Publishing: Heidelberg, Germany, 2013; pp. 1565–1577. ISBN 978-3-319-00556-0. [Google Scholar]
- Luna, L.B.; Klökner, P.E.D.; Ferreira, J.C.E. Applying Value Stream Mapping to Identify and Evaluate Waste in a Company of the Ceramic Sector. In Advances in Sustainable and Competitive Manufacturing Systems; Azevedo, A., Ed.; Lecture Notes in Mechanical Engineering; Springer International Publishing: Heidelberg, Germany, 2013; pp. 1515–1525. ISBN 978-3-319-00556-0. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 2009 | 2010 | 2011 | 2012 | 2014 | 2015 | 2016 | 2017 | 2018 | 2019 | |
|---|---|---|---|---|---|---|---|---|---|---|
| Total world | 1,238,749 | 1,433,432 | 1,538,021 | 1,560,444 | 1,650,423 | 1,671,128 | 1,621,537 | 1,629,096 | 1,732,171 | 1,816,611 |
| China | 577,070 | 638,743 | 701,968 | 731,040 | 822,000 | 822,306 | 803,825 | 807,609 | 870,855 | 928,264 |
| Japan | 87,534 | 109,599 | 107,601 | 107,232 | 110,595 | 110,666 | 105,134 | 104,775 | 104,661 | 104,319 |
| United States | 59,384 | 80,495 | 86,398 | 88,695 | 86,878 | 88,174 | 78,845 | 78,475 | 81,612 | 86,607 |
| India | 63,527 | 68,976 | 73,471 | 77,264 | 81,299 | 87,292 | 89,026 | 95,477 | 101,455 | 109,272 |
| Russia | 60,011 | 66,942 | 68,852 | 70,209 | 69,008 | 71,461 | 70,898 | 70,453 | 71,491 | 72,042 |
| South Korea | 48,572 | 58,914 | 68,519 | 69,073 | 66,061 | 71,543 | 69,670 | 68,576 | 71,030 | 72,464 |
| Germany | 32,670 | 43,830 | 44,284 | 42,661 | 42,645 | 42,943 | 42,676 | 42,080 | 43,297 | 42,435 |
| Brazil | 26,506 | 32,948 | 35,220 | 34,524 | 34,163 | 33,897 | 33,258 | 31,642 | 34,778 | 35,407 |
| Turkey | 25,304 | 29,143 | 34,107 | 35,885 | 34,654 | 34,035 | 31,517 | 33,163 | 37,524 | 37,312 |
| Italy | 19,848 | 25,750 | 28,735 | 27,252 | 24,093 | 23,714 | 22,018 | 23,373 | 24,068 | 24,532 |
| Spain | 14,358 | 16,343 | 15,504 | 13,639 | 14,252 | 14,249 | 14,845 | 13,616 | 14,441 | 14,320 |
| France | 12,840 | 15,414 | 15,780 | 15,609 | 15,685 | 16,143 | 14,984 | 14,413 | 15,505 | 15,387 |
| Great Britain | 10,074 | 9708 | 9478 | 9579 | 11,858 | 12,033 | 10,907 | 7635 | 7491 | 7268 |
| Belarus | 2417 | 2530 | 2614 | 2687 | 2245 | 2513 | 2510 | 2188 | 2343 | 2470 |
| Poland | 7128 | 7993 | 8779 | 8366 | 7950 | 8558 | 9198 | 9001 | 10,332 | 10,167 |
| Ukraine | 29,855 | 33,432 | 35,332 | 32,975 | 32,771 | 27,170 | 22,968 | 24,218 | 21,417 | 21,100 |
| Lean Metrics—Initial State | Cutting Line | Welding Line |
|---|---|---|
| Number of Operators | 2 | 4 |
| Cycle Time | 50 min | 15 min |
| Operation Time | 20 min | 10 min |
| Value Added Time + Necessary Non-value added time | 30.5 min | 95% = 13.75 min |
| Before Implementing an Improvement | After Implementing an Improvement | |
|---|---|---|
| R | 4800 EUR | 4800 EUR |
| Nr | 6 | 7 (improvement allows you to cut one additional roll) |
| M | 13,800 EUR | 16,100 EUR |
| N | 20 shifts | 20 shifts |
| E | 3000 EUR | 3000 EUR |
| Tc | 283,800 EUR | 329,800 EUR |
| Nm | 120 rolls | 140 rolls |
| K | 2365 EUR | 2356 EUR |
| Annual difference | 15,120 EUR | |
| Before Implementing an Improvement | After Implementing an Improvement | |
|---|---|---|
| Amount of polypropylene tape used (per month) | 5000 m | 2621 m |
| Total cost of purchasing the tape (per month) | 1500 EUR | 786 EUR |
| Unit cost of packing one steel roll | 12.5 EUR | 65.5 EUR |
| Cost of the annual purchase of polypropylene tape | 18,000 EUR | 9432 EUR |
| Annual difference | 8568 EUR | |
| Lean Metrics | Before Implementing an Improvement | After Implementing an Improvement | ||
|---|---|---|---|---|
| Cutting Line | Welding Line | Cutting Line | Welding Line | |
| Number of Operators | 2 | 4 | 2 | 4 |
| Cycle Time | 50 min | 15 min | 50 min | 15 min |
| Operation Time | 20 min | 10 min | 20 min | 10 min |
| Changeover Time (per shift) | 2 h | 2 h | 1 h | 2 h |
| Value Added Time + Necessary Non-value added time | 61% = 30.5 min | 95% = 13.75 min | 80% = 40 min | 95% = 13.75 min |
| Lean Metrics—Initial State | Before Implementing an Improvement | After Implementing an Improvement | |
|---|---|---|---|
| Availability | Minutes | Minutes | |
| A. | Total working time | 2400 | 2400 |
| B. | Planned breaks (breaks, planned inspections) | 200 | 200 |
| C. | Planned production time (C = A − B) | 2200 | 2200 |
| D. | Unplanned interruptions (D = E + F + G) including: | 600 | 300 |
| E. | Breakdowns | 0 | 0 |
| F. | Settings and adjustments | 600 | 300 |
| G. | Other | 0 | 0 |
| H. | Operating time (H = C − D) | 1600 | 1900 |
| I. | Availability (I = H/C·100) | 72.73% | 86.36% |
| Performance | |||
| J. | Produced details (good and bad) | 30 pieces | 35 pieces |
| K. | Cycle time | 50 min | 50 min |
| L. | Average cycle time (L = H/J) achieved | 53.33 min | 54.29 min |
| M. | Performance (M = ((J·K)/H)·100) | 93.75% | 92.12% |
| Quality | |||
| N. | Number of defectives | 1 piece | 0 piece |
| O. | Quality (O = (J − N)/J·100) | 96.67% | 100% |
| Overall Equipment Effectiveness | |||
| P. | OEE (P = I·M·O) | 65.91% | 79.55% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salwin, M.; Jacyna-Gołda, I.; Bańka, M.; Varanchuk, D.; Gavina, A. Using Value Stream Mapping to Eliminate Waste: A Case Study of a Steel Pipe Manufacturer. Energies 2021, 14, 3527. https://doi.org/10.3390/en14123527
Salwin M, Jacyna-Gołda I, Bańka M, Varanchuk D, Gavina A. Using Value Stream Mapping to Eliminate Waste: A Case Study of a Steel Pipe Manufacturer. Energies. 2021; 14(12):3527. https://doi.org/10.3390/en14123527
Chicago/Turabian StyleSalwin, Mariusz, Ilona Jacyna-Gołda, Michał Bańka, Dari Varanchuk, and Anna Gavina. 2021. "Using Value Stream Mapping to Eliminate Waste: A Case Study of a Steel Pipe Manufacturer" Energies 14, no. 12: 3527. https://doi.org/10.3390/en14123527
APA StyleSalwin, M., Jacyna-Gołda, I., Bańka, M., Varanchuk, D., & Gavina, A. (2021). Using Value Stream Mapping to Eliminate Waste: A Case Study of a Steel Pipe Manufacturer. Energies, 14(12), 3527. https://doi.org/10.3390/en14123527