Abstract
Helium is the second most abundant element in the Universe after hydrogen. Considerable resources of helium-3 isotope (He3) are located mostly outside the Earth. He3 is very important for science and industry, especially for airport neutron detectors, lung tomography and helium dilution refrigerators. Besides, global warming is forcing the industry and governments to search for alternative energy sources, and He3 has the potential to be used as fuel in future nuclear fusion power plants. Unfortunately, the price of gaseous He3 has recently increased from $200 per liter to over $2750. The expected further increase in price and demands led us to present an analysis of the economic profitability for He3 separation process, which utilizes the properties of superfluid helium. This paper shows the arguments supporting the idea that extraction from natural sources is the only economically viable way of obtaining He3 isotope nowadays. The method could be relatively easily implemented into the production cycles of the low temperature natural gas purification plant.
1. Introduction
The global market suffers heavy shortages in the supply of helium isotope—He3 [1,2]. Currently, the main sources of He3 are stores of radioactive products, including nuclear weapons. The worldwide trend of limiting the arsenals of these weapons is one of the main reasons why it is difficult to expect an increase in the He3 supply. Simultaneously, the demand constantly increases, due to the growing threat of terrorist attacks. Currently, almost 85% of He3 is being used in fissile material neutron detectors. On top of that, He3 isotope might become even more important with the advent of nuclear fusion. Thus, the attempts to acquire He3 from various sources intensified and this paper tries to answer the question of profitability of acquiring the isotope from natural gas deposits.
1.1. Sources of He3
There are multiple natural sources containing He3 isotope. It is well documented that some volcanoes can emit gases containing helium in which the He3 concentration is as high as 14 and 30 ppm [3], as are some young basalt rocks. [4]. Unfortunately, these sources are very difficult to exploit. Some study indicates a low He3 content in the air. On the sea level, its concentration in the atmosphere equals 7.27 ± 0.20 parts per trillion volume [5]. However, studies already carried out in the 1940s and 1950s presented that obtaining He3 by thermodiffusion from air is unprofitable [6]. He3 may also be acquired from helium extracted from natural gas. In this case, the separation process must be carried out at very low temperatures, usually below 2.18 K. World helium production in 2014 was around 20,000 tonnes per year with the average He3 concentration of 0.2 ppm—this could have resulted in around 2 kg He3 per year. The global He3 production from the decay of tritium is around 20 kg [7]. Additionally, new sources of helium are constantly being discovered, e.g., in Australia, New Zealand [8,9].
The nearest source of extraterrestrial He3 is on the surface of the Moon. Samples of lunar rocks and dust containing He3 were brought to Earth by the Apollo missions (11, 12, 14, 15, 16, 17) and the Russian probe Luna 16. The measured concentration of helium isotope did not exceed 20 ppb (Table 1). However, some analyses indicate that in permanently shadowed areas the concentration may exceed 50 ppb [10].

Table 1.
Areas of He3 occurrence on the moon [11].
In 2014 the potential costs of Moon exploitation were presented at the conference in Moscow [12]. Depending on the scale of He3 extraction, costs would range from 7.7 billion euro (assuming transport of isotope needed for 0.1% of the world’s annual energy consumption) to 140 billion euro a year (assuming transport of isotope needed for 1% of the world’s annual energy consumption). According to [12], NASA’s cost of one kilo sent to Earth orbit was assumed to $21,268 and the cost of return from the moon’s surface estimated as between $10,000 and $28,000 per kilo. These estimates cover only the main components of the Moon operation costs and are very incomplete but are enough to expose the unprofitability of such projects. However, the current commercialization of spaceflight may cause sufficient cost reductions in the future.
1.2. He3 Shortage and Perspectives
For many years there has been a He3 shortage due to increasing demand and declining supply for it [1,2]. The current industrial consumption of this isotope in the USA is about 60,000 L (8 kg) per year (2014) and the market is highly regulated by US Department of Energy [13]. Consequently, in the last decade, the He3 isotope market has experienced strong fluctuations (see Table 2), sometimes reaching prices as high as $2.750 per liter [14] or 2.200 euro (price in 2020—private information from CHEMGAS corporation). The estimated price is for pure He3. He3 is always contaminated to some extent and its price does not depend on the degree of purity.
Table 2.
Allocated Helium-3 prices per liter (in dollar) [15].
One of the main reasons for this situation was the terrorist attack of 11 September 2001. It resulted in the large increase in orders for neutron detectors because of the He3 isotope sensitivity to radioactive materials. The reason that may generate demand in the future is global warming and the associated demand for carbon dioxide emission-free energy sources, in particular the fusion of deuterium and He3. Both isotopes appear to be potentially very attractive as nuclear fusion fuel because no neutrons are generated in the reaction and the process is highly energy efficient [16]. Currently, almost all of the liquid He3 used in the industry comes from the decay of man-made tritium. Tritium is a radioactive isotope of hydrogen that decays beta with a 12.3-year half-life to He3 [17]. Tritium is an essential component for the construction of nuclear weapons but its production has been significantly reduced after the end of the Cold War. In addition to the decay of tritium, one of the most important methods of obtaining He3 could be to separate this isotope from the liquid mixture of He4 and He3 using processes based on low temperature entropic filtration or rectification. Both methods become cost-effective if they are performed directly in the helium extraction plant [1,18].
As we showed in Section 1.1, He3 sources are limited because they are either unavailable or economically unprofitable. The low supply of He3 and growing demand prompted us to analyze the economic profitability of obtaining it from natural gas, especially since the production of liquid helium from natural gas has increased significantly in recent years [19,20]. These are untapped resources of this valuable isotope.
Since industrial installations that purify natural gas often also liquefy helium, in the next sections we will discuss the method of He3 separation using the superfluidity of He4, which can be adapted in the gas production process along with a discussion of the cost-effectiveness of this process.
2. Liquid Helium Losses in the Superfluid Filtration Process of He3
The experimental setup for testing the effectiveness of He3 filtering with an entropic filter is illustrated in Figure 1.
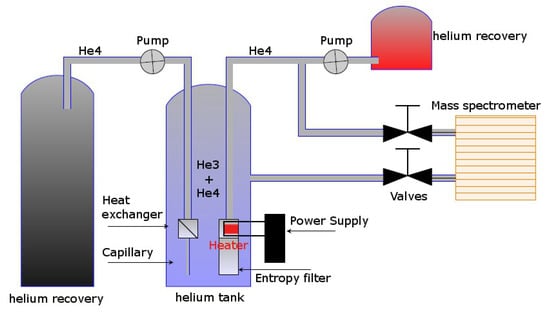
Figure 1.
Diagram of the system for testing the effectiveness of entropy filters.
The entropy filter should work in a low temperature region, below lambda transition (2.18 K), where the osmotic-like pressure generated by the heater is an efficient driving force. Multiple measurements of the He3 concentration before and behind the filter using a mass spectrometer allow for the determination of the efficiency of the filter itself. A more detailed description can be found in our previous work [21,22]. Our experimental system consists of a 25 L He3/He4 tank, with a capillary heat exchanger [23], two pumps needed for filtration and temperature reduction and a mass spectrometer. The system prepared in this way was subjected to a cooling process.
The economics of the filtration process is strongly related to the helium losses generated during the experiment due to the heat input from the environment. It was found that the helium losses during the transferring liquid helium to the tank of temperature close to the liquid nitrogen (77 K) ranged from about 44 to 65%, as it is shown in the Table 3. Fluctuations in the losses were related to the temperature obtained during the system cooling with liquid nitrogen.
Table 3.
Loss of helium when transferring liquid helium from 100 L helium tank to a 25 L helium tank (own analysis, based on experimental data, which shows the difference between liquid helium transferred from a 100 L helium tank (T = 4.2 K) to a 25 L helium tank).
The process of transferring liquid helium from a 100 L helium tank to a 25 L helium tank was carried out with the helium recovery. The end of the liquid helium transfer took place when the tared weight indicated an increase in the tank weight by about 3–3.5 kg. Liquid helium losses in the process of cooling from 4.2 K to 2.18 K () are shown in Table 4. Approximately 1/3 of the initial mass was used in this process. The achieved concentration of He3 is influenced by both the adequately low (lower than ) filtration temperature and the efficiency of the filter itself.
Table 4.
Loss of helium when cooling to for various experiments (own analysis, based on experimental data, which shows the difference between the initial mass and the final mass during the experiment).
3. Minimal Work of Separation Gases
Membrane filtration methods make use of the difference in permeability of gas mixture components through a membrane with small pores. Lighter particles with a lower molecular or atomic weight diffuse through the membrane at a higher speed, causing the mixture to separate. However, in industrial processes, such as the separation of oxygen from the air, cryogenic methods are used. Work calculated from the Equation (1) for the oxygen-air separation is 191 kJ/kg. Meanwhile, the real work of oxygen separation is 792 kJ/kg. This relation allows us to estimate the real work of the cryogenic separation process.
Helium production may be achieved by separating a mixture of two gases: He3 and He4. The entropy of a gas mixture is higher than the sum of the entropy of individual components under the same pressure and temperature. The second law of thermodynamics shows that the separation of a gas mixture requires external work. For each gas mixture, the minimum work of its separation can be determined, which is the reference point of the components of the mixture presented in Figure 2.

Figure 2.
Separation of gas mixture using semipermeable membranes: (a) beginning of the process (b) end of the process.
A mixture of gas A and gas B is placed in a closed chamber. Membrane A is permeable to gas A and impermeable to gas B, while membrane B is permeable to gas B and impermeable to gas A. The membrane movement is reversible, i.e., gas temperature and pressure on both sides are the same and remain in balance with the environment. As a result of the membrane movement, gas A will begin to accumulate on the left side and gas B on the right side of the chamber. When the membranes meet, both gases will be completely separated. The total work of separating the two-component mixture can be written by Equation (1) [24]:
where:
- —work on gas A ()
- —work on gas B ()
- R—universal gas constant ()
- T— temperature (K)
- —mole fraction for gas A (%)
- —mole fraction for gas B (%)
- —number of mole for gas A (mole)
- —number of mole for gas B (mole)
The work of separation is calculated for the ambient temperature 300 K. Possible phase transitions are omitted in this approximation. If one mole of the mixture is subject to separation, the formula can be written by Equation (2).
To determine the real energy needed to carry out the process, the minimum work should be increased by irreversible physical effects. The real work has to be multiplied by the cooling factor a and the efficiency of the entropy filter (Equation (3)).
where:
- a—irreversibility factor
- —filter efficiency
Table 5 shows the differences between the work engaged in separating gases and the work needed to liquefy them, together with the losses. The condensation work can be used to determine the a factor. It may be assumed that if the ratio between the minimum and real condensation work for helium is 10, also the ratio of the minimum and real separation work will be about 10. For the problems considered in the article, we assumed that the coefficient a = 10 in Equation (3).
Table 5.
Minimal work () and real work for condensation gases [25].
Using Equation (2), we can calculate the minimum energy values needed to separate the gases. To present the difference between He3 and other gases, see Table 6. These are the minimum energy costs that must be incurred to start the separation process.
Table 6.
Minimal work of separation for gases [25].
The minimal work for obtaining He3 has been calculated based on Equation (2). More detailed results are presented in Table 7. The initial concentration is 0.1 to 10 ppm; therefore, the presented result is for pure He3 as a final concentration.
Table 7.
Minimal work for He3.
The minimal separation work shown in the table should be adjusted by the factor a. As no filter operates with 100% efficiency, the separation work should be multiplied by the efficiency of the filter. The work of any device in which thermodynamic processes can be treated as consisting of two parts: the minimum work necessary to implement an ideal process and the surplus of work resulting from the irreversibility of thermodynamic changes taking place in the device. The amount of extra work exceeding minimum work in cryogenic equipment is relatively high (therefore factor a is needed). The reasons for the difference between the minimum and actual condensation work are the irreversibility of processes, in particular heat transfer, at a finite temperature difference, throttling, force imbalance during expansion and leakage through seals. All these phenomena increase the energy needed over the minimum energy.
4. Cryogenic Separation
The work necessary to liquefy any gas is accompanied by losses: heat exchange, throttling, friction, gas leaks through seals. Besides, heat transfer from the environment to the low-temperature parts of refrigerators reduces the effectiveness of the process and increases the condensation work. Hence, real work will always be increased by the losses [21].
Large condensation costs result from the extremely low operating temperatures of the liquid helium separator. For example—to liquefy 1 kg of the He3–He4 mixture from 300 K to 4.2 K, approximately 941 kJ of heat should be taken. That is, reduce the helium energy level 70–80 times. When the temperature is even lower, e.g., 1.8 K, then the energy differences between the liquid and gas state are even greater (110–130 times). The real work necessary to separate He3 from the liquid He4 consists of three stages (the estimate in Table 5 includes the first stage only):
- the condensation process included temperature range from 300 K to the condensation temperature 4.2 K,
- reduction of the temperature below the lambda phase transition,
- cooling of the superfluid liquid to the separation temperature (1.5–1.8 K).
Lambda conversion work and cooling below 2.18 K represents about 30% to 45% of the first stage of this process. An ideal entropy filter made of porous materials is permeable only to the superfluid fraction (with entropy = 0). At separation temperature, He3 atoms are in the normal state and He4 atoms are mostly in a superfluid state, so only He4 can flow through the entropy filter, while He3 will be stopped by it [22]. The Formula (4) was developed based on the experimental experience; it is empirical evidence discovered by Tisza [26]:
where:
- — density of normal fluid ()
- — density of helium below the lambda phase transition ()
- T — temperature (K)
- — temperature of the lambda phase transition (K)
The consequence of Tisza model is: if the entire mass of superfluid He4 is at the same temperature and the temperature (at a specific point of the helium-filled vessel) is suddenly increased, then the system will react with local excitation of the superfluid helium to the normal one, i.e., the ratio will increase, while the ratio will decrease at the heated point. In this way, local density fluctuation will appear. The liquid will try to restore balance by an inflow of the superfluid component to the place with higher temperature. To preserve mass, there has to be an outflow of the normal component from this point. This formula allowed us to determine the process efficiency in which He4 was completely removed. This is why the cost-effectiveness of cryogenic separation increases when used in an existing helium liquefaction plant for natural gas.
5. Results and Discussion
With the decrease in He3 concentration, there is a sharp increase in the demand for work to be performed to separate He3 from the mixture. Then this work may be converted into electricity costs, considering filter efficiency. This example assumed $0.12 for 1 kWh (average price of electricity in the USA). He3 acquisition becomes profitable when its concentration is at least 5% because then its further enrichment is possible using a dilution refrigerator. An example of He3 separation costs is shown in Figure 3. The Y-axis is the logarithmic scale of the cost of obtaining a 5% dilution He3 in the 1 kg mixture of He3/He4.

Figure 3.
Cost of production He3.
The molar ratio of He3 to He4 in the Earth is small and ranges from to , depending on the source (air, porous rocks, natural gas, etc.) [18]. Economic profitability strongly depends on the concentration of He3 in He4 and a little less on the entropy filter efficiency. With the current price and He3 0.2–0.3 ppm concentration in liquid helium, entropic filters must be very efficient if they are to be considered appropriate for the process. The results for 0 to 1 ppm are presented in Figure 4.

Figure 4.
Cost of production He3 for low sources.
Only a few years ago, when the price of a liter of He3 gas was $200, it was completely unprofitable to get it from natural gas. The present He3 price requires that the filter efficiency be at least 30% at an initial concentration of 0.9 ppm. At the current concentration of 0.2–0.3 ppm in the He3/He4 mixture, the efficiency of entropy filters would have to be at least 80%. If in the future the price of He3 will be increased (from the current $2750 to $12,000), then cryogenic separation could be useful from a concentration of 0.45 ppm and a filter efficiency of 10%.
6. Conclusions
He3 has become a very important isotope for the modern industry as well as future solutions. Due to the current rationing, it is a strategic resource whose price does not exactly match the demand. It is not yet profitable to acquire it from outside the Earth, apart from the unregulated legal issues such as the exploitation of the Moon. Earth’s sources are not very rich in this element. It is not currently profitable to extract it from the air, rocks or water. We show that only the extraction of this isotope from natural gas seems to make sense nowadays.
The cryogenic separation appears to be a step in the right direction. Although the profitability of this process for a concentration of 0.3 ppm is currently at the limit (using the most efficient 90% filters), the future price in He3 will increase and allow for more economically justified extraction. A price increase can also be expected due to the need to explore low-carbon energy sources. Cogeneration of energy during natural gas processing has a chance to reduce the separation costs, similarly to finding gas deposits with a concentration of He3 higher than 0.3 ppm. It also seems important to look for new entropic filters to achieve greater efficiency.
Alternatively to cryogenic separation, the separation of gases at room temperatures should be considered. The cost of such a process, as shown in the analysis presented here, would be at least about ten times lower. Currently, apart from the methods of diffusion through membranes [27,28], we do not know any technology to implement this idea. However, research related to the flow of gases through atomic scales channels may raise some hopes [29,30].
Author Contributions
Conceptualization, J.N., P.B., W.K., Z.T., M.C., J.P., K.C. and A.K.; methodology, J.N., P.B., W.K., Z.T., M.C., J.P., K.C. and A.K.; software, J.N., P.B., W.K., Z.T., M.C. and J.P.; validation, J.N., P.B., W.K., Z.T., M.C., J.P., K.C. and A.K.; formal analysis, J.N., P.B., W.K., Z.T., M.C., J.P., K.C. and A.K.; investigation, J.N., P.B., W.K., Z.T., M.C. and J.P.; resources, K.C. and A.K.; data curation, J.N., P.B. and W.K.; writing–original draft preparation, J.N., P.B., W.K., Z.T., M.C., J.P., K.C. and A.K.; writing–review and editing, J.N., P.B., W.K., Z.T., M.C. and J.P.; supervision, J.N., P.B., W.K., Z.T., M.C. and J.P.; project administration, W.K., M.C. and K.C.; funding acquisition, J.N., P.B., W.K., Z.T., M.C., J.P. and K.C. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by INNOTECH grant number K1/IN1/11/159127/NCBR/12.
Acknowledgments
This work was supported by the grant NCBiR: INNOTECH K1/IN1/11/159127/NCBR/12 and partially by the Wroclaw Technology Park. We also gratefully thank Mr. Tomasz Żuk for the latest information about the installations for extracting helium from natural gas sources.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Shea, D.A.; Morgan, D. The Helium-3 Shortage Supply Demand and Options for Congress; Congressional Research Service: Washington, DC, USA, 2010. Available online: https://www.researchgate.net/publication/285860794 (accessed on 21 November 2020).
- Cho, A. He-3 Shortage Could Put Freeze on Low Temperature Research. Science 2009, 326, 778. [Google Scholar] [CrossRef] [PubMed]
- Wittenberg, L.J. Non-Lunar 3He Resources; Second Wisconsin Symposium on Helium-3 and Fusion Power 19-21; Fusion Technology Institute University of Wisconsin: Madison, WI, USA, 1993. [Google Scholar]
- Tolstikhin, I.N.; Kamensky, I.L.; Marty, B.; Nivin, V.A.; Vetrin, V.R.; Balaganskaya, E.G.; Ikorsky, S.V.; Gannibal, M.A.; Weiss, D.; Verhulst, A.; et al. Rare gas isotopes and parent trace elements in ultrabasic-alkaline-carbonatite complexes, Kola Peninsula: Identification of lower mantle plume component. Geochim. Cosmochim. Acta 2002, 881–901. [Google Scholar] [CrossRef]
- Davidson, T.; Emerson, D.E. Direct determination of the helium 3 content of atmospheric air by mass spectrometry. J. Geophys. Res. 1990, 3565–3569. [Google Scholar] [CrossRef]
- McInteer, B.B.; Aldrich, L.T.; Nier, A. The Thermal Diffusion Constant of Helium and the Separation of He3 by Thermal Diffusion. Phys. Rev. 1947, 510. [Google Scholar] [CrossRef]
- Mohr, S.; Ward, J. Helium Producion and Possible Projection. Minerals 2014, 4, 130–144. [Google Scholar] [CrossRef]
- Hulson, J.; Hilton, R.; Kaplan, R. Helium and carbon isotope systematics of natural gases from Taranaki Basin, New Zealand. Appl. Geochem. 2001, 16, 419–436. [Google Scholar] [CrossRef]
- Boreham, C.; Edwards, D.; Poreda, R.; Darrah, T.; Zhu, R.; Grosjean, E.; Main, P.; Waltenberg, K.; Henson, P. Helium in the Australian liquefied natural gas economy. APPEA J. 2018, 58, 209–237. [Google Scholar] [CrossRef]
- Cocks, F. 3He in permanently shadowed lunar polar surfaces. Icarus 2009, 206, 778–779. [Google Scholar] [CrossRef]
- Johnson, J.R.; Swindle, T.D.; Lucey, P.G. Estimated solar wind-implanted helium-3 distribution on the Moon. Geophys. Res. Lett. 1999, 26, 385–388. [Google Scholar] [CrossRef]
- Kleinschneider, A.; van Overstraeten, D. Feasibility of lunar Helium-3 mining. 40th COSPAR Scientific Assembly. Moscow, Russia, Abstract. 2014. Available online: https://ui.adsabs.harvard.edu/abs/2014cosp...40E1515K/abstract (accessed on 21 November 2020).
- Johnson, R.; Abrams, R.; Cummings, M.; Muons, T. Production and Collection of He-3 and Other Valuable Isotopes using Mu*STAR. In Proceedings of the 9th International Particle Accelerator Conference, Vancouver, BC, Canada, 29 April–4 May 2018; pp. 527–529. [Google Scholar] [CrossRef]
- Slocum, A.C. Defining the Helium-3 Industry for Private Sector; Arizona Oil and Gas Inc.: Eastborough, KS, USA, 2016. [Google Scholar]
- Government, U.S. Managing Critical Isotopes: DOE’s Isotope Program needs Better Planning for Setting Prices and Managing Production Risks: Report to Congressional Requesters; U. S. Government Accountability Office: Washington, DC, USA, 2013.
- Ball, J. Maximizing specific energy by breeding deuterium. Nucl. Fusion 2019, 59. [Google Scholar] [CrossRef]
- Lucas, L.L.; Unterweger, M.P. Comprehensive Review and Critical Evaluation of the Half-Life of Tritium. J. Res. Natl. Inst. Stand. Technol. 2000, 105, 541–549. [Google Scholar] [CrossRef] [PubMed]
- Eselson, N. Raztwory kwantowych zidkostei He3-He4. Nauka 1973, 913. [Google Scholar] [CrossRef]
- Irkutsk Oil and Uniper Have Signed Long-Term Helium Sales and Purchase Agreement. Available online: https://www.uniper.energy/news/irkutsk-oil-and-uniper-have-signed-long-term-helium-sales-and-purchase-agreement/ (accessed on 21 November 2020).
- Lang, M. Monetizing Gas of a Giant High Helium and Nitrogen Gas Reservoir— Amur Gas Processing Plant. In Proceedings of the 22nd World Petroleum Congress, Istanbul, Turkey, 9–13 July 2017. [Google Scholar]
- Chorowski, M.; Polinski, J.; Kempiński, W.; Trybuła, Z.; Łoś, S.; Chołast, K.; Kociemba, A. Continuous Flow System for Controlling Phases Separation Near Lambda Transition. AIP Conf. Proc. 2014, 1573. [Google Scholar] [CrossRef]
- Kempiński, W.; Łoś, S.; Trybuła, Z.; Chorowski, M.; Poliński, J.; Niechciał, J.; Jaskólski, T.; Chołast, K.; Kociemba, A. Helium3 isotope separation and lambda front observation. Sep. Purif. Technol. 2019, 276–280. [Google Scholar] [CrossRef]
- Kempinski, W.; Trybuła, Z.; Los, S. Głowica Niskotemperaturowa do Stabilizacji Temperatur Poniźej 4,2K w Układach Wykorzystuja̧cych ciekły hel; Urząd Patentowy Rzeczypospolitej Polskiej: Warsaw, Poland, 2016.
- Downie, N. Industrial Gases; Kluwer Academic: Dordrecht, Germany, 2002. [Google Scholar] [CrossRef]
- Chorowski, M.; Piotrowska, A. Comparative thermodynamic analysis of gas mixture separation an liquefaction methods. In Proceedings of the 22nd International Congress of Refrigeration, Beijing, China, 21–26 August 2007. [Google Scholar]
- Tisza, L. Transport Phenomena in Helium II. Nature 1938, 913. [Google Scholar] [CrossRef]
- Hauser, W.; Schwerdfeger, P. Nanoporous Graphene Membranes for Efficient He3/He4 Separation. J. Phys. Chem. Lett. 2012, 20, 2284–2287. [Google Scholar] [CrossRef]
- Celebi, K.; Buchhem, J.; Wyss, R.; Gasser, P.; Shrobalko, I. Ultimate Permeation Across Atomically Thin Porous Graphene. Science 2014, 344, 288–292. [Google Scholar] [CrossRef] [PubMed]
- Geim, A. 2D Empty Space and Its Unusual Properties; Webinar: Singapore, 2020. [Google Scholar]
- Wojciechowski, W.; Kempinski, W. Auxetics as entropy filters—Possible application. Task Q. 2016, 20, 271–272. [Google Scholar]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).