1. Introduction
It is a universally acknowledged fact that energy plays a key role in the performance of different operations in all strata of life. Due to global population growth and the increasing trend of energy consumption, it is estimated that demand of energy will rise by 33% by 2030 [
1]. In this scenario, fossils fuels such as coal, natural gas, and oil will be consumed in vast quantities to fulfil energy demand. Consumption of fossils fuels at such a level is causing a disturbance in the global energy–environment equilibrium, as shown by the issue of climate change [
2]. As a result of the current situation regarding energy consumption and its effects, efforts to develop clean energy resources have been increased. The importance of climate change awareness can be gauged with the instance that, in 2016, 196 nations became signatories of the Paris Climate Accord, which concerns the adaptation and mitigation of the emission of greenhouse gases (GHGs) [
3]. Considering environmental issues such as climate change, natural gas (NG) has been identified as one of the most promising eco-friendly fossil fuels, with lower air pollutant emissions than oil and coal [
4].
Table 1 compares the air-pollutant emissions by natural gas, coal, and oil. NG emits lower levels of pollutants, such as carbon dioxide, sulfur dioxide, and nitrogen oxide, compared to other fossil fuels.
In this scenario, the importance of natural gas exploitation as a fuel has emerged globally. In addition to the unfavorable environmental effects associated with oil and coal [
6,
7], energy security and exploration of new natural gas reserves [
8] are the key factors in the global attraction to utilizing NG. Global reserves of natural gas have increased over time and the threat of an immediate diminution of reserves is negligible. In 1995, the estimated global reserves of NG were 120 trillion cubic feet (TCF) and this soared to 186.1 TCF in 2014 [
9]. It is established that energy conversion efficiencies of natural gas are significantly higher than for other fuels regarding power generation purposes. However, reserves of natural gas are presently at remote onshore and offshore locations. The multiform distribution of NG reserves creates multiple challenges for international trade of natural gas, and transportation of NG to remote locations is thus a difficult task. Given these factors, the introduction of technologies such as liquefied natural gas (LNG) has recharged the global NG trade [
10]. Thus, it is estimated that LNG production and transportation will exhibit a positive trend in coming decades.
However, NG liquefaction is a highly energy- and cost-intensive process, especially when refrigeration and compression processes of NG are considered. 42% of the overall cost of an LNG project is associated solely with the liquefaction and refrigeration stages, as can be seen in
Figure 1 [
11,
12,
13]. Therefore, of the key issues related to LNG projects, low energy efficiency, or large energy consumption, is a primary associated challenge.
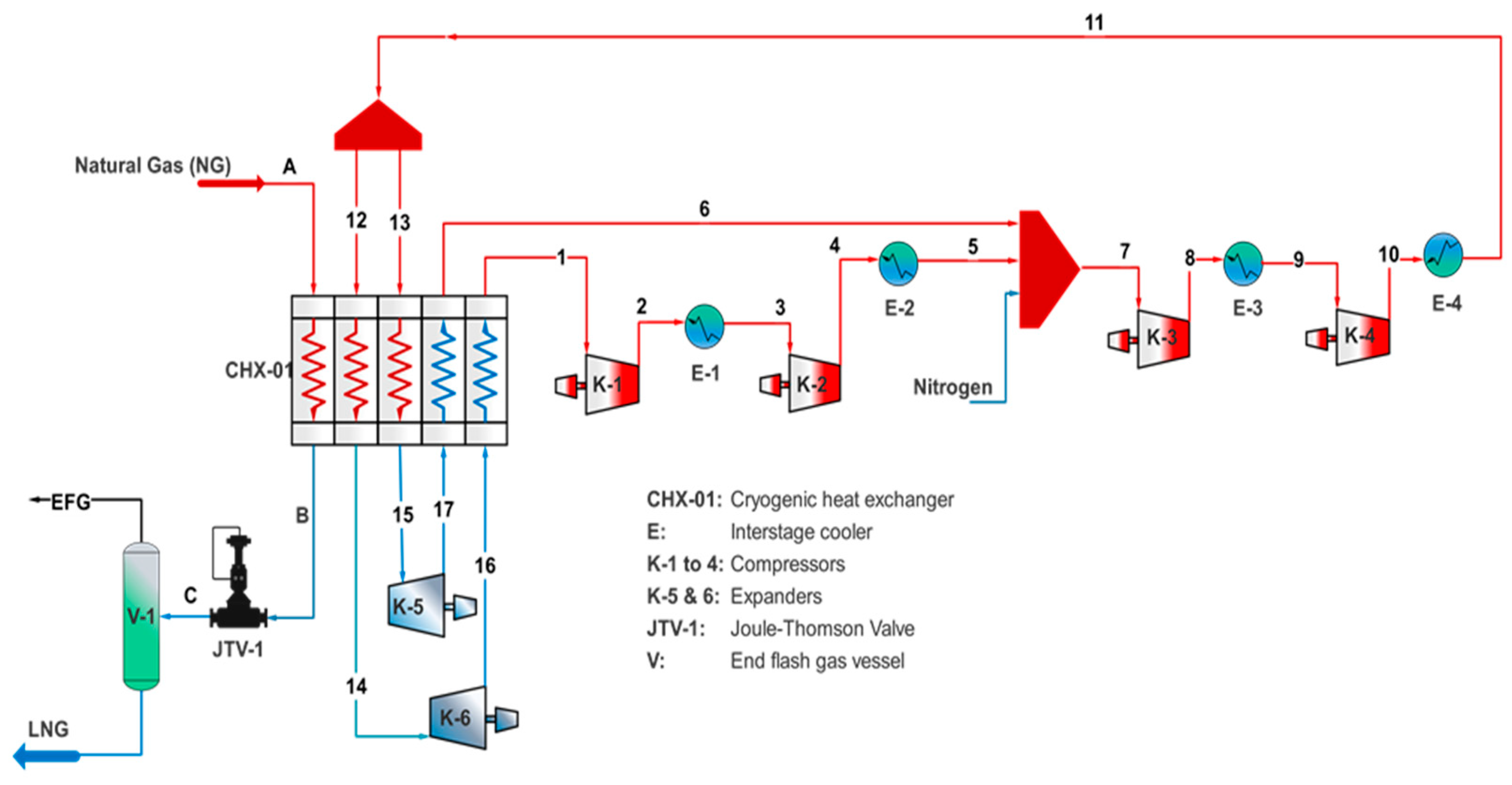
Consumption of energy to produce LNG does not only depend on the corresponding liquefaction technology, but also the site conditions for onshore and offshore facilities. In this regard, floating production, storage, and offloading (FPSO) facilities for LNG (liquefied natural gas) production are designed with entirely different criteria compared to onshore LNG units. Several important design factors, such as small footprint, equipment compactness, easy start-up/shut-down, and process safety in terms of flammable materials handling, are considered during the design of an offshore LNG production unit. Among all LNG processes, single mixed refrigerant (SMR) and nitrogen (N
2) expansion-based processes are categorized as the most suitable choices for offshore-based LNG plants considering their low deck space requirement, simple design, and lower capital investment [
14]. However, these benefits associated with SMR and nitrogen expander-based LNG processes are countered by high operating costs. To date, high operating costs, which are mainly related to the compression power requirement in the refrigeration cycle, remain a major challenge.
Design optimization has proven to be one of the most suitable approaches to identify performance enhancement opportunities for LNG processes. Many researchers have improved the performance of SMR and N
2 expander LNG processes using design optimization only. Multiple design optimization studies relevant to performance enhancement of SMR and nitrogen expander-based LNG processes are listed in
Table 2.
In the research studies listed in
Table 2, power consumption by SMR and N
2 expander LNG processes was taken as a main objective function. For instance, Khan et al. [
18] endeavored to enhance the energy efficiency of SMR process using non-linear programming (NLP) and obtained 0.4244 kWh/kg-LNG specific energy consumption. Khan et al. [
24] executed a customized knowledge inspired based algorithm for design optimization of N
2 dual expander LNG process, and as a result, a specific energy requirement of 0.5007 kWh/kg-LNG was obtained. The reason behind this significant low value of specific energy consumption is the outlet temperature of inter-stage coolers used in [
24]. Outlet temperature used in this study was set at 30 °C for each inter-stage cooler, while it is 40 °C in other cases. In simulation, keeping the outlet temperature of coolers at lower values decreases the specific energy consumption of that process. In addition, Qyyum et al. [
27] used the vortex search optimization (VSO) approach for process improvement of the SMR LNG process, obtaining energy consumption of 0.369 kWh per kilogram of LNG. It has been reported [
14,
28,
29] that LNG processes, particularly SMR and N
2 dual expander-based processes, are still energy intensive, mainly due to the non-optimal design variables such as flowrates of refrigerant and condensation, and evaporation pressures of the refrigeration cycles. Therefore, it is imperative to pursue opportunities for the sake of energy savings in small-scale and offshore LNG processes, and particular for SMR and N
2 dual expander processes. However, enhancement of energy efficiency for offshore LNG projects via exclusive optimization is nonetheless a difficult job. This is due to the fact that highly nonlinear and complex thermodynamic interactions are present between the energy efficiency (objective function) and the constrained design variables. In this context, the design optimization of the LNG processes is still an ongoing issue.
Since different optimization algorithms (either population based or single-solution based) have been used and evaluated for the effective design optimization of LNG processes [
14]. The algorithms based on swarm intelligence and having evolutionary characteristics are usually probabilistic algorithms. To execute these algorithms, multiple controlling parameters are required, for instance, number of generations, size of population, and size of elite. Different algorithms usually need multiple specific control parameters despite having common control parameters [
30]. For instance, Particle Swarm Optimization (PSO) utilizes cognitive parameters and inertia weight; parameters such as selection operator and mutation probability are used by GA; and different bees, such as scout, employed, and onlooker are used by the Artificial Bee Colony (ABC) approach. In the same manner, many different algorithms, such as Differential Evolution (DE), Shuffled Frog Leaping (SFL), Cat Swarm Optimization (CSO), Biogeography-Based Optimization (BBO), and Invasive Weed Optimization (IWO), require the tuning of their corresponding specific parameters. Performance of these algorithms can be compromised if adequate protocols for the tuning of the specific parameters are not followed. The inappropriate tuning of these specific parameters produces local optimal solutions or computational effort can be increased. Taking into account this scenario, Rao et al. [
30] developed an optimization approach named “Jaya”, which does not need any algorithm-specific parameters. In this algorithm, derivation of a final solution aims at two fundamental entities: moving towards the best solutions and avoiding the worst solution. In addition to this crucial advantage, another reason for selecting the Jaya algorithm optimization approach for this study is that it has not previously been used for the optimization of LNG processes. Significant effects of this approach on the performance enhancement of LNG process will also be explored.
In this article, for process modeling and analysis, the commercial simulation software tool Aspen HYSYS
® v10 (
https://www.aspentech.com/) is employed, and rigorous models of SMR and N
2 expansion processed are produced that are interlinked with the Jaya optimization algorithm, which is coded in MATLAB. The Peng-Robinson equation of state were used to calculate the binary interactions and Lee-Kesler equations were used to determine the calculations regarding entropies and enthalpies. This article is organized in the following manner:
Section 2 emphasizes the simulation basis and description for offshore LNG processes such as SMR and N
2 dual expander processes.
Section 3 provides the detailed conditions and assumptions for processes modeling and optimization.
Section 4 describes the Jaya algorithm and its major advantages and limitations with respect to offshore LNG processes.
Section 5 deals with the multiple process analyses involved in this research.
Section 5.1 explores the energy saving opportunities as a result of design optimization.
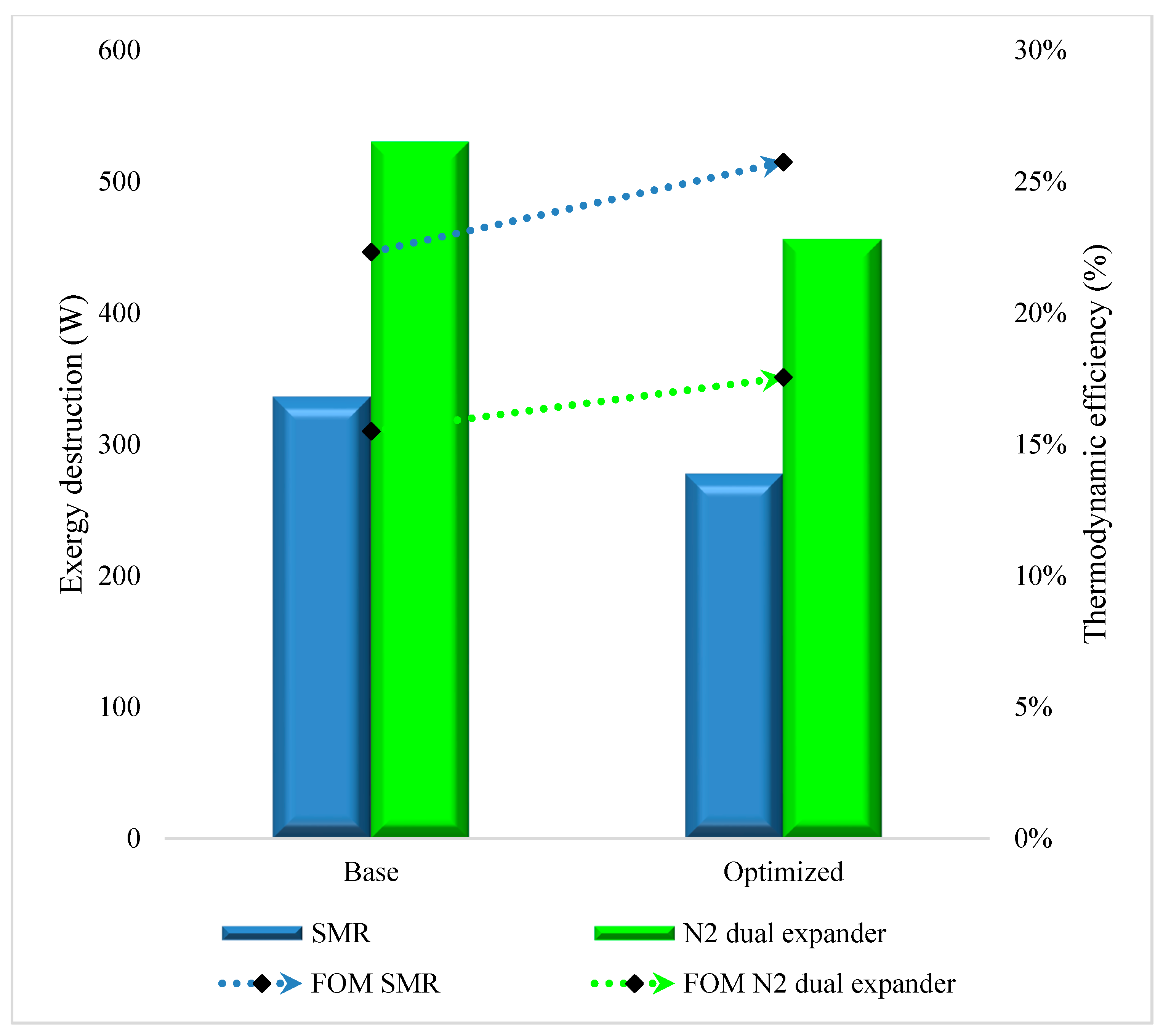
Section 5.2 reveals the detailed results of conventional exergy analysis applied to base and optimized cases of SMR and N
2 dual expander LNG processes.
Section 5.3 depicts the effects of the Jaya algorithm, based on composite curves analysis, on the performance of an LNG heat exchanger involved in the SMR and N
2 dual expander processes.
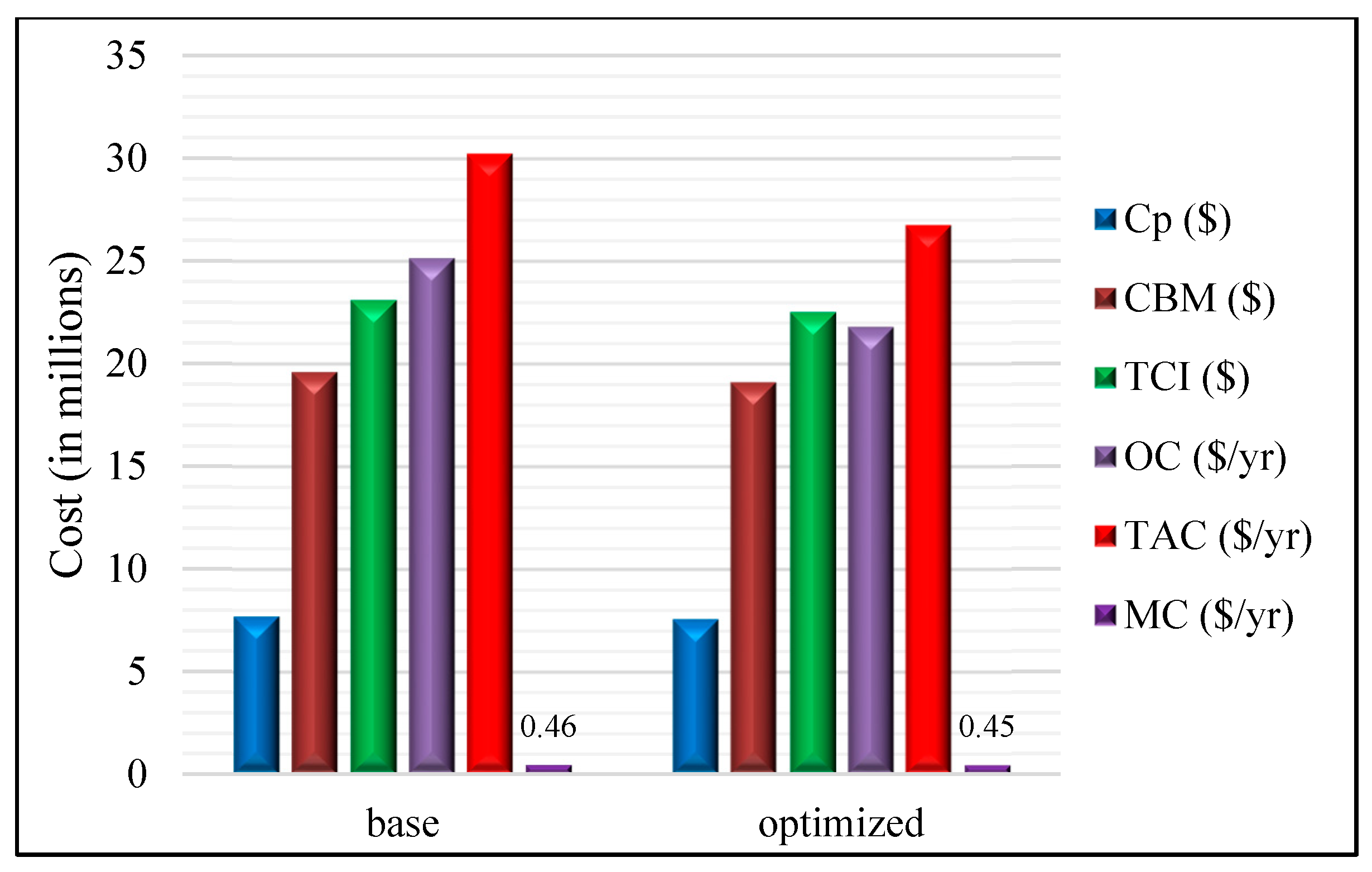
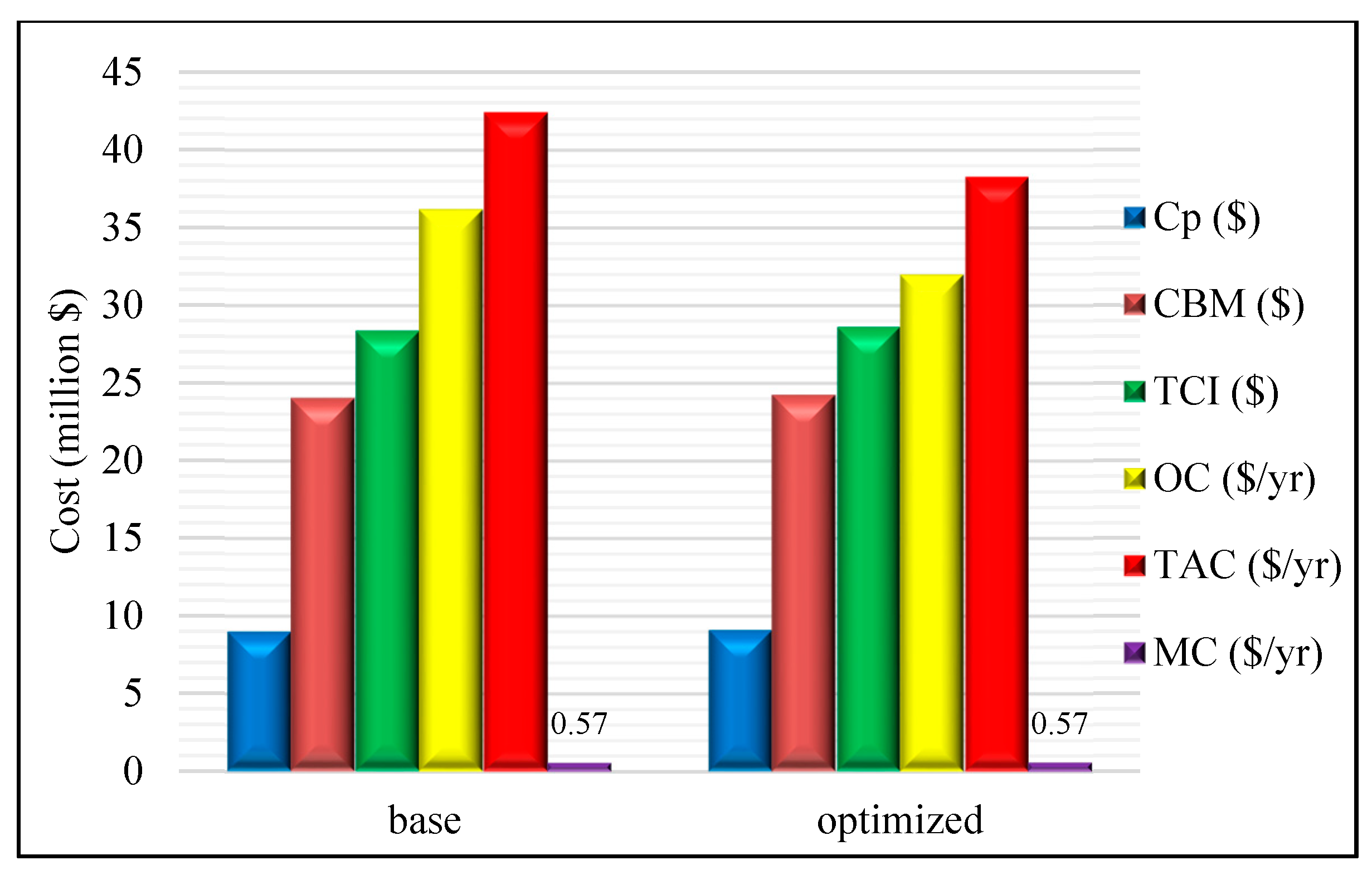
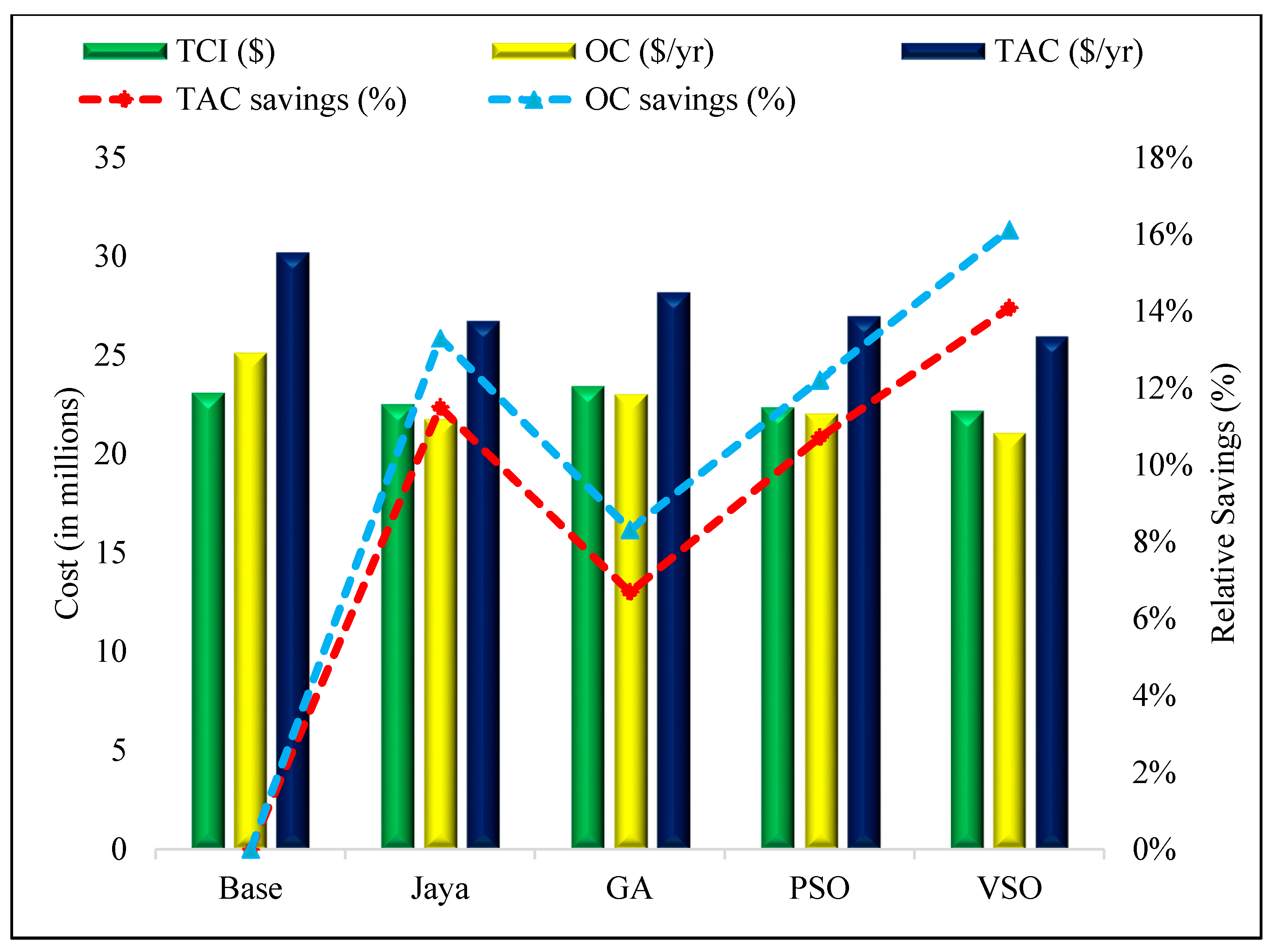
Section 5.4 describes the different types of costs and relative cost savings for SMR and N
2 dual expander LNG processes based on economic analysis. Finally, the conclusions extracted from this research work are presented in
Section 6.
4. Jaya Optimization Algorithm
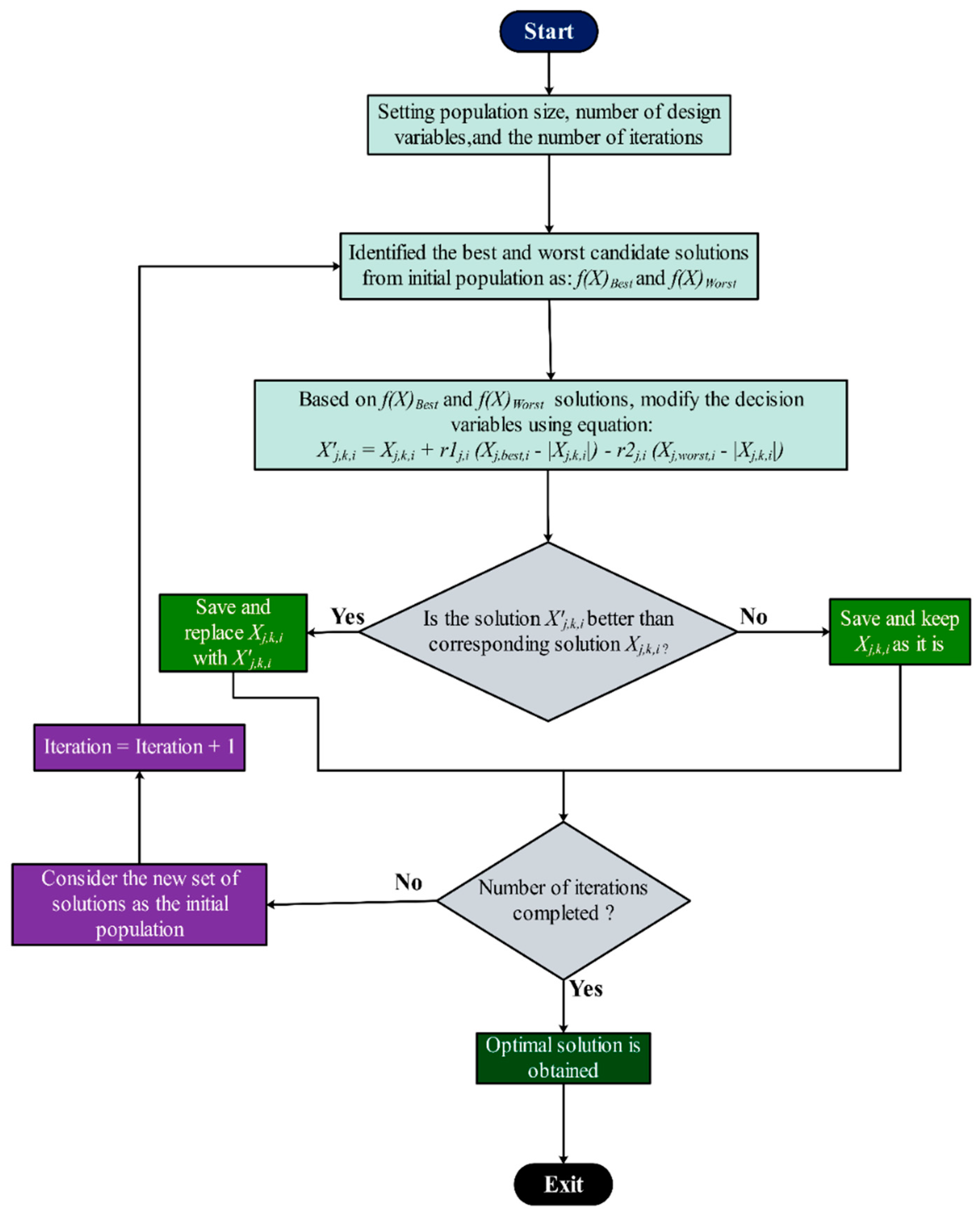
The Jaya algorithm solves constrained and unconstrained problems with a lesser number of evaluations compared to other algorithms and is simple to implement and modify. The general searching (working) flowchart of the Jaya algorithm is shown in
Figure 4. A generic explanation of the Jaya algorithm is given as follows:
Let us suppose that the objective function to be optimized is
f(
x). Assume that at any iteration
i the design variables number is
m (i.e.,
j = 1, 2, …,
m), and the number of candidate solutions or population size is
n (i.e.,
k = 1, 2, …,
n). The worst candidate solution
f(
x)
worst and the best candidate solution
f(
x)
best are acquired by selecting the worst and the best values from the whole population size, respectively. If at the
ith iteration, the current value of the
jth variable for the
kth candidate solution is
Xj,k,i, the modification of this value to new values
X′j,k,i for moving towards the optimized solution is carried out according to the following mathematical equation:
where
X′j,k,i is the updated value of
Xj,k,i, and
Xj,best,i and
Xj,worst,i are best and worst values of
jth variable for the best and worst candidate solutions
f(
x)
best and
f(
x)
worst respectively.
and
are selected as two random numbers having range from 0 to 1 for the
variable and during the
iteration. The term
tends to push the solution towards the best solution whereas the term
tends to move the solution away from the worst solution.
In this study, the N
2 dual expander and the SMR LNG processes were optimized using the Jaya algorithm. The specific compression power was considered as an objective function that was constrained with the MITA.
Table 5 lists the objective function, constraint, and design variables for both studied LNG processes.
To handle the constraint, the exterior penalty function (EPF) method has been utilized to incorporate the constraint (i.e., MITA) into the objective function. This approach has been exercised in many recent research works [
13,
17,
20,
34] relevant to design optimization of the LNG processes. Hence, the objective function with the incorporation of constraint is given below in Equation (2):
The purpose of the objective function given in Equation (2) was to minimize the energy needed for LNG process. Next, an example of the SMR process, to demonstrate the working of the Jaya algorithm, is given. For this, the objective function given in Equation (2) is considered. There are six design variables (i.e.,
) in the SMR process. Five candidate solutions (i.e., initial population size) and two iterations as the termination criteria are assumed for this demonstration. The initial population was generated by choosing the values of design variables randomly from within the given ranges of the variables’ values, and then the respective objective function values were calculated using the Aspen HYSYS simulator, as shown in
Table 6.
Because it is a minimization function, the lowest and highest values of
f(
x) were taken as the best and the worst solutions, respectively. From
Table 6, it can be seen that best and the worst solutions correspond to the second and first candidate solutions, respectively. Then, assuming two random numbers r1 = 0.58 and r2 = 0.81, the new values of each design variable (
), were calculated using Equation (1) and are shown in
Table 6. For instance, the new values of the three variables for the first candidate solution and for the first iteration were calculated as shown from Equations (3)–(6):
Similarly, the new values of other variables were calculated. Then, each corresponding candidate solution from
Table 6 and
Table 7 were compared and the best solution was chosen. For example, candidate solutions 1, 2, 4, and 5 were the best in
Table 7, whereas solution 3 was the best in
Table 6. Thus,
Table 8 shows the best candidate solutions obtained by comparing
Table 6 and
Table 7. The best and worst solutions are identified again in
Table 8. Candidate solutions 2 and 3 were identified as the best and the worst solutions, respectively. Thus, this completes the first iteration. Then, the second iteration started by choosing new values of random variables r1 and r2. The process of updating the decision variable values was repeated again. For the second iteration, the values of r1 and r2 were assumed as r1 = 0.21 and r2 = 0.29. New values of all decision variables were calculated using Equation (1).
Table 9 shows the new values of decision variables and their relevant values of the objective function. Now the optimal values of objective function of
Table 8 and
Table 9 are compared, best value of objective function is chosen, and placed in
Table 10.
Table 10 shows the optimal solution after second iteration. It is obvious from
Table 10 the best solution obtained corresponds to 2nd candidate solution and the worst solution corresponds to 1st candidate solution. The value of objective function is reduced from 0.437 to 0.3906 in just two iterations. The above demonstration is for constraint problem of minimizing overall power of SMR process. Similarly, a demonstration could be made for N
2 dual expender process. The difference lies only in the number of variables and their lower and upper bounds.
The demonstration of the Jaya algorithm for the design optimization of the SMR process does not include any effect of the constraints. This can be handled simply by using a penalty function to take care of the constraint’s violation by activating the penalty on the objective function.


 ,
, 
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}