1. Introduction
The insulating system is a critical element of every transformer [
1,
2]. The most common solution is an insulating system made of cellulose materials (paper and pressboard) impregnated with mineral oil [
3]. This is a proven solution that has been used on a large scale for nearly 100 years [
4]. Unfortunately, the water content in oil-paper insulation is increasing during long-term of transformer operation. This is a particularly important issue regarding power and distribution transformers in view of their strategic importance for an electric power system. Water is a serious threat and can be the cause of dangerous breakdowns. Moisture has been recognized as “enemy number one” of transformer insulation [
5]. Therefore, transformer insulation requires to be dried. For this purpose the authors propose the use of a synthetic ester.
The main reasons for the increase in moisture content in transformer insulation are tank leakages and cellulose chemical decomposition, which is accompanied by water formation. In the case of sealed transformers, the largest contribution to the growth of water content in cellulose is made by its chemical decomposition [
6,
7]. Water is one of the products of cellulose aging, and because water accelerates the process, the dynamics of water increase in transformer insulation with years of use is observed [
8].
Transformers are usually designed for 30 years of operation but can often work up to 50–60 years [
1,
9,
10]. A heavily loaded transformer operating at high temperatures can have a much higher moisture content in its insulation than a lightly loaded one. The water content in the insulation of sealed high-power grid transformers is about 2% after 30 years of operation, while distribution transformers with free-breathing conservators can reach as much as 3% of water [
11]. It is assumed that the average annual increase in moisture content of cellulose insulation in transformers with membrane-sealed conservator preservation systems filled with mineral oil is about 0.05%–0.06%, while transformers with open-breathing conservators reach up to 0.2% per year [
8]. According to the three-stage classification of the IEEE Std 62-1995 standard [
12], the insulation in an approximately 20-year-old transformer can often be described as “wet”, which involves a reduction in the load capacity of such a unit and a need for drying it.
Moisture in cellulose insulation is a very serious operational threat to transformers. Moisture reduces insulation material resistivity [
13] and dielectric strength [
14] which decreases the partial discharge inception voltage and increases transformer failure probability [
15,
16,
17,
18,
19,
20,
21]. In addition, moisture increases dielectric losses in cellulose insulation [
22,
23], which increases its temperature and thus shortens its lifetime. The moisture also reduces the inception temperature of steam bubbles. This phenomenon consists in a rapid release of water adsorbed on cellulose fibers after reaching the critical temperature [
24,
25]. The presence of water vapor bubbles in oil can be a source of partial discharges in the transformer but it can also increase the pressure in the transformer tank above its breaking strength, which in an extreme situation results in an explosion and/or fire. Due to the risk of steam bubble formation, very wet transformers, even those in a good condition, should not be loaded even with their rated power. In addition, the presence of water in the insulation system causes cellulose hydrolysis, which decreases the degree of cellulose polymerization [
26]. A large decrease of the polymerization degree to a value of about 200 means that such cellulose has poor mechanical properties [
27,
28,
29]. Due to the above-mentioned threats resulting from transformer insulation moisture, it is necessary to dry it.
The article describes the possibility of using synthetic ester for drying cellulose materials. This drying method complements the methods available on the market, which was explained in chapters 2 and 3.
The main aim of the research was to check the drying dynamics of cellulose materials of various thicknesses and to determine, on the basis of the obtained results, whether it is possible to efficiently dry materials with a thickness of more than 3 mm. Materials of such a thickness are used for the production of transformer insulation components, e.g. cylinders, spacers, and angle rings. Previous studies addressed drying materials up to 2 mm only.
The drying efficiency of thick cellulose materials decreases significantly when such materials of different thicknesses are dried at the same time. This situation corresponds to the transformer insulation system in which paper is used as winding insulation, and other elements such as cylinders are made of pressboard. In the article, a complicated problem of simultaneous drying of paper and pressboard of various thicknesses was deeply analyzed. Analysis of the drying efficiency of thick cellulose materials is necessary in order to assess the usefulness of the proposed method for drying solid insulation of distribution transformers.
2. On-Site Methods for Drying Cellulose Insulation
Transformer insulation drying is carried out during its production and in operation. During the production process, stationary devices located in the factory are used. On the other hand, insulation drying during operation is mostly carried out at the place of the unit installation where mobile devices are used. However, if a transformer needs a major renovation, the unit is transported to a repair plant, where a stationary drying device is used [
30].
Generally, the on-site methods of transformer drying can be divided into two basic types: Liquid (1)–(2) and vacuum (3)–(7). The most commonly used are:
Drying by circulating hot oil continuously treated using a unit-method (1)
Drying by circulating hot oil continuously treated using molecular sieves-method (2)
Drying in a high vacuum environment-method (3)
Drying based on heating the windings with a low frequency current in an adequate vacuum environment (LFH—Low Frequency Heating)-method (4)
Evaporative drying using a special solvent (liquid with appropriate properties) and vacuum-method (5)
Drying with hot air and vacuum-method (6)
Drying using hot oil spraying and vacuum-method (7)
Method (1) has been widely used for many years. The assumption in this method is the existence of a state of hydrothermal equilibrium between cellulose and oil at a given temperature, in accordance with the so-called moisture equilibrium curves described for example by Oommen [
31]. The disturbance of this equilibrium, consisting in the introduction of dry oil into the transformer, leads to the migration of water from cellulose into the oil. Unfortunately, this method is not effective. In publication [
32] an example of drying a 400 MVA transformer is described. To reduce the moisture content of transformer cellulose insulation from 3.0% to 1.5%, by means of a unit with a capacity of 200 L/h, this treatment should be carried out for 40 years. Due to low performance, this method is currently being replaced by other ones.
Method (2) is a modification of method (1) and consists in replacing vacuum devices with water-absorbing materials [
33,
34,
35]. It uses the phenomenon of moisture absorption by hygroscopic materials (e.g., cellulose, zeolites) in contact with oil circulating in the system. After saturation with moisture, these materials are regenerated or replaced. The use the water absorption phenomenon has a lower efficiency than vacuum drying, but it is far cheaper because it does not require the supply of electricity to power vacuum pumps. Obtaining the drying effect with this method is time-consuming, which is why it is dedicated to circulating, long-lasting drying of transformers with a relatively low moisture content.
Method (3) uses the phenomenon of water diffusion from a wet insulation into the environment. The dynamics of this process and the final effect depend on the vacuum level. In the case of vacuum drying, the pressure ensuring drying of the insulation to 1% would have to be only a few pascals [
36]. The method gives better results than (1) but it is troublesome due to difficulties in ensuring the tightness of the tank, especially in the case of old transformers. An important disadvantage of this method is the inability to raise the temperature of the drying insulation, which significantly decreases its efficiency.
Method (4) combines the advantages of the methods described above. Cellulose insulation is heated as a result of current flow in the primary and secondary windings. The frequency of the current should have the lowest possible value at which the transformation effect still occurs. Usually it is from 0.4 to 2 Hz [
32,
37]. Water release is intensified by providing a vacuum in the transformer tank. The method allows to dry the cellulose insulation of the transformer, depending on its moisture level and power of the unit, during a few to a dozen or so days. However, the tank design must be strong enough to withstand a suitable vacuum. This method is very effective, but unfortunately also very expensive.
Method (5) involves heating the insulation elements using the vapor condensation heat of a liquid called solvent. A number of substances based on hydrocarbons are used as solvents, such as Shellsol H, Somenter T, Varsol 60, Varsolene 60, and Essovarsol 60 E [
38]. The use of these substances ensures quick and uniform heating of cellulose. The heating process is accompanied by water evaporation and the intensity of this phenomenon increases with temperature. Then the water vapor is carried away by the non-condensed solvent vapors and transferred to the condenser. After heating the insulation, a final vacuum is applied to the system to complete the dry-out [
39,
40]. The evaporative method of drying transformer insulations is considered the most efficient and energy-saving. Its advantages are an anaerobic atmosphere and a short operation time, which allows increasing the insulation temperature up to 120–130 °C without visible effects of cellulose depolymerization. In addition, the solvent condensate flushes the spent oil from the insulation. The disadvantage of this method is the danger of explosion due to the flammable properties of the solvent and the explosiveness of its mixture with air.
In method (6), air purified and heated to the appropriate temperature is blown through the transformer insulation system with the use of additional components mounted inside the tank. This air heats the insulation and evaporates water from it. The dynamics of the drying process are determined by the temperature gradient [
41]. This method was recommended a dozen years ago, but now it has been replaced by more modern technologies. Drying with the use of hot air does not require a sealed tank, but the problem here is to ensure a uniform heating insulation system and the right temperature of hot air. Excessively high air temperature can lead to the ignition of oil vapors and also locally accelerate the degradation process of such dried insulation. The efficiency of this method is often improved by the use of vacuum.
Method (7) is similar to (6), but the cellulose insulation of the transformer is heated by hot oil rather than hot air. After heating the insulation, the vacuum drying process is practically similar. The use of oil accelerates the insulation heating process and ensures a more uniform temperature distribution within the insulation. Unfortunately, this method, although better than heating with hot air, is not without disadvantages. The insulation system cools down quickly as a result of the dynamic release of water vapor, which results in the need to repeat the heating cycle and apply a vacuum again. The final effect is not perfect either—field experiments show that even in the best conditions it is difficult to achieve the moisture content of dried insulation lower than 1% [
37].
In
Figure 1 the drying velocity of transformer insulation was compared. This comparison was done on the basis of data presented in [
32,
42]. For this comparison the drying methods were divided into two groups. First is based on drying the insulation system using an insulating liquid, and the second group of methods use a vacuum in the drying process.
As it can be seen in
Figure 1 the biggest advantage of vacuum drying is its high efficiency. In turn, the biggest disadvantage is the need to create a sufficiently high vacuum. In the case of transformers with insufficient mechanical strength and tightness of the tank the required vacuum may be dangerous or impossible to achieve. Furthermore, the use of vacuum causes cellulose deimpregnation, which deteriorates its electrical parameters. Liquid methods are much safer to use, however, their biggest disadvantage is a lower efficiency compared to vacuum methods. However, this efficiency can be significantly improved by changing mineral oil to synthetic ester.
3. Drying Cellulose Insulation Using an Insulating Liquid
3.1. Choice of Insulating Liquid for Drying Solid Transformer Insulation
The efficiency of drying solid transformer insulation with an insulating liquid can be significantly improved by replacing mineral oil with a liquid of a much higher water solubility. It is best to use one of the liquids currently used as insulating media and have already been tested in service conditions. In addition to high water solubility, such a liquid should be well miscible with mineral oil and should not deteriorate its electrical and physicochemical properties significant from the point of view of transformer exploitation.
Currently, except for mineral oil, the most commonly used insulating liquids are synthetic esters, natural esters, and silicone oils [
43]. The use of a synthetic ester for drying the transformer insulation system seems to be the best choice due to its much higher water solubility compared to other insulating liquids.
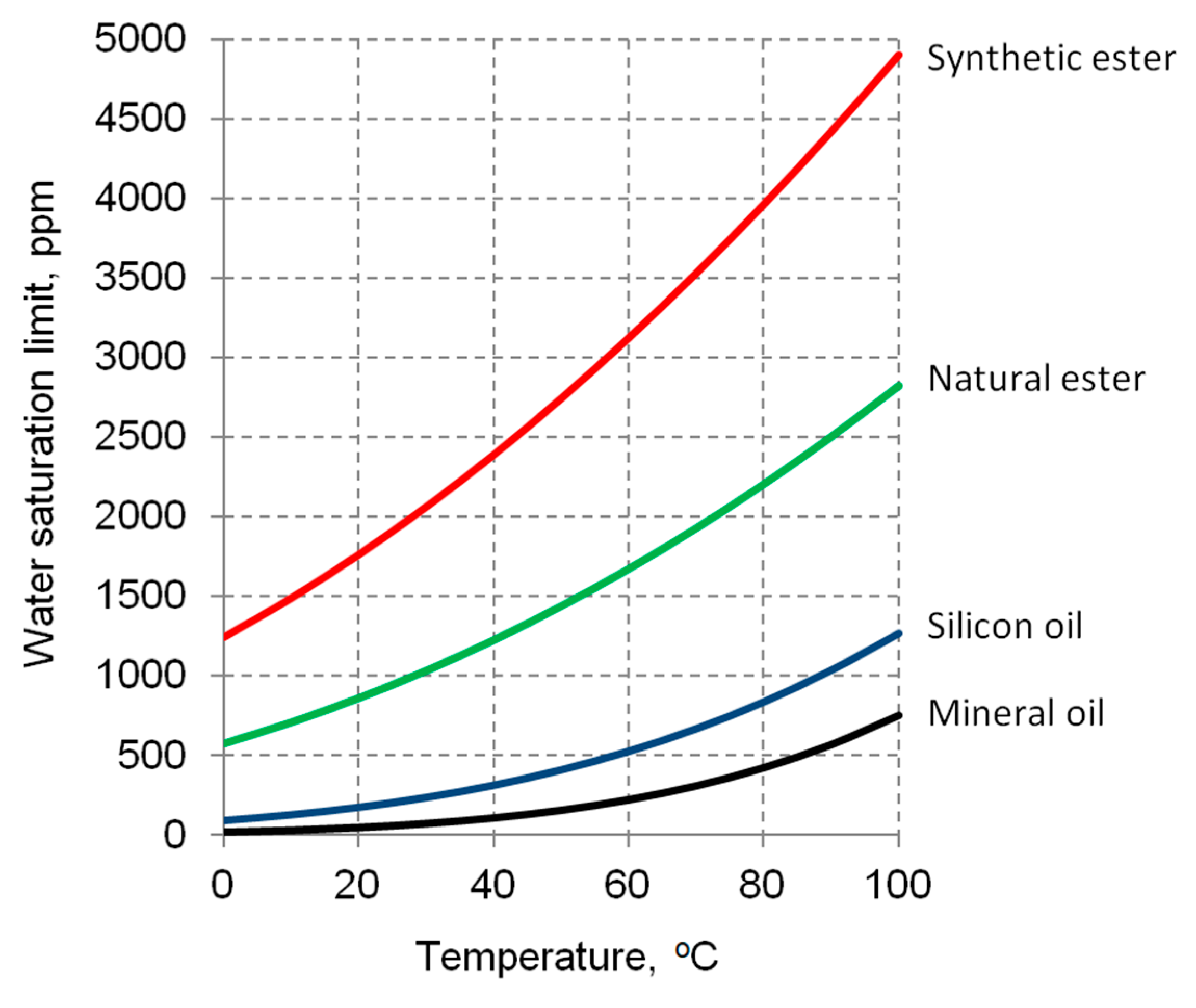
Figure 2 shows a comparison of the water saturation limit for four above-mentioned liquids. For example, for a temperature of 70 °C, the water saturation limit in mineral oil, silicone oil, natural ester, and synthetic ester is 308 ppm, 664 ppm, 1928 ppm, and 3527 ppm, respectively. At this temperature, water solubility in ester is more than 11 times higher than in mineral oil. Such great possibilities of dissolving water in an ester result from the fact that one molecule of ester is able to attach four molecules of water using hydrogen bonds [
43].
Figure 2 shows that as the temperature grows, the solubility of water in all liquids increases. However, the increase is the biggest for synthetic ester. It is therefore very important to ensure a high temperature during the drying process, because it significantly improves its efficiency. In addition, as the temperature increases, cellulose hygroscopicity decreases [
8,
44], which facilitates the migration of water from solid to liquid insulation. The degree of moisture imbalance between these materials determines the efficiency of drying solid insulation using an insulating liquid. The lower the relative humidity of the insulating liquid in relation to relative humidity of the solid insulation, the greater the dynamics of the water migration process.
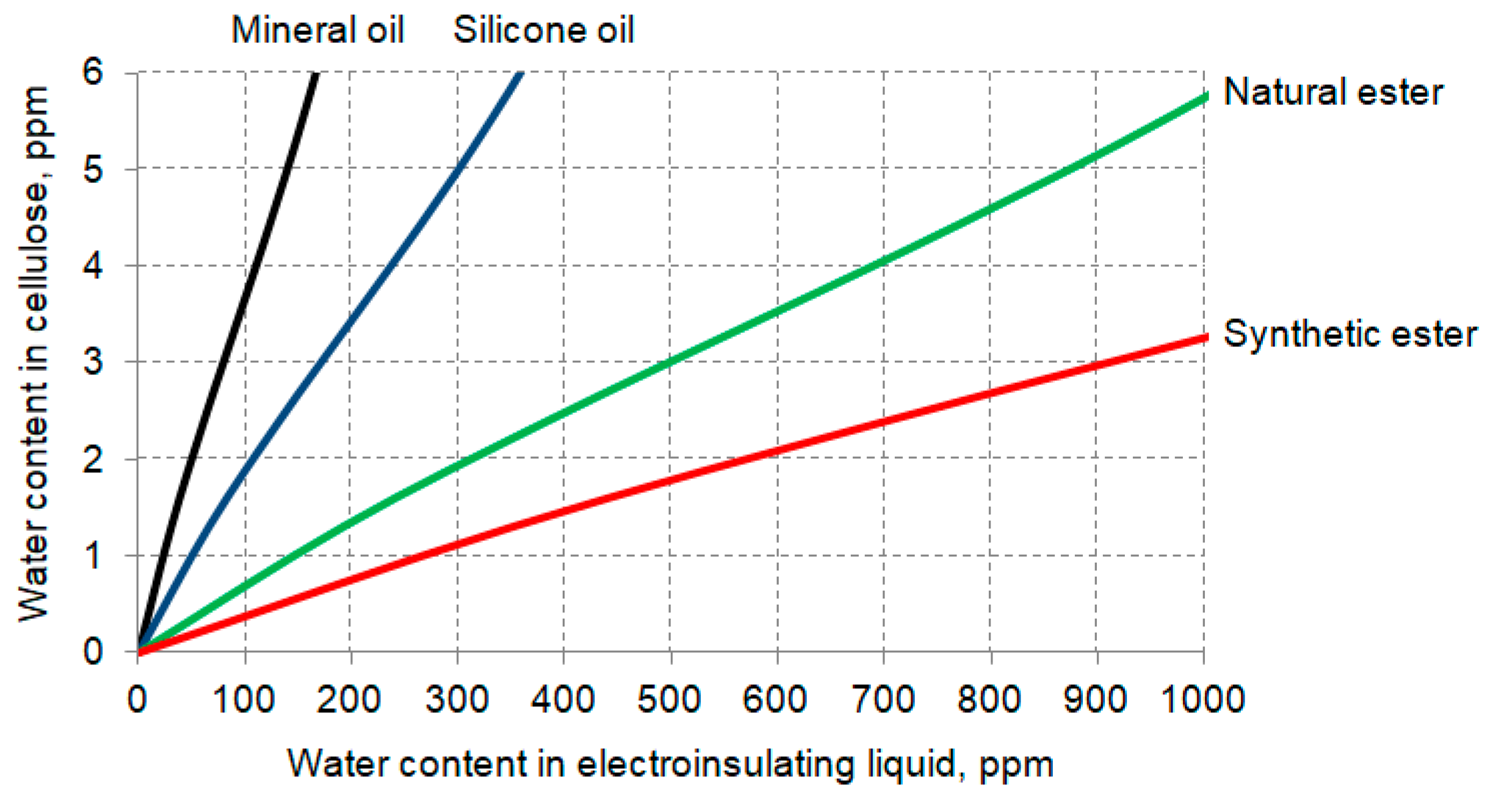
Figure 3 shows the moisture equilibrium curves for cellulose insulation impregnated with various insulating liquids. The equilibrium curves shown in this figure were prepared for a temperature of 70 °C. This is the expected temperature value during the drying process of the transformer insulation system using an insulating liquid.
The moisture equilibrium curves presented in
Figure 3 were used to compare the drying efficiency of cellulose insulation using various insulating liquids. The following assumptions were made for this comparison:
Initial water content in cellulose equal to 3%
Drying temperature of the insulation system equal to 70 °C
Relative humidity of all insulating liquids used in the drying process equal to 1.5%, which after conversion to the absolute values of water content in mineral oil, silicone oil, natural ester, and synthetic ester equal: 5 ppm, 10 ppm, 29 ppm, and 53 ppm, respectively
Mass ratio of the cellulose insulation to the insulating liquid equal to 0.0297, for a selected transformer ANER3E 160000/220PN with a capacity of 160 MVA, which means 1243 kg of cellulose and 41,750 kg of mineral oil
For the conditions thus assumed, the use of mineral oil, silicone oil, natural ester and synthetic ester for drying cellulose insulation with a water content of 3% will reduce its moisture content to 2.77%, 2.52%, 2.00%, and 1.58%, respectively. Two basic conclusions can be drawn from the example presented here. The drying efficiency of solid insulation by means of a synthetic ester, for the assumed conditions of comparative analysis, is over 6 times higher than in the case of using mineral oil. For an effective drying of solid insulation, it may be necessary to replace the drying medium multiple times or dry it continuously using a unit. A single oil replacement with a synthetic ester will not bring the intended drying effect in the case of a less favourable weight ratio of cellulose to insulating liquid than in the assumed calculation example.
3.2. The Application of Ester Fluids for Drying Cellulose Insulation—State of Art
The authors of [
45] stated there was a satisfying effect of cellulose insulation drying which resulted from the replacement of mineral oil with natural ester (the so-called retrofilling) in the fourteen transformers they investigated. Also, the authors of [
46,
47] demonstrated the possibility of using ester fluids to dry cellulose insulation.
On the basis of data presented in
Figure 2 and
Figure 3, it can be concluded that the application of a synthetic ester should give much better drying results than in the case of a natural ester.
In [
48] it was shown that a synthetic ester can also be used for effective drying of cellulose insulation previously impregnated with mineral oil. For the experimental conditions assumed in [
48], it was possible to reduce the water content in cellulose insulation from 6.2% to 3.3% (drying conditions: Temperature 50 °C, weight ratio of cellulose insulation to oil 0.031, threefold introduction of dry synthetic ester, water content in dry ester 87 ppm). The results of these studies justify the use of the synthetic ester for drying mineral-oil-insulated transformers.
The authors of [
48,
49] considered the possibility of applying one of the following three drying procedures for transformer insulation at the place of its installation:
Procedure I—replacement of mineral oil with a synthetic ester and switching the transformer on (retrofilling)
Procedure II—replacement of mineral oil with a synthetic ester followed by several replacements of the moist ester with a dry one (number of replacements depending on the progress of drying); after drying the cellulose insulation the mineral oil goes back to the tank
Procedure III—replacement of mineral oil with a synthetic ester; the ester circulates in the transformer tank-unit system, where it is dried and heated; after drying, the transformer tank is filled back with mineral oil
Each of the above-mentioned drying procedures has certain pros and cons. The selection of the optimal procedure should first of all result from: (i) the time intended for the drying process, (ii) the assumed drying effect, (iii) technical capabilities, (iv) drying costs accepted by the owner of the transformer. Moreover, the selection of the drying procedure should take into account factors affecting the efficiency of cellulose insulation drying. The most important ones include the temperature and moisture content of the ester, initial moisture of the cellulose insulation, the mass ratio of cellulose materials to the liquid, and thickness of the cellulose materials.
4. Research Results and Discussion
4.1. Introduction
In the first series of the research, the test objects were paper samples with a thickness of 0.05 mm and pressboard with a thickness of 0.5 mm, 3 mm, and 5 mm. These materials are used in insulation systems of distribution and power transformers. The paper was tightly wrapped on a copper tube, which corresponds to real-life conditions (paper wrapped around a copper wire). From the pressboard with a thickness of 0.5 mm, 6-layer cylinders were made, whereas samples from 3- and 5-mm thick pressboard were rectangular in shape. The 5 mm thick sample had the shape of a spacer. All the materials were delivered by a manufacturer of transformers.
In the second series of tests, three sets of samples were prepared:
SET I (paper 0.05 mm + pressboard 0.5 mm)
SET II (paper 0.05 mm + pressboard 3.0 mm)
SET III (paper 0.05 mm + pressboard 5.0 mm)
The weight ratio of the cellulose materials to synthetic ester was equal to 0.03 and the weight ratio of the paper to the pressboard was 0.33, which corresponds to the ratio in distribution transformers.
4.2. Preparation of Samples
In the first stage, the samples of both series were dried at 90 ± 5 °C, in a vacuum of 0.4 mbar. All samples were dried for 26 h. This was sufficient time to reduce the water content to less than 0.1 percentage point.
In the second stage, dried samples were conditioned in a climatic chamber (40 °C, 12% rH) Under these conditions, in moisture equilibrium state, the water content in cellulose should achieve approximately 3%. Paper samples (0.05 mm) reached moisture equilibrium after about 20 h, while samples of thick pressboard (5 mm) after about 200 h. The moisture of the samples prepared in this way was determined by the weight method.
In the third step, the samples were placed in mineral oil in the vacuum chamber for degassing and impregnation (8 mbar, 40 °C). Under these conditions, the air trapped in the samples was rapidly released from the cellulose materials, causing oil bubbling, which stopped after about 15 min. The cellulose samples degassed and immersed in mineral oil were transferred to the climatic chamber (40 °C, 12% rH) for six days, to continue their conditioning. In order to check the moisture of cellulose samples after the process of their impregnation and conditioning, the water content was measured by means of Karl Fischer titration (KFT) method according to the standard [
50]. The water content was determined after its previous extraction with methanol.
4.3. Drying of Cellulose Samples by Means of a Synthetic Ester
4.3.1. The Results of the First Series of Tests
As described in
Section 3.2, in real-life conditions drying can be carried out by a single introduction of a dry ester, multiple introductions of a dry ester or by using ester circulation between the transformer tank and a drying and heating unit. At this stage of the experiment, the situation of a single introduction of a dry ester into the test chamber (glass vessel) was analyzed.
Samples of the first series, at moisture level equal to approximately 3%, impregnated with mineral oil, degassed in a vacuum and finally conditioned in the climatic chamber, were transferred to the test glass vessel filled with a dry synthetic ester (~70 ppm). The weight ratio of cellulose material to ester was 0.033. Then, hermetically sealed vessels were placed in a thermal chamber (70 °C). The drying time of the samples was 168 h. During the drying, the movement of the ester in the vessels was forced by means of magnetic stirrers. In addition, capacitive sensors were used to monitor relative ester saturation.
Figure 4 shows the water content in synthetic ester and cellulose materials depending on the drying time of paper (0.05 mm) and pressboard of different thicknesses (0.5 mm, 3 mm, and 5 mm). The calculation of water content in ester was based on the measurement of its relative saturation, and on water saturation limit in ester at the temperature equal to 70 °C. Moreover, the water content in cellulose materials during the drying process was calculated on the basis of water increase in ester, and the mass of ester and cellulose.
The dynamics of cellulose drying decrease significantly over time. In the first drying stage, the removal of 0.1 p.p. of water from thinner samples (0.05 mm) required about 1.5 h, while in the final drying stage, removing 0.1 p.p. of water required up to about 60 h (
Figure 4). This should be explained by the approach of cellulose and ester to the state of moisture equilibrium. At equilibrium, the migration of water from cellulose to ester ceases, as a result of which the drying process of cellulose stops.
Based on the moisture equilibrium curve for synthetic ester (
Figure 3), and on the assumed experiment conditions (mass of ester and cellulose, and total mass of water in both these materials) it was possible to determine the expected water content in cellulose and ester after the drying process, in the situation of achieving moisture equilibrium in these both materials. For all samples, regardless of their thickness, the moisture equilibrium state should occur for water content in ester equal to 520 ppm, and for water content in cellulose equal to 1.85%. As can be seen in
Figure 4, it was possible to reduce the water content in 0.05 mm, 0.5 mm, 3 mm, and 5 mm thick samples to 2.60%, 2.51%, 2.29%, and 2.32% respectively. After a seven-day drying process, no moisture equilibrium state was found for the investigated samples. The thinner was the sample, the closer was the moisture equilibrium state. Achieving the state of equilibrium would require a significant extension of the drying time, which, however, is not usually technically and economically justified in drying real transformers.
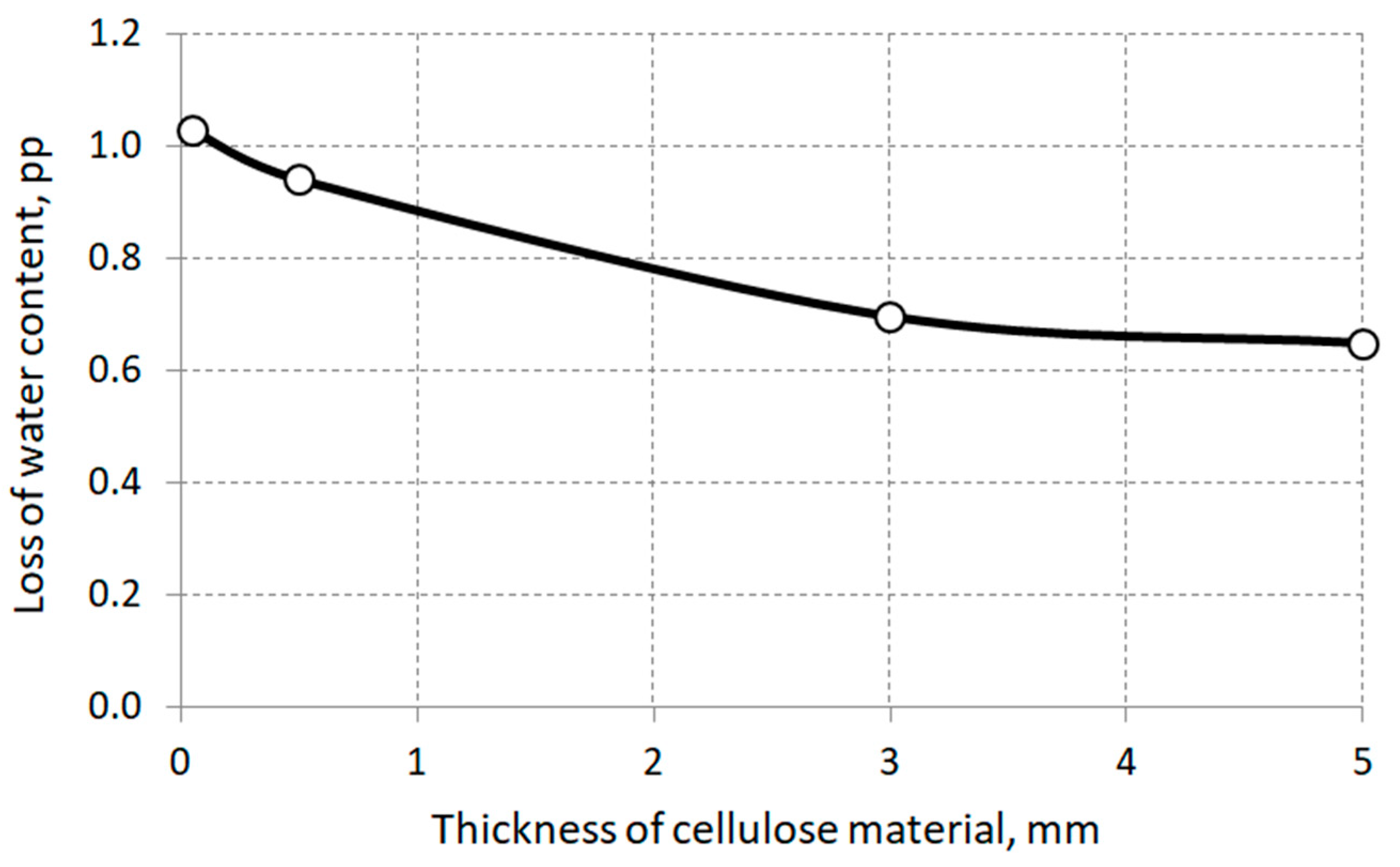
Figure 5 shows the loss of water content in cellulose samples of different thickness after the drying process. It can be seen that the amount of water removed from cellulose decreases very much as the thickness of the samples grows. This dependence occurs for samples up to about 3 mm thick. Above this value, the effect of thickness on water loss disappears. This should be explained by the fact that for the assumed time it is possible to dry the outer layers of cellulose materials. The process of water migration from the inner parts of thick material to its outer layers requires much more time.
In [
48] showed that it was possible to reduce the water content in cellulose insulation from 6.2% to 3.3% (drying conditions: Temperature 50 °C, weight ratio of cellulose insulation to oil 0.031, threefold introduction of dry synthetic ester, water content in dry ester 87 ppm, drying time equal to 7 days). The water content in transformer solid insulation usually does not exceed 4%. Unfortunately, the effectiveness of drying decreases as the water content in solid insulation decreases. Therefore, it was very important to demonstrate the possibility of drying cellulose insulation of water content about 3%. For the assumed drying conditions (temperature 70 °C, weight ratio of cellulose insulation to oil 0.031, a single oil replacement into the ester, water content in dry ester 70 ppm, drying time equal to 7 days) it was possible to reduce the water from 3.2% to the value equal to 2.3% and 2.5% in case of the pressboard of the thickness 0.5 mm and 3 mm, respectively. This effectiveness may be improved for example by increasing of temperature or applying continuous drying of the ester instead of its single replacement.
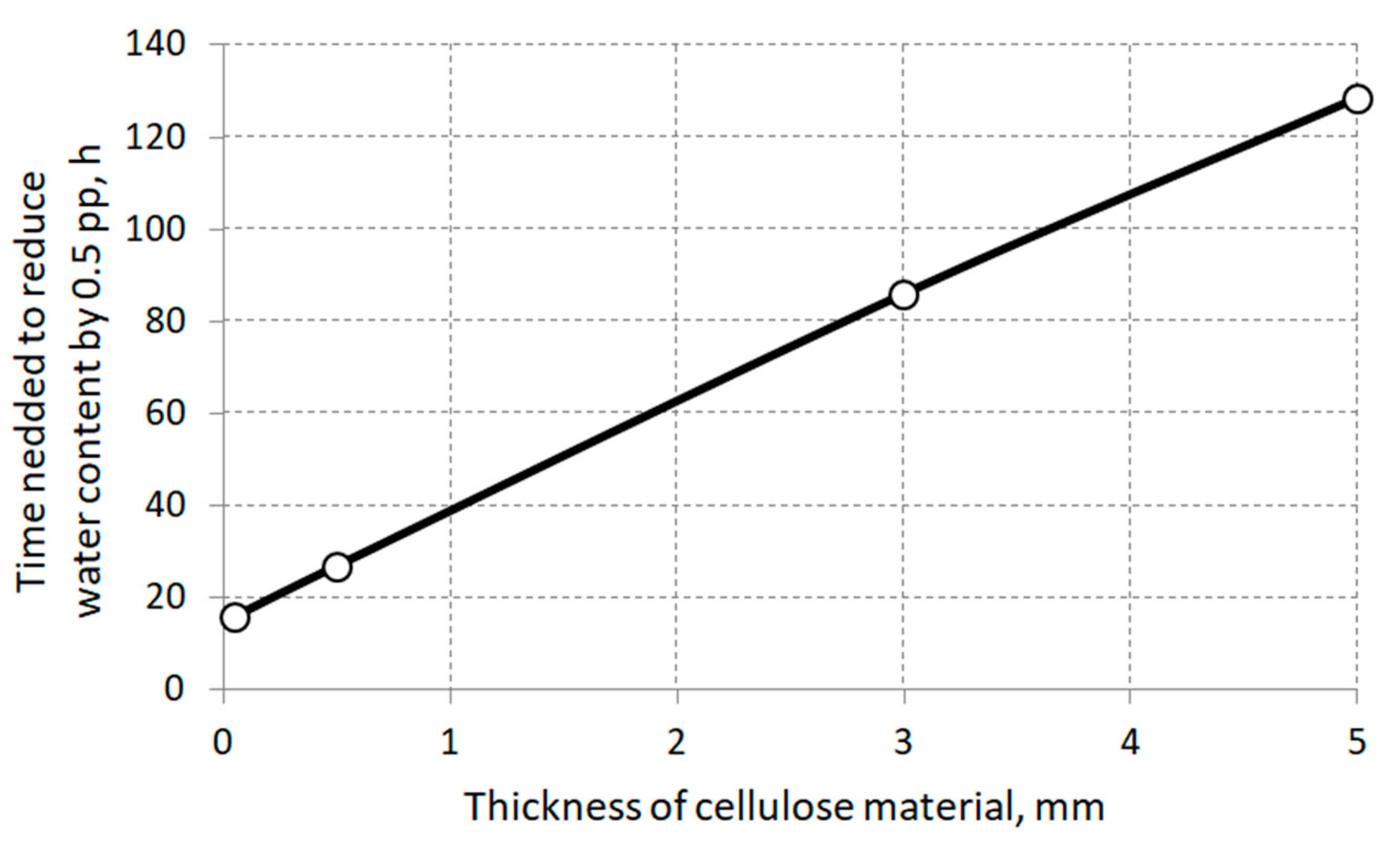
Important information about the effectiveness of the drying process depending on the thickness of the sample is shown in
Figure 6. It shows the time needed for the removal of 0.5 p.p. of water from samples of different thickness. The required time is in the range from 15 to 130 h. It should be noted that such drying dynamics were achieved in the case of a single replacement of mineral oil by synthetic ester. Greater dynamics should be expected in the case of continuous drying of the ester with a drying unit, due to a higher difference in relative humidity between the ester and cellulose.
4.3.2. The Results of the Second Series of Tests
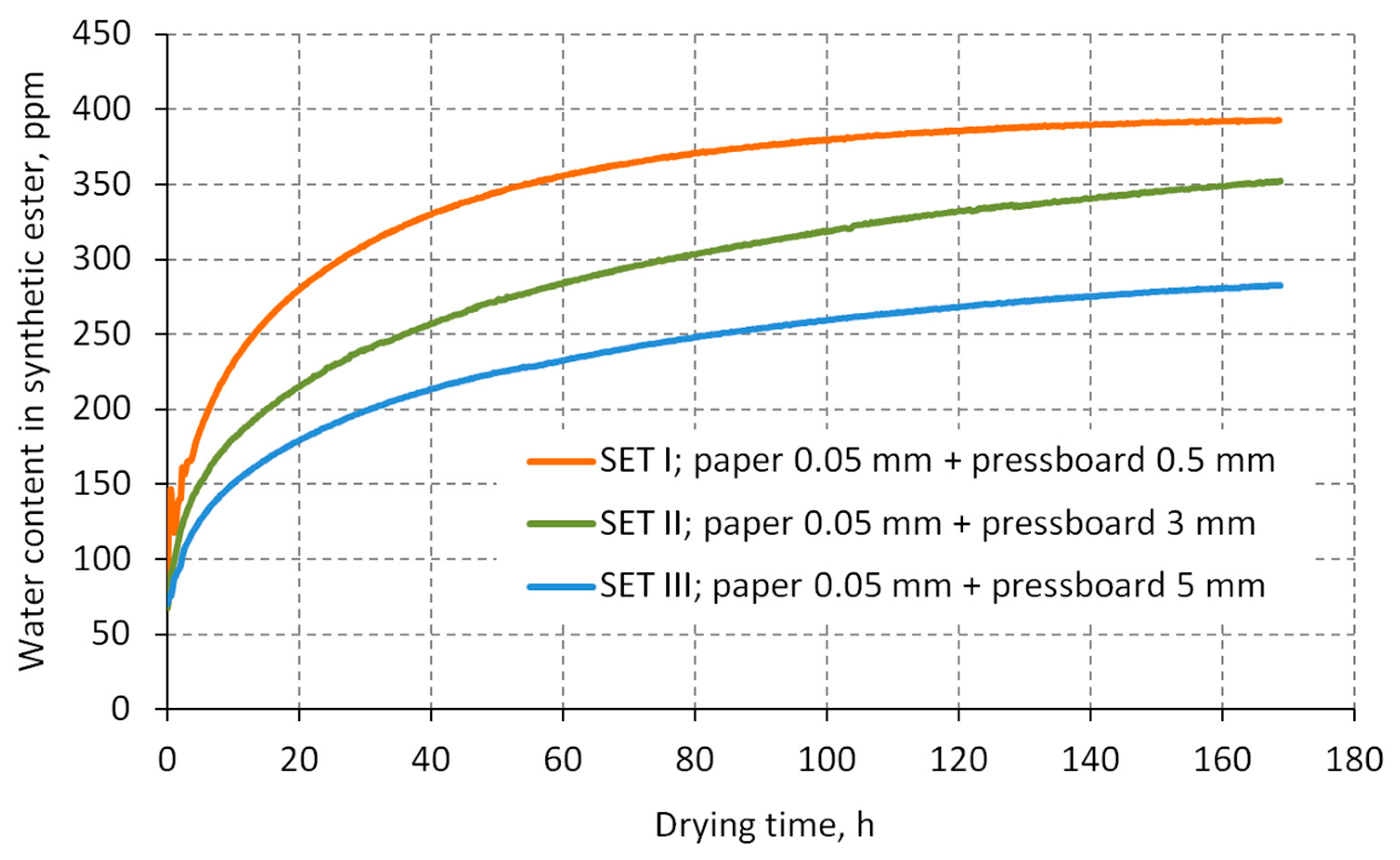
In the second series of the tests, three sets of samples (SET I, SET II, and SET III) were dried in the same conditions as in the first series of tests, i.e. at 70 °C for 168 h. The weight ratio of cellulose to ester was 0.033. The moisture of the ester during the drying was measured using a capacitive probe. This allowed the assessment of the dynamics of the drying process (
Figure 7).
SET I, consisting of the thinnest samples (0.05 mm paper + 0.5 mm pressboard), was characterized by the highest drying dynamics. The increase in pressboard thickness in the subsequent sets caused a decrease in the dynamics of the drying process.
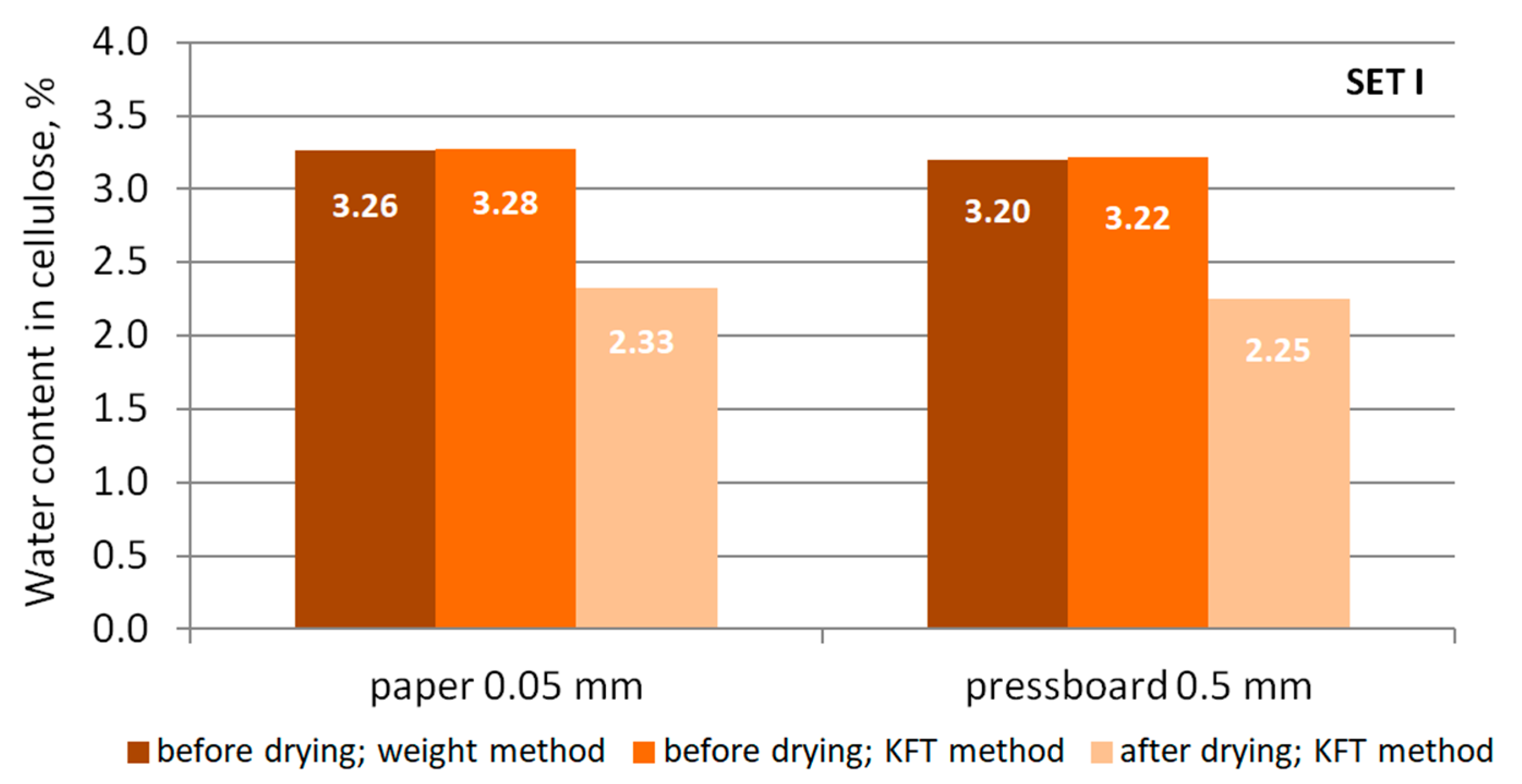
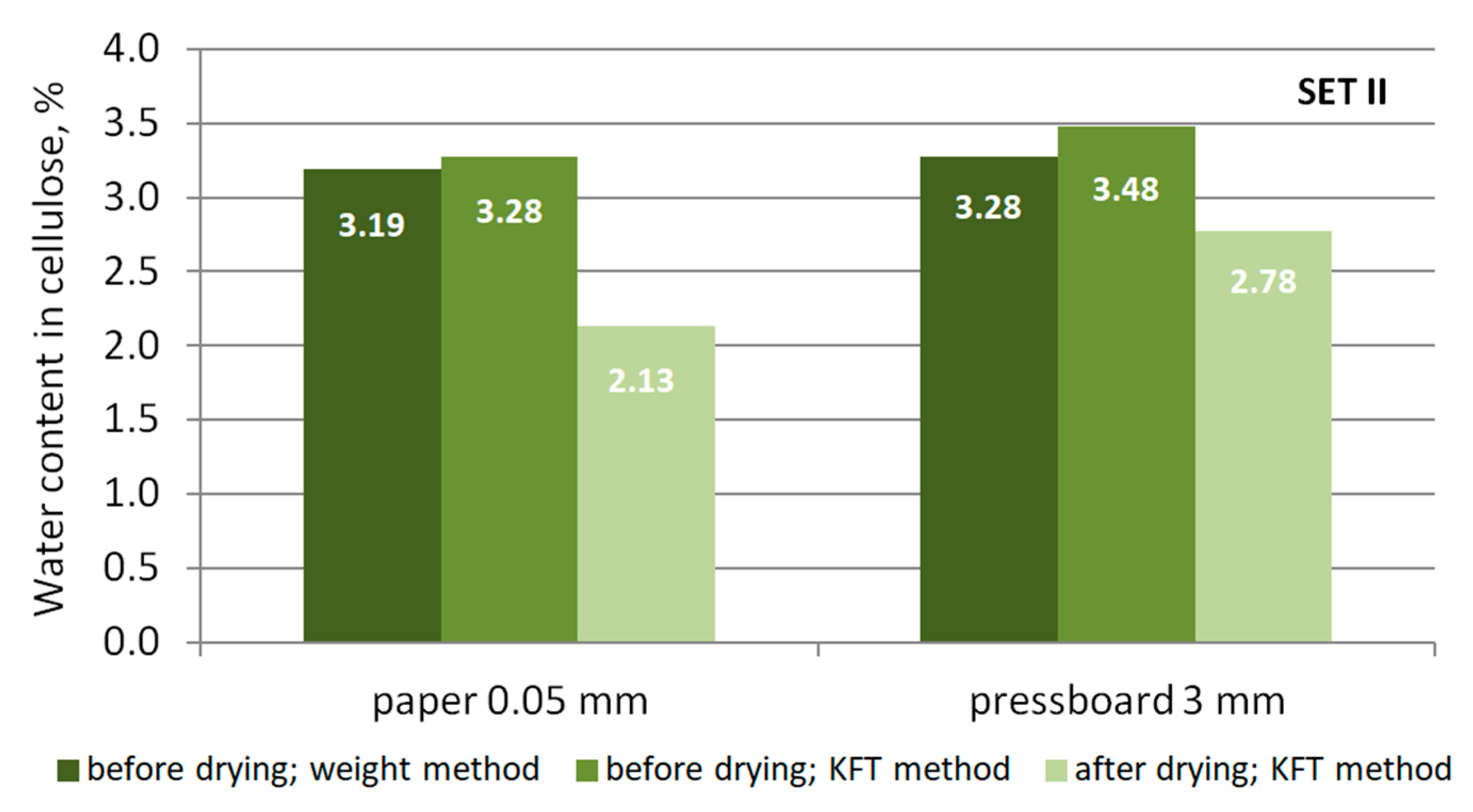
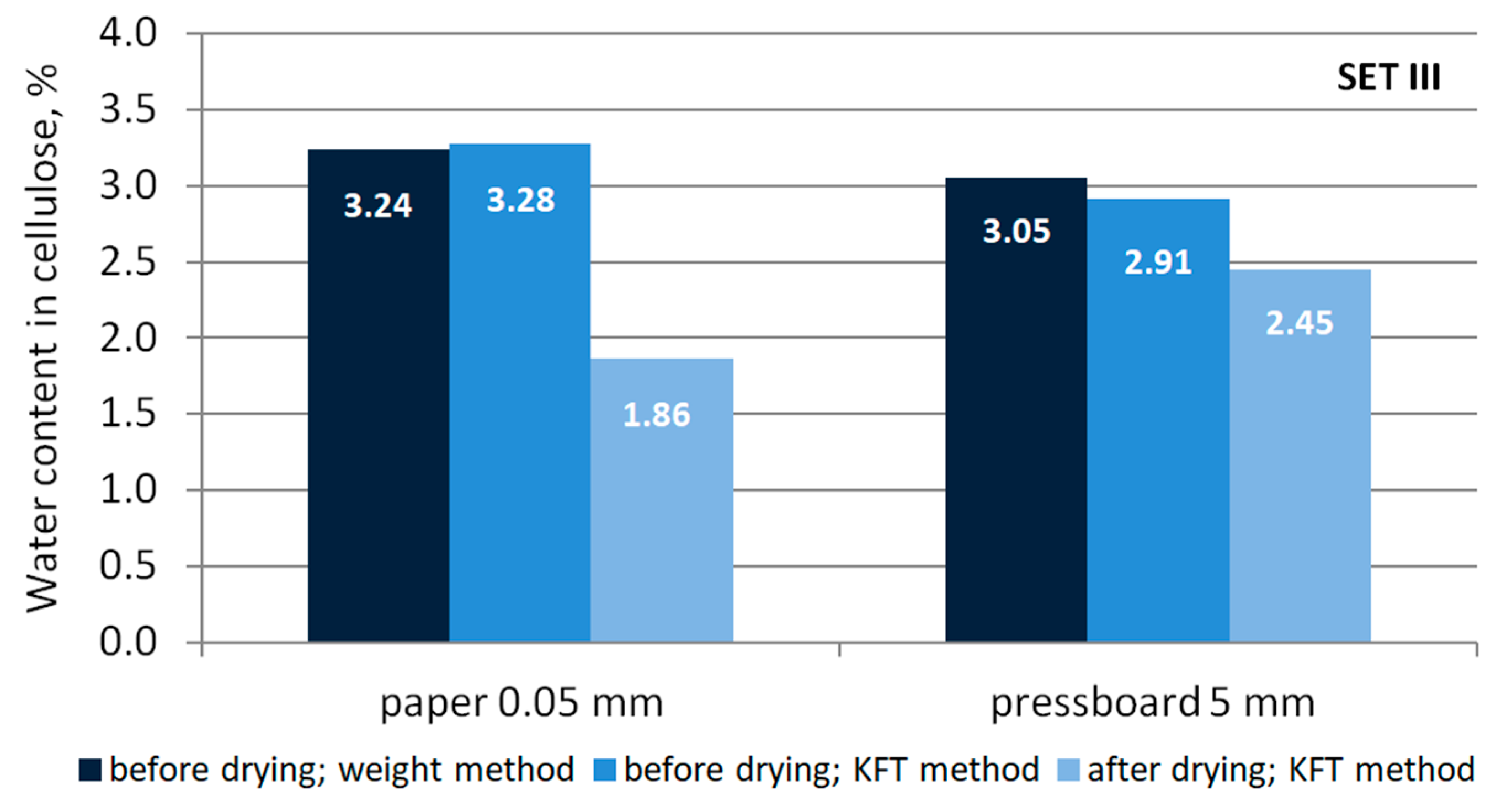
Due to the complexity of the system, it is not possible to calculate, based on moisture measurements of the insulating liquid, the water content in paper and pressboard after the drying process. The water content in the samples of cellulose materials before drying and impregnation with mineral oil was determined by the weight method, while the water content in paper and pressboard after impregnation with mineral oil, and also after drying, was measured using Karl Fischer method (water extraction from samples by means of the methanol technique). The results of these tests for SET I, SET II, and SET III are presented in
Figure 8,
Figure 9 and
Figure 10 respectively.
The initial water content measured by means of two methods (weight and KFT) was similar in all dried materials and ranged from 3.25% to 2.91%
Regardless of material thickness, it was possible to reduce its moisture content to the level of 1.86% at best (water content in paper dried with the thickest pressboard)
The presence of paper significantly decreased the efficiency of pressboard drying, which was explained on the basis of the analysis of water content losses in the samples as presented below
Based on the results presented in
Figure 8,
Figure 9 and
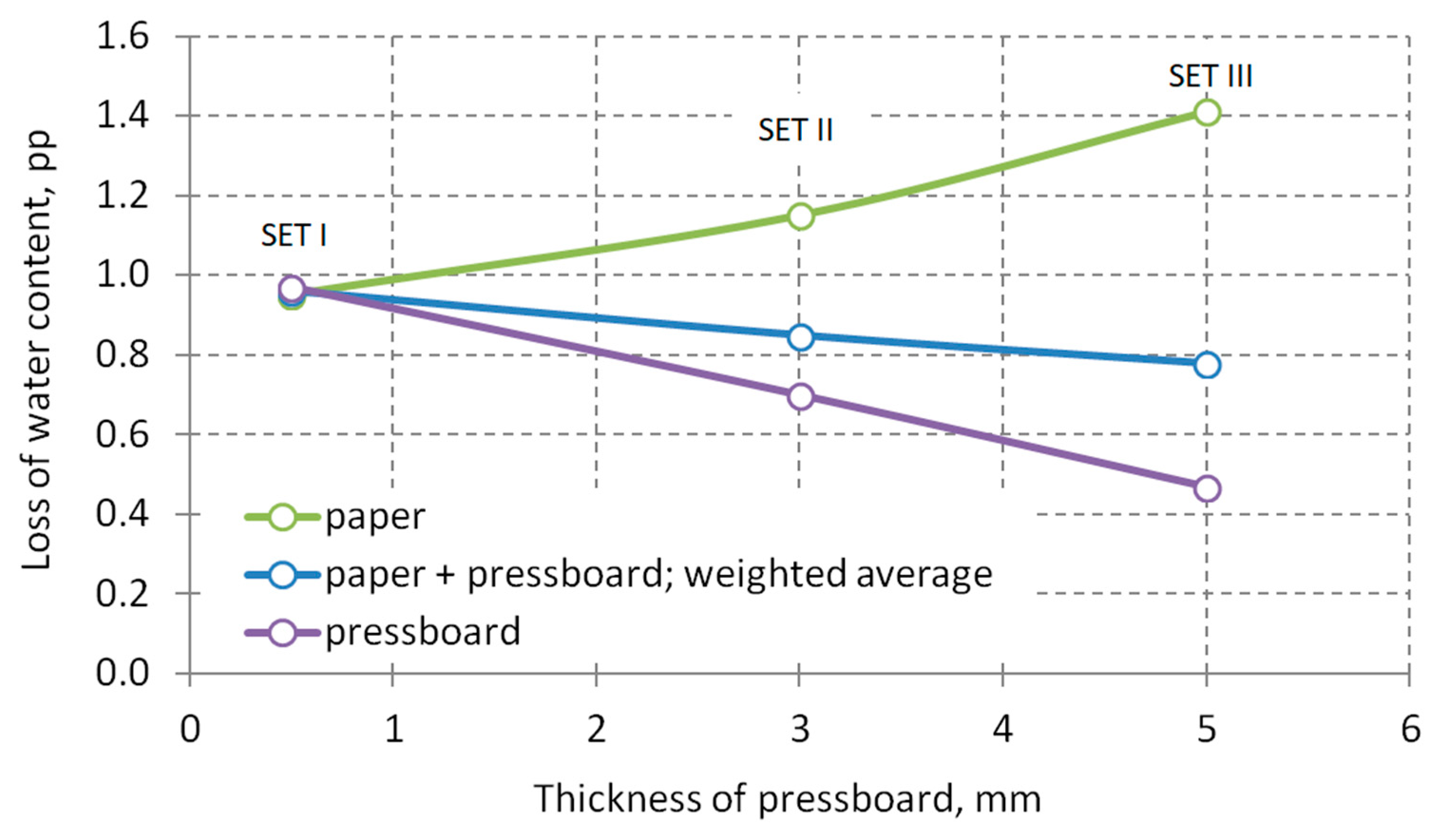
Figure 10, the losses of water content in each material used in sets I, II and III were calculated. In addition, the water content loss in both of these materials was calculated jointly, taking into account the paper-to-pressboard weight ratio, which was 0.33. The results of these calculations are shown in
Figure 11.
Based on the analysis of
Figure 11, it was found that the greater the difference in thickness between the two components dried together, the more efficiently the thin paper was dried in contrast to the pressboard.
In the first series of tests, the 5 mm thick pressboard had a water loss of 0.65 p.p. after the drying process, while after drying together with paper (the second test series), under the same conditions, the water loss was only 0.47 p.p. In the case of combined drying of paper and pressboard, water is quickly removed from the paper and there is a significant increase in the moisture content of the ester, which causes a significant reduction in the efficiency of pressboard drying. This unfavourable situation must be taken into account when choosing the optimal drying procedure for transformer insulation and estimating the time needed to dry transformer cellulose insulation.
The authors compared the drying velocity in methods shown in
Figure 1 with their proposed method based on a synthetic ester. For this comparison, information about the loss of water content in the insulating system consisting of paper (0.05 mm) and pressboard (3 mm) was used. According to
Figure 11 (SET II), the weighted average loss of water content in both of these materials equals 0.82 p.p. In the transformer with a cellulose insulation mass of 14 tons (
Figure 1) a water content loss of 0.82 p.p. will cause a reduction of water amount by about 114.8 kg. Taking into account the fact that the drying took seven days, the average drying velocity was equal to 16.4 l/day. Thus, the drying velocity using this method is similar to the LFH method with oil circulation. The drying velocity of the proposed method may be improved by applying continuous drying of the ester using a unit instead of a single oil replacement into the ester.
5. Conclusions
The authors have proved that it is possible to dry cellulose insulation impregnated with mineral oil by means of a synthetic ester. The authors also drew attention to the impact of cellulosic material thickness on the drying efficiency. The authors pointed out that after drying the insulation system with an ester, a large difference in the water content between thin and thick cellulosic materials was possible. Under the experimental conditions, the difference was even 0.65 pp.
When assessing the effectiveness of the cellulose insulation drying process with the use of a synthetic ester, the significant dependence of the drying dynamics on the thickness of cellulose materials should be taken into account. Simultaneous drying of cellulosic materials of varying thicknesses complicates the process. Drying thin paper and thick pressboard at the same time will significantly slow down the drying of the paper. The decrease in cellulose drying dynamics with time is associated with an increase of the water content in the ester and a decrease of the water content in cellulose, which is the effect of the approach of the system to moisture equilibrium. In none of the analyzed cases, was moisture equilibrium achieved after the seven-day drying process. Achieving the equilibrium would require a significant extension of the drying time, which is usually not technically and economically reasonable when drying transformers.
Based on the drying dynamic analysis the authors concluded that much greater drying dynamics should be expected when using a continuous drying of the ester with a unit instead of a single oil replacement into the ester. Thanks to this procedure, it is possible to continuously force a big difference in the relative humidity between the drying medium and cellulose, which will be a factor accelerating the process of water migration from cellulose to the ester.
To properly assess the drying efficiency of cellulose insulation, it is necessary to take into account other relevant drying conditions. The subsequent studies on laboratory models should include an analysis of the following parameters: drying temperature, initial water content in cellulose and synthetic ester, weight ratio of cellulose to ester, and drying procedure. The final result of these investigations will be finding a way for optimal drying conditions on the basis of which a mobile system for on-site drying of transformer insulation will be developed. The development and construction of a mobile system for on-site drying is the main goal of the project entitled “Mobile insulation drying system for distribution transformers using a liquid medium”. At the last stage of the research, it is planned to carry out drying of transformers at the place of their installation. It is also necessary to develop a method for the treatment of synthetic ester. The treatment process should be understood here as the separation of mineral oil from synthetic ester. This will allow multiple use of the ester for drying transformers.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}