Soot Blowing Optimization for Frequency in Economizers to Improve Boiler Performance in Coal-Fired Power Plant

 , , , , ,
, , , , ,
Abstract
1. Introduction
2. Problem Description
3. Principle of Soot Accumulation Monitoring on Boiler Heating Surface
3.1. The Theoretical Heat Transfer Coefficient
3.2. The Actual Heat Transfer Coefficient
3.3. Boiler Thermal Efficiency
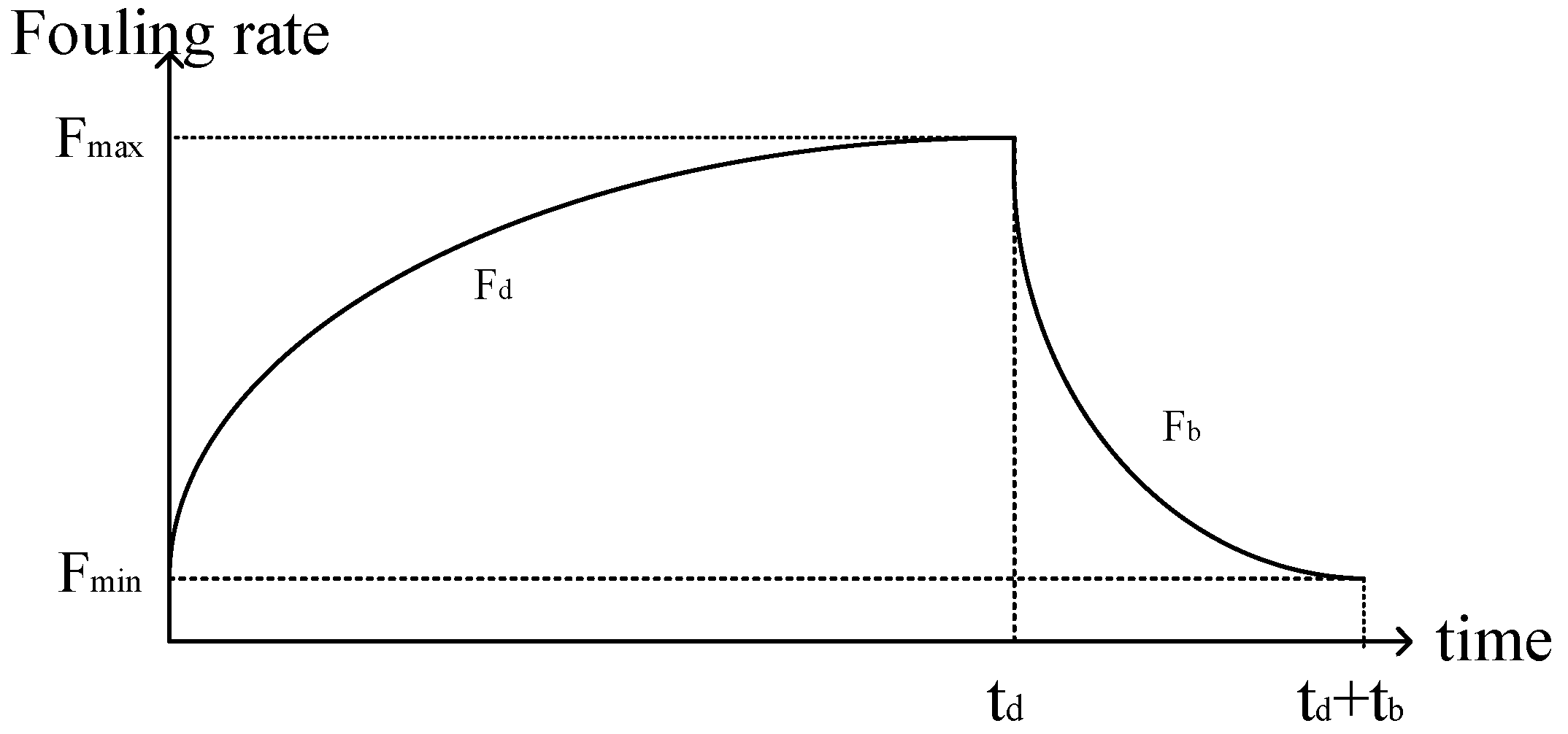
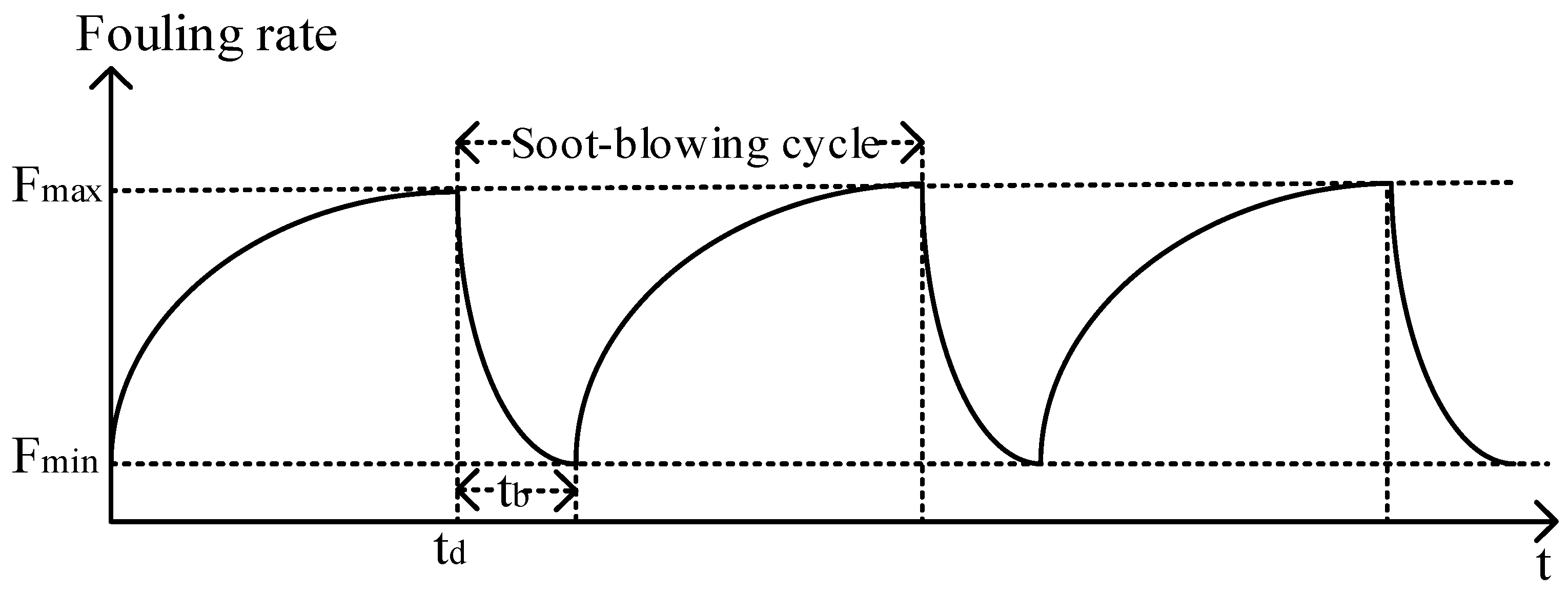
4. The Optimization Strategy of Soot Blowing
4.1. The Establishment of the Optimization Model
5. Case Study
6. Data Processing and Methods
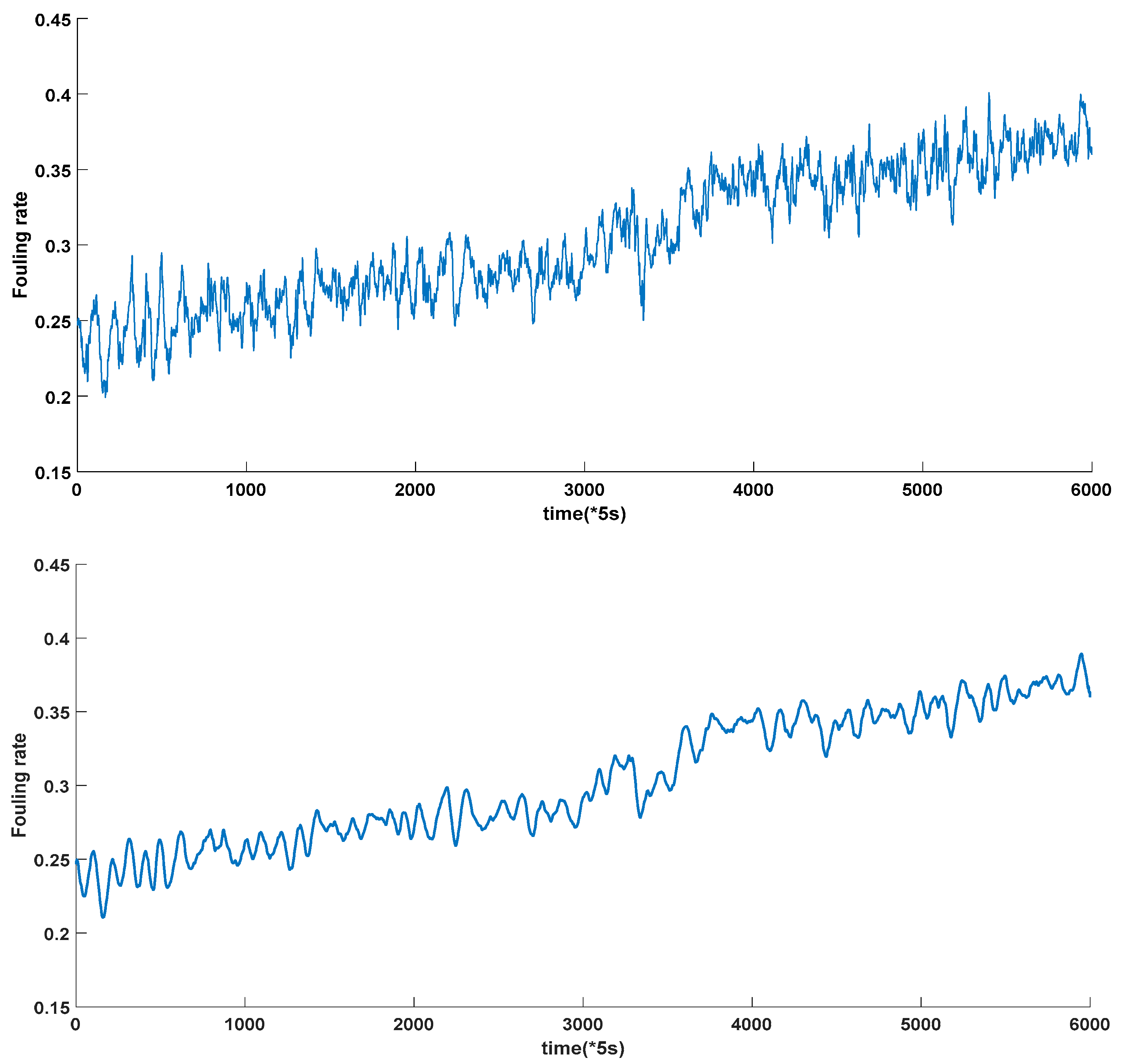
6.1. Data Preprocessing
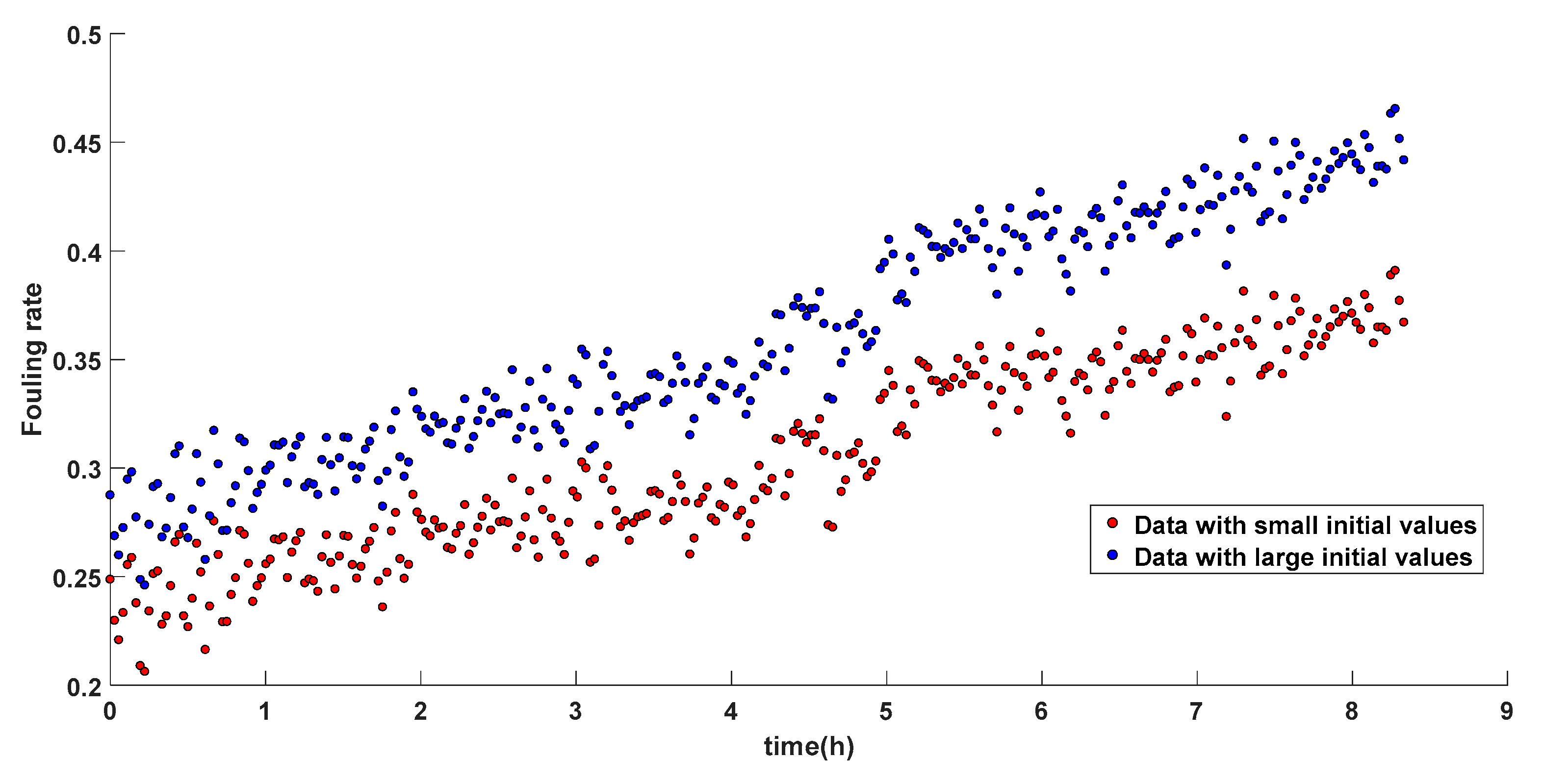
6.2. Data Selection
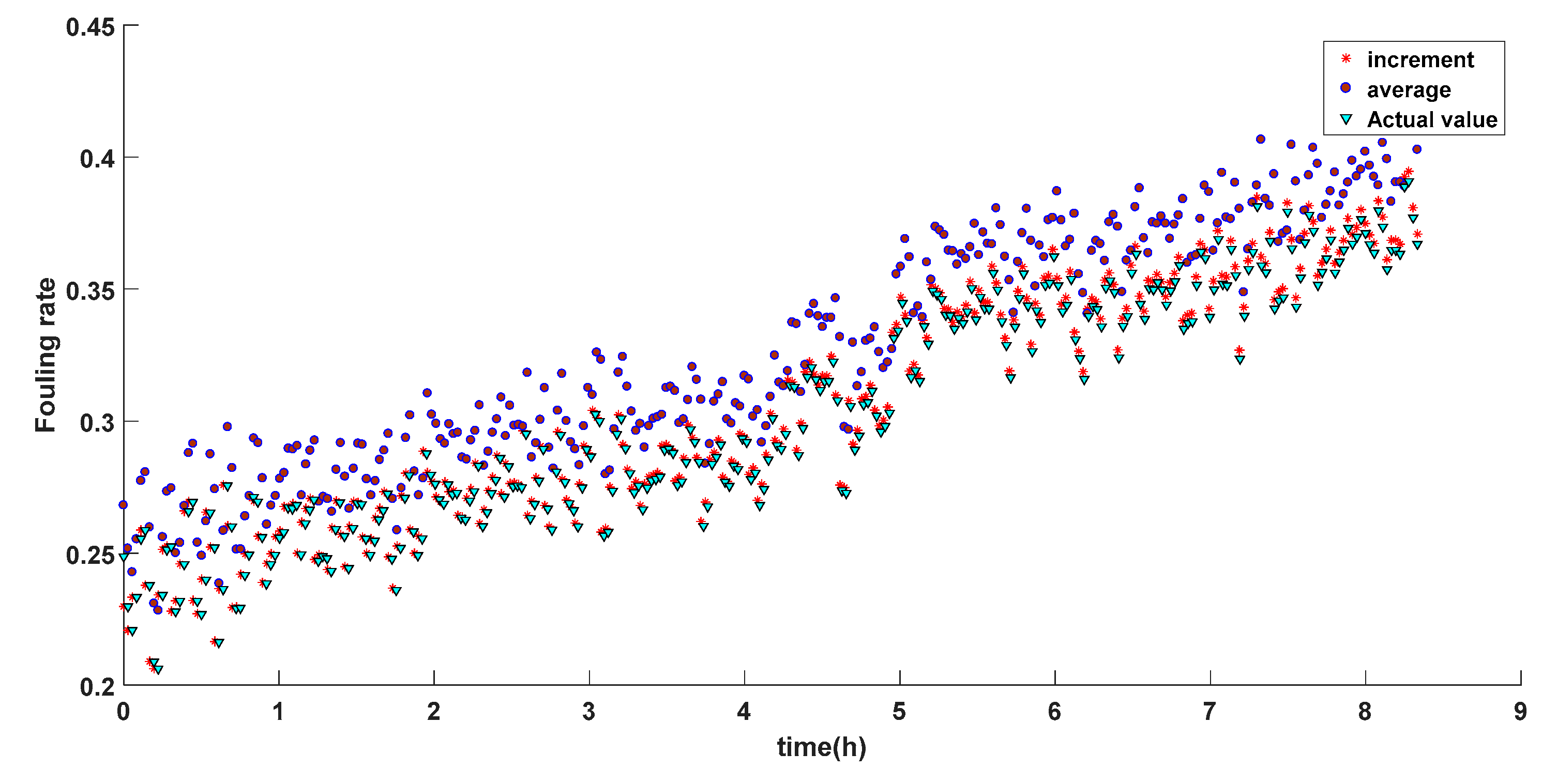
6.3. The Proposed Incremental Method
6.4. Calculation Examples and Analysis of Results
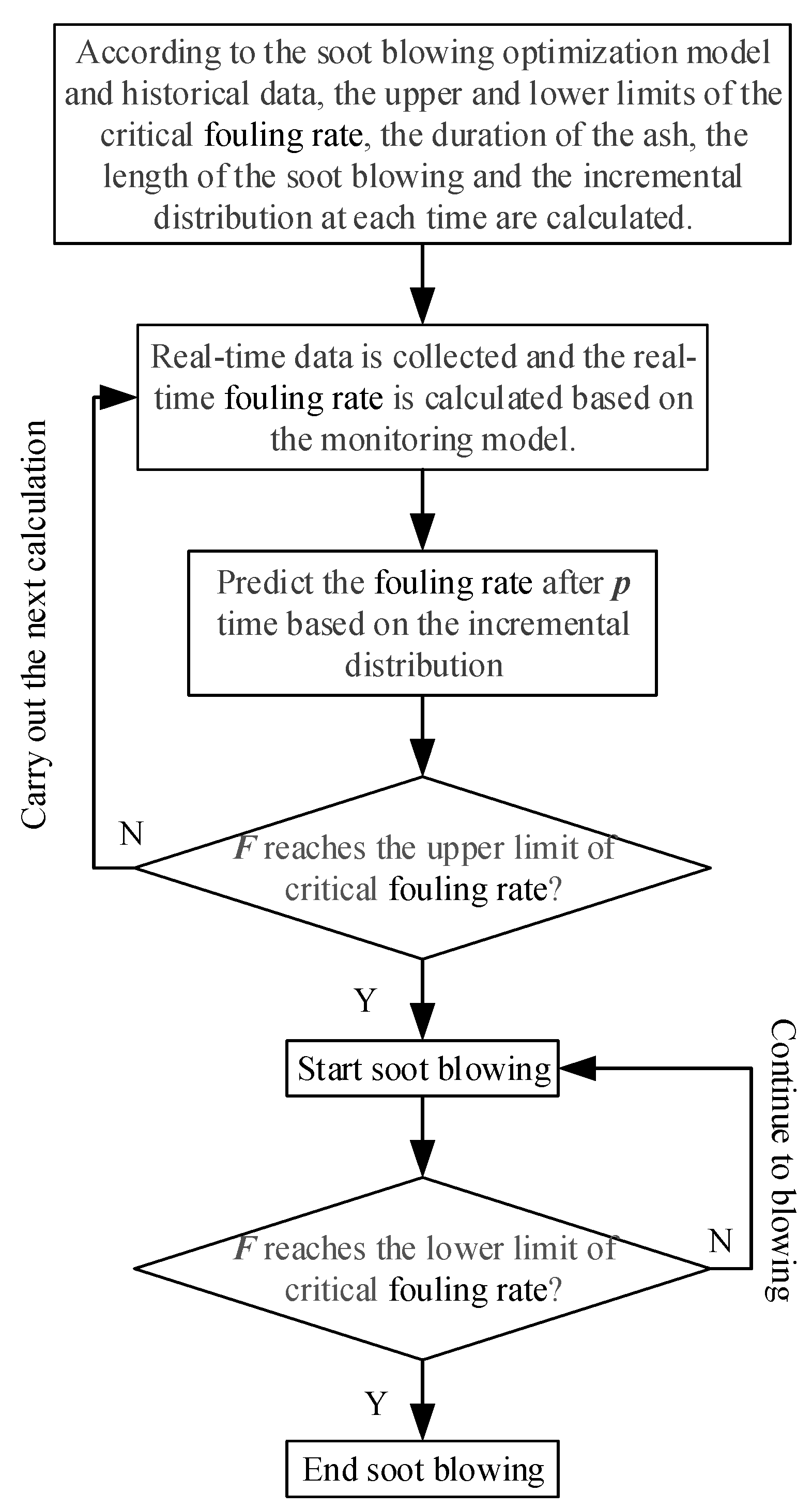
6.5. The Optimization Strategy of Soot Blowing
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| The following abbreviations are used in this manuscript. | |
| heat transfer coefficient | |
| black degree | |
| / | temperature () |
| diameter () | |
| Prandtl number | |
| heat transfer area () | |
| energy () | |
| quality flow () | |
| enthalpy values () | |
| Specific heat capacity () | |
| quality () | |
| Greek symbols | |
| radiation heat transfer coefficient | |
| heat conductivity coefficient () | |
| gas flow rate () | |
| dynamic viscosity coefficient () | |
| increment | |
| time () | |
| Abbreviations | |
| DCS | Distributed Control System |
| CF | cleanliness factor |
| FF | fouling rate |
| LHV | low calorific value |
| PSO | Particle Swarm Optimization |
References
- Sivathanu, A.K.; Subramanian, S. Extended Kalman filter for fouling detection in thermal power plant reheater. Control. Eng. Pract 2018, 73, 91–99. [Google Scholar] [CrossRef]
- Sandberg, J.; Fdhila, R.B.; Dahlquist, E.; Avelin, A. Dynamic simulation of fouling in a circulating fluidized biomass-fired boiler. Appl. Energy 2011, 88, 1813–1824. [Google Scholar] [CrossRef]
- Dong, M.; Han, J.; Li, S.; Pu, H. A Dynamic Model for the Normal Impact of Fly Ash Particle with a Planar Surface. Energies 2013, 6, 4288–4307. [Google Scholar] [CrossRef]
- Shao, Y.; Wang, J.; Preto, F.; Zhu, J.; Xu, C. Ash Deposition in Biomass Combustion or Co-Firing for Power/Heat Generation. Energies 2012, 5, 5171–5189. [Google Scholar] [CrossRef]
- Romeo, L.M.; Gareta, R. Neural network for evaluating boiler behaviour. Appl. Therm. Eng. 2006, 26, 1530–1536. [Google Scholar] [CrossRef]
- Aliakbari, S.; Ayati, M.; Osman, J.H.; Sam, Y.M. Second-order sliding mode fault-tolerant control of heat recovery steam generator boiler in combined cycle power plants. Appl. Therm. Eng. 2013, 50, 1326–1338. [Google Scholar] [CrossRef]
- Romeo, L.M.; Gareta, R. Fouling control in biomass boilers. Biomass Bioenergy 2009, 33, 854–861. [Google Scholar] [CrossRef]
- Pena, B.; Teruel, E.; Diez, L. Soft-computing models for soot-blowing optimization in coal-fired utility boilers. Appl. Soft Comput. 2011, 11, 1657–1668. [Google Scholar] [CrossRef]
- Dong, M.; Li, S.; Xie, J.; Han, J. Experimental Studies on the Normal Impact of Fly Ash Particles with Planar Surfaces. Energies 2013, 6, 3245–3262. [Google Scholar] [CrossRef]
- Teruel, E.; Cortés, C.; Díez, L.I.; Arauzo, I. Monitoring and prediction of fouling in coal-fired utility boilers using neural networks. Chem. Eng. Sci. 2005, 60, 5035–5048. [Google Scholar] [CrossRef]
- Perez, L.; Ladevie, B.; Tochon, P.; Batsale, J. A new transient thermal fouling probe for cross flow tubular heat exchangers. Int. J. Heat Mass Transf. 2009, 52, 407–414. [Google Scholar] [CrossRef][Green Version]
- Qiu, K.; Zhang, H.; Zhou, H.; Zhou, B.; Li, L.; Cen, K. Experimental investigation of ash deposits characteristics of co-combustion of coal and rice hull using a digital image technique. Appl. Therm. Eng. 2014, 70, 77–89. [Google Scholar] [CrossRef]
- Kalisz, S.; Pronobis, M. Investigations on fouling rate in convective bundles of coal-fired boilers in relation to optimization of sootblower operation. Fuel 2005, 84, 927–937. [Google Scholar] [CrossRef]
- Barrett, R.E.; Tuckfield, R.C.; Thomas, R.E. Slagging and Fouling in Pulverized-Coal-Fired Utility Boilers; A Survey and Analysis of Utility Data: Final Report; EPRI: Palo Alto, CA, USA, 1987; Volume 1. [Google Scholar]
- Pattanayak, L.; Ayyagari, S.P.K.; Sahu, J.N. Optimization of sootblowing frequency to improve boiler performance and reduce combustion pollution. Clean Technol. Environ. Policy 2015, 17, 1897–1906. [Google Scholar] [CrossRef]
- Valero, A.; Cortés, C. Ash fouling in coal-fired utility boilers. Monitoring and optimization of on-load cleaning. Prog. Energy Combust. Sci. 1996, 22, 189–200. [Google Scholar] [CrossRef]
- Fan, Q.; Yan, W. Boiler Principles; China Electric Power Press: Beijing, China, 2007. [Google Scholar]
- Shi, Y.; Wang, J.; Liu, Z. On-line monitoring of ash fouling and soot-blowing optimization for convective heat exchanger in coal-fired power plant boiler. Appl. Therm. Eng. 2015, 78, 39–50. [Google Scholar] [CrossRef]
- Zhang, S.; Shen, G.; An, L.; Li, G. Ash fouling monitoring based on acoustic pyrometry in boiler furnaces. Appl. Therm. Eng. 2015, 84, 74–81. [Google Scholar] [CrossRef]
- GB/T 10184-88. Performance Test Code for Utility Boiler; Chinese GB Standard: Beijing, China, 1988. [Google Scholar]
- Shi, Y.; Wang, J.; Wang, B.; Zhang, Y. Real-time online monitoring of thermal efficiency in coal-fired power plant boiler based on coal heating value identification. Int. J. Model. Identif. Control 2013, 20, 295. [Google Scholar] [CrossRef]
- Yan, W.; Chen, B.; Liang, X.; Xue, Y.E.; Wang, L.; Zhao, B. Investigation on Ash Monitoring Model for Rotary Air Heater in Utility Boiler. Power Eng. 2002, 22, 1708–1710. [Google Scholar]
- Pena, B.; Teruel, E.; Diez, L. Towards soot-blowing optimization in superheaters. Appl. Therm. Eng. 2013, 61, 737–746. [Google Scholar] [CrossRef]
- Shi, Y.; Wen, J.; Cui, F.; Wang, J. An Optimization Study on Soot-Blowing of Air Preheaters in Coal-Fired Power Plant Boilers. Energies 2019, 12, 958. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | Value of Number |
|---|---|---|
| Rated condition | MW | 300 |
| Fuel flow | kg/s | 35.4 |
| Rated evaporation | t/h | 909.6 |
| Rated main steam pressure | MPa | 17.25 |
| Rated main steam temperature | °C | 540 |
| Reheat steam flow | t/h | 743.2 |
| Reheat steam pressure | MPa | 3.18 |
| Reheat steam temperature | °C | 540 |
| Feed water temperature | °C | 278 |
| Air volume | kg/s | 295 |
| Parameter | Original Value | Optimized Results | Comparison of Results | |
|---|---|---|---|---|
| 8.33 | 7.62 | 0.71 | 9.32% | |
| 0.67 | 0.46 | 0.21 | 46.65% | |
| 9 | 8.08 | 0.92 | 11.39% | |
| 0.26 | 0.26 | |||
| Experience setting | 0.36 | |||
| 10,750,163.25 | 15,570,885.17 | 4,820,721.92 | 30.96% | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, Y.; Li, Q.; Wen, J.; Cui, F.; Pang, X.; Jia, J.; Zeng, J.; Wang, J. Soot Blowing Optimization for Frequency in Economizers to Improve Boiler Performance in Coal-Fired Power Plant. Energies 2019, 12, 2901. https://doi.org/10.3390/en12152901
Shi Y, Li Q, Wen J, Cui F, Pang X, Jia J, Zeng J, Wang J. Soot Blowing Optimization for Frequency in Economizers to Improve Boiler Performance in Coal-Fired Power Plant. Energies. 2019; 12(15):2901. https://doi.org/10.3390/en12152901
Chicago/Turabian StyleShi, Yuanhao, Qiang Li, Jie Wen, Fangshu Cui, Xiaoqiong Pang, Jianfang Jia, Jianchao Zeng, and Jingcheng Wang. 2019. "Soot Blowing Optimization for Frequency in Economizers to Improve Boiler Performance in Coal-Fired Power Plant" Energies 12, no. 15: 2901. https://doi.org/10.3390/en12152901
APA StyleShi, Y., Li, Q., Wen, J., Cui, F., Pang, X., Jia, J., Zeng, J., & Wang, J. (2019). Soot Blowing Optimization for Frequency in Economizers to Improve Boiler Performance in Coal-Fired Power Plant. Energies, 12(15), 2901. https://doi.org/10.3390/en12152901