Biogas Production and Heat Transfer Performance of a Multiphase Flow Digester



Abstract
:1. Introduction
2. Materials and Methods
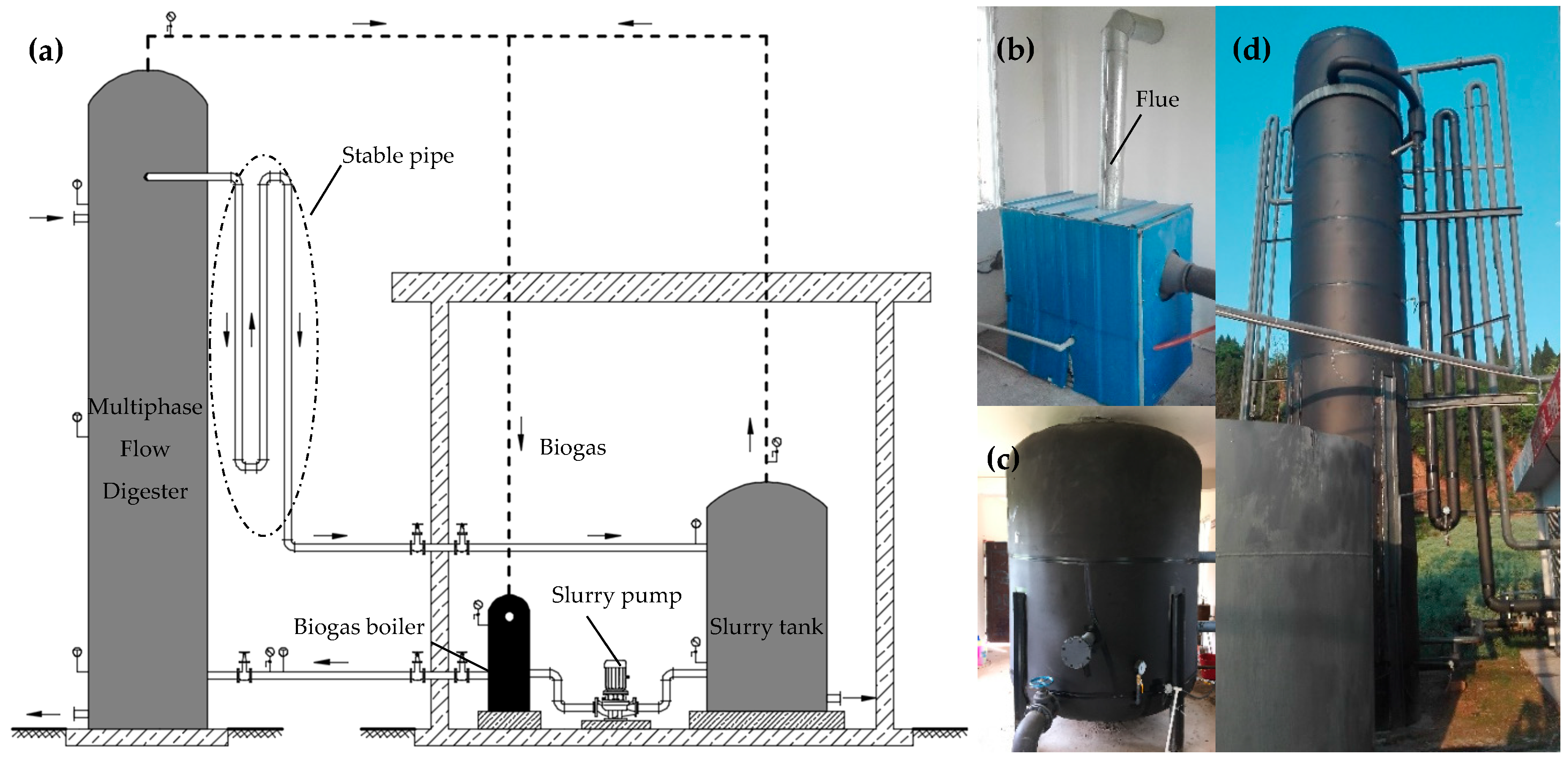
2.1. Experimental System
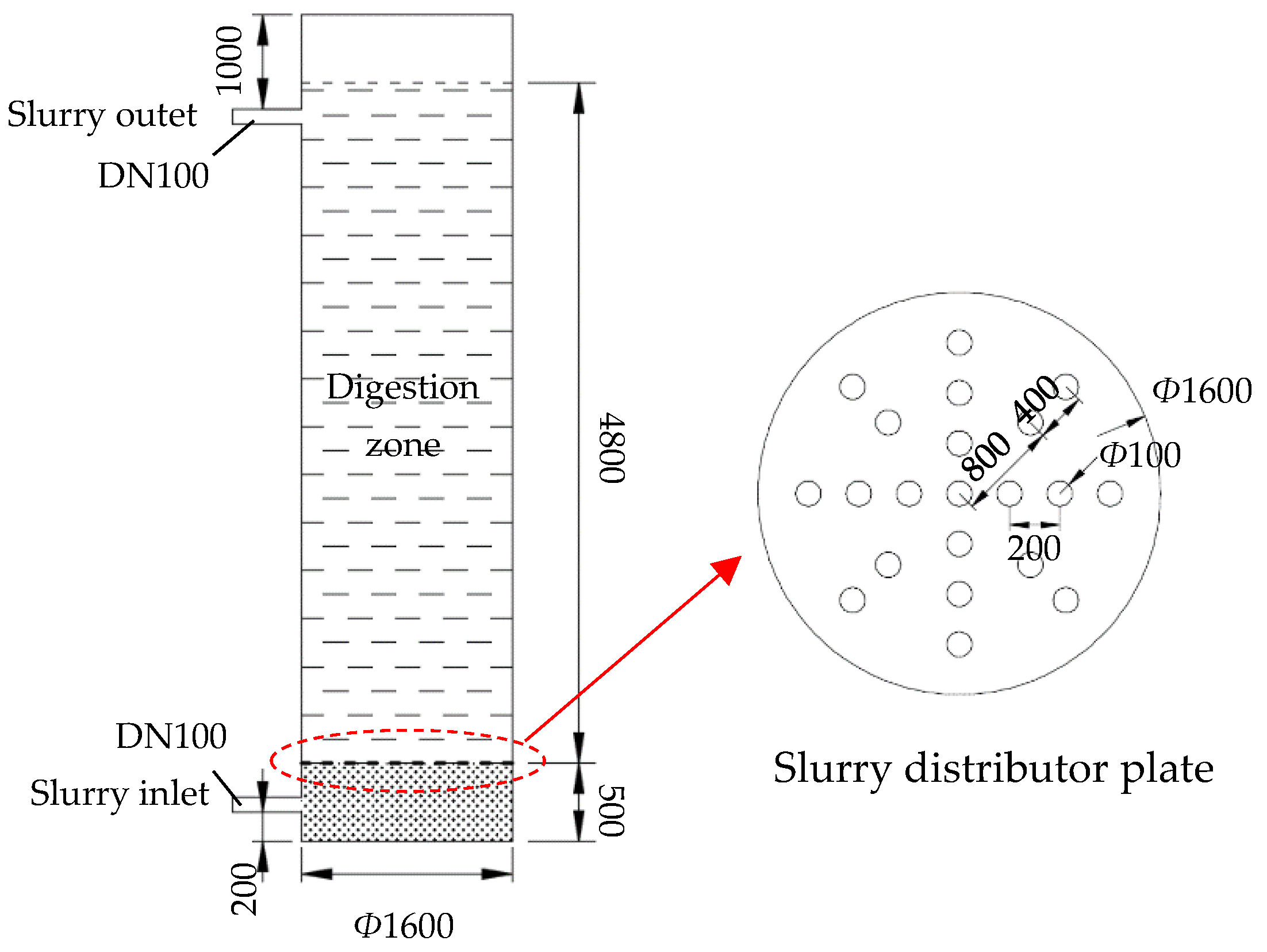
2.1.1. Multiphase Flow Digester (MFD)
2.1.2. Biogas Boiler
2.1.3. Slurry Pump
2.1.4. Slurry Tank
2.2. Experimental Methods
3. Results and Discussion
3.1. Biogas Production Performance of MFD
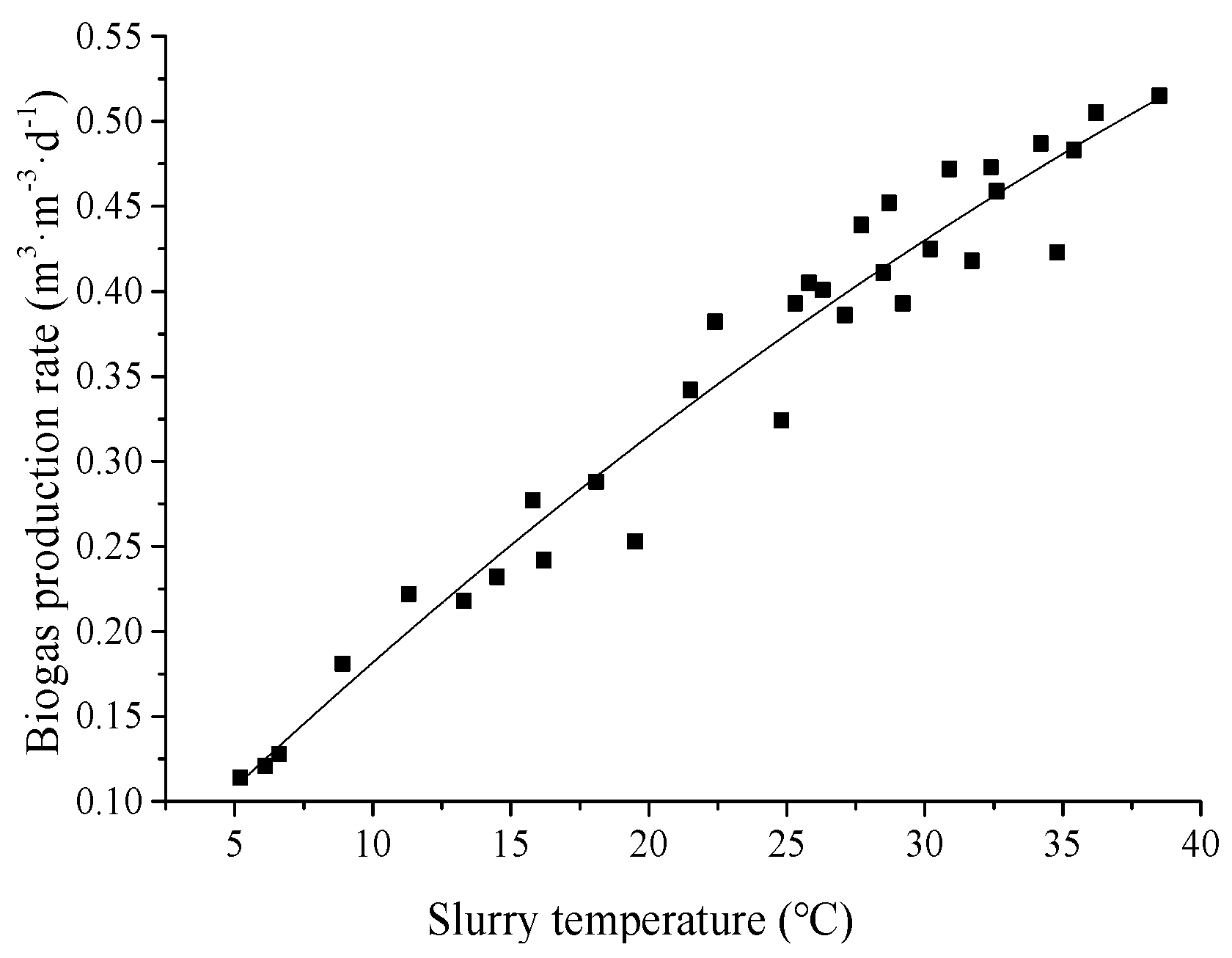
3.1.1. The Relationship Between Temperature and Biogas Production Rate
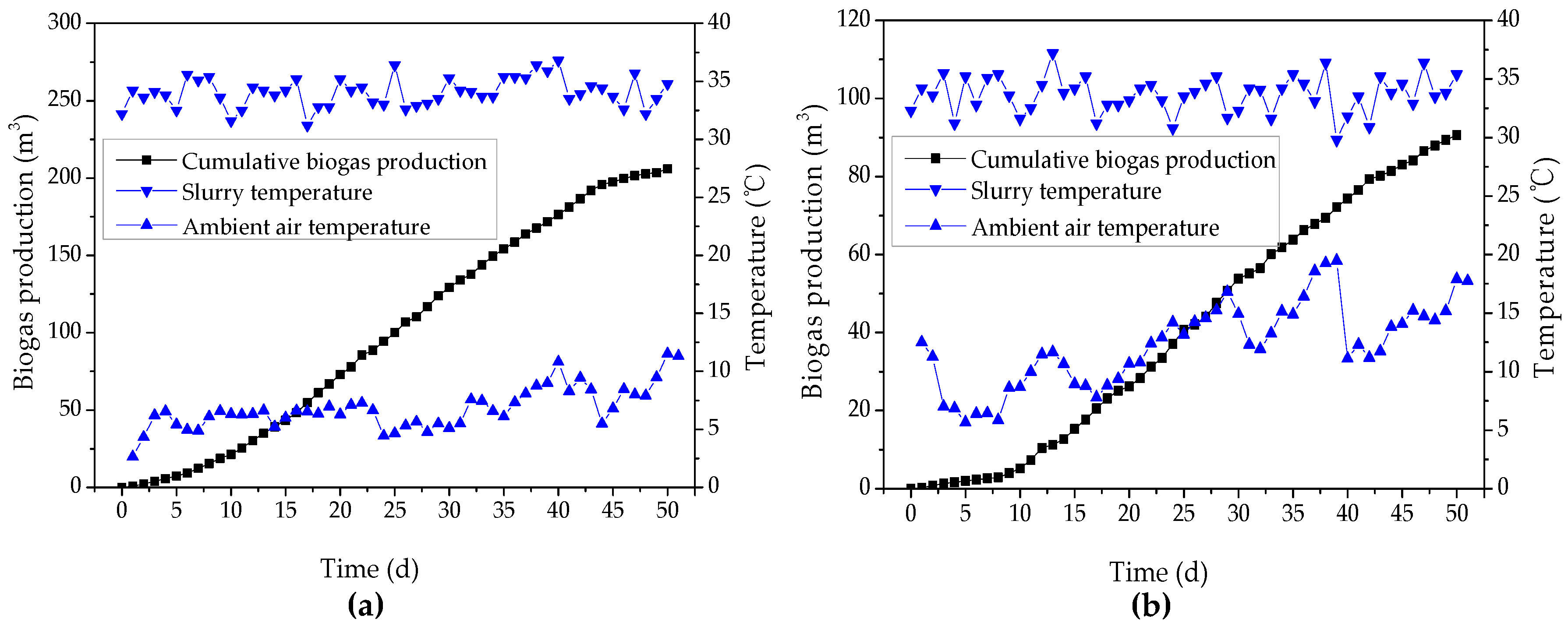
3.1.2. Effect of Dynamic Digestion
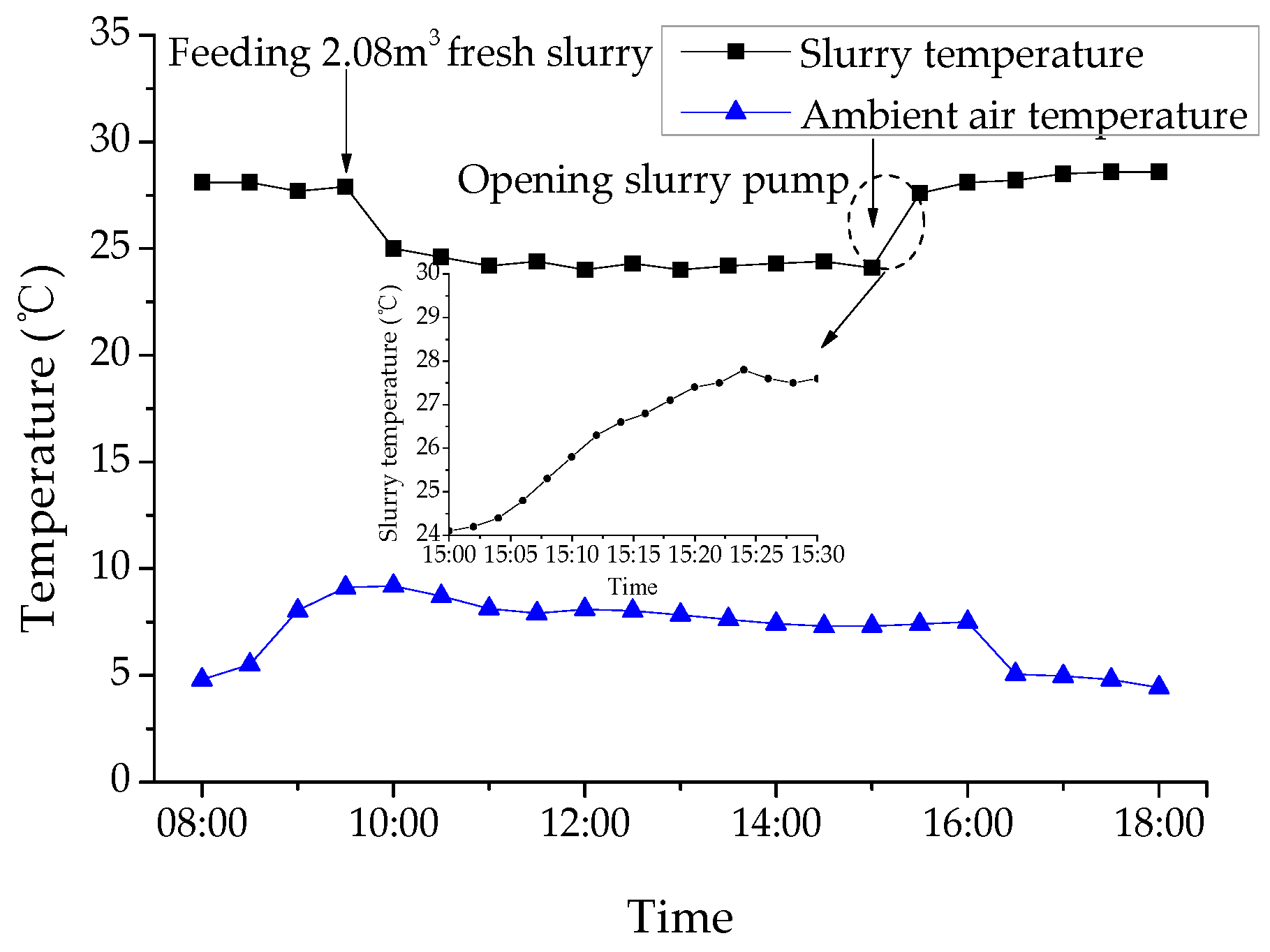
3.2. Heat Transfer Performance of MFD
3.3. System Optimization Analysis
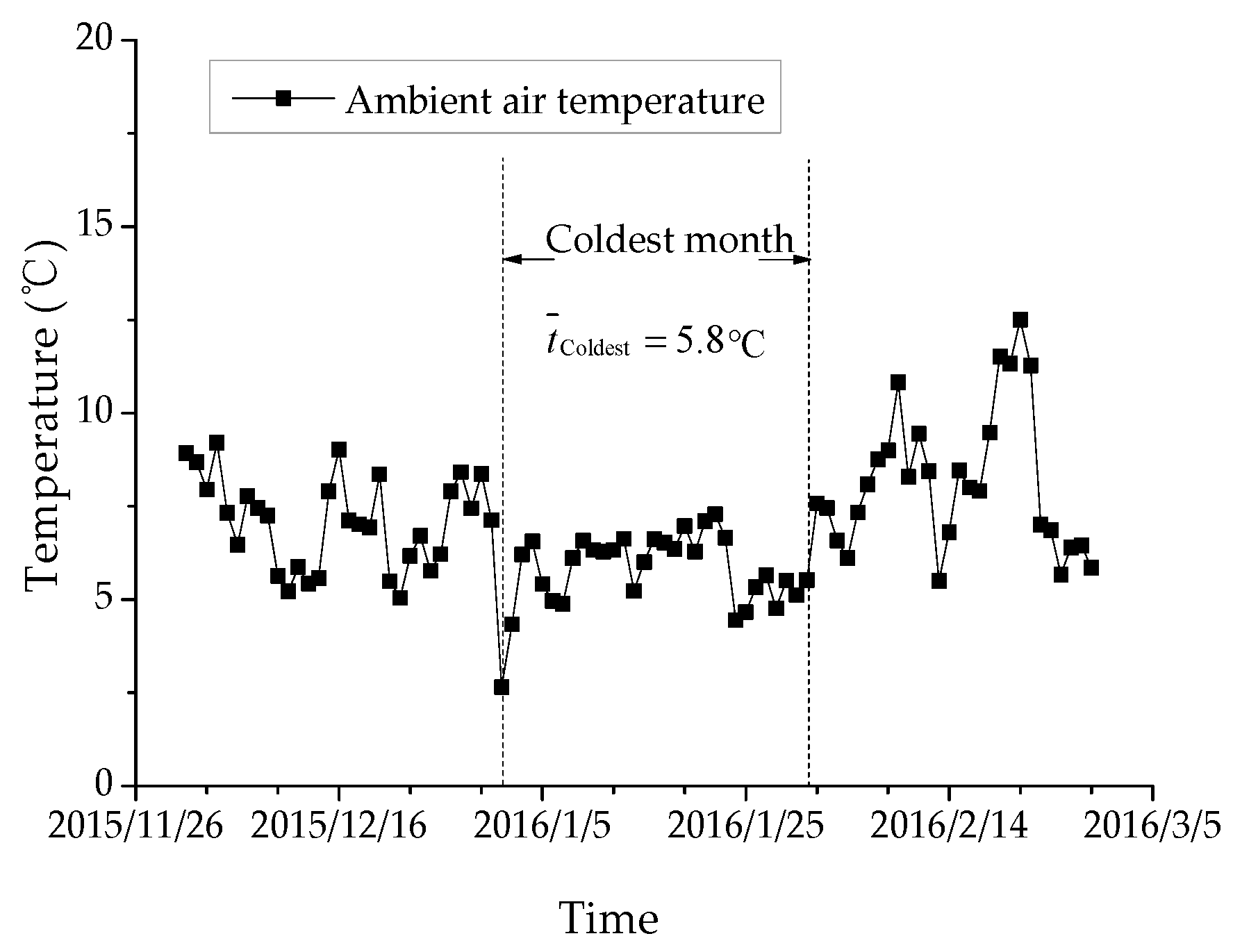
3.3.1. System Heat Load Calculation
3.3.2. Biogas Boiler Consumption
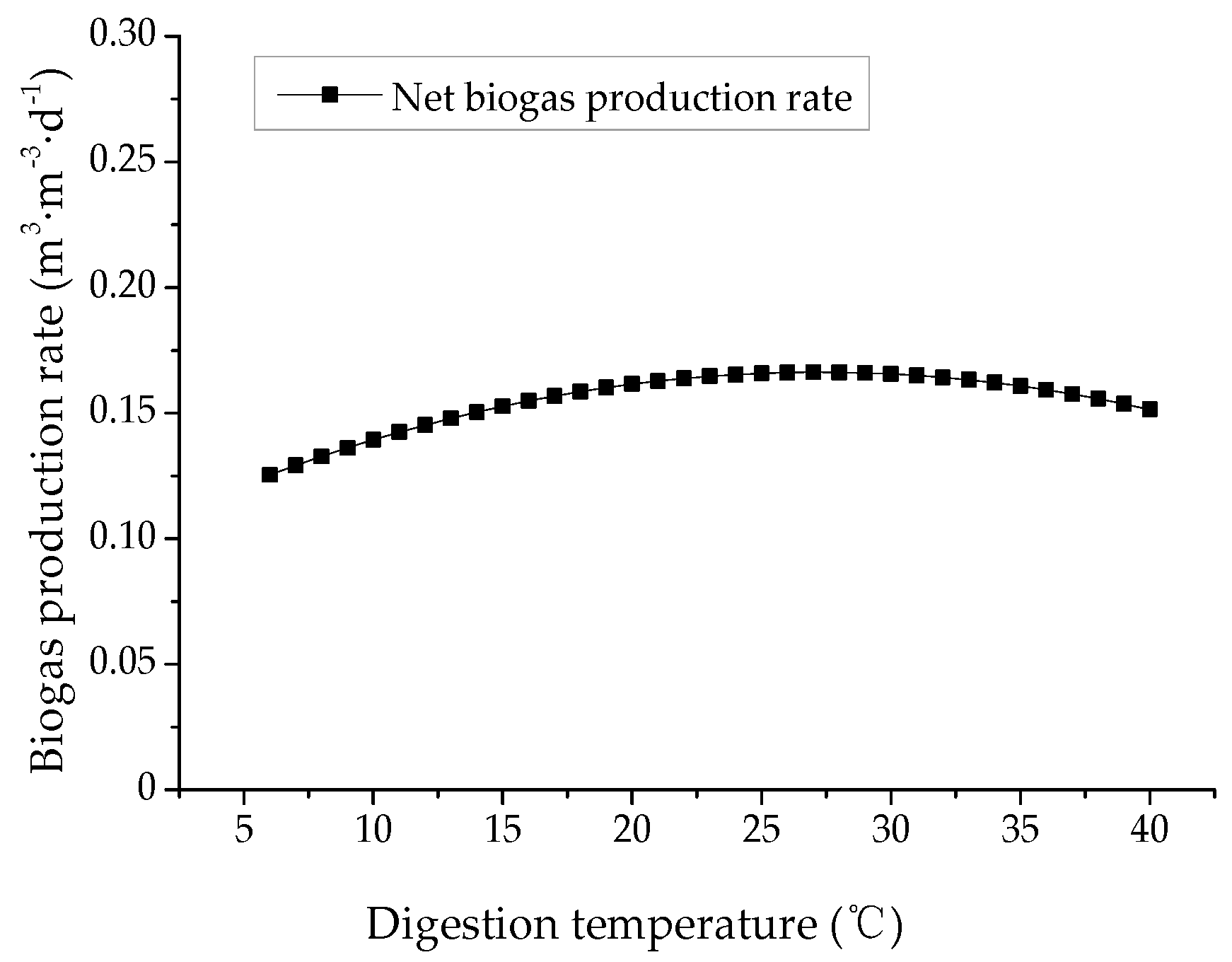
3.3.3. Economical Digestion Temperature
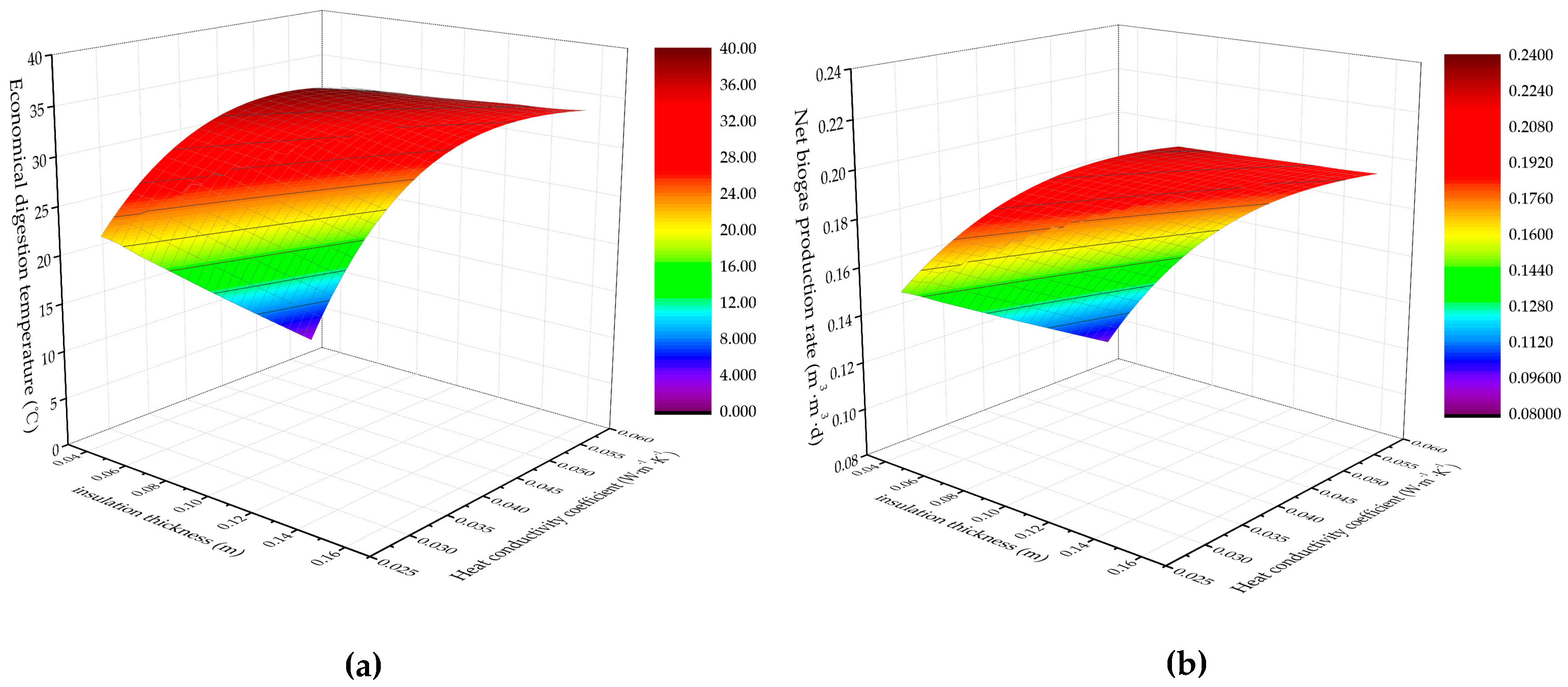
3.3.4. Effects of Insulation Material and Thickness on Economical Digestion Temperature
3.4. Comparison of Different Anaerobic Digesters
3.5. System Operating Energy Efficiency Analysis and Key Future Research Points
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Forgács, G.; Alinezhad, S.; Mirabdollah, A.; Feuk-Lagerstedt, E.; Horváth, I.S. Biological treatment of chicken feather waste for improved biogas production. J. Environ. Sci. 2011, 23, 747–1753. [Google Scholar] [CrossRef]
- Yu, L.; Ma, J.; Chen, S. Numerical simulation of mechanical mixing in high solid anaerobic digester. Bioresour. Technol. 2011, 102, 1012–1018. [Google Scholar] [CrossRef]
- Yang, H.; Deng, L.; Liu, Y.; Pu, X.; Zhang, G.; Lei, S.; Shi, G. A review on effects of stirring on biogas production of anaerobic digestion. China Biogas 2010, 28, 3–9. (In Chinese) [Google Scholar]
- Latha, K.; Velraj, R.; Shanmugam, P.; Sivanesan, S. Mixing strategies of high solids anaerobic co-digestion using food waste with sewage sludge for enhanced biogas production. J. Clean. Prod. 2019, 210, 388–400. [Google Scholar] [CrossRef]
- Ong, H.K.; Greenfield, P.F.; Pullammanappallil, P.C. An operational strategy for improved biomethanation of cattle-manure slurry in an unmixed, single-stage, digester. Bioresour. Technol. 2000, 73, 87–89. [Google Scholar] [CrossRef]
- Meister, M.; Rezavand, M.; Ebner, C. Mixing non-Newtonian flows in anaerobic digesters by impellers and pumped recirculation. Adv. Eng. Softw. 2018, 115, 194–203. [Google Scholar] [CrossRef]
- Kobayashi, T.; Wu, Y.; Xu, K.; Yu, Y. Effect of mixing driven by siphon flow: Parallel experiments using the anaerobic reactors with different mixing modes. Energies 2013, 6, 4207–4222. [Google Scholar] [CrossRef]
- Kitamura, Y.; Paquin, D.; Gautz, L.; Liang, T. A rotational hot gas heating system for bioreactors. Biosyst. Eng. 2007, 98, 215–223. [Google Scholar] [CrossRef]
- De Jesus, S.; Moreira Neto, J.; Maciel Filho, R. Hydrodynamics and mass transfer in bubble column, conventional airlift, stirred airlift and stirred tank bioreactors, using viscous fluid: A comparative study. Biochem. Eng. J. 2017, 118, 70–81. [Google Scholar] [CrossRef]
- Trad, Z.; Fontaine, J.; Larroche, C.; Vial, C. Multiscale mixing analysis and modeling of biohydrogen production by dark fermentation. Renew. Energy 2016, 98, 264–282. [Google Scholar] [CrossRef]
- Scarlat, N.; Dallemand, J.-F.; Fahl, F. Biogas: Developments and perspectives in Europe. Renew. Energy 2018, 129, 457–472. [Google Scholar] [CrossRef]
- Gao, K. Some recognitions on the role of stirring in biogas fermentation. China Biogas 2015, 33, 3–9. (In Chinese) [Google Scholar]
- Huang, R.; Mei, Z.; Long, Y. Impact of optimized of flow pattern on pollutant removal and biogas production rate using wastewater anaerobic fermentation. BioResources 2015, 10, 4826–4842. [Google Scholar] [CrossRef]
- Xiong, X.; Shi, G.; Luo, T.; Kong, C. The cause of scuming during straw biogas fermentation and countermeasures. China Biogas 2014, 32, 51–54. (In Chinese) [Google Scholar]
- Karim, K.; Hoffmann, R.; Klasson, T.; AI-Dahhan, M. Anaerobic digestion of animal waste: Effect of mixing. Bioresour. Technol. 2005, 96, 1607–1612. [Google Scholar] [CrossRef] [PubMed]
- Chae, K.J.; Jang, A.; Yim, S.K.; Kim, I.S. The effects of digestion temperature and temperature shock on the biogas yields from the mesophilic anaerobic digestion of swine manure. Bioresour. Technol. 2008, 99, 1–6. [Google Scholar] [CrossRef] [PubMed]
- Sreekrishnan, T.R.; Kohli, S.; Rana, V. Enhancement of biogas production from solid substrates using different techniques—A review. Bioresour. Technol. 2004, 95, 1–10. [Google Scholar]
- Liu, Y.; Chen, Y.; Zhou, Y.; Wang, D. Experimental research on the thermal performance of PEX helical coil pipes for heating the biogas digester. Appl. Therm. Eng. 2019, 147, 167–176. [Google Scholar] [CrossRef]
- Kou, W.; Zheng, L.; Qu, J.; Shao, L.; Zhang, D. Engineering design of solar and power waste energy heating system for biogas project. Trans. Chin. Soc. Agric. Eng. 2013, 29, 211–217. (In Chinese) [Google Scholar]
- Sun, B.; Guo, Y.; Sun, W.; Gao, Y.; Li, H.; Wang, Z. Multiphase flow behavior for acid-gas mixture and drilling fluid flow in vertical wellbore. J. Pet. Sci. Eng. 2018, 165, 388–396. [Google Scholar] [CrossRef]
- Mayerhofer, M.; Fendt, S.; Spliethoff, H.; Gaderer, M. Fluidized bed gasification of biomass–In bed investigation of gas and tar formation. Fuel 2014, 117, 1248–1255. [Google Scholar] [CrossRef]
- Wu, Z.; Ma, R.; Wang, Z. Fluidization Technology Foundation and Application; Chemical Industry Press: Beijing, China, 2006; pp. 122–125. [Google Scholar]
- Ahring, B.K.; Ibrahim, A.A.; Mladenovska, Z. Effect of temperature increase from 55 °C to 65 °C on performance and microbial population dynamics of an anaerobic reactor treating cattle manure. Water Res. 2001, 35, 2446–2452. [Google Scholar] [CrossRef]
- El-Mashad, H.M.; Zeeman, G.; van Loon, W.K.P.; Bot, G.P.A.; Lettinga, G. Effect of temperature and temperature fluctuation on thermophilic anaerobic digestion of cattle manure. Bioresour. Technol. 2004, 95, 191–201. [Google Scholar] [CrossRef] [PubMed]
- Dong, F.; Lu, J. Using solar energy to enhance biogas production from livestock residue—A case study of the Tongren biogas engineering pig farm in South China. Energy 2013, 57, 759–765. [Google Scholar] [CrossRef]
- Lay, J.; Li, Y.; Noike, T. Effect of moisture content and chemical nature on methane fermentation characteristics of municipal solid wastes. Doboku Gakkai Ronbunshu 1996, 552, 101–108. [Google Scholar] [CrossRef]
- Nopharatana, A.; Pullammanappallil, P.; Clarke, W.P. Kinetics and dynamic modelling of batch anaerobic digestion of municipal solid waste in a stirred reactor. Waste Manag. 2007, 27, 595–603. [Google Scholar] [CrossRef]
- Zhen, G.; Lu, X.; Kobayashi, T.; Li, Y.; Xu, K. Mesophilic anaerobic co-digestion of waste activated sludge and Egeria densa: Performance assessment and kinetic analysis. Appl. Energy 2015, 148, 78–86. [Google Scholar] [CrossRef]
- Li, K.; Liu, R.; Sun, C. Comparison of anaerobic digestion characteristics and kinetics of four livestock manures with different substrate concentrations. Bioresour. Technol. 2015, 198, 133–140. [Google Scholar] [CrossRef] [PubMed]
- Alkhamis, T.M.; EI-khazali, R.; Kablan, M.M.; Alhusein, M.A. Heating of a biogas reactor using a solar energy system with temperature control unit. Sol. Energy 2000, 69, 239–247. [Google Scholar] [CrossRef]
- Rajendran, K.; Aslanzadeh, S.; Taherzadeh, M. Household biogas digesters—A review. Energies 2012, 5, 2911–2942. [Google Scholar] [CrossRef]
- Feng, R.; Li, J.; Dong, T.; Li, X. Performance of a novel household solar heating thermostatic biogas system. Appl. Therm. Eng. 2016, 96, 519–526. [Google Scholar] [CrossRef]
- Shi, H.; Wang, T.; Zhu, H.; Zhang, Y.; Meng, X.; Guo, C. Heating system of biogas digester by ground-source heat pump. Trans. Chin. Soc. Agric. Eng. 2010, 26, 268–273. (In Chinese) [Google Scholar]
- Lu, Y.; Tian, Y.; Lu, H.; Wu, L.; Li, X. Study of solar heated biogas fermentation system with a phase change thermal storage device. Appl. Therm. Eng. 2015, 88, 418–424. [Google Scholar] [CrossRef]
- Zhang, X.; Ren, Z.; Mei, F. Heat Transfer, 5th ed.; China Architecture & Building Press: Beijing, China, 2007; pp. 66–70. [Google Scholar]
- Zhang, J.; Tan, Y.; Yang, X. Application design on solar energy and marsh gas boiler combination warming system. Energy Conserv. Technol. 2008, 26, 523–525. (In Chinese) [Google Scholar]
- Shi, H.; Huang, C.; Zhu, H.; Pei, X.; Hu, M.; Guo, C. Determination of economical insulation thickness for digester based on heat pump heating system. Chin. Soc. Agric. Eng. 2012, 28, 215–221. (In Chinese) [Google Scholar]
- Wu, B.; Bibeau, E.L. Development of 3-D anaerobic digester heat transfer model for cold weather applications. Am. Soc. Agric. Biol. Eng. 2006, 49, 749–757. [Google Scholar]
- Gabisaa, E.W.; Gheewala, S.H. Potential, environmental, and socio-economic assessment of biogas production in Ethiopia: The case of Amhara regional stat. Biomass Bioenergy 2019, 122, 446–456. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, Y. The economical efficiency of excrement energy engineering in breeding industry. Sustain. Dev. 2016, 6, 223–230. (In Chinese) [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feed | Temperature (°C) | HRT (days) | CH4 Yield (m3/kg VS) | Mixing Method | Mixing Intensity | Reference |
|---|---|---|---|---|---|---|
| Food waste | 30 | 30 | 0.24 | M | 150 rpm | [4] |
| Food waste | 30 | 30 | 0.28 | G | 2 L/min | [4] |
| Straw | 8–29 | 63 | 0.25 | R | 82.45 L/min | [13] |
| Manure | 35 | 16.2 | 0.26 | G | 1 L/min | [15] |
| Manure | 35 | 16.2 | 0.27 | M | 275 rpm | [15] |
| Manure | 35 | 16.2 | 0.28 | R | 0.82 L/min | [15] |
| Group | pH | COD (mg L−1) | BOD5 (mg L−1) | TS (%) | VS (%) | |
|---|---|---|---|---|---|---|
| Fresh pig manure | 6.2 | 25689 | 12586 | 9.53 | 63.2 | |
| Continuous experiment | 7.2 | 7719 | 4475 | 2.87 | 59.9 | |
| Batch experiment | DD group | 7.6 | 6537 | 3218 | 3.22 | 62.6 |
| SD group | 7.1 | 5889 | 3570 | 3.13 | 60.5 | |
| Group | Energy of Slurry (MJ) | Total Biogas Production (m3) | Energy of Biogas (MJ) | Energy Conversion (%) |
|---|---|---|---|---|
| DD group | 27614.4 | 205.88 | 4910.2 | 17.78 |
| SD group | 27614.4 | 90.66 | 2162.2 | 7.83 |
| Δ(DD-SD) | / | 115.22 | 2748 | 9.95 |
| Equation | Parameter | DD Group | SD Group |
|---|---|---|---|
| Modified Gompertz equation | Hm (m3 m−3) | 20.74 ± 0.18 | 9.05 ± 0.10 |
| Rm (m3 m−3 d−1) | 0.50 ± 0.0035 | 0.22 ± 0.0018 | |
| θ (d) | 8.22 ± 0.12 | 10.27 ± 0.13 | |
| R2 | 0.9995 | 0.9993 | |
| Modified Cone equation | Hm (m3 m−3) | 26.81 ± 0.62 | 11.05 ± 0.20 |
| k (d−1) | 0.027 ± 0.00066 | 0.028 ± 0.00048 | |
| n | 2.05 ± 0.035 | 2.34 ± 0.034 | |
| R2 | 0.9994 | 0.9995 |
| Insulation Materials | Heat Conductivity Coefficient λin (W m−1 K−1) | Price P (yuan m−3) |
|---|---|---|
| Polystyrene | 0.05 | 280 |
| Polyurethane | 0.033 | 675 |
| Polyvinyl chloride | 0.048 | 1070 |
| Phenolic resin | 0.03 | 500 |
| Feed | Digester | Digestion Concentration (%) | Temperature (°C) | Biogas Production Rate (m3 m−3 d−1) | Biogas Production Unit Cost ** (yuan m−3) | Reference |
|---|---|---|---|---|---|---|
| Manure | Static digester | 0.64 | Ambient temperature | 0.12 | 0.94 | [39] |
| Straw | Slurry-recirculation digester | 1.1 | 8~29 | 0.53 | 5.23 * | [13] |
| Manure | Impeller mixed digester | 8.2 | 30 | 1.1 | 8.37 * | [40] |
| Manure | MFD | 3.22 | 35 | 0.48 | 2.15 * |
| Digester | Advantages | Disadvantages |
|---|---|---|
| Static digester | simple structure, easy maintenance, low operation and management costs | low biogas production rate, easy clogging and crusting, low digestion stability |
| General dynamic digester | high biogas production rate, digestion completely, long service life | complex structure, difficult maintenance, poor operation reliability |
| MFD | high biogas production rate, short digestion cycle, high heat and mass transfer rate, difficult clogging | high operation energy consumption, complex structure |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, P.; Zhou, J.; Ma, R.; Yu, N.; Yuan, Y. Biogas Production and Heat Transfer Performance of a Multiphase Flow Digester. Energies 2019, 12, 1960. https://doi.org/10.3390/en12101960
Guo P, Zhou J, Ma R, Yu N, Yuan Y. Biogas Production and Heat Transfer Performance of a Multiphase Flow Digester. Energies. 2019; 12(10):1960. https://doi.org/10.3390/en12101960
Chicago/Turabian StyleGuo, Pei, Jiri Zhou, Rongjiang Ma, Nanyang Yu, and Yanping Yuan. 2019. "Biogas Production and Heat Transfer Performance of a Multiphase Flow Digester" Energies 12, no. 10: 1960. https://doi.org/10.3390/en12101960
APA StyleGuo, P., Zhou, J., Ma, R., Yu, N., & Yuan, Y. (2019). Biogas Production and Heat Transfer Performance of a Multiphase Flow Digester. Energies, 12(10), 1960. https://doi.org/10.3390/en12101960