Enhancing the Stability of Invert Emulsion Drilling Fluid for Drilling in High-Pressure High-Temperature Conditions


Abstract
:1. Introduction
2. Experimental Work
2.1. Material
2.2. Experimental Procedure
- Prepare the drilling fluid mixture at ambient temperature;
- Measure the density and electrical stability at ambient temperature;
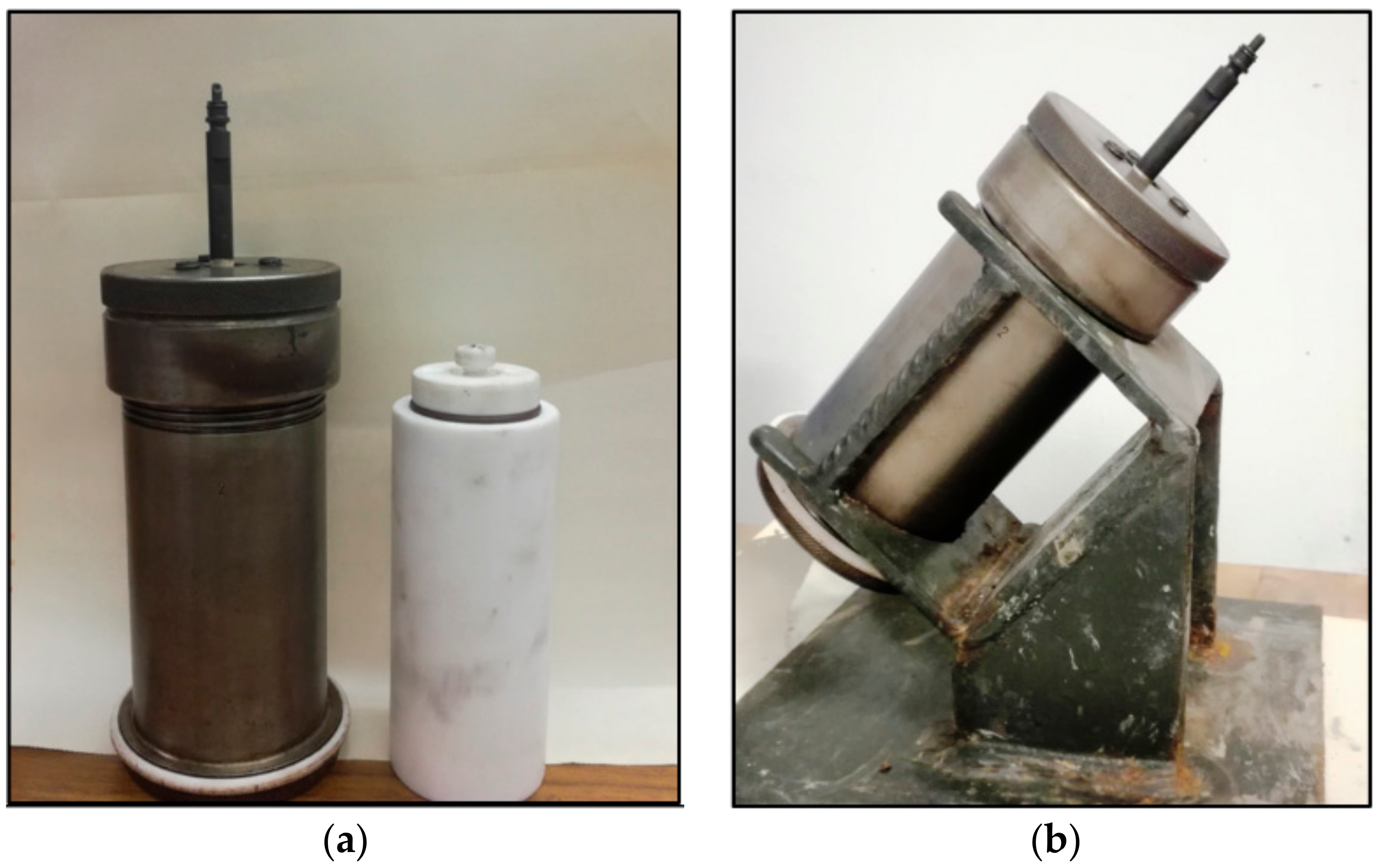
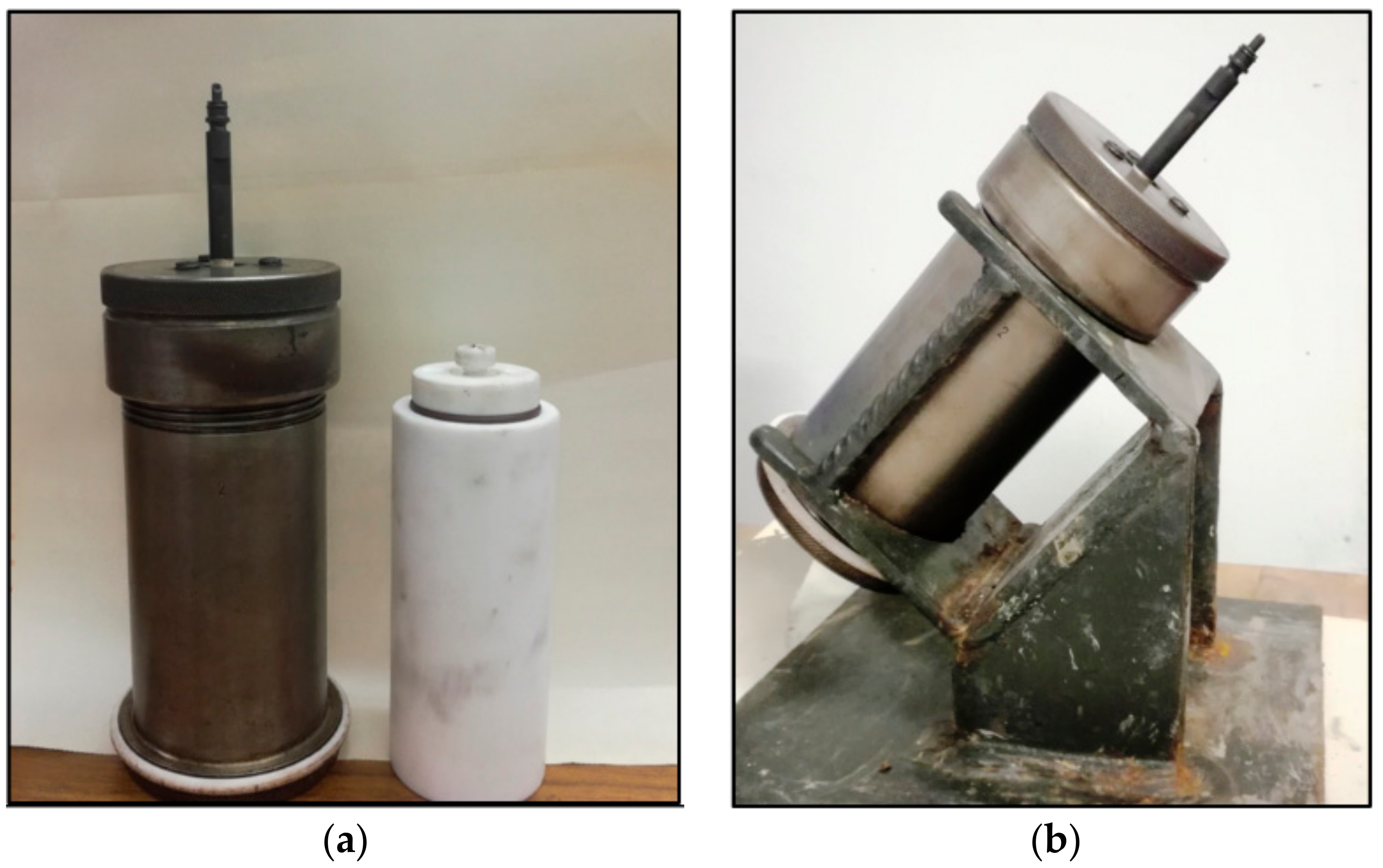
- Perform the static sag test at different temperatures under vertical and decline situations;
- Perform the dynamic sag test using the sag shoe and the rheometer at 120 °F and 100 rpm;
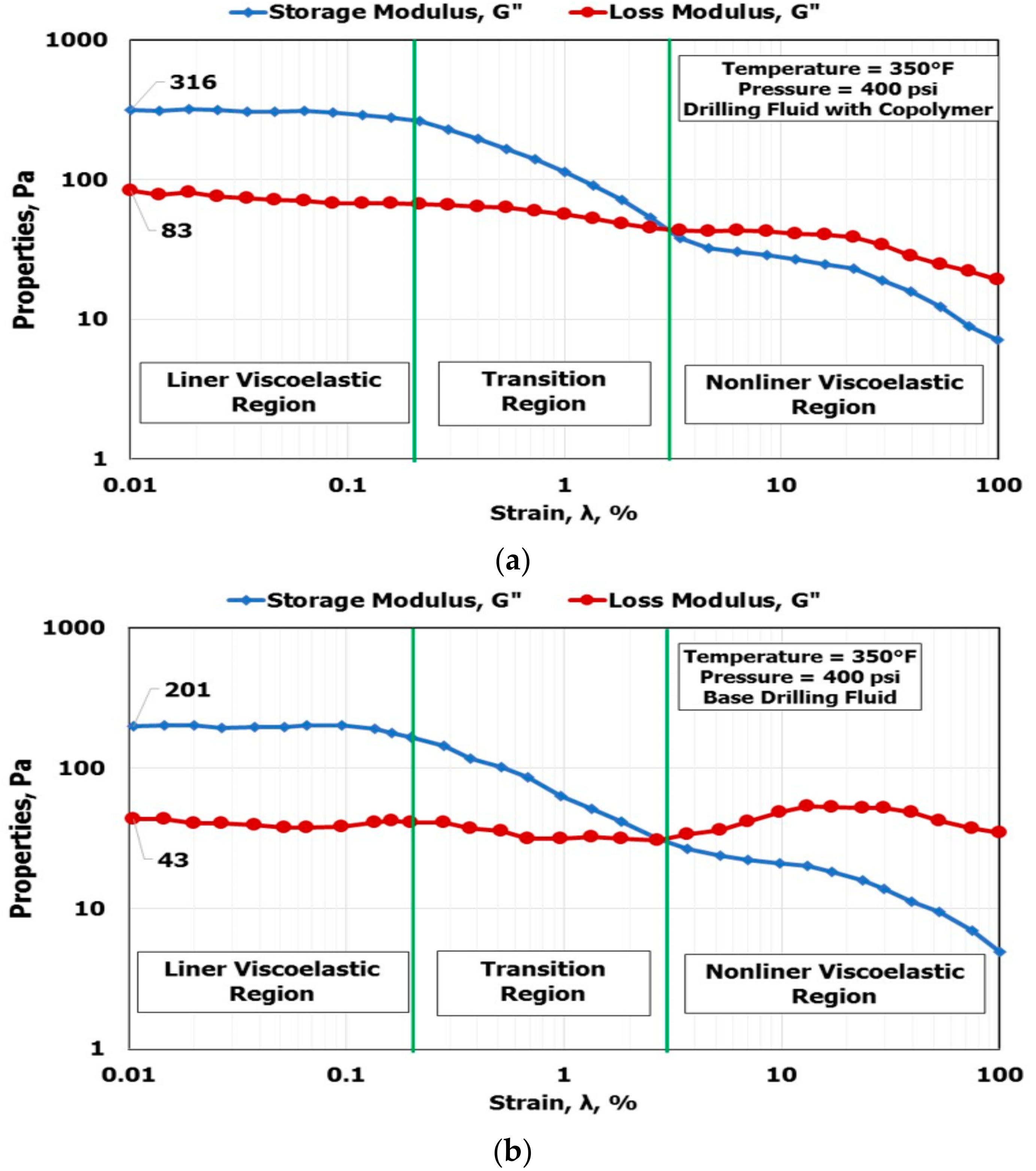
- Perform the amplitude sweep test at 350 °F to determine the linear elastic region of the fluid;
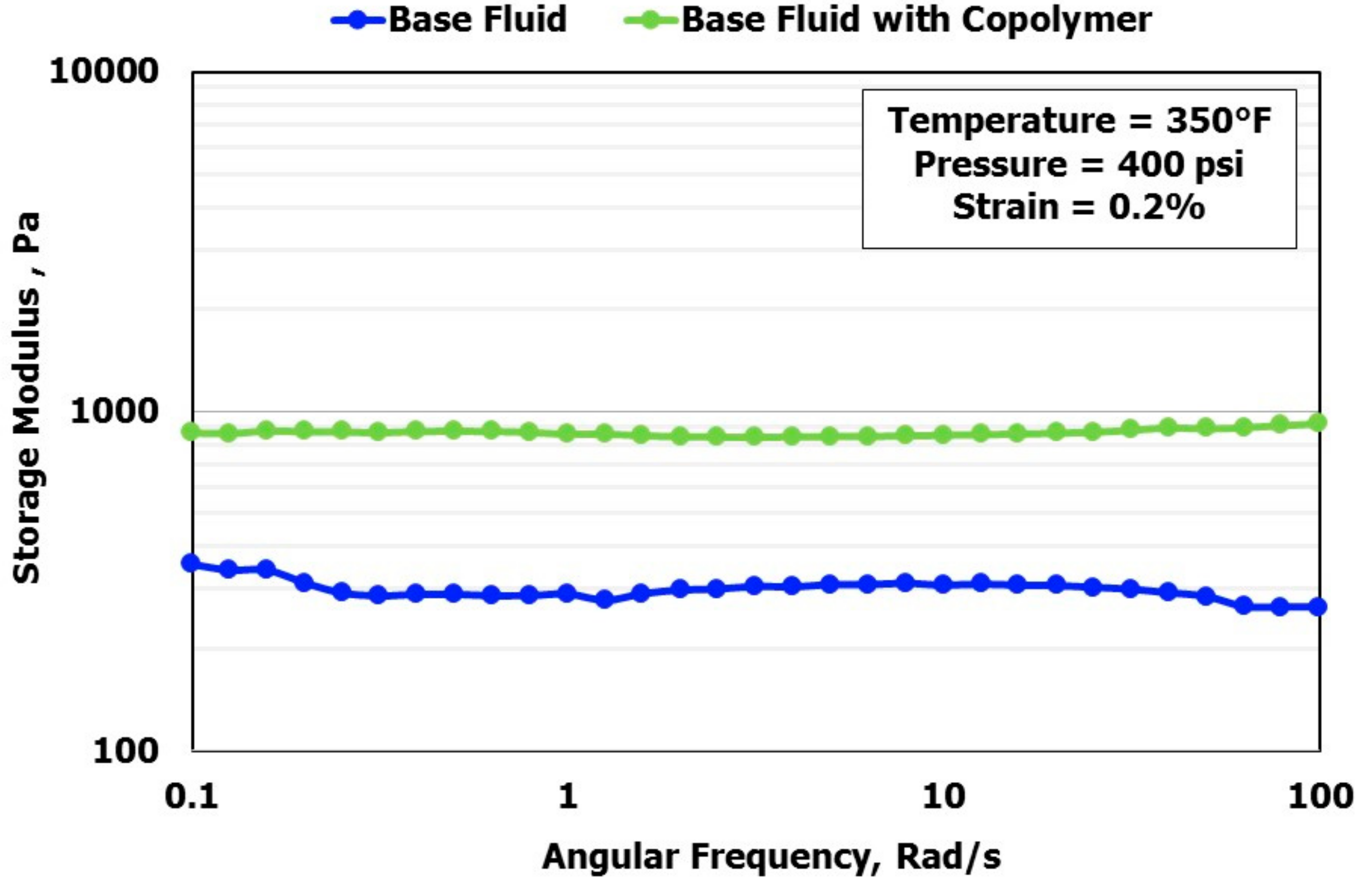
- Perform the angular frequency test at 350 °F to determine the storage modulus of the invert emulsion drilling fluid;
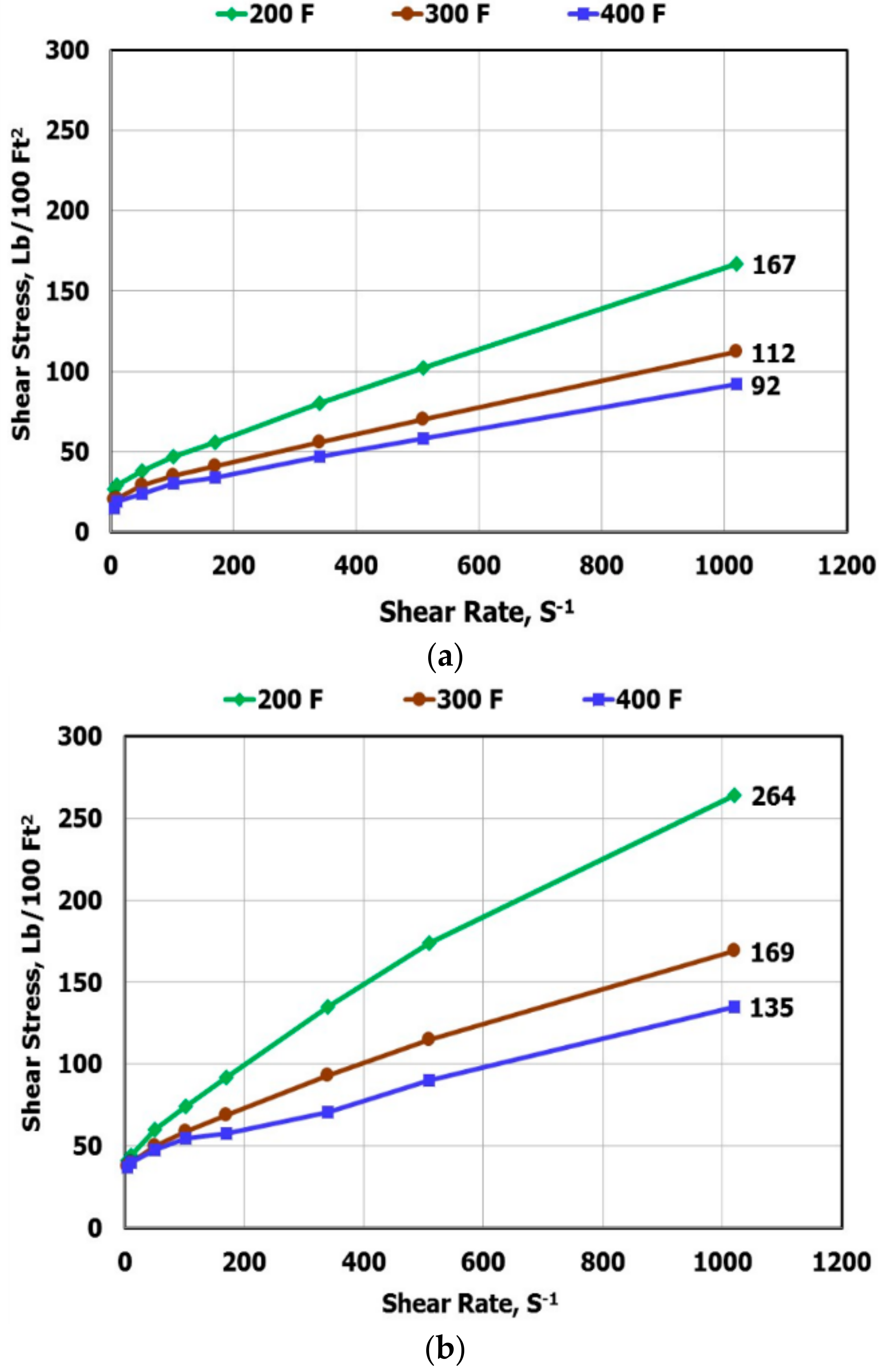
- Measure the rheological properties over a wide range of temperatures (200–400 °F);
- Measure the filtration properties at 400 °F and 400 psi differential pressure.
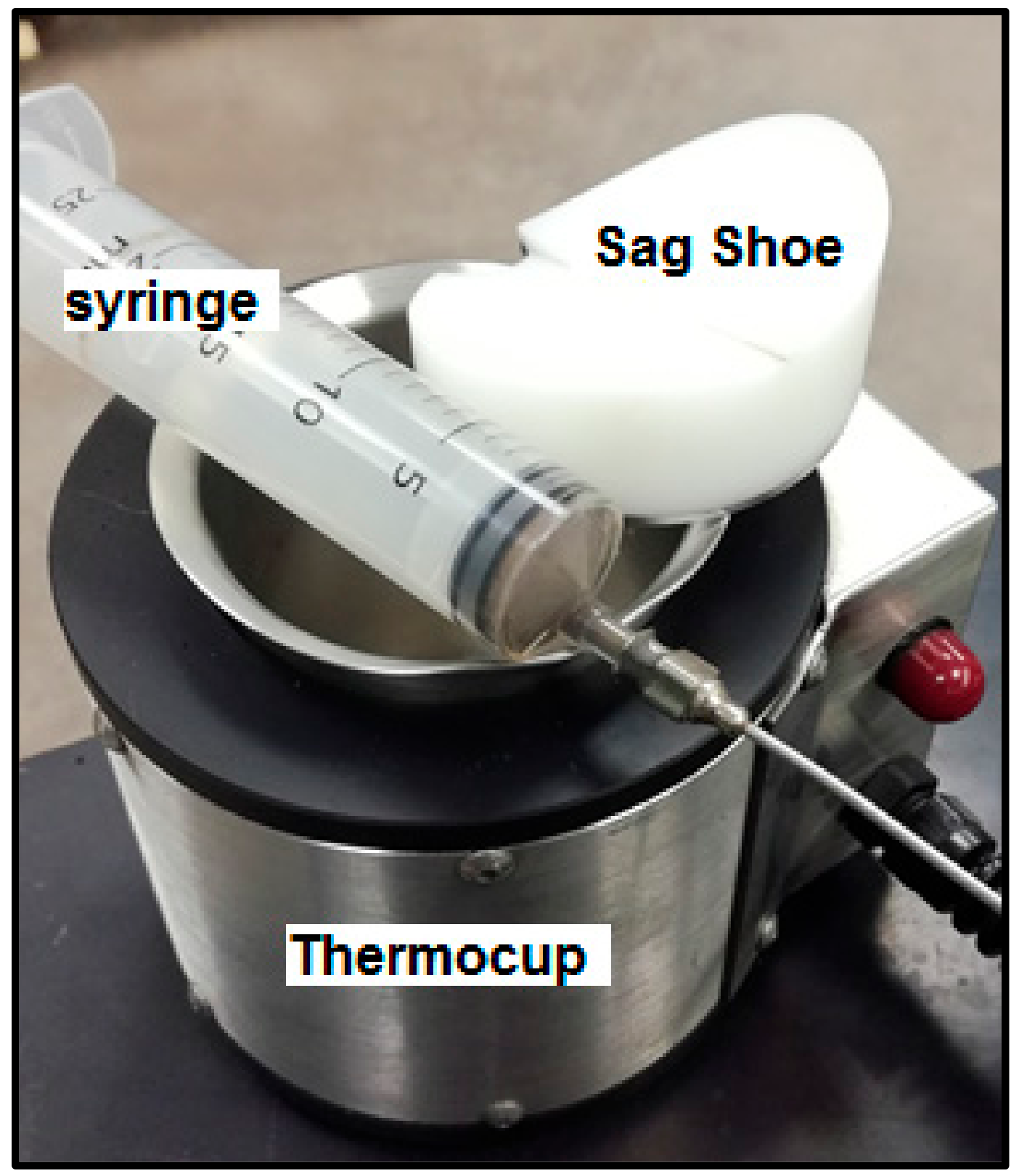
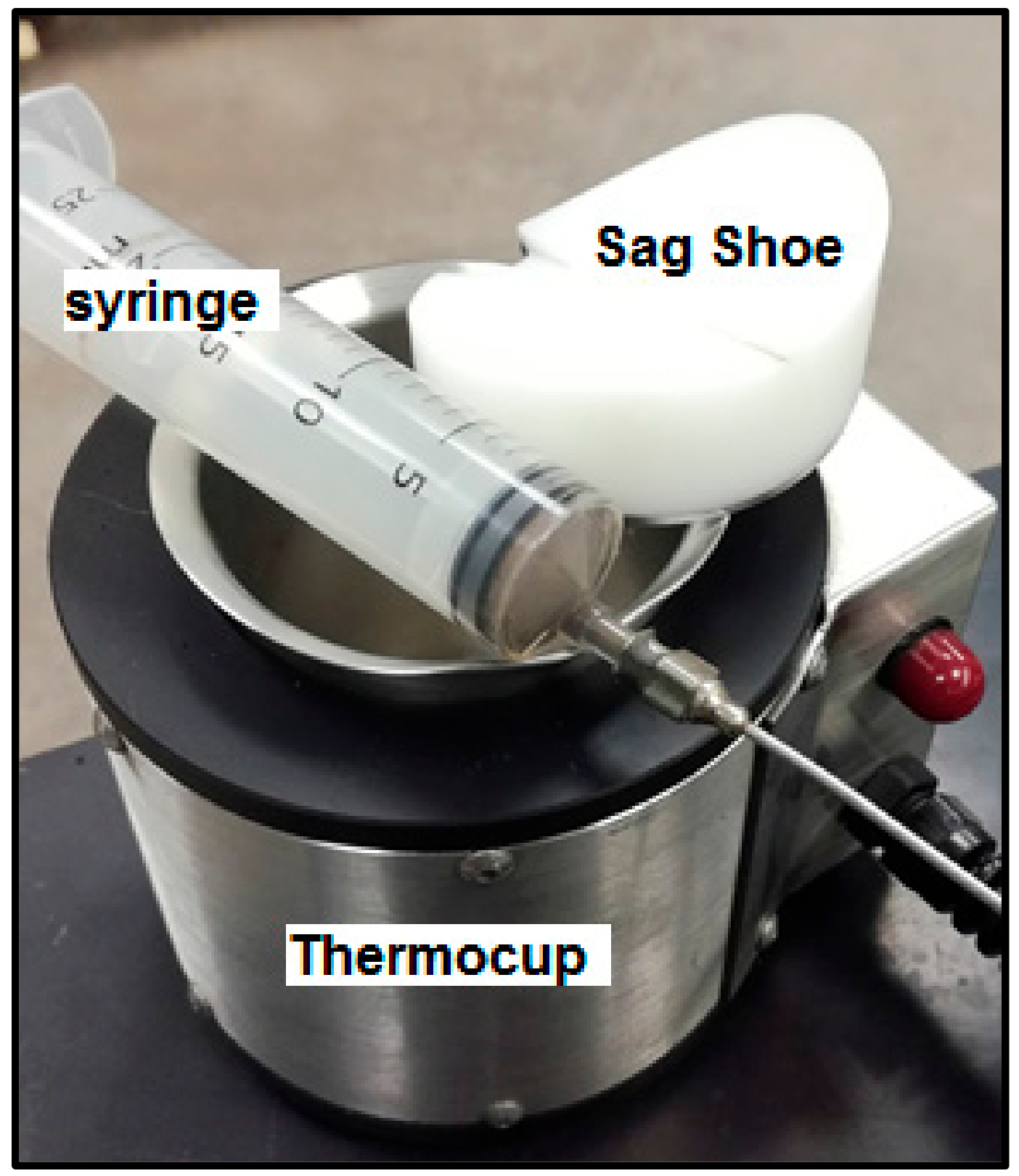
2.3. Dynamic Sag Test
- Insert the sag shoe into the thermo cup and put it together on the viscometer plate.
- Pour the drilling fluid inside the thermo cup and raise it until the upper surface touches the lower part of the viscometer sleeve. Then lower the cup around 7 mm.
- Heat the 140 mL drilling fluid with the sag shoe to 120 °F ± 2 °F.
- Set the viscometer at 100 rpm and start a 30 min timer.
- Using the syringe with the cannula, extract a 10 mL sample and record the weight of the drilling fluid-filled syringe, W1.
- Stop the viscometer after 30 min and take another sample of 10 mL.
- Record the weight of the drilling fluid-filled syringe (W2).
- Calculate the VSST using Equation (1).
2.4. Rheology and Filtration Tests
3. Results and Discussions
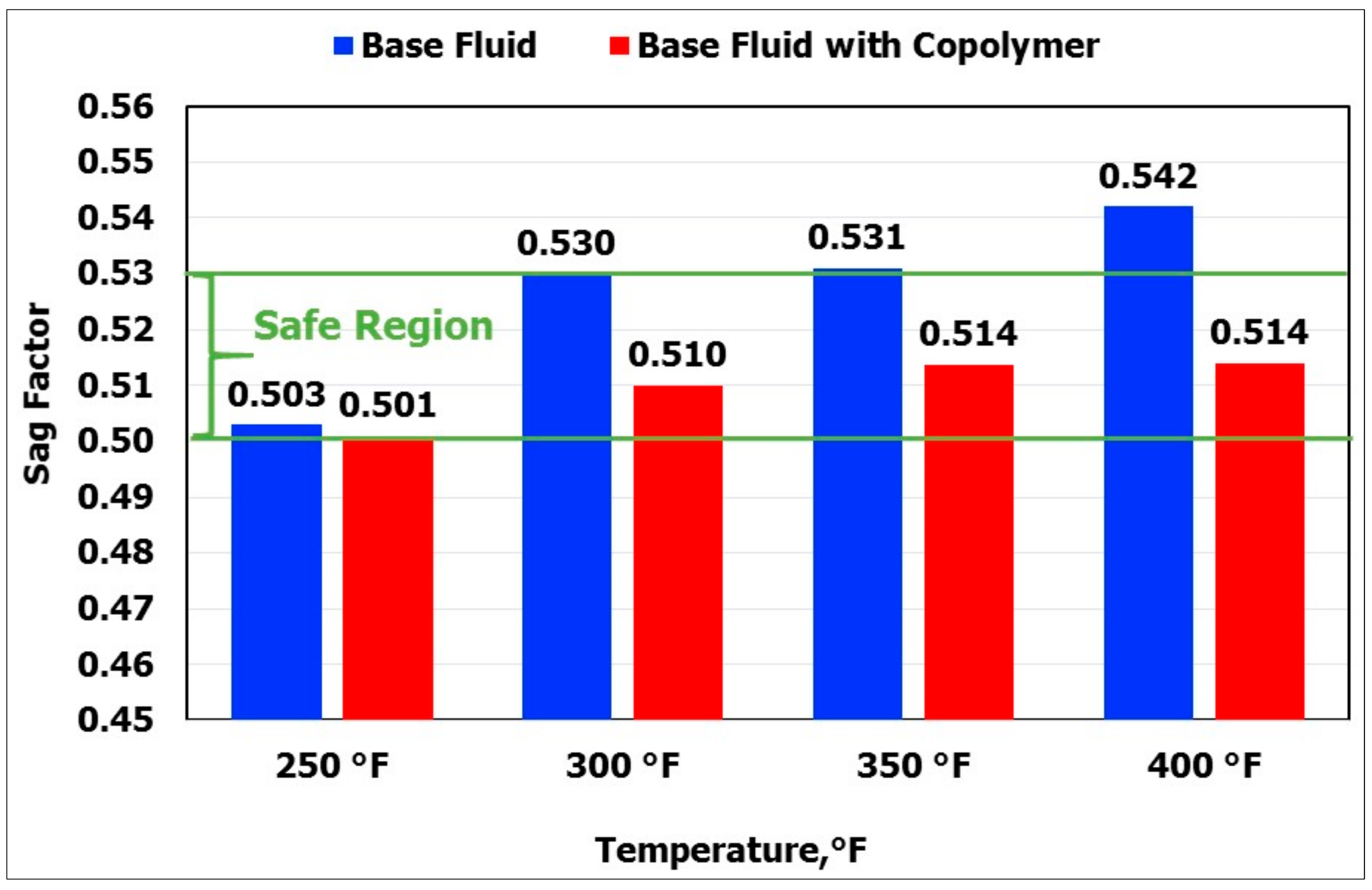
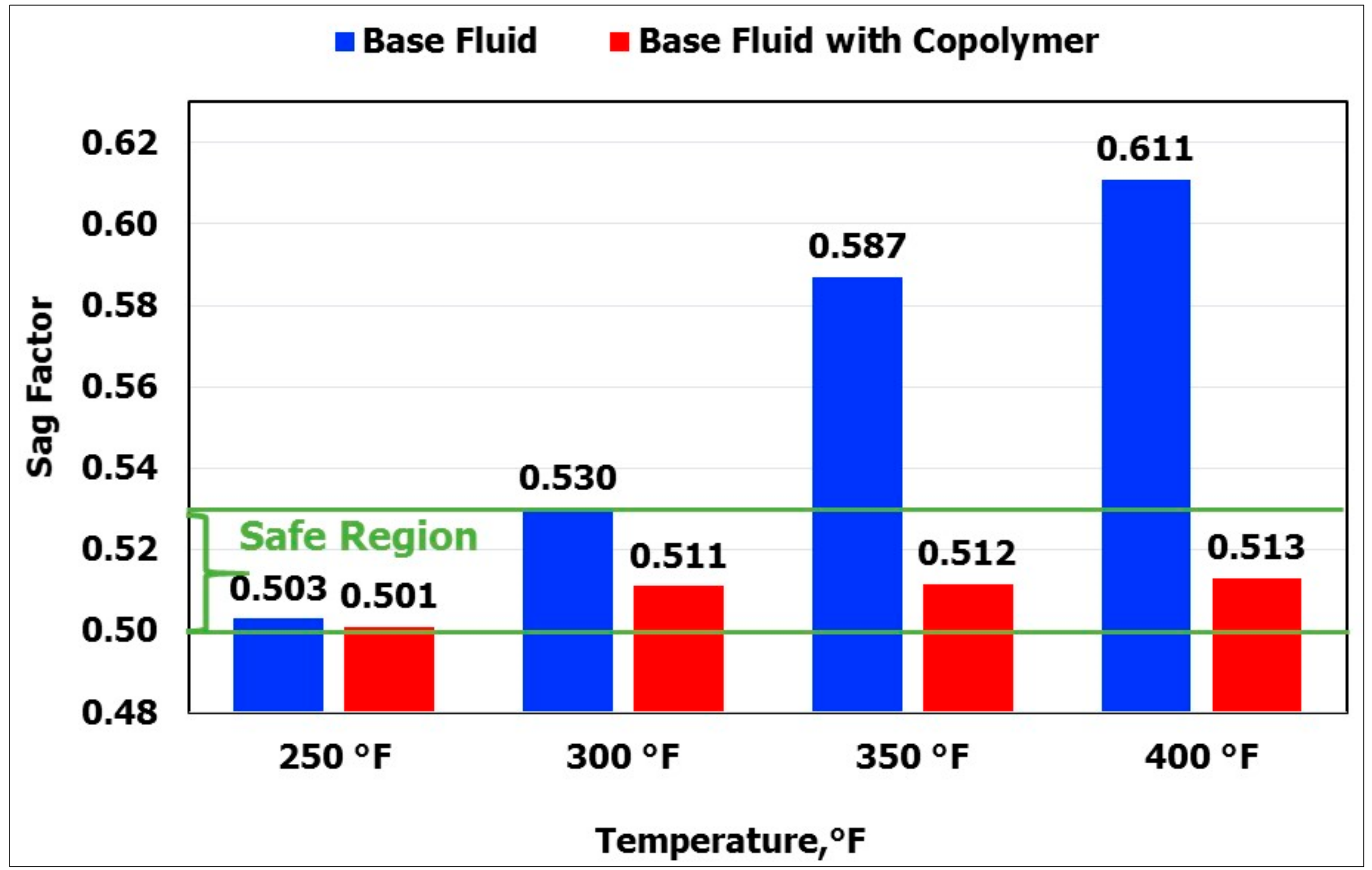
3.1. Effect of Temperature on Static Sag Test
3.2. Dynamic Sag Test
3.3. Storage Modulus
3.4. Rheological Properties
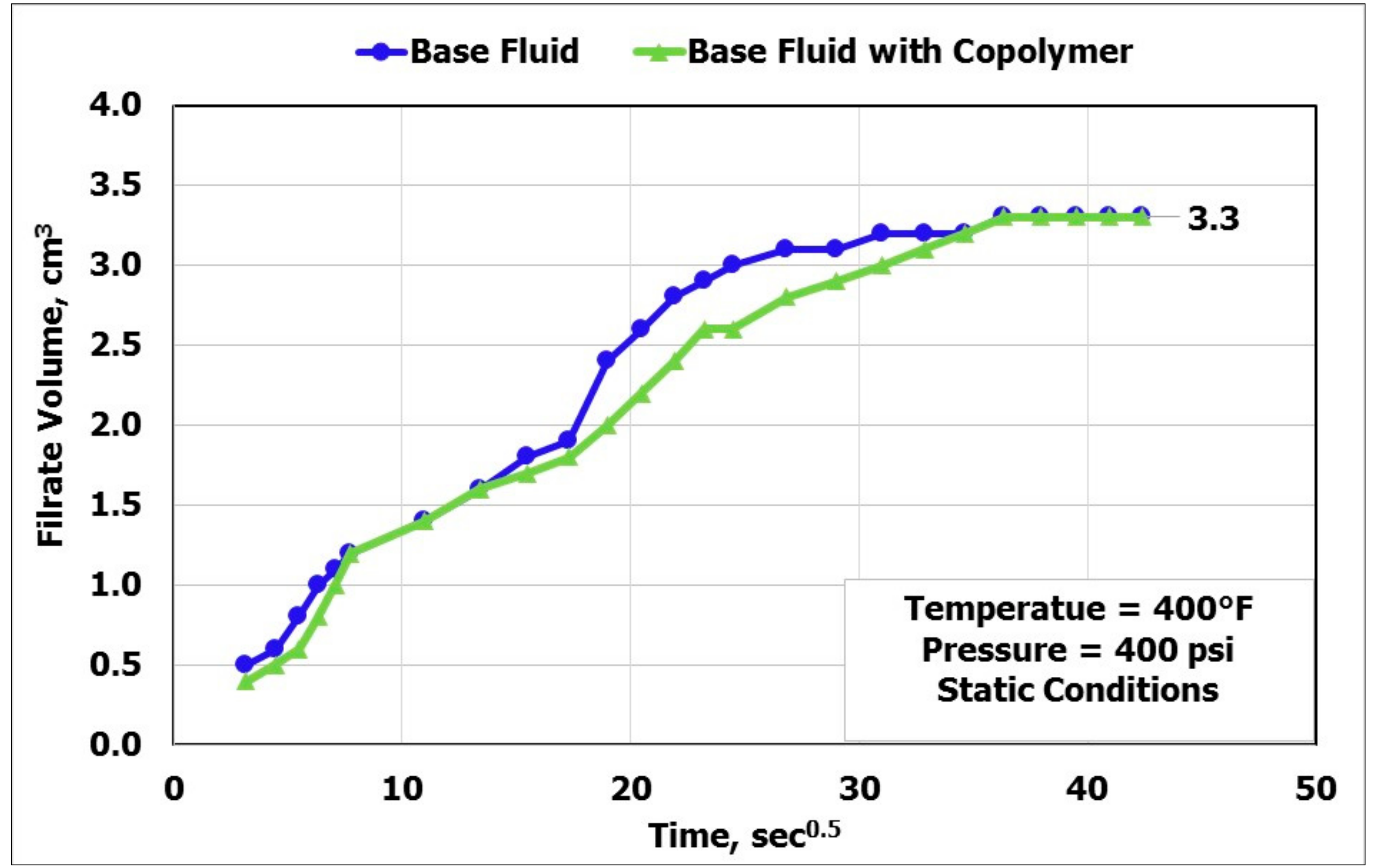
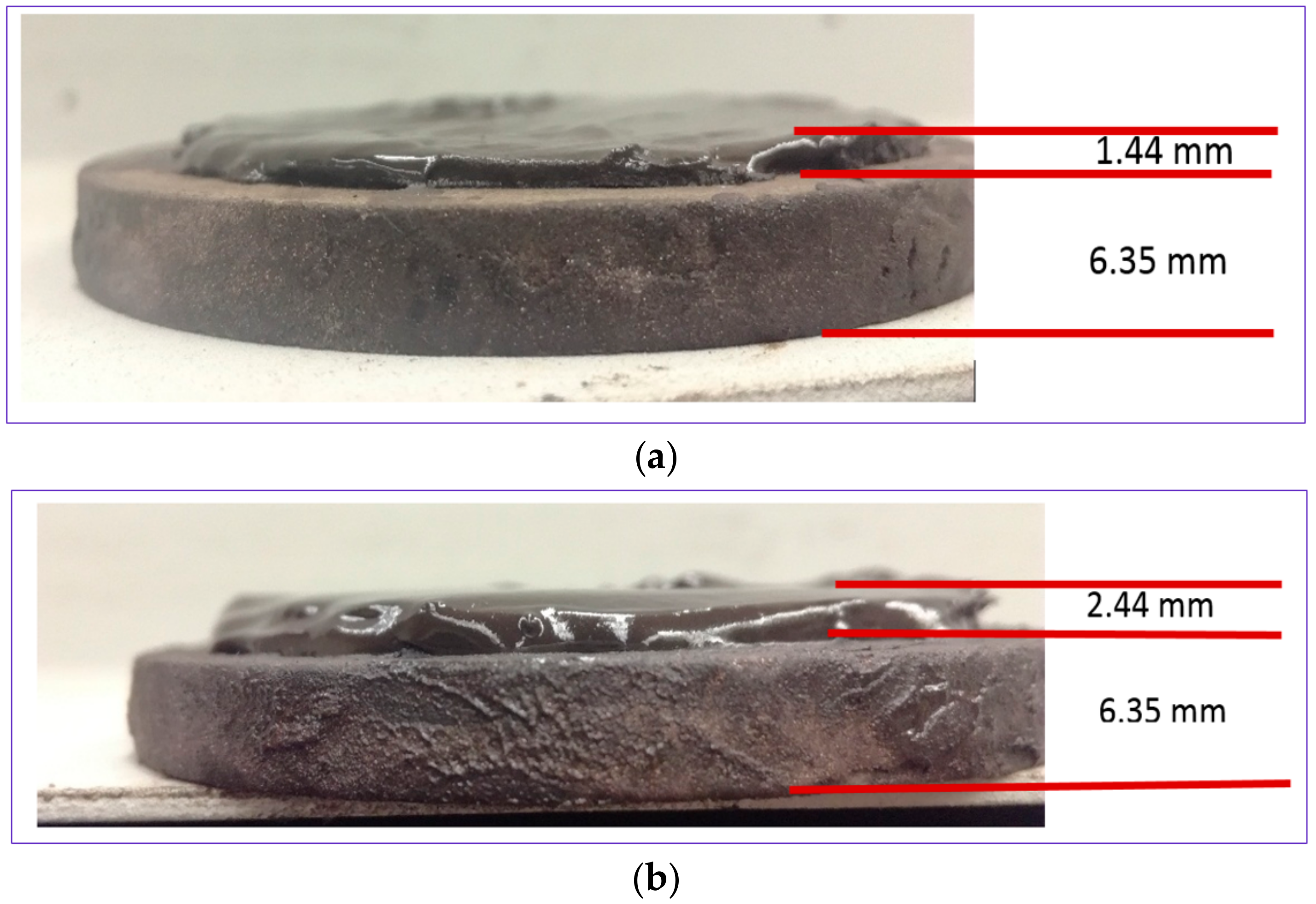
3.5. Filtration Properties
4. Conclusions
- Adding the copolymer (1 lb/bbl) had no effect on the density and electrical stability of the invert emulsion drilling fluid.
- The sag issue was eliminated under static and dynamic conditions for both vertical and inclined borehole sections after adding the copolymer.
- Adding the copolymer increased the fluid storage modulus by nearly 290% at a temperature of 350 °F, which indicates better suspension properties.
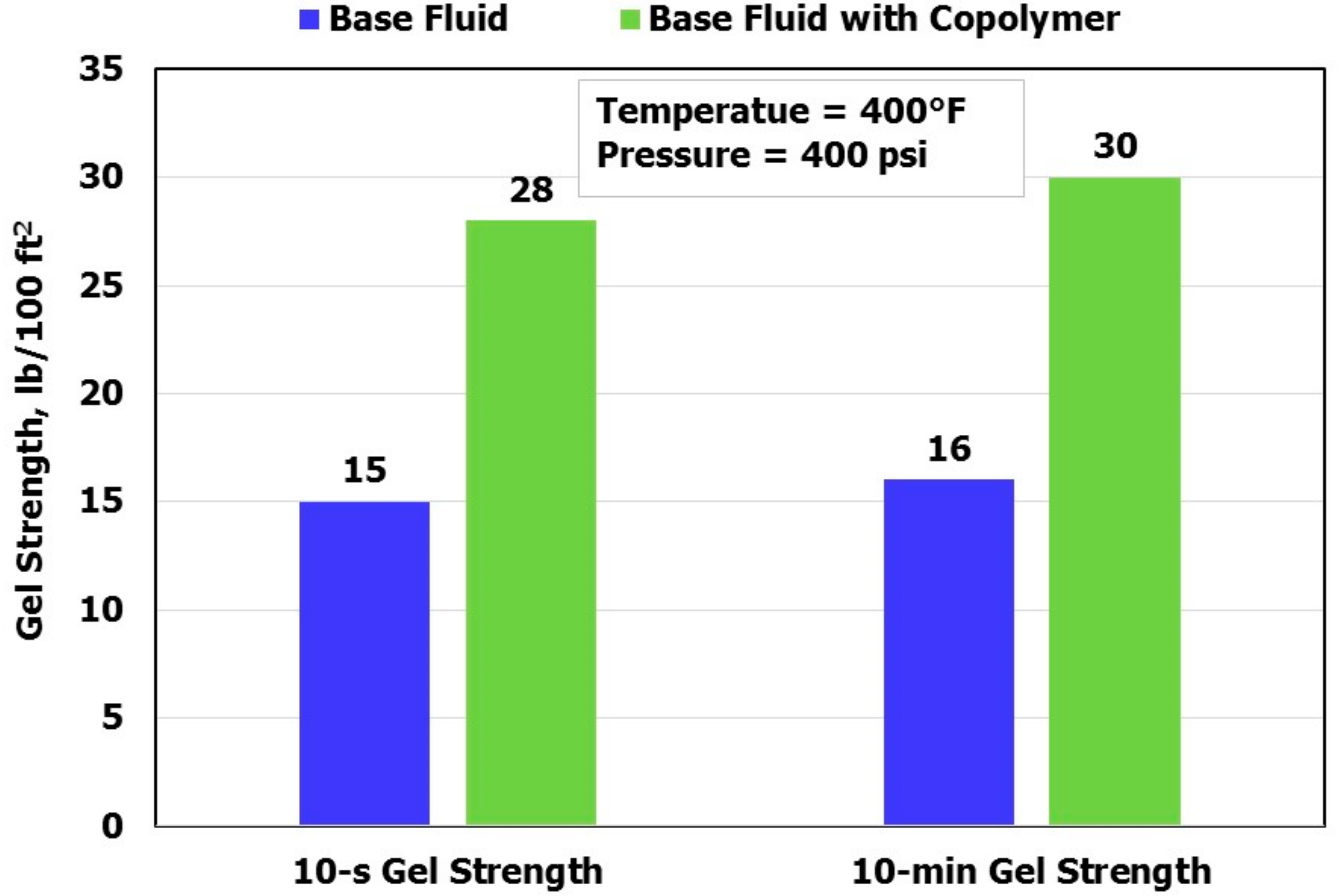
- The gel strength after 10 s and 10 min was increased by almost 50%, which confirms the power of the copolymer’s ability to keep cutting in suspension.
- The filter cake thickness was reduced by 40% when using 1 lb/bbl of the copolymer at 400 °F at the same filtrate volume, which assures the prevention of barite settling.
Funding
Conflicts of Interest
References
- Smithson, T. The Defining Series HPHT Wells. Available online: https://www.slb.com/-/media/Files/resources/oilfield_review/defining_series/Defining-HPHT.pdf?la=en&hash=3FF8F894C76522C77D31DAF3B136B24371E7CCDC (accessed on 10 September 2018).
- Zhang, X.; Jiang, G.; Xuan, Y.; Wang, L.; Huang, X. Associating Copolymer Acrylamide/Diallyldimethylammonium Chloride/Butyl Acrylate/2-Acrylamido-2-methylpropanesulfonic Acid as a Tackifier in Clay-Free and Water-Based Drilling Fluids. Energy Fuels 2017, 31, 4655–4662. [Google Scholar] [CrossRef]
- Vryzas, Z.; Kelessidis, V.C. Nano-Based Drilling Fluids: A Review. Energies 2017, 10, 540. [Google Scholar] [CrossRef]
- Li, M.-C.; Wu, Q.; Song, K.; Qing, Y.; Wu, Y. Cellulose nanoparticles as modifiers for rheology and fluid loss in bentonite water-based fluids. ACS Appl. Mater. Interfaces 2015, 7, 5006–5016. [Google Scholar] [CrossRef] [PubMed]
- Rasool, K.; Nasrallah, G.K.; Younes, N.; Pandey, R.P.; Abdul Rasheed, P.; Mahmoud, K.A. “Green” ZnO-Interlinked Chitosan Nanoparticles for the Efficient Inhibition of Sulfate-Reducing Bacteria in Inject Seawater. ACS Sustain. Chem. Eng. 2018, 6, 3896–3906. [Google Scholar] [CrossRef]
- Aldea, C.; Growcock, F.B.; Lee, L.J.; Friedheim, J.E.; van Oort, E. Prevention of Dynamic Sag in Deepwater Invert Emulsion Fluids. In Proceedings of the AADE National Drilling Conference, Houston, TX, USA, 27–29 March 2001. [Google Scholar]
- Meeten, G.H. Dynamic Sag Monitor for Drilling Fluids. U.S. Patent 6,330,826B1, 18 December 2001. [Google Scholar]
- Xiao, J. Experimental Studies of Ilmenite as a Weighting Material in Oil-based Drilling Fluids for HPHT Operations. Master’s Thesis, Texas A&M University, College Station, TX, USA. Available online: http://hdl.handle.net/1969.1/151876 (accessed on 10 September 2018).
- Tehrani, A.; Zamora, M.; Power, D. Role of Rheology in Barite Sag in SBM and OBM. In Proceedings of the AADE Drilling Fluids Conference, Houston, TX, USA, 6–7 April 2004. [Google Scholar]
- Massam, J.; Popplestone, A.; Burn, A. A Unique Technical Solution to Barite Sag in Drilling Fluid. In Proceedings of the AADE Drilling Fluids Conference, Houston, TX, USA, 6–7 April 2004. [Google Scholar]
- Bern, P.A.; Zamora, M.; Slater, K.S.; Hearn, P.J. The Influence of Drilling Variables on Barite Sag. In Proceedings of the SPE Annual Technical Conference and Exhibition, Denver, CO, USA, 6–9 October 1996. [Google Scholar]
- Skalle, P.; Backe, K.R.; Lyomov, S.K.; Sveen, J. Barite segregation in inclined boreholes. J. Can. Pet. Technol. 1999, 38, 40–41. [Google Scholar] [CrossRef]
- Hanson, P.M.; Trigg, T.K.; Rachal, G.; Zamora, M. Investigation of Barite “Sag” in Weighted Drilling Fluids in Highly Deviated Wells. In Proceedings of the SPE Annual Technical Conference and Exhibition, New Orleans, LA, USA, 23–26 September 1990. [Google Scholar]
- Jefferson, D.T. New procedure helps monitor sag in the field. In Proceedings of the ASME Energy Sources Technology Conference, New Orlands, LA, USA, 20–24 January 1991. [Google Scholar]
- Amighi, M.R.; Shahbazi, K. Effective Ways to Avoid Barite Sag and Technologies to Predict Sag in HPHT and Deviated Wells. In Proceedings of the SPE Deep Gas Conference and Exhibition, Manama, Bahrain, 24–26 January 2010. [Google Scholar]
- Zamora, M.; Bell, R. Improved Wellsite Test for Monitoring Barite Sag. In Proceedings of the AADE Drilling Fluids Conference, Houston, TX, USA, 6–7 April 2004. [Google Scholar]
- Temple, C.; Aterson, A.F.; Leith, C.D. Method for Reducing Sag in Drilling, Completion and Workover Fluids. U.S. Patent WO2004113467A1, 29 December 2004. [Google Scholar]
- Dye, W.; Hemphill, T.; Gusler, W.; Mullen, G. Correlation of Ultralow-Shear-Rate Viscosity and Dynamic Barite Sag. SPE Drill. Complet. 2001, 16, 27–34. [Google Scholar] [CrossRef]
- Maxey, J. Rheological Analysis of Static and Dynamic Sag in Drilling Fluids. Available online: http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.659.9186&rep=rep1&type=pdf (accessed on 10 September 2018).
- Dye, W.M.; Mullen, G.A.; Gusler, W.J. Field-Proven Technology to Manage Dynamic Barite Sag. In Proceedings of the IADC/SPE Drilling Conference, Miami, FL, USA, 21–23 February 2006. [Google Scholar]
- Saasen, A.; Liu, D.; Marken, C.D. Prediction of Barite Sag Potential of Drilling Fluids from Rheological Measurements. In Proceedings of the IADC/SPE Drilling Conference, Amsterdam, The Netherlands, 28 February–2 March 1995. [Google Scholar]
- Bui, B.; Saasen, A.; Maxey, J.; Ozbayoglu, M.E.; Miska, S.Z.; Yu, M.; Takach, N.E. Viscoelastic Properties of Oil-Based Drilling Fluids. Available online: https://pdfs.semanticscholar.org/4f8d/49537ea3efd8ed6756c46ceafcfaafab6bc0.pdf (accessed on 10 September 2018).
- Dye, W.; Hemphill, T.; Gusler, W.; Mullen, G. Correlation of ultra-low shear rate viscosity and dynamic barite sag in invert-emulsion drilling fluids. In Proceedings of the SPE Annual Technical Conference and Exhibition, Houston, TX, USA, 3–6 October 1999. [Google Scholar]
- Dye, W.; Mullen, G.; Gusler, W. Drilling Processes: The Other Half of the Barite Sag Equation. In Proceedings of the SPE Asia Pacific Oil and Gas Conference and Exhibition, Jakarta, Indonesia, 9–11 September 2003. [Google Scholar]
- Nguyen, T.; Miska, S.; Yu, M.; Takach, N.; Ahmed, R.; Saasen, A.; Omland, T.H.; Maxey, J. Experimental study of dynamic barite sag in oil-based drilling fluids using a modified rotational viscometer and a flow loop. J. Pet. Sci. Eng. 2011, 78, 160–165. [Google Scholar] [CrossRef]
- Nguyen, T.; Miska, S.; Saasen, A.; Maxey, J. Using Taguchi and ANOVA methods to study the combined effects of drilling parameters on dynamic barite sag. J. Pet. Sci. Eng. 2014, 121, 126–133. [Google Scholar] [CrossRef]
- Bern, P.A.; van Oort, E.; Neustadt, B.; Ebeltoft, H.; Zurdo, C.; Zamora, M.; Slater, K.S. Barite Sag: Measurement, Modeling, and Management. SPE Drill. Complet. 2000, 15, 25–30. [Google Scholar] [CrossRef]
- Wagle, V.; Maghrabi, S.; Kulkarni, D. Formulating Sag-Resistant, Low-Gravity Solids-Free Invert Emulsion fluids. In Proceedings of the SPE Middle East Oil and Gas Show and Conference, Manama, Bahrain, 10–13 March 2013. [Google Scholar]
- Wagle, V.; Al-Yami, A.S.; Alabdullatif, Z. Using Nanoparticles to Formulate Sag-Resistant Invert Emulsion Drilling Fluids. In Proceedings of the SPE/IADC Drilling Conference and Exhibition, London, UK, 17–19 March 2015. [Google Scholar]
- Elkatatny, S.M.; Nasr-El-Din, H.A.; Al-Bagoury, M. Evaluation of Ilmenite as Weighting Material in Water-Based Drilling Fluids for HPHT Applications. In Proceedings of the SPE Kuwait International Petroleum Conference and Exhibition, Kuwait City, Kuwait, 10–12 December 2012. [Google Scholar]
- Elkatatny, S.M.; Nasr-El-Din, H.A.; Al-Bagoury, M. Properties of Ilmenite Water-Based Drilling Fluids for HPHT Applications. In Proceedings of the International Petroleum Technology Conference, Beijing, China, 26–28 March 2013. [Google Scholar]
- Al-Bagoury, M. Micronized Ilmenite—A Non-damaging Non-Sagging New Weight Material for Drilling Fluids. In Proceedings of the SPE Bergen One Day Seminar, Bergen, Norway, 2 April 2014. [Google Scholar]
- Mohamed, A.K.; Elkatatny, S.A.; Mahmoud, M.A.; Shawabkeh, R.A.; Al-Majed, A.A. The Evaluation of Micronized Barite as a Weighting Material for Completing HPHT Wells. In Proceedings of the SPE Middle East Oil & Gas Show and Conference, Manama, Bahrain, 6–9 March 2017. [Google Scholar]
- Ofei, T.N.; Bavoh, C.B.; Rashidi, A.B. Insight into ionic liquid as potential drilling mud additive for high temperature wells. J. Mol. Liq. 2017, 242, 931–939. [Google Scholar] [CrossRef]
- Ahmad, H.M.; Kamal, M.S.; Al-Harthi, M.A. High molecular weight copolymers as rheology modifier and fluid loss additive for water-based drilling fluids. J. Mol. Liq. 2018, 252, 133–143. [Google Scholar] [CrossRef]
- Salager, J.-L.; Forgiarini, A.M.; Antón, R.E.; Quintero, L. Available Know-how in Transforming an Emulsified Drilling Fluid to Be Removed from an Unwanted Location into a Low-Viscosity Single-Phase System. Energy Fuels 2012, 26, 4078–4085. [Google Scholar] [CrossRef]
- Bern, P.A.; Zamora, M.; Hemphill, A.T.; Marshall, D.; Omland, T.H.; Morton, E. Field Monitoring of Weight-Material Sag. In Proceedings of the 2010 AADE Fluids Conference and Exhibition, Houston, TX, USA, 6–7 April 2010. [Google Scholar]
- Sharman, T. Characterization and Performance Study of OBM at Various Oil-Water Ratios. Master’s Thesis, University of Stavanger, Stavanger, Norway, 15 June 2015. [Google Scholar]
- Sharman, T.; Belayneh, M. Dynamic Viscoelasticity and Dynamic Sagging Correlation of Four Oil Based Drilling Fluids (OBM). Int. J. Fluids Eng. 2017, 9, 9–19. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Additives | Functions | Base Fluid | New Fluid |
|---|---|---|---|
| Diesel (cm3) | Continuous phase | 172 | 172 |
| EZ-Mul | Emulsifier and oil-wetting agent | 15 | 15 |
| Invermul (g) | Primary emulsifier | 11 | 11 |
| Lime (g) | contaminate remover | 6 | 6 |
| Geltone II (g) | Viscosifier | 2 | 2 |
| Water (cm3) | dispersed phase | 50 | 50 |
| Calcium Chloride—CaCl2 (g) | Shale inhibitor | 32 | 32 |
| Calcium Carbonate (25 micron, g) | Bridging agent | 30 | 30 |
| RM-63 (g) | Rheology modifier | 1 | 1 |
| New Copolymer (g) | Rheology modifier and solid suspension | 0 | 1 |
| Barite (g) | Weighting material | 560 | 560 |
© 2018 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Elkatatny, S. Enhancing the Stability of Invert Emulsion Drilling Fluid for Drilling in High-Pressure High-Temperature Conditions. Energies 2018, 11, 2393. https://doi.org/10.3390/en11092393
Elkatatny S. Enhancing the Stability of Invert Emulsion Drilling Fluid for Drilling in High-Pressure High-Temperature Conditions. Energies. 2018; 11(9):2393. https://doi.org/10.3390/en11092393
Chicago/Turabian StyleElkatatny, Salaheldin. 2018. "Enhancing the Stability of Invert Emulsion Drilling Fluid for Drilling in High-Pressure High-Temperature Conditions" Energies 11, no. 9: 2393. https://doi.org/10.3390/en11092393
APA StyleElkatatny, S. (2018). Enhancing the Stability of Invert Emulsion Drilling Fluid for Drilling in High-Pressure High-Temperature Conditions. Energies, 11(9), 2393. https://doi.org/10.3390/en11092393