Valorization of Waste Wood as a Solid Fuel by Torrefaction

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
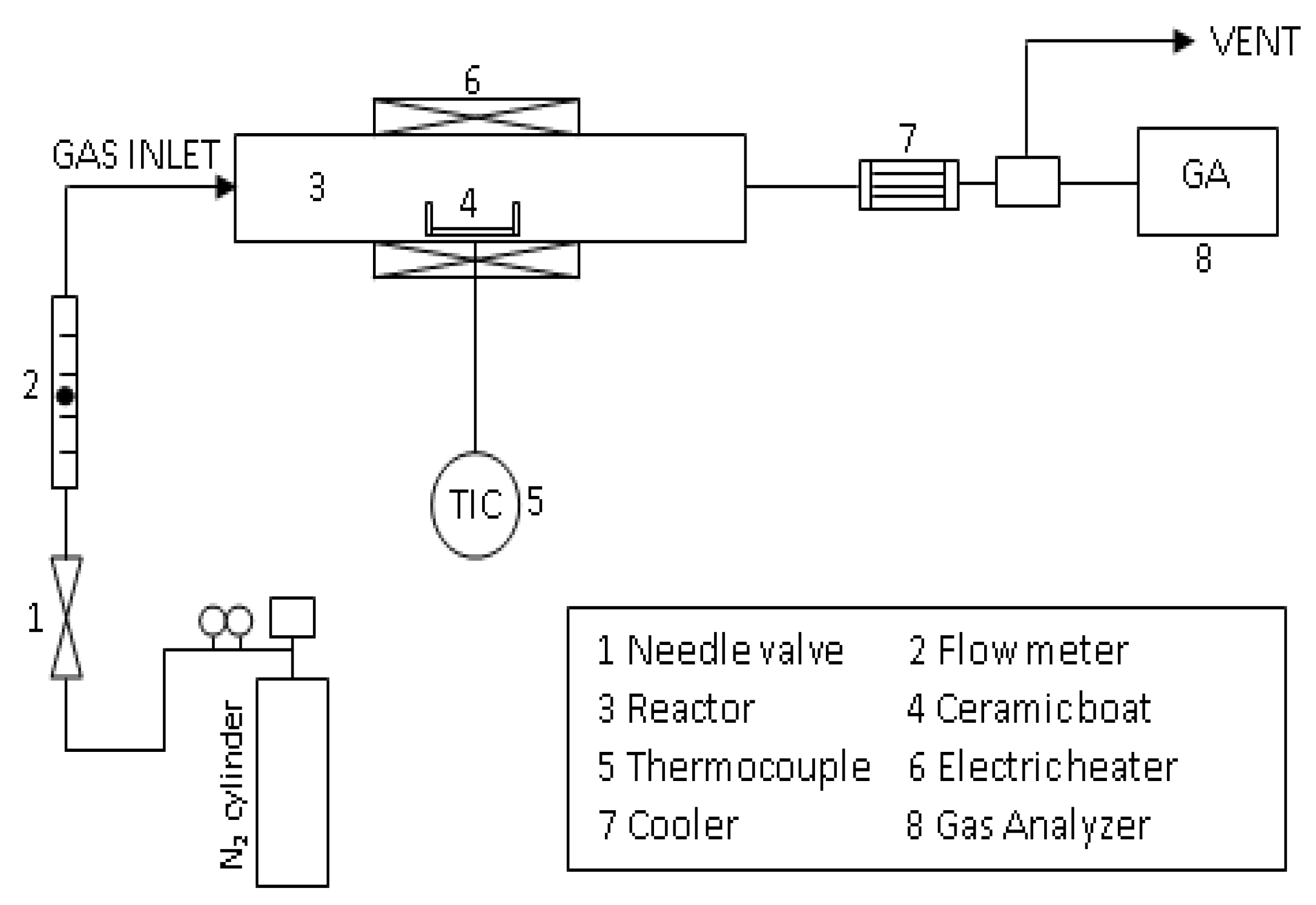
2.2. Torrefaction Experiment Setup and Procedure
3. Results and Discussions
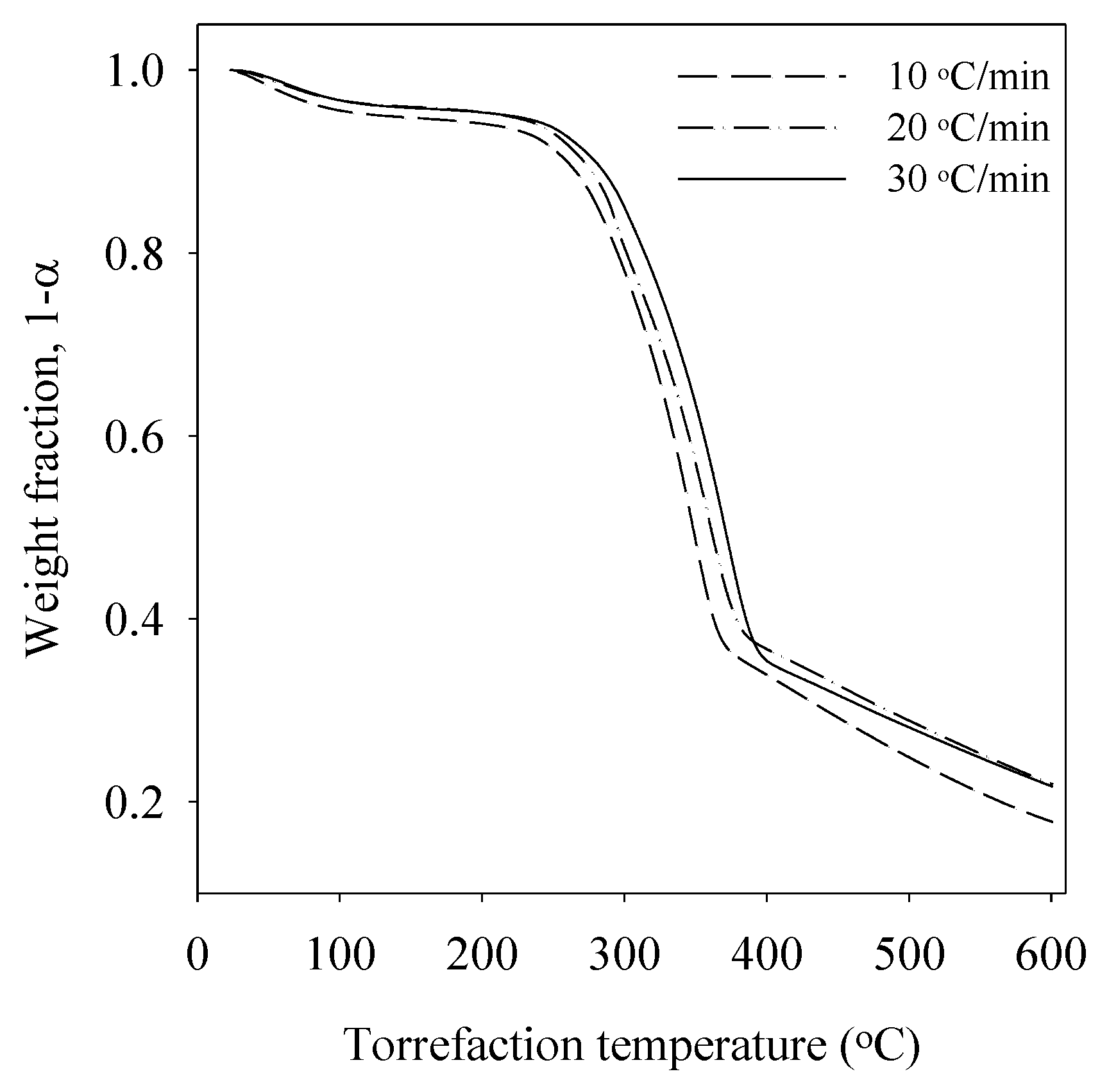
3.1. Thermogravimetric Analysis
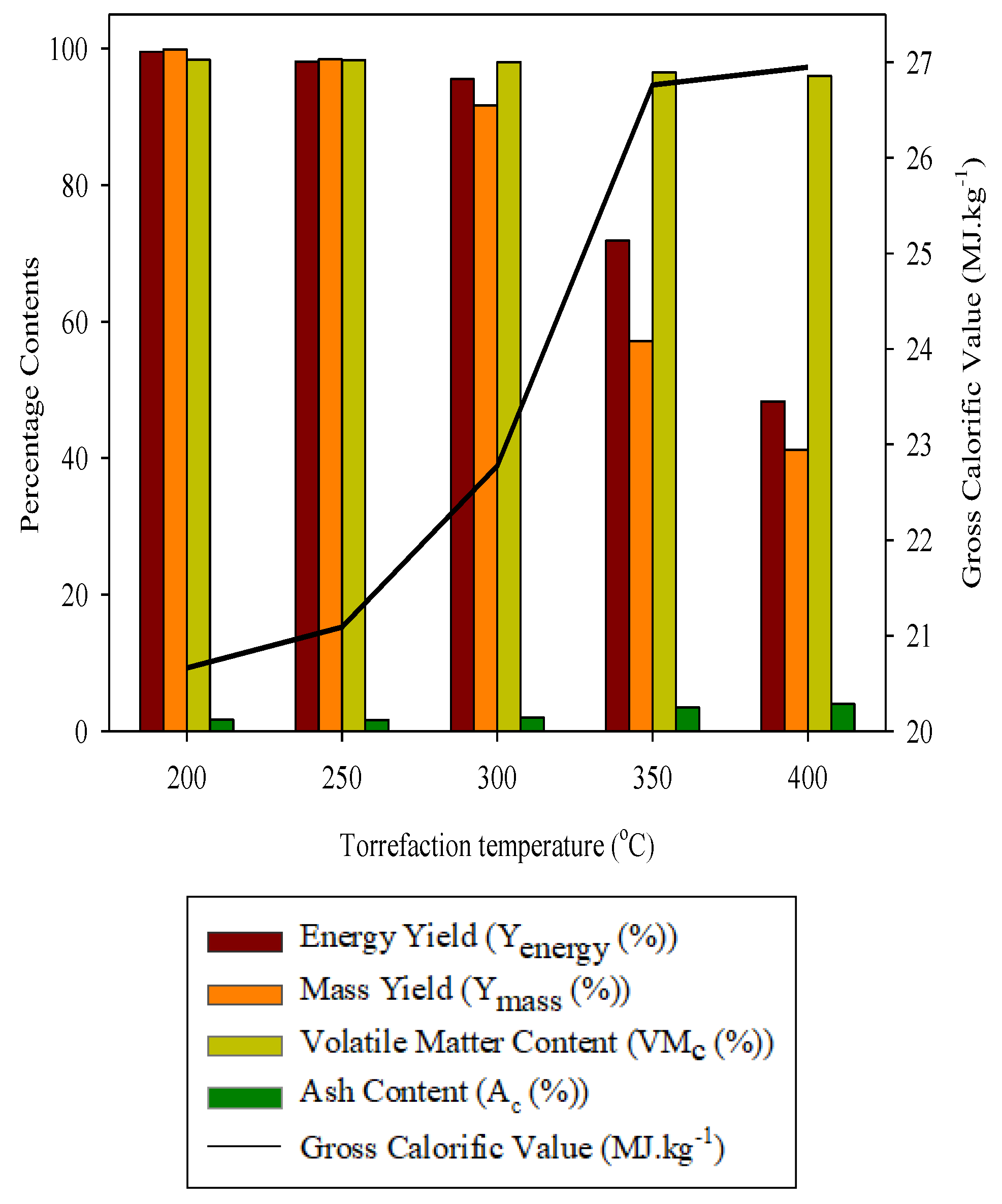
3.2. Effect of Temperature on Torrefaction Parameters
3.3. Effect of Residence Time on Torrefaction Parameters
3.4. Heavy Metal Analysis of Waste Wood
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Biochemical Conversion of Biomass in Liquid Transportation Fuels from Coal and Biomass: Technological Status, Costs, and Environmental Impacts; The National Academies Press: Washington, DC, USA, 2009; pp. 117–162.
- Doddapaneni, T.R.K.C.; Konttinen, J.; Hukka, T.I.; Moilanen, A. Influence of torrefaction pretreatment on the pyrolysis of Eucalyptus clone: A study on kinetics, reaction mechanism and heat flow. Ind. Crops Prod. 2016, 92, 244–254. [Google Scholar] [CrossRef]
- Van der Stelt, M.; Gerhauser, H.; Kiel, J.; Ptasinski, K. Biomass upgrading by torrefaction for the production of biofuels: A review. Biomass Bioenergy 2011, 35, 3748–3762. [Google Scholar] [CrossRef]
- Peng, J.H.; Bi, H.T.; Lim, C.J.; Sokhansanj, S.A. Study on density, hardness, and moisture uptake of torrefied wood pellets. Energy Fuels 2013, 27, 967–974. [Google Scholar] [CrossRef]
- Kamdem, D.; Pizzi, A.; Jermannaud, A. Durability of heat-treated wood. Holz als Roh-und Werkstoff 2002, 60, 1–6. [Google Scholar] [CrossRef]
- Bridgeman, T.; Jones, J.; Williams, A.; Waldron, D. An investigation of the grindability of two torrefied energy crops. Fuel 2010, 89, 3911–3918. [Google Scholar] [CrossRef]
- Phanphanich, M.; Mani, S. Impact of torrefaction on the grindability and fuel characteristics of forest biomass. Bioresour. Technol. 2011, 102, 1246–1253. [Google Scholar] [CrossRef] [PubMed]
- Boateng, A.; Mullen, C. Fast pyrolysis of biomass thermally pretreated by torrefaction. J. Anal. Appl. Pyrolysis 2013, 100, 95–102. [Google Scholar] [CrossRef]
- Svoboda, K.; Pohořelý, M.; Hartman, M.; Martinec, J. Pretreatment and feeding of biomass for pressurized entrained flow gasification. Fuel Process. Technol. 2009, 90, 629–635. [Google Scholar] [CrossRef]
- Thrän, D.; Witt, J.; Schaubach, K.; Kiel, J.; Carbo, M.; Maier, J.; Ndibe, C.; Koppejan, J.; Alakangas, E.; Majer, S. Moving torrefaction towards market introduction–Technical improvements and economic-environmental assessment along the overall torrefaction supply chain through the SECTOR project. Biomass Bioenergy 2016, 89, 184–200. [Google Scholar] [CrossRef]
- Koppejan, J.; Sokhansanj, S.; Melin, S.; Madrali, S. Status overview of torrefaction technologies. IEA Bioenergy Task 2012, 32, 1–54. [Google Scholar]
- Stamm, A.J. Thermal degradation of wood and cellulose. Ind. Eng. Chem. 1956, 48, 413–417. [Google Scholar] [CrossRef]
- Stanzl-Tschegg, S.; Beikircher, W.; Loidl, D. Comparison of mechanical properties of thermally modified wood at growth ring and cell wall level by means of instrumented indentation tests. Holzforschung 2009, 63, 443–448. [Google Scholar] [CrossRef]
- Bergman, P.C.; Boersma, A.; Zwart, R.; Kiel, J. Torrefaction for Biomass Co-Firing in Existing Coal-Fired Power Stations “Biocoal”; Report No.ECN-C-05-013; Energy Centre of Netherlands: Petten, The Netherlands, 2005. [Google Scholar]
- Rodrigues, A.; Loureiro, L.; Nunes, L.J.R. Torrefaction of woody biomasses from poplar SRC and Portuguese roundwood: Properties of torrefied products. Biomass Bioenergy 2018, 107, 55–65. [Google Scholar] [CrossRef]
- Li, S.-X.; Zou, J.-Y.; Li, M.-F.; Wu, X.-F.; Bian, J.; Xue, Z.-M. Structural and thermal properties of Populus tomentosa during carbon dioxide torrefaction. Energy 2017, 124, 321–329. [Google Scholar] [CrossRef]
- Benavente, V.; Fullana, A. Torrefaction of olive mill waste. Biomass Bioenergy 2015, 73, 186–194. [Google Scholar] [CrossRef]
- Christoforou, E.A.; Fokaides, P.A. Life cycle assessment (LCA) of olive husk torrefaction. Renew Energy 2016, 90, 257–266. [Google Scholar] [CrossRef]
- Prins Mark, J.; Ptasinski, K.; Janssen, F. Torrefaction of wood Part 2. Analysis of products J. Anal. Appl. Pyrolysis 2006, 77, 35–40. [Google Scholar] [CrossRef]
- Chen, W.H.; Kuo, P.C. A study on torrefaction of various biomass materials and its impact on lignocellulosic structure simulated by a thermogravimetry. Energy 2010, 35, 2580–2586. [Google Scholar] [CrossRef]
- Hill, S.J.; Grigsby, W.J.; Hall, P.W. Chemical and cellulose crystallite changes in Pinus radiata during torrefaction. Biomass Bioenergy 2013, 56, 92–98. [Google Scholar] [CrossRef]
- Pelaez-Samaniego, M.R.; Yadama, V.; Garcia-Perez, M.; Lowell, E.; McDonald, A.G. Effect of temperature during wood torrefaction on the formation of lignin liquid intermediates. J. Anal. Appl. Pyrolysis 2014, 109, 222–233. [Google Scholar] [CrossRef]
- Granados, D.; Basu, P.; Chejne, F.; Nhuchhen, D. Detailed investigation into torrefaction of wood in a two-stage inclined rotary torrefier. Energy Fuels 2016, 31, 647–658. [Google Scholar] [CrossRef]
- Mann, B.F.; Chen, H.; Herndon, E.M.; Chu, R.K.; Tolic, N.; Portier, E.F.; Chowdhury, T.R.; Robinson, E.W.; Callister, S.J.; Wullschleger, S.D. Indexing permafrost soil organic matter degradation using high-resolution mass spectrometry. PLoS ONE 2015, 10. [Google Scholar] [CrossRef] [PubMed]
- Jenkins, B.; Baxter, L.; Miles, T., Jr.; Miles, T. Combustion properties of biomass. Fuel Process. Technol. 1998, 54, 17–46. [Google Scholar] [CrossRef]
- Strandberg, M.; Olofsson, I.; Pommer, L.; Wiklund-Lindström, S.; Åberg, K.; Nordin, A. Effects of temperature and residence time on continuous torrefaction of spruce wood. Fuel Process. Technol. 2015, 134, 387–398. [Google Scholar] [CrossRef]
- Bridgeman, T.G.; Jones, J.M.; Shield, I.; Williams, P.T. Torrefaction of reed canary grass, wheat straw and willow to enhance solid fuel qualities and combustion properties. Fuel 2008, 87, 844–856. [Google Scholar] [CrossRef]
- Chin, K.; H’ng, P.; Go, W.; Wong, W.; Lim, T.; Maminski, M.; Paridah, M.; Luqman, A. Optimization of torrefaction conditions for high energy density solid biofuel from oil palm biomass and fast growing species available in Malaysia. Ind. Crops Prod. 2013, 49, 768–774. [Google Scholar] [CrossRef]
- Narodoslawsky, M.; Obernberger, I. From waste to raw material—The route from biomass to wood ash for cadmium and other heavy metals. J. Hazard. Mater. 1996, 50, 157–168. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elemental Analysis (wt %) a | C | 46.96 |
| H | 5.90 | |
| N | 3.07 | |
| O | 42.30 | |
| S | 0.07 | |
| Cl | 0.57 | |
| Other | 1.13 | |
| Heavy Metal Analysis (mg/kg) | Cd | 20.02 |
| Pb | 16.02 | |
| Cr | 4.61 | |
| Hg | ND | |
| As | ND | |
| Moisture (%) b | 13.5 | |
| Volatile fraction (%) b | 85.0 | |
| Ash (%) b | 1.5 | |
| GCV (MJ/kg) a | 20.6 | |
| LHV (MJ/kg) b | 17.81 |
| 0 min Residence Time | |||
| 250 °C | 300 °C | 350 °C | |
| Yenergy (%) | 99.58 | 98.10 | 71.85 |
| Ymass (%) | 99.88 | 91.70 | 57.16 |
| VMc (%) | 98.34 | 98.03 | 96.52 |
| Ac (%) | 1.65 | 1.97 | 3.47 |
| GCV (MJ/kg) | 21.08 | 22.77 | 26.76 |
| 10 min Residence Time | |||
| 250 °C | 300 °C | 350 °C | |
| Yenergy (%) | 87.10 | 59.15 | 49.87 |
| Ymass (%) | 79.84 | 53.06 | 39.68 |
| VMc (%) | 97.89 | 97.38 | 96.21 |
| Ac (%) | 2.11 | 2.61 | 3.79 |
| GCV (MJ/kg) | 23.09 | 23.73 | 26.75 |
| 20 min Residence Time | |||
| 250 °C | 300 °C | 350 °C | |
| Yenergy (%) | 70.27 | 56.44 | 43.41 |
| Ymass (%) | 62.55 | 47.96 | 33.11 |
| VMc (%) | 97.55 | 96.33 | 95.72 |
| Ac (%) | 2.45 | 3.67 | 4.27 |
| GCV (MJ/kg) | 23.77 | 25.06 | 27.92 |
| 30 min Residence Time | |||
| 250 °C | 300 °C | 350 °C | |
| Yenergy (%) | 74.23 | 53.45 | 52.66 |
| Ymass (%) | 65.45 | 43.87 | 38.33 |
| VMc (%) | 96.39 | 95.87 | 95.61 |
| Ac (%) | 3.60 | 4.13 | 4.39 |
| GCV (MJ/kg) | 24.00 | 25.94 | 29.25 |
| 40 min Residence Time | |||
| 250 °C | 300 °C | 350 °C | |
| Yenergy (%) | 82.81 | 57.31 | 54.74 |
| Ymass (%) | 74.26 | 45.12 | 39.61 |
| VMc (%) | 96.65 | 96.25 | 95.31 |
| Ac (%) | 3.35 | 3.75 | 4.68 |
| GCV (MJ/kg) | 23.59 | 27.04 | 29.42 |
| 50 min Residence Time | |||
| 250 °C | 300 °C | 350 °C | |
| Yenergy (%) | 89.24 | 59.00 | 53.00 |
| Ymass (%) | 71.79 | 44.42 | 39.57 |
| VMc (%) | 97.41 | 96.39 | 95.74 |
| Ac (%) | 2.58 | 3.60 | 4.26 |
| GCV (MJ/kg) | 26.31 | 28.28 | 28.52 |
| Heavy Metal (mg/kg) | Raw | 250 °C | 300 °C | 350 °C | |
| Cd | 20.02 | 24.51 | 94.25 | 103.66 | |
| Pb | 16.02 | 22.17 | 62.14 | 88.52 | |
| Cr | 4.61 | 7.34 | 25.65 | 29.44 | |
| Hg | ND | ND | ND | ND | |
| As | ND | ND | ND | ND |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Poudel, J.; Karki, S.; Oh, S.C. Valorization of Waste Wood as a Solid Fuel by Torrefaction. Energies 2018, 11, 1641. https://doi.org/10.3390/en11071641
Poudel J, Karki S, Oh SC. Valorization of Waste Wood as a Solid Fuel by Torrefaction. Energies. 2018; 11(7):1641. https://doi.org/10.3390/en11071641
Chicago/Turabian StylePoudel, Jeeban, Sujeeta Karki, and Sea Cheon Oh. 2018. "Valorization of Waste Wood as a Solid Fuel by Torrefaction" Energies 11, no. 7: 1641. https://doi.org/10.3390/en11071641
APA StylePoudel, J., Karki, S., & Oh, S. C. (2018). Valorization of Waste Wood as a Solid Fuel by Torrefaction. Energies, 11(7), 1641. https://doi.org/10.3390/en11071641