1. Introduction
Parasitic losses account for nearly 20% of an internal combustion (IC) engine’s total losses. As one of the primary sources of friction in the engine, the compression rings are responsible for 4% to 5% of all losses in a typical diesel engine [
1]. Research on modelling of cylinder liner and piston ring tribological behaviours has been developed for decades. In modelling oil film formation and distribution on the cylinder liners, the cylinder wall is often taken as being a perfect cylindrical surface by the majority of researchers [
1,
2,
3]. These studies believe that the deformation of cylinder liner does not directly affect the formation and distribution of the oil film, and thus does not affect the friction and lubrication behaviours.
In fact, no cylinder liner is perfectly cylindrical or of nominal bore radius along its entire length. The liner distortion leads to loss of conformity between the piston rings and cylinder liner. As a result of liner deformation, the drop of piston ring follow-up performance can cause the uneven contact and increased friction [
4]. Therefore, it is essential to quantitatively study the deformation of cylinder liners.
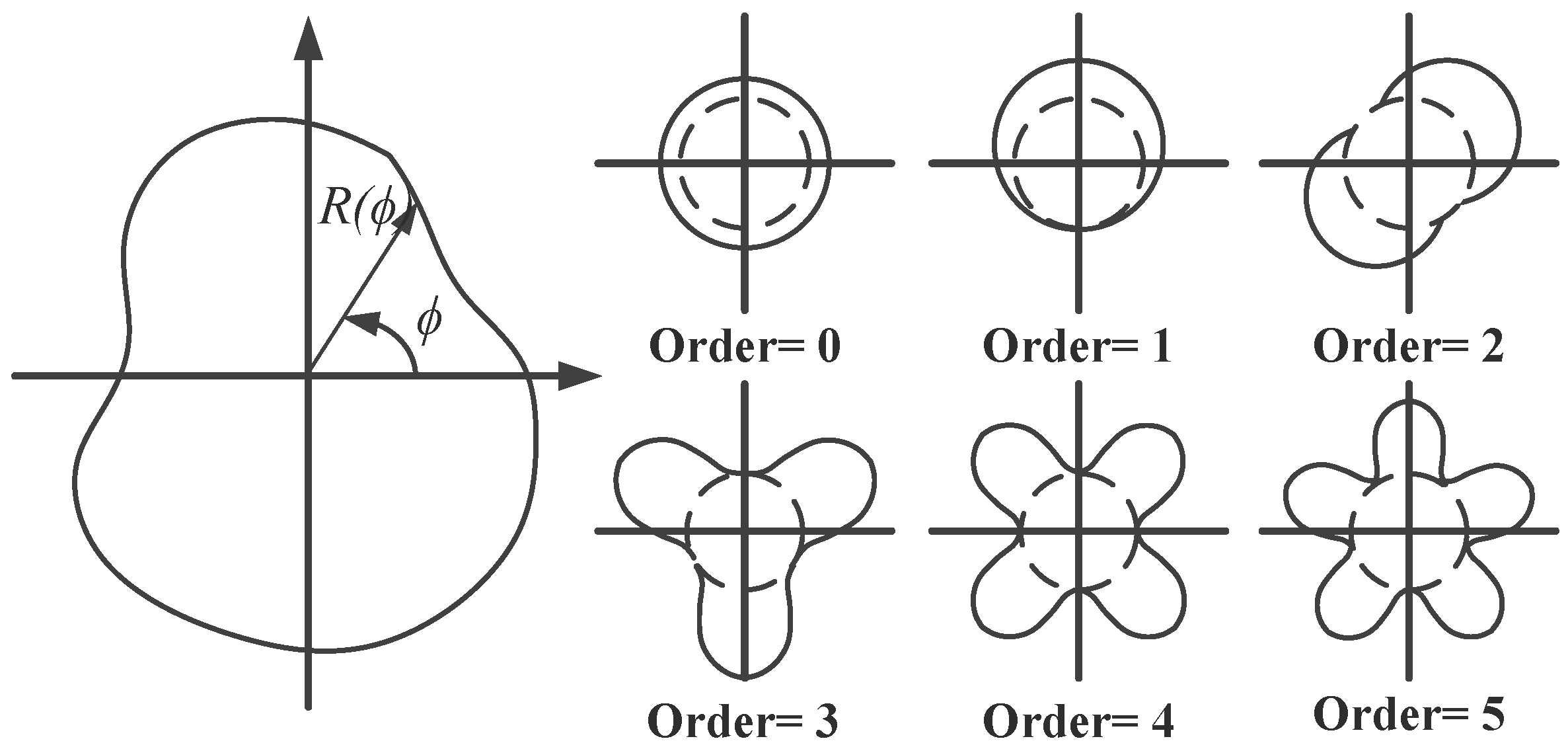
Chittenden and Priest [
5] first proposed that the non-circularity of the engine cylinder liner can be represented by a Fourier series as Equation (1):
where
= radial co-ordinate;
= angular co-ordinate;
Ai,
Bi = amplitude constants;
i = order;
n = highest order distortion to be considered.
The coordinate system and various Fourier orders of liner distortion have been drawn in
Figure 1. There are several reasons for the non-circularity of the cylinder liners. The machining precision of the cylinder liner is defined, or limited, within an allowed difference between the maximum and minimum diameters of the liner, which may be from 10 to 100 times the film thickness between piston rings and the liner. Thus, the nonconformity arising from machining tolerances is likely to impose a substantial effect on the friction characteristic of the piston–cylinder assembly. The zero-order and first-order liner distortions, as a function of the size and location tolerances of the cylinder liner [
5], have been drawn in
Figure 1. As these deformation components are circular, they have little consequence to conformity between piston rings and liners.
The assembly constraints of cylinder assembly can cause significant deformations in the liner. One typical case is the tightening of the cylinder head bolts. Chittenden and Priest pointed out that [
5] the tightening of four cylinder head bolts is the main reason for the occurrence of the fourth-order distortion approximately 25 microns in a distorted cylinder liner of a light-duty engine.
Insufficient cooling or over-cooling of cylinder liner may lead to expansion deformations around the circumference of the cylinder and along its length, which leads to the distortion of the cylinder liners [
5]. Reipert and Voigt [
6] proposed that the magnitude of the thermal expansion is greater by far than the distortion caused by the clamping of cylinder head bolts. Zavos and Nikolakopoulos [
3] have suggested that small thermal deformation will lead to less friction and wear in the cylinder liner. However, the thermal expansion is primarily a quasi-static deformation, with good radial continuity, which cannot cause obvious dynamic localised deformation on the liner surface, and therefore cannot cause direct impact on the friction and lubrication behaviour between piston rings and liner surface.
In addition to static deformations, the impulsive gas explosion and piston slaps can also cause evident distortion of the cylinder liner, although they only act on the liner wall within a restricted area. Furthermore, as Chittenden and Priest [
5] pointed out, a significant deformation of the cylinder liner induced by combustion force can only be observed in those heavy-duty diesel engines with thin-walled wet liners. According to the simulation results obtained by Li and Gu [
7,
8,
9], the amplitude of liner deformations induced by piston slaps is at the order of 0.1 microns, being about 20% of the roughness amplitude and able to affect the distribution of oil film and its subsequent lubrication performance.
To investigate the possible influence of liner deformations on friction and lubrication behaviours between piston and liners, several studies have been carried out. Ma et al. [
10] studied the impacts of liner distortion on the friction forces between the piston rings and cylinder liners. Their simulation results showed that the distortion of the cylinder liner can considerably reduce friction loss by approximately 2% to 5%. Another study, conducted by Ali Usman et al. [
11], pointed out that a distorted cylinder liner will decrease the viscous friction force of piston ring cylinder liner interface because the average film thickness between ring and distorted liner is much higher than that of circular liner. Meng et al. [
12] further indicated that the vibration of the cylinder liner can result in oscillations in the dynamic and tribological performances of the piston assembly, especially in the power stroke of an IC engine. Their studies have shown that the vibration-induced friction reduction is closely related to the engine’s running speed, structural stiffness, and damping characteristics, and the mass of the cylinder structure. The experimental study conducted by Michael Gore et al. [
13] strongly confirmed the existence of oscillations in the piston friction force through a direct measurement. Their work suggested that this kind of friction oscillation may be associated with a multitude of engine structural harmonics.
However, none these experimental and theoretical studies have provided more vigorous evidence or in-depth discussion on the mechanism behind the correspondence between the structural deformations and friction oscillations. Further research is therefore needed to determine the exact way in which liner deformations affect the friction forces.
To examine the influence mechanism of dynamic deformation on lubrication performance and friction losses of liner assembly based on a mathematical model, the first thing to do is to couple the dynamic deformation into the modelling of lubrication behaviours between piston rings and liners. When previous researchers tried to couple liner deformation into the lubrication model, only the influences of geometric deformations on asperity friction had been considered, in the form of a static geometric boundary. The changes in physical and chemical properties of lubricating oil caused by dynamic deformations and its subsequent effect on viscous friction between rings and liners has not been studied and understood deeply.
In 1979, Patir and Cheng [
14] introduced pressure and shear flow factors to analyse surface roughness effects on mean hydrodynamic load and mean viscous friction. These factors make the effect of surface morphology on the viscous friction of lubricant quantified, thus promoting a series of follow-up studies. However, these factors are proposed based on an important assumption: the matching surface should be a Gaussian random rough surface. That is, the flow factors are equal and constant throughout the surface, and when considering the dynamic deformation of the cylinder liner, the surface roughness may exhibit non-Gaussian distribution. The local shear stress varies with the area, which requires a specific localized calculation of the two flow factors for the matching surfaces of ring and liner, to obtain a more accurate calculation of the viscous force. To investigate the effect of surface finish on piston ring-pack performance, Jeffrey Jocsak [
15] proposed an integral calculation method of stress factors that makes it possible to consider the influence of non-Gaussian surface morphology on viscous friction forces.
To examine the influences of dynamic deformation on lubrication performance and the friction losses of liners, this paper improves the existing lubrication model by taking into account the dynamic deformations of liner surface. The paper is organized into five sections in addressing the subject.
Section 2 details the simulation and extraction of liner dynamic deformation. To include the influence of dynamic deformations, an improved lubrication model has been established in
Section 3. Based on the established model, the differences in calculated results obtained from the improved and the original model were compared and analysed in
Section 4.
Section 5 summarises the conclusions obtained through this initial work.
2. Simulation and Extraction of Surface Dynamic Deformation
Before the improvement of the lubrication model, it is necessary to first obtain the surface dynamic deformation of the piston rings and cylinder liner by appropriate means. Because of the good conformability of the piston ring to bore contour, the deformation of the piston ring itself will not cause significant influence on the oil film distribution [
16]. Therefore, this paper will focus on the impact of dynamic deformation of the cylinder on the lubrication behaviour between the rings and liners. As a component that provides swept space for piston reciprocating, the cylinder liner is always in dynamic contact with the piston rings. The deformation of the inner surface of the cylinder liner is difficult to be effectively measured during the operation of IC engines. Thus, it is a more feasible solution to obtain the dynamic deformation of cylinder liner through modelling and simulation. In the authors’ previous paper [
8,
9], the surface deformation of cylinder liners has been obtained based on a validated finite element (FE) model, and the rationality of the simulation scheme has been verified by comparison with a series of experimental data. Based on the validated model, this paper simulates the deformation response of the cylinder liner to piston slaps, and extracts the surface deformation from the finite element simulation result through series conversion operation and introduces it into the lubrication model.
2.1. Establishment of Dynamic Model
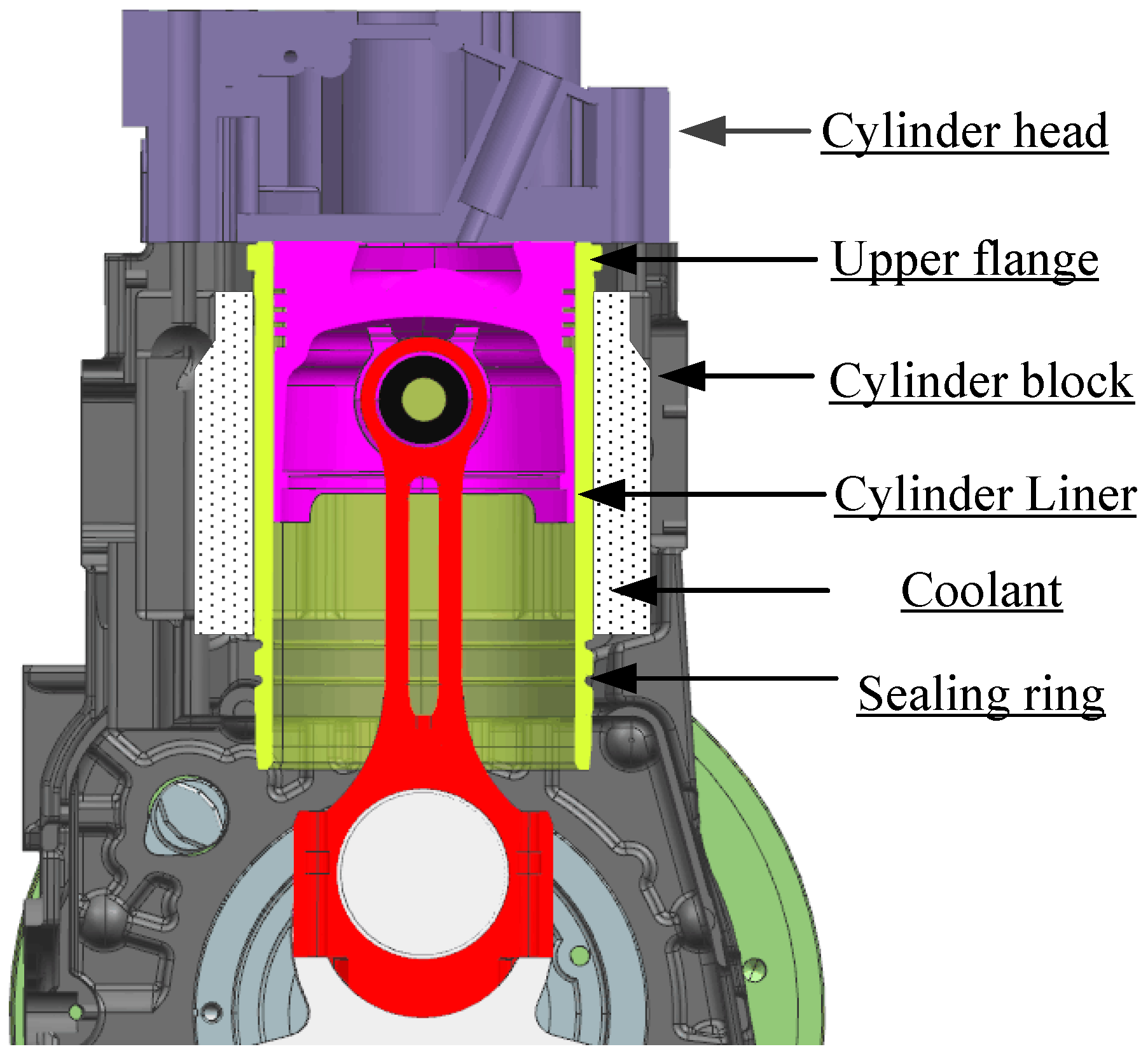
The cylinder liner is a central component of a reciprocating engine. As well as being part of the combustion chamber, the liners provide swept space for piston reciprocation.
Figure 2 illustrates the construction of a typical wet cylinder liner. The upper flange of the liner is bolted to the cylinder head and cylinder block, restricting its axial degree of freedom. The liner’s lower external surface is mounted onto the engine body within the clearance fitting. To prevent the liquid coolant leaking into the crankcase, the wet liner’s lower end is sealed by a rubber sealing ring.
The modelling and simulation steps of piston and cylinder assembly are represented in
Figure 3. After importing the three-dimensional model of components into the finite element software ANSYS Workbench (v16, Ansys Inc., Canonsburg, PA, USA), the material definition of the different structural parts is first required. In this study, ductile cast iron QT600-3 (Taiyuan Iron & Steel Co., Ltd., Taiyuan, Shanxi, China) is used for the liner [
17], while aluminium alloy ZL108 (Taiyuan Iron & Steel Co., Ltd., Taiyuan, Shanxi, China) serves for the piston. Computational efficiency is improved by ignoring certain geometric details on the outer surface of cylinder liner. The cylinder liner was modelled as having 7121 hexahedral isoparametric solid elements, and computing resources and solution time were reduced by modelling other components as a rigid body.
Before performing the simulation calculation, the boundary condition and excitations are required to be set successively.
Figure 2 illustrates the cylinder liner’s boundary condition; the liner is a non-uniform cylinder-shaped shell with end-flanges. Incorrect definition of the boundary condition can cause alteration of liner modal characteristics. To avoid this, fixed joints and clearance fits have been modelled through the construction of corresponding frictionless contact pairs, avoiding errors caused by over-simplification and inappropriate structural equivalents in modelling cylinder dynamics [
8]. To handle the nonlinearities of the contact constraints and improve the computing efficiency, a reduced integration method—the Newmark implicit integration method—was selected to solve the motion equations of the dynamic process. Even so, it takes up to seven hours to solve a complete operating cycle.
Combustion shock and piston slap are generally considered to be the two main excitation sources of the cylinder dynamics [
18]. According to the authors’ previous paper, the response induced by combustion shock has a predicted amplitude of approximately 0.02 microns, being much less than the friction surfaces’ roughness, which can be considered negligible for predicting lubrications between piston rings and liners. Therefore, this paper will only simulate the dynamic deformation of liner surface caused by piston slaps, and study its influence on the lubrication behaviour.
Driven by the in-cylinder pressure, the piston assembly moves laterally and knocks the liner surface ceaselessly. The piston assembly’s axial movement is controlled by the crankshaft and connecting rod mechanism. Equation (2) shows the calculation of side-thrust force, which drives the piston’s lateral movement.
Figure 4a demonstrates that translational degree of freedom of the piston is perpendicular to the moving plane, and it is set as free to avoid over-constraint. The calculation is simplified by setting rotational degree of freedom (DOF) of the piston tilting motion as free, while ignoring all other rotational freedoms. Mathematically, this side-thrust force
Fy can be expressed as Equation (2) [
19]:
where
λ =
rc/
l,
rc is the crank radius and
l is the length of the connecting rod. The
ml is the equivalent mass of the piston assembly.
Pc is the longitudinally acting combustion force and
Pi is the inertial force of the moving piston assembly.
Figure 4b shows the liner deformation response to piston slap at a 370° crank angle under the operating condition: 1800 rpm and 40 Nm. It shows that the piston slap-induced deformation occurs on the entire liner structure and exhibits a distinct asymmetrical feature which is consistent with the piston’s impact characteristics. The amplitude of liner deformation response to piston slap is predicted to be about 0.15 microns, close to 20% of the roughness amplitude, which may affect the oil film distribution.
To better understand dynamic responses of the liner to piston slaps, it is necessary to examine the radial displacement response of a node on the anti-thrust side of the studied liner.
Figure 5 shows the short-time Fourier transform (STFT) result of the predicted liner responses to piston side-thrust force in a single-cylinder diesel engine burning standard diesel at an operating condition of 1800 rpm speed and 40 Nm torque.
Figure 5b illustrates the piston’s side-thrust force, the predicted displacement, and the predicted acceleration, to facilitate the analysis of the STFT result. The STFT analysis is used to highlight the time–frequency characteristics of the clean prediction, rather than wavelet analysis such as continuous wavelet transform, which needs considerable analyses to determine its optimal parameters.
In
Figure 5a, it is easy to identify six separate and transient responses corresponding to highs and troughs of piston side-thrust force, marked as Impact A to Impact F. For the most part, these responses are in the frequency band 929.0–3128.7 Hz relating to the first four modes of cylinder structure identified by modal experiments [
7,
8].
Previous studies [
18,
19] have often chosen the frequency range between 500 and 3000 Hz as the analysis band for the identification and analysis of vibration events induced by piston slap. As
Figure 5 shows, there is probably some truth to this, which may stem from mode characteristics inherent in liner structures. This study demonstrates that the majority of dynamic responses induced by piston slap come in the range 900–3000 Hz, near the frequency band of the first four liner modes, and this suggests that the dynamic response of cylinder liners may depend on their structural modes to a high degree.
After obtaining the liner deformation by dynamic simulation, the influence of the cylinder deformation on the lubrication behaviours between the piston ring and liners can be studied by extracting the deformation and then introducing it into the lubrication model.
2.2. Geometric Extraction and Coordinate Transformation
In order to couple the geometric deformation of the liner surface accurately into the lubrication model, a series of transformation operations are required, which includes geometric extraction, coordinate transformation, and static distortion removal.
Figure 6 shows the flowchart of the geometric extraction and coordinate transformation process, from the finite element simulation results in ANSYS to the dynamic deformation of liner surface that can be used in the mathematical lubrication model. After extracting geometric deformation from ANSYS and importing it into a MATLAB package, a three-dimensional cylindrical shell can be drawn based on the spatial positions of the nodes, as shown in
Figure 6b. The colour of the nodes represents the amplitude of displacement increment relative to the global coordinate system.
To facilitate the modelling and calculation, in the modelling of two-dimensional film thickness, the cylindrical surface of a liner is often equivalently converted into a square plane. Therefore, before the introduction of deformations into a lubrication model, the selected nodes should be transformed from the spatial coordinate system (
x,
y,
z) into a two-dimensional coordinate system containing the axial and circumferential directions, as shown in
Figure 6c.
As seen in
Figure 6c, the magnitude of liner deformation reached almost 0.1 millimetre, which is inconsistent with the existing simulation results [
20], which indicates that the amplitude of the liner deformation should be at the micron level. Under the excitation of piston impact force, the liner exhibited significant overall translation, mainly perpendicular to the cylinder axis. It is essential to filter and suppress this unwanted overall translation before the processing of coordinate transformation, to avoid introduction of significant errors into the local deformations. Specifically, a cylinder shell should be fitted according to the geometric profile of the node set in
Figure 6b, firstly. Then, by subtracting the coordinate values of the fitted cylindrical shell, accompanied by coordinate transformations, a two-dimensional deformation surface of the liner excluding the overall translation can be obtained, as shown in
Figure 6d.
It should be noted that, compared with the axial length of the liner (19.8 mm), the axial height of the piston ring is very small, with only 3 mm, in the studied cylinder assembly. Furthermore, the axial position of the ring is continuously changing along with the crank rotating. Based on the instantaneous axial position of the piston, the deformation region in contact with the piston ring surface can be accurately intercepted.
3. Development of Dynamic Deformation Based Lubrication Models
In principle, there are two ways in which the dynamic deformation affects the lubrication behaviours between the piston rings and liners: one is that the deformation of the surface morphology directly changes the distribution of lubricating oil film, thus changing the asperity friction; the other is that the deformation may cause changes in shear properties, i.e., shear stress factors, of lubricating oil, resulting in viscous friction changes.
3.1. Governing Equations
3.1.1. Average Reynolds Equation
In a mixed lubrication regime, Patir and Cheng [
14,
21] and Greenwood and Tripp [
22] improved the average Reynolds equation to describe the isothermal, incompressible lubricant behaviour between the ring and liner rough surfaces as Equation (3):
where
,
are pressure flow factors,
is the shear flow factor,
is the mean pressure, and
σ is the composite root mean square (RMS) roughness of ring and liner,
U is the piston primary velocity,
is the lubricant viscosity.
Simultaneous solution of Equation (3) requires the determination of the bulk rheological state of the lubricant in the contact. In the isothermal analysis presented here, the lubricant dynamic viscosity can be described as functions of the pressure and temperature as Equation (4):
wherein
is the lubricant viscosity at atmospheric pressure and ambient temperature 40 °C,
p is the pressure, and
Z and
S are the dimensionless viscosity–pressure coefficient and viscosity–temperature coefficient, respectively, which can be calculated according to the literature [
3,
23].
T0 is the ambient lubricant temperature, and the lubricant temperature
T is calculated based on a series of heat flow balance equations [
1,
3,
24].
3.1.2. Asperity Contact
When, and only when, hydrodynamic pressure is not enough to keep matching surfaces apart, asperities of two surfaces can be contact. Greenwood-Tripp’s rough surface contact model estimated the asperity contact load based on the surface mean separation and other statistical parameters [
10,
11]. The average contact pressure
Pa was related to the density of asperities
μ, the curvature of asperity of radius
β, composite surface roughness
σ, and composite material modulus
E. It was defined as Equation (5):
where
In Equation (7), E1 and E2 are Young’s modulus of ring and liner, and ν1 and ν2 are their corresponding Poisson’s ratio.
3.1.3. Calculation of the Frictional Force
The shearing of asperities and viscous lubricant film generates the friction force in the mixed lubrication regime. Viscous friction is attributed to generated shear stress arising from entraining motion of the lubricant as well as pressure gradient in a converging–diverging wedge. The hydrodynamic component of average friction force
Fh can be predicted by an integration of viscous shear stress across the sliding surfaces as Equation (8):
Furthermore, to meet different sliding scenarios, the local shear stress τ can also be expressed in terms of the mean quantities and three empirical shear stress factors , , and .
The asperity component of friction force
Fa is caused by contact between the ring surface and cylinder wall,
where
is the friction coefficient under lubricated contact (boundary lubrication).
B is the ring axial thickness.
The total friction force between the piston ring and the cylinder liner is
The key parameters used in this study are given in
Table 1, in which the surface accuracy parameters are obtained from the engine manufacturer.
3.2. The Introduction of Dynamic Deformations into the Oil Film Formation and Distribution Model
For the conventional lubrication models, the initial film thickness and film profile are predefined. During the computation, the contour of film distribution is changeless; only the thickness of the overall film surface is modified to adjust the bearing capacity of the film or asperities for achieving overall force balance. Therefore, placing the dynamic deformations of the liner surface, in the form of a predefined condition, into the calculation will not change the core algorithm of Reynolds equations, and not produce any adverse effect on the accuracy of the calculation.
Figure 7 depicts a conjunction between the piston ring and cylinder liner with surface roughness. Here, the function
hT(x) describes the local film thickness, including surface roughness.
For one-dimensional lubrication, the local film thickness
hT is given by
where
h is the nominal film thickness, ∆
1 is the ring surface roughness amplitude, and ∆
2 is the liner surface roughness amplitude. The nominal film thickness
h = hmin(
t)
+ hx(
x), giving
Taking the deformation amplitude of the liner surface ∆
x into account in the film formation model, the nominal film thickness can be improved as
By analogy, for the two-dimensional lubrication, the film thickness is given by
where the two-dimensional deformation of the liner surface matched with the piston ring is combined with axial deformation ∆
x and circumferential deformation ∆
y.
3.3. The Numerical Solution of Shear Stress Factors
As mentioned in Equation (8), Patir and Cheng [
14] introduced three stress factors to consider the effect of surface roughness on shear stress acting on a rough surface in a highly viscous flow. The average shear stress
τ is given by
where
is a geometric stress factor, and
and
are the shear stress and press stress factors, respectively.
It should be noted that all stress factors proposed by Patir and Cheng are only applicable to artificial Gaussian random rough surfaces, and these factors are constants over the entire surface. However, the cylinder liner surface are highly non-Gaussian when considering the dynamic deformation close to the order of surface roughness, and the shear stress τ is not equal everywhere. Therefore, the local stress factors should be calculated locally and real-timely.
It is necessary to mesh the solve region of ring surface with
m ×
n nodes, and to use the finite difference method to solve the local stress factors in the discrete domain. The
m and
n are the respective number of nodes in the axial and circumferential directions.
Figure 8 shows surface interpolation between nodes for stress factor calculation.
The geometric stress factor
functions only of rough surface geometry, and is defined by [
15]:
The
is a correction factor for the mean pressure flow component of the shear stress, is defined by [
15]:
The
is another correction term which arises from the combined effect of roughness and sliding, is defined by
Substituting the improved shear stress factors into Equations (15) and (8), then the viscosity friction force considering the liner dynamic deformation can be calculated in real time.
Based on these equations above, a computational fluid dynamics (CFD) code in the MATLAB platform was developed to predict oil film distribution and various friction forces numerically.

 ,
, 





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}