

A Comparative Study of Mechanical and Microstructural Behavior for Metal Active Gas and Friction Stir Welded Micro-Alloyed Structural Steel



Abstract
:1. Introduction
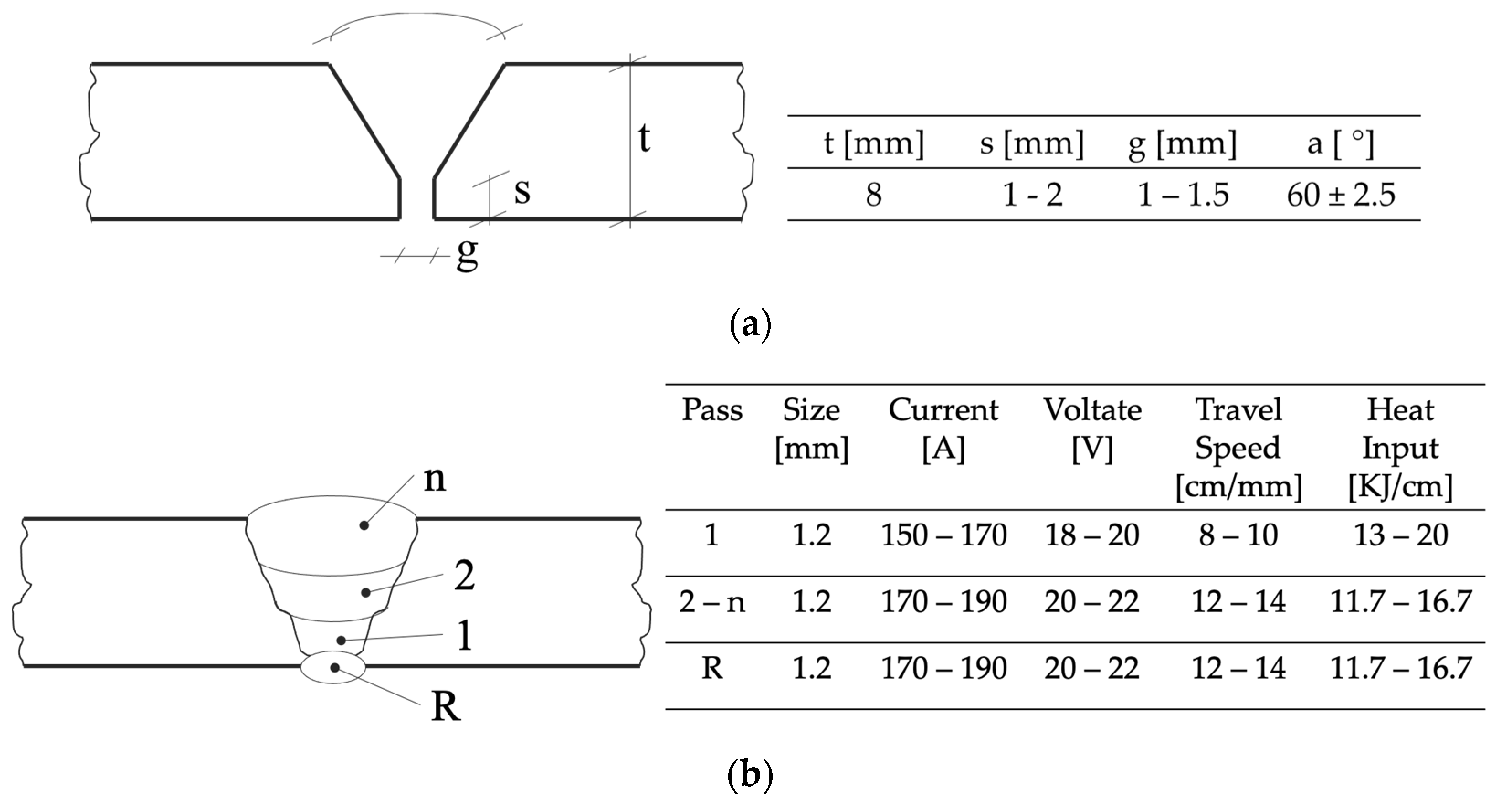
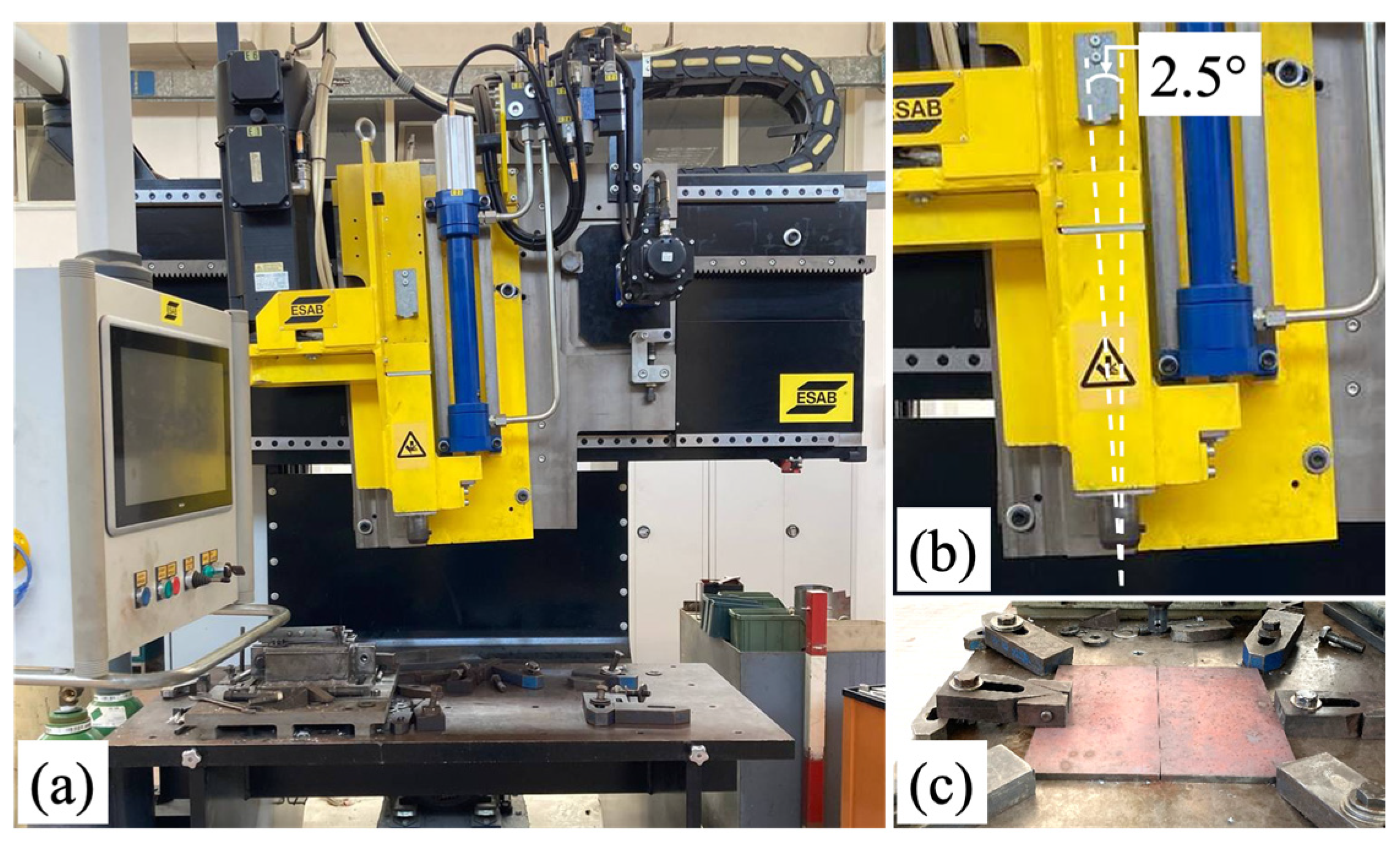
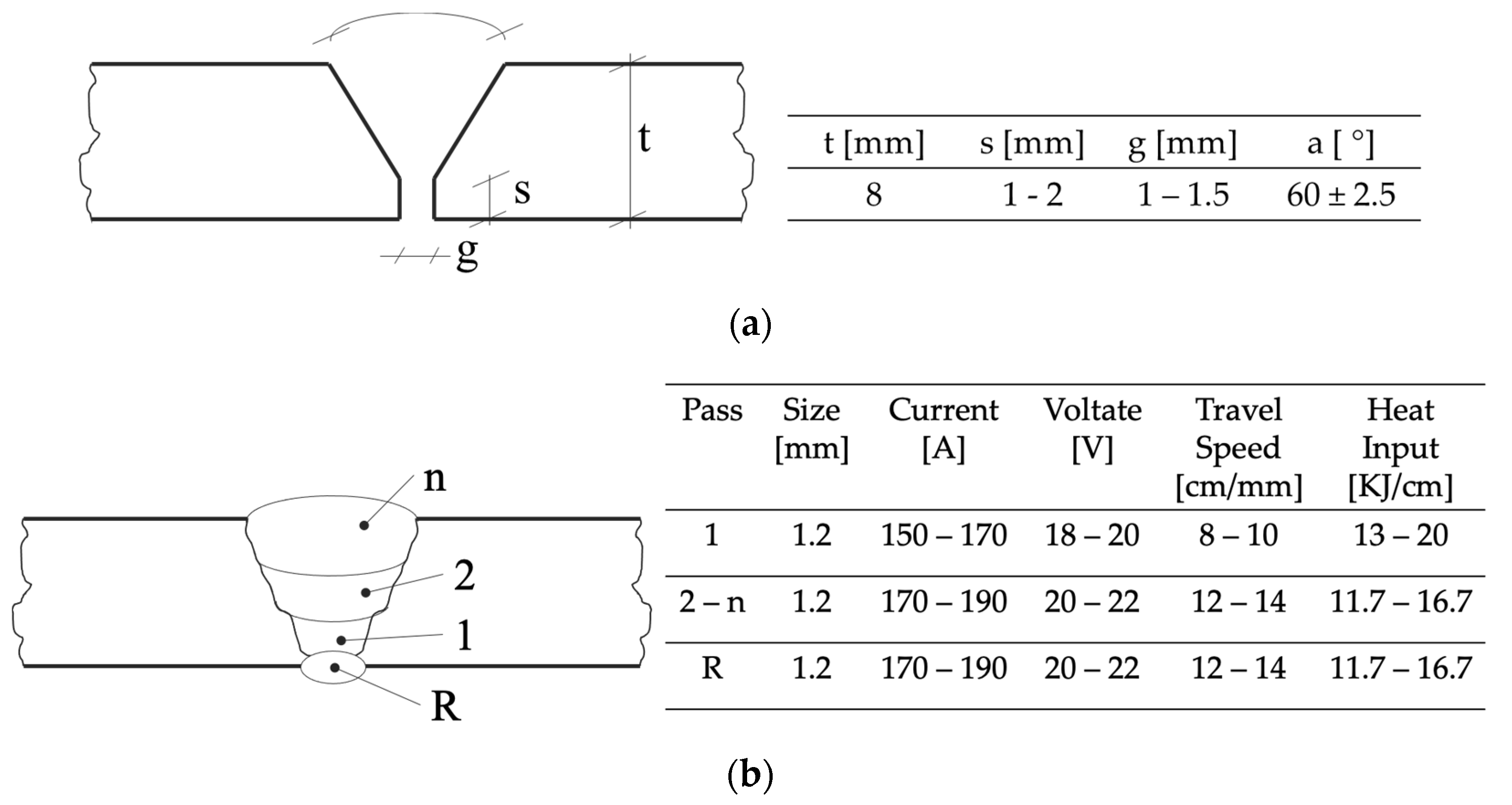
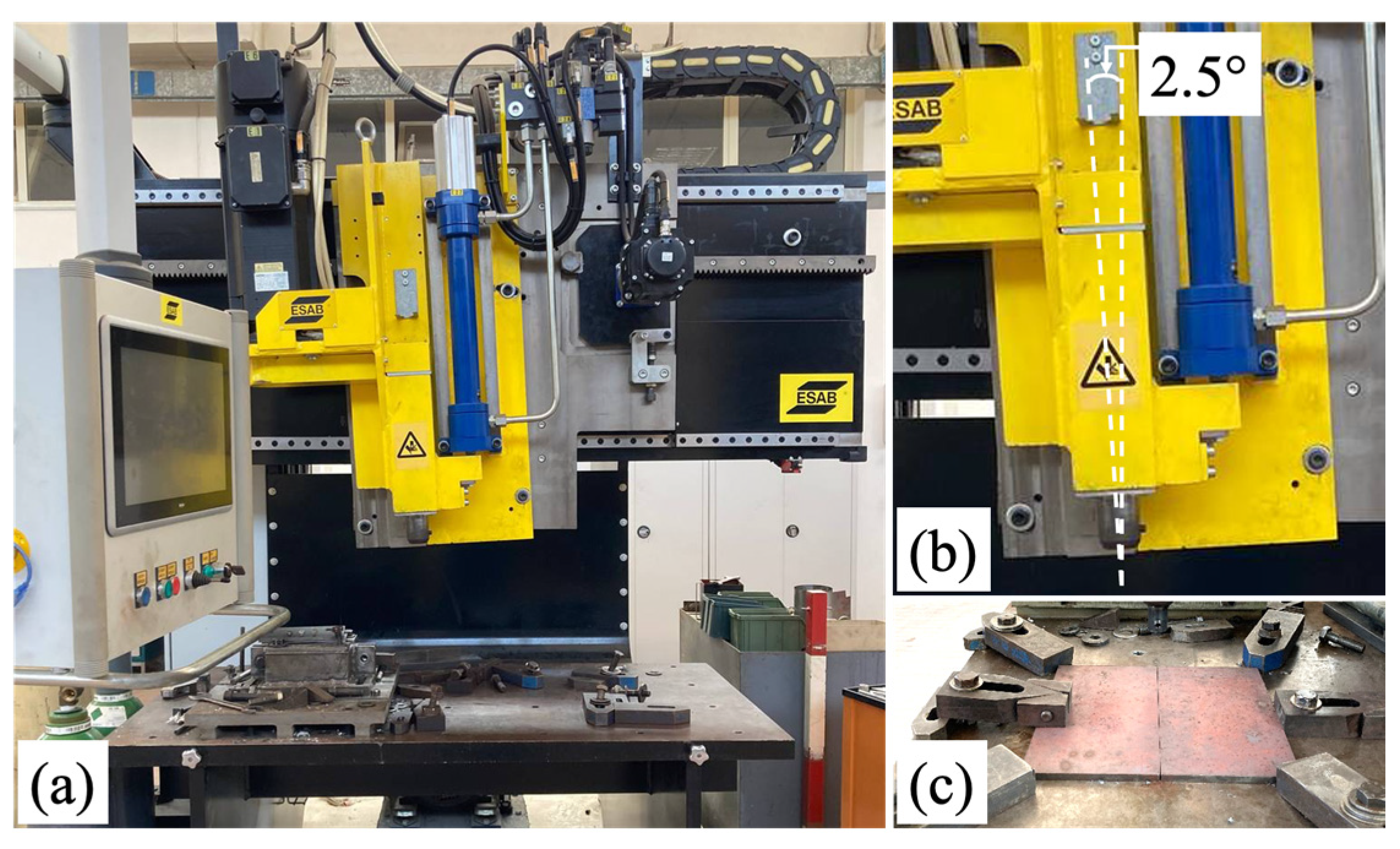
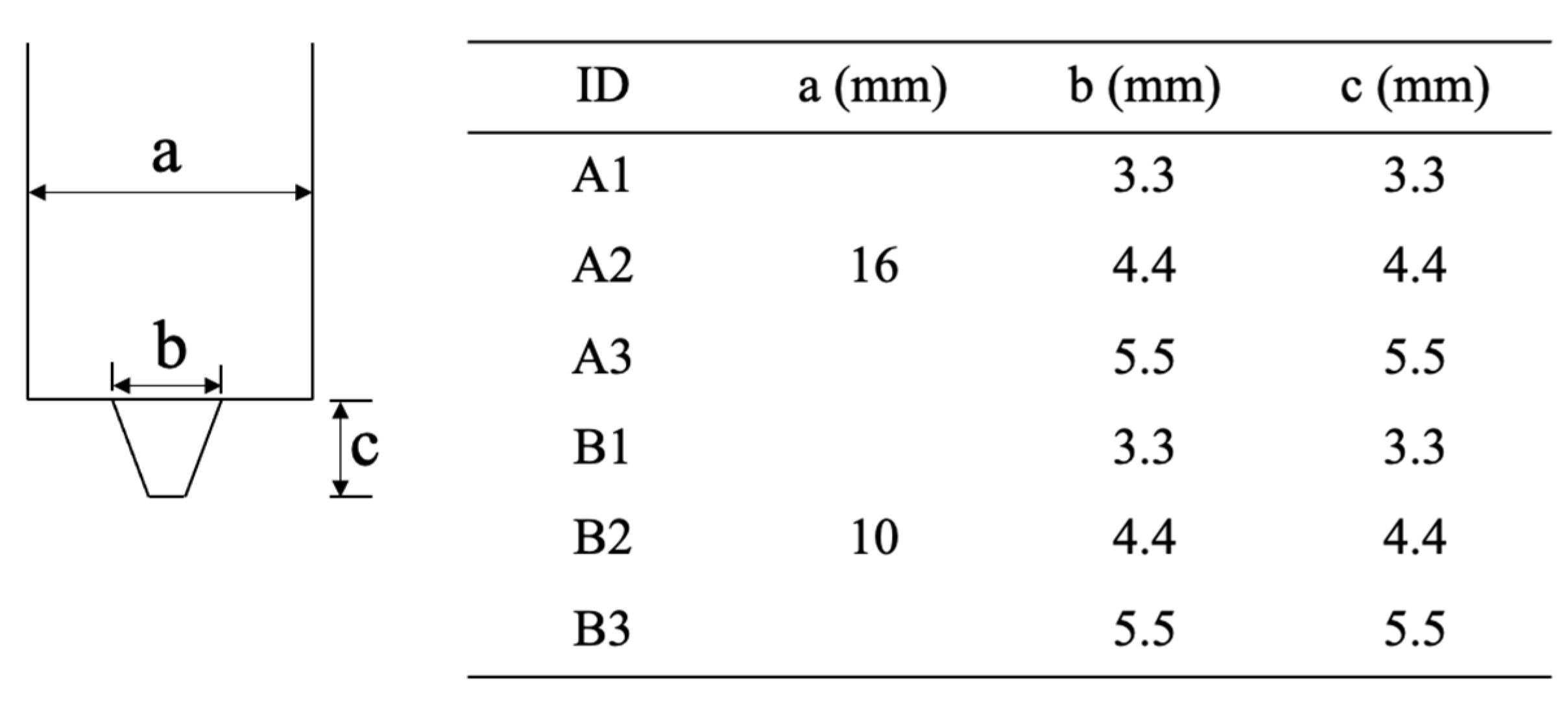
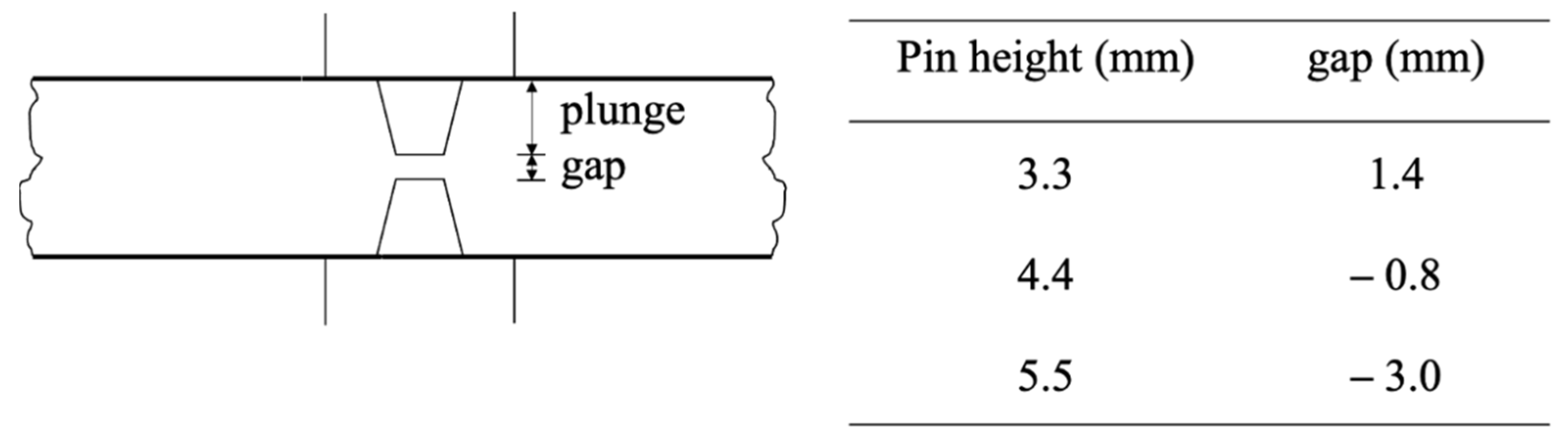
2. Materials and Methods
3. Results
3.1. Welding Time and Economical Evaluation
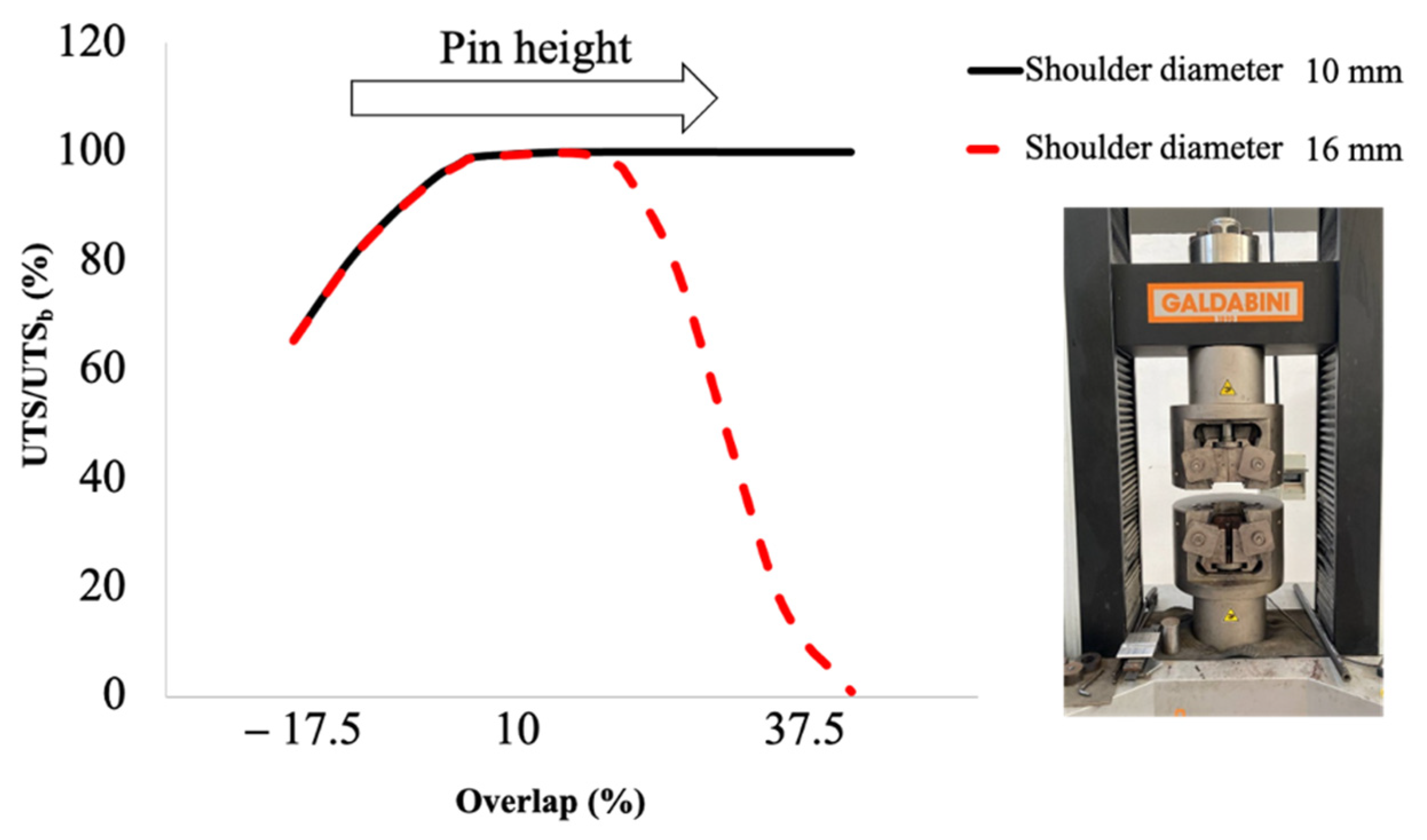
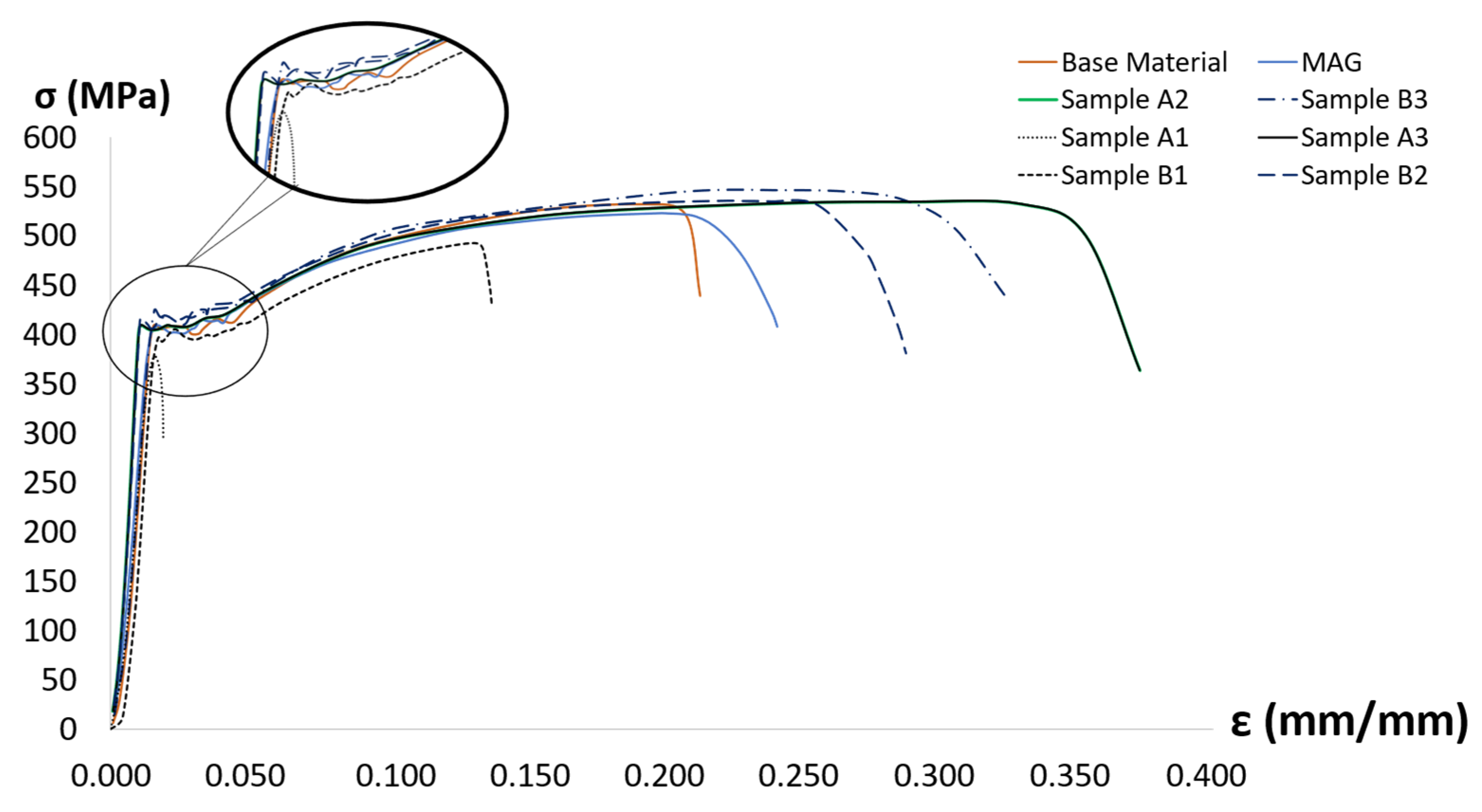
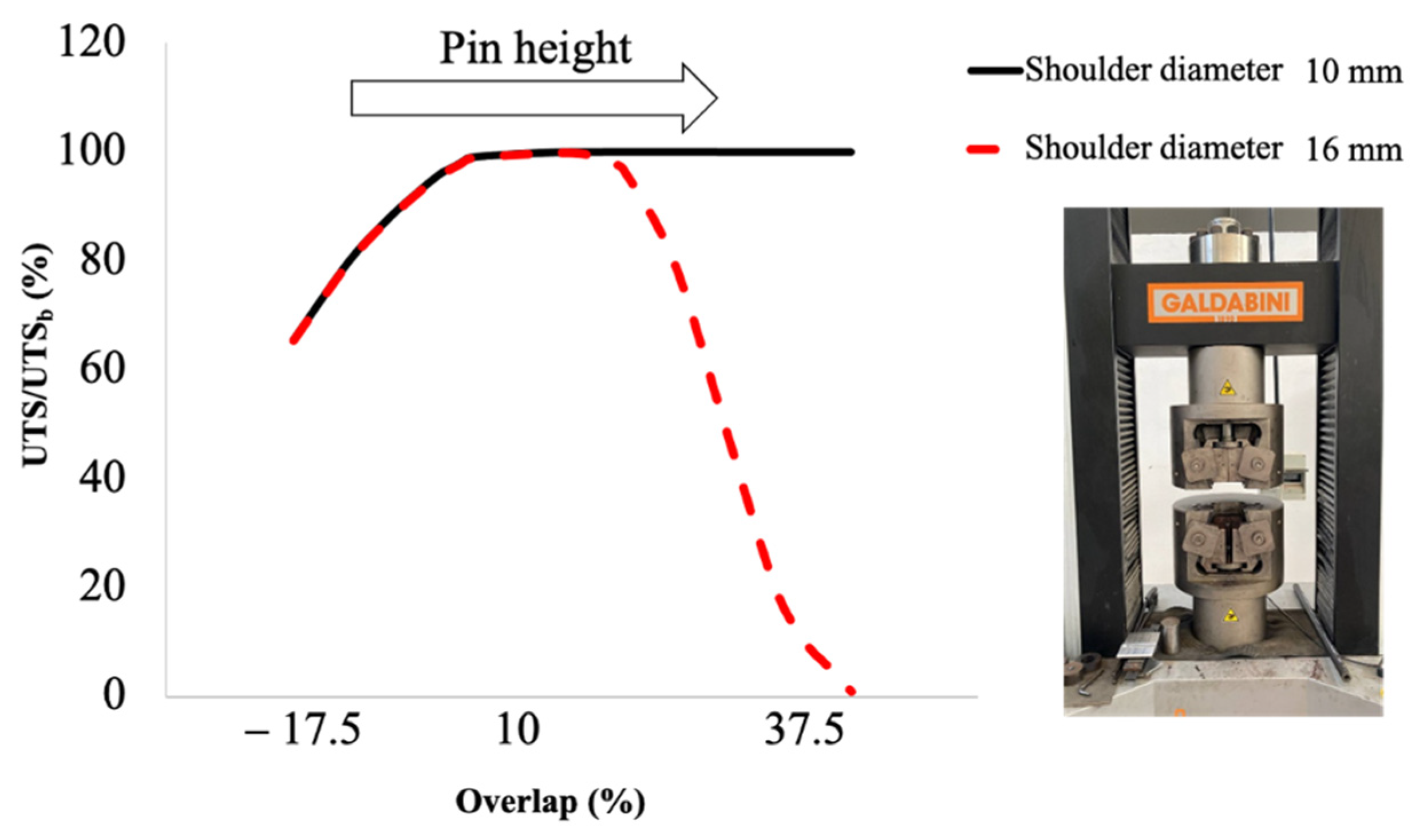
3.2. Tensile Evaluations
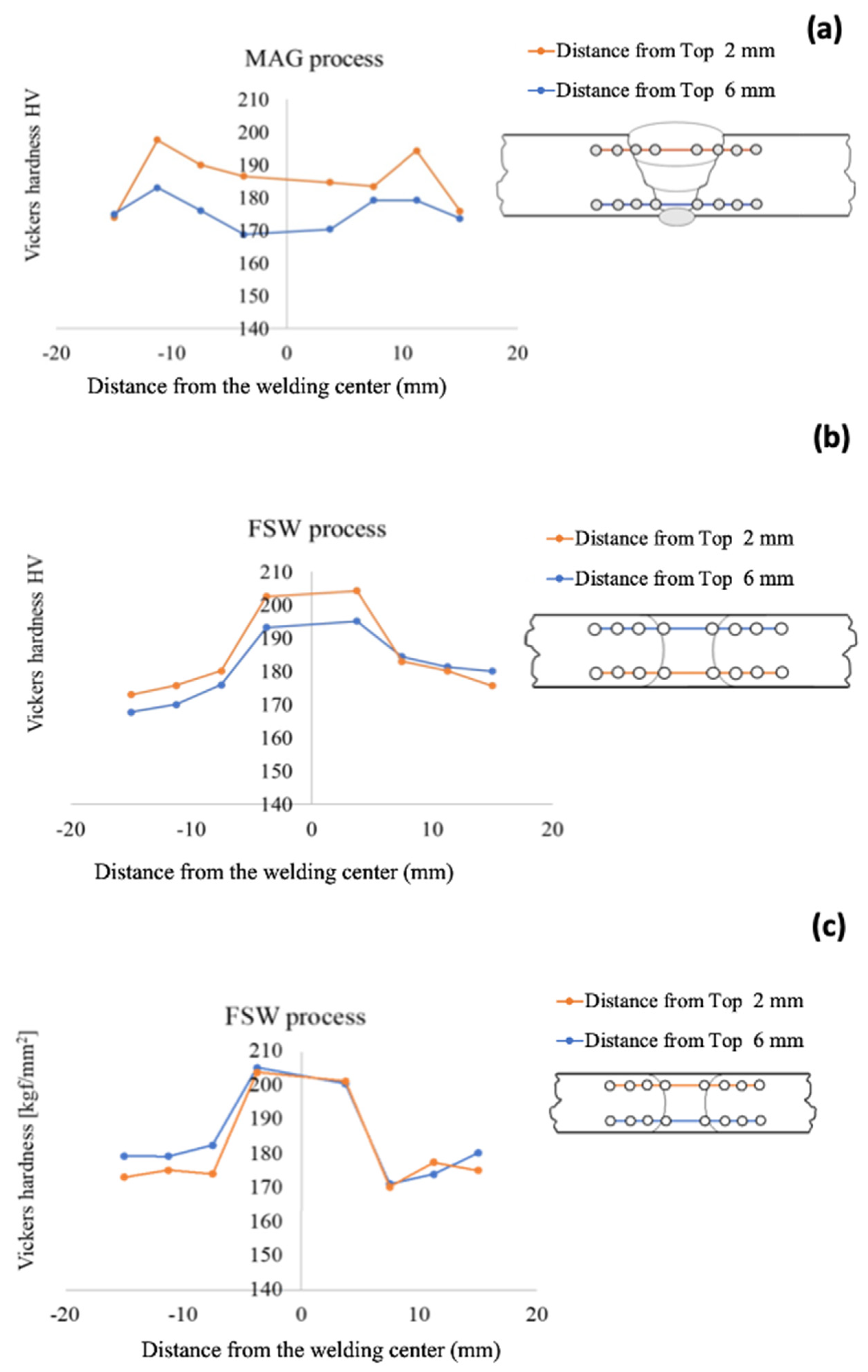
3.3. Hardness Evaluations
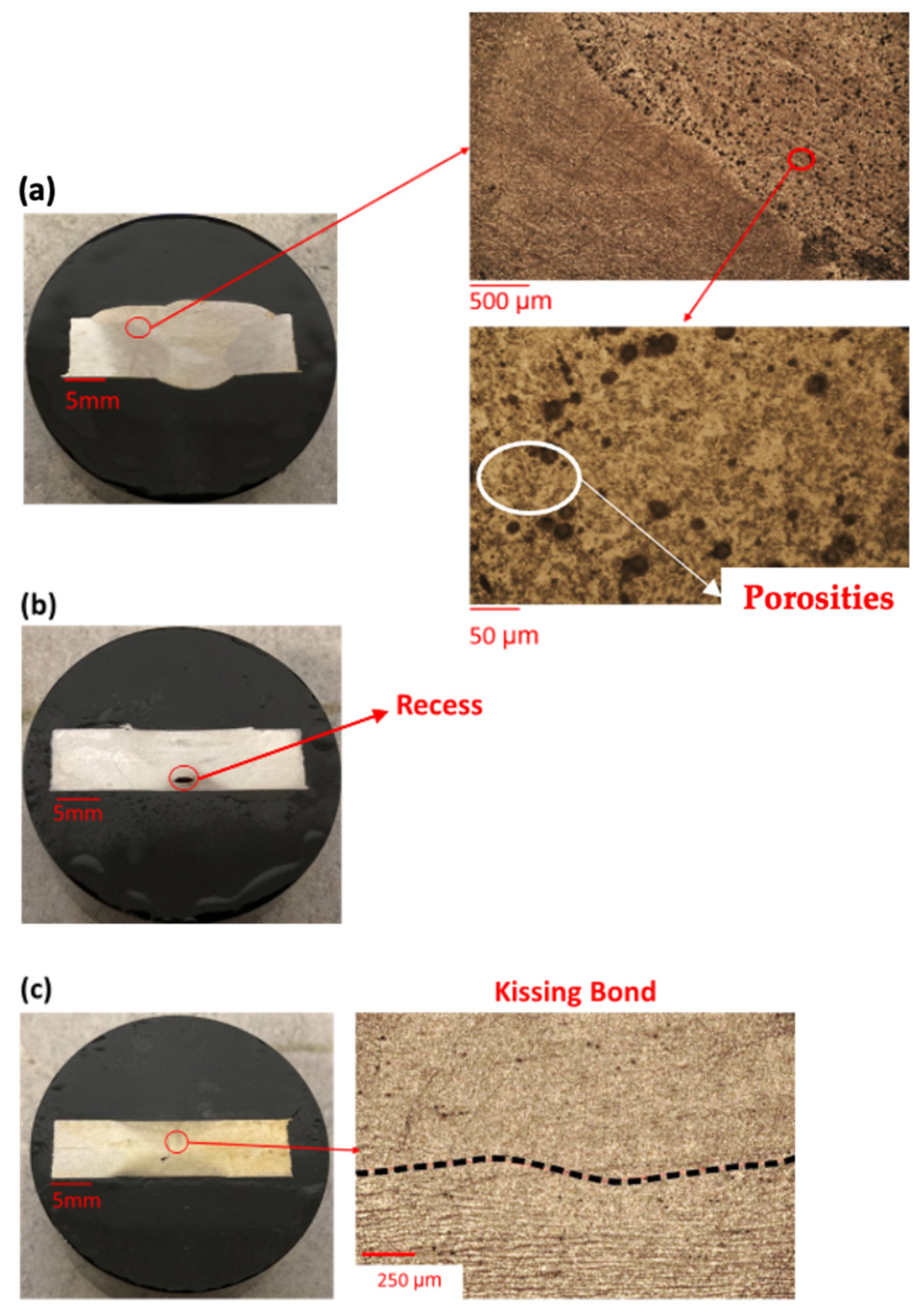
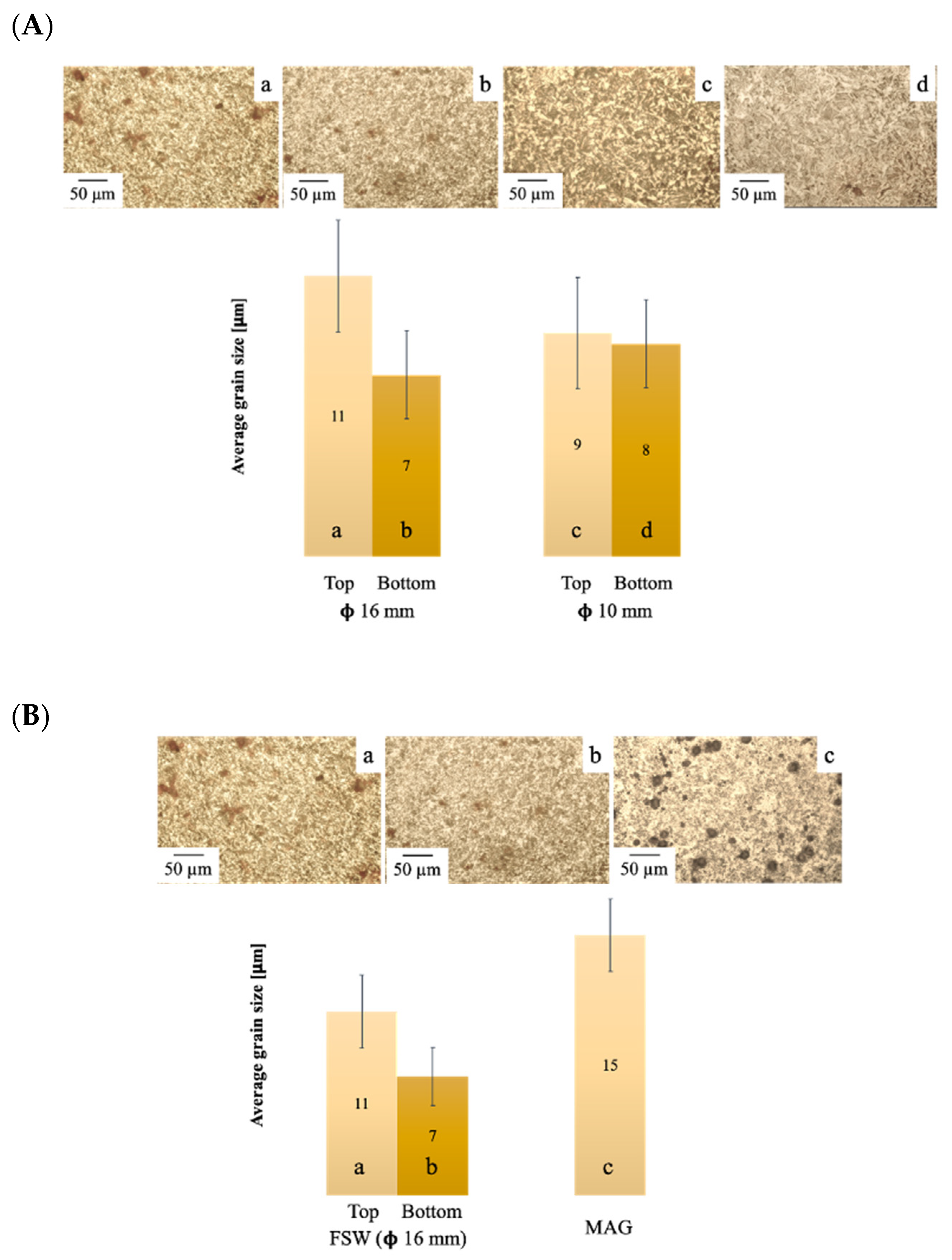
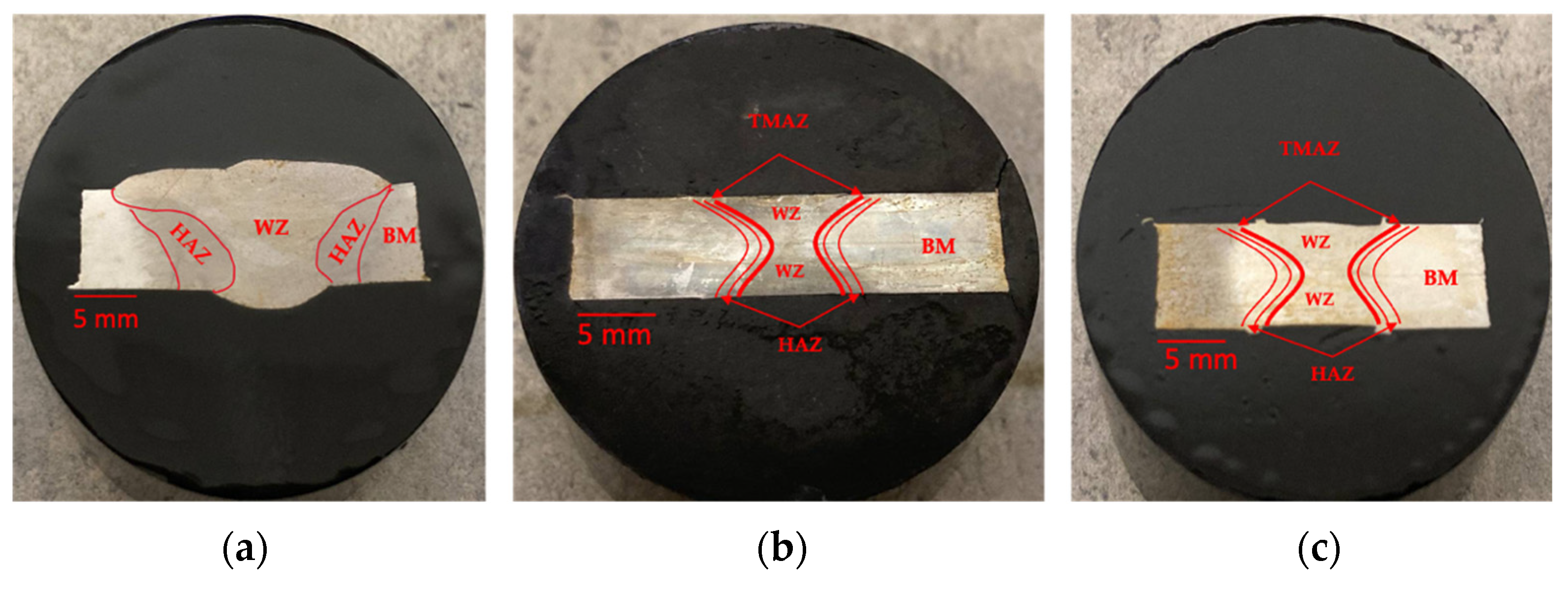
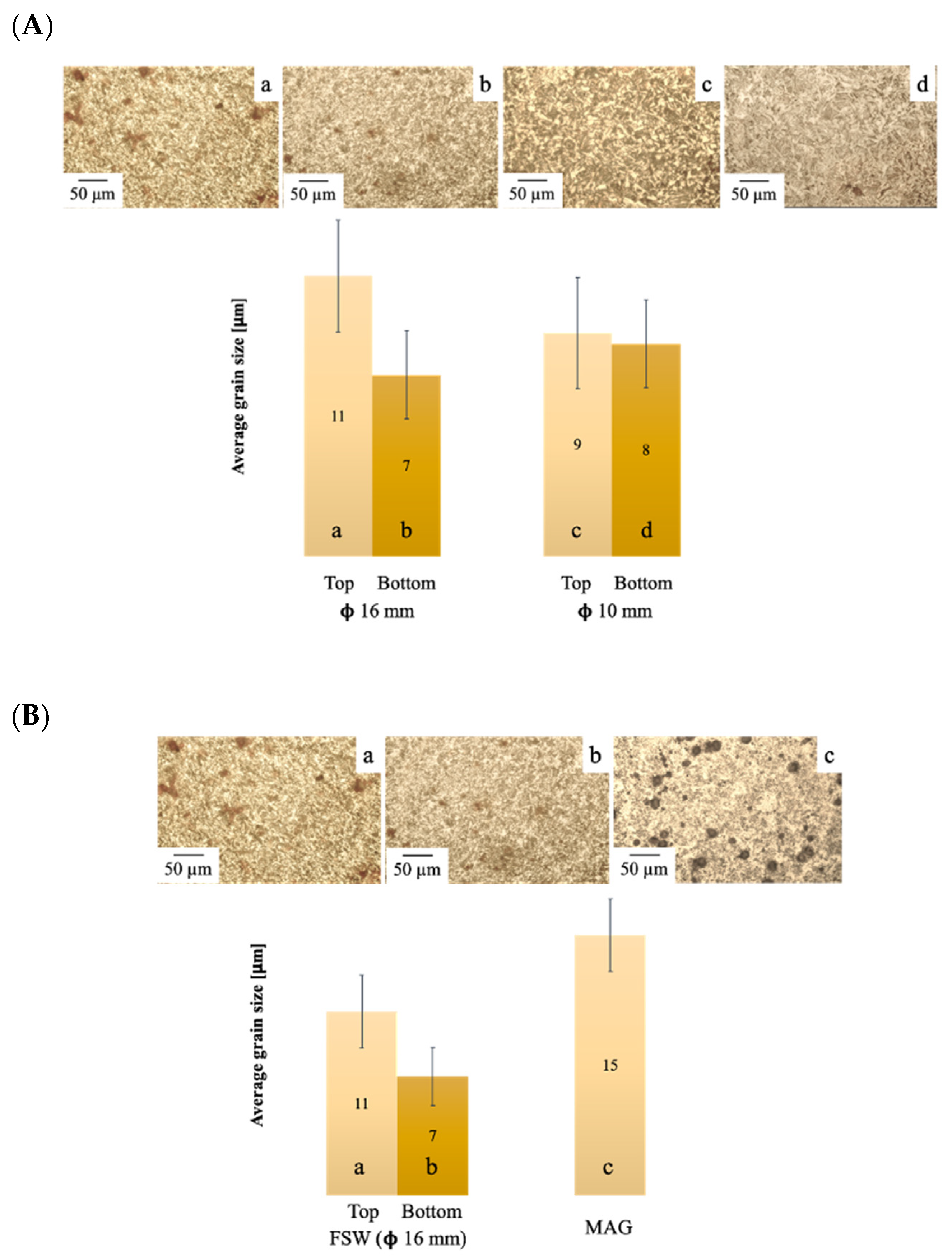
3.4. Macro- and Microstructure Evaluations
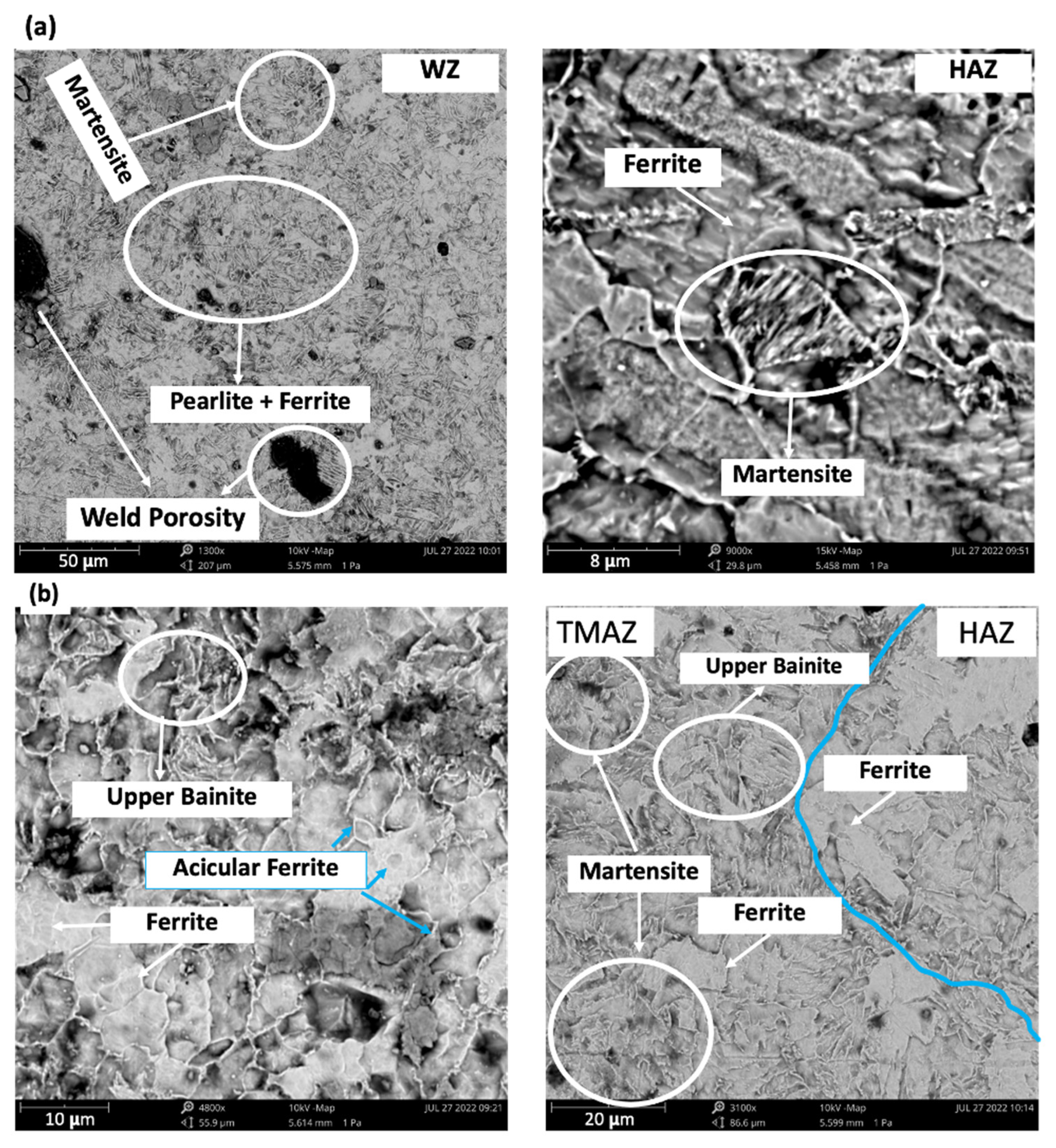
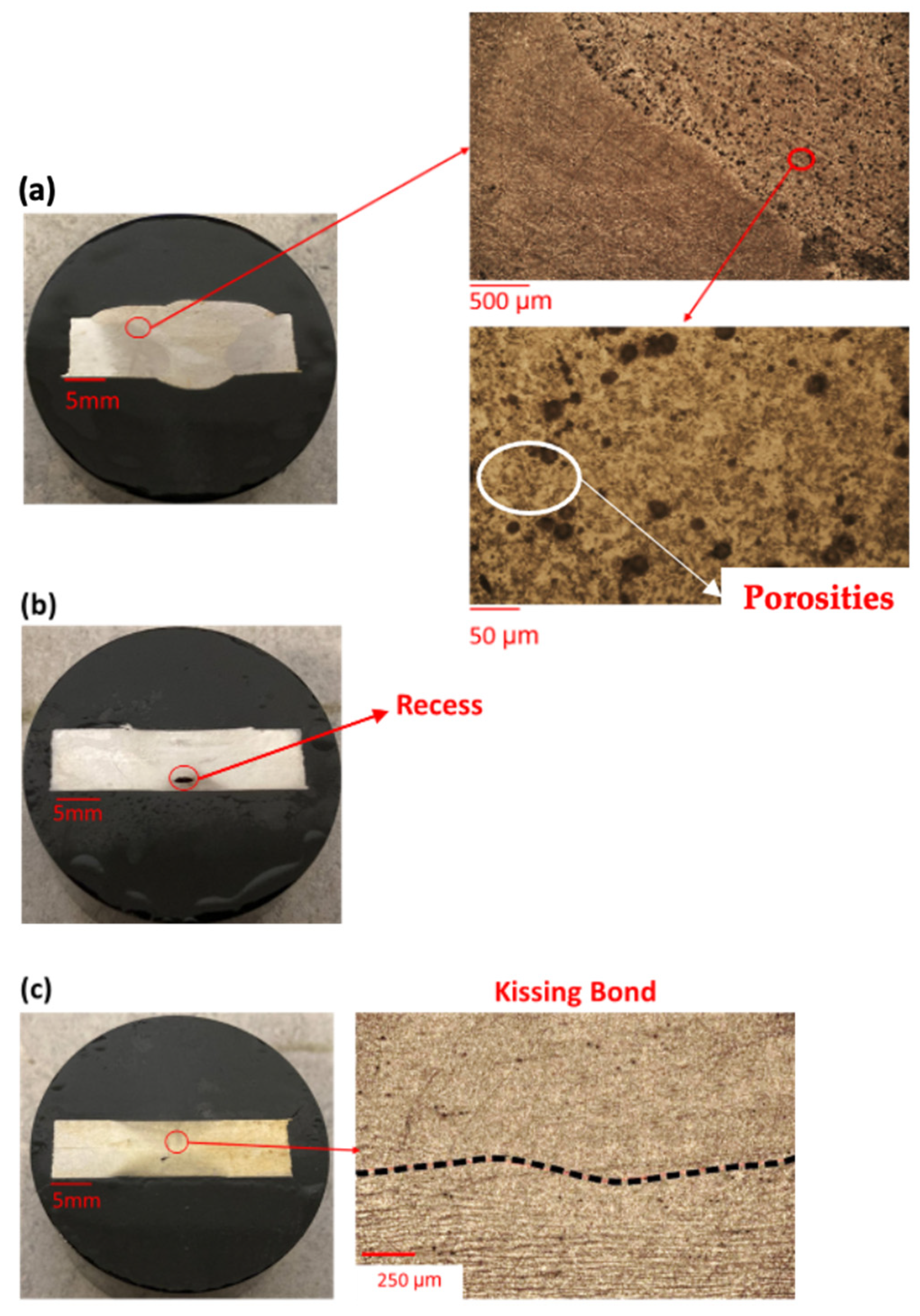
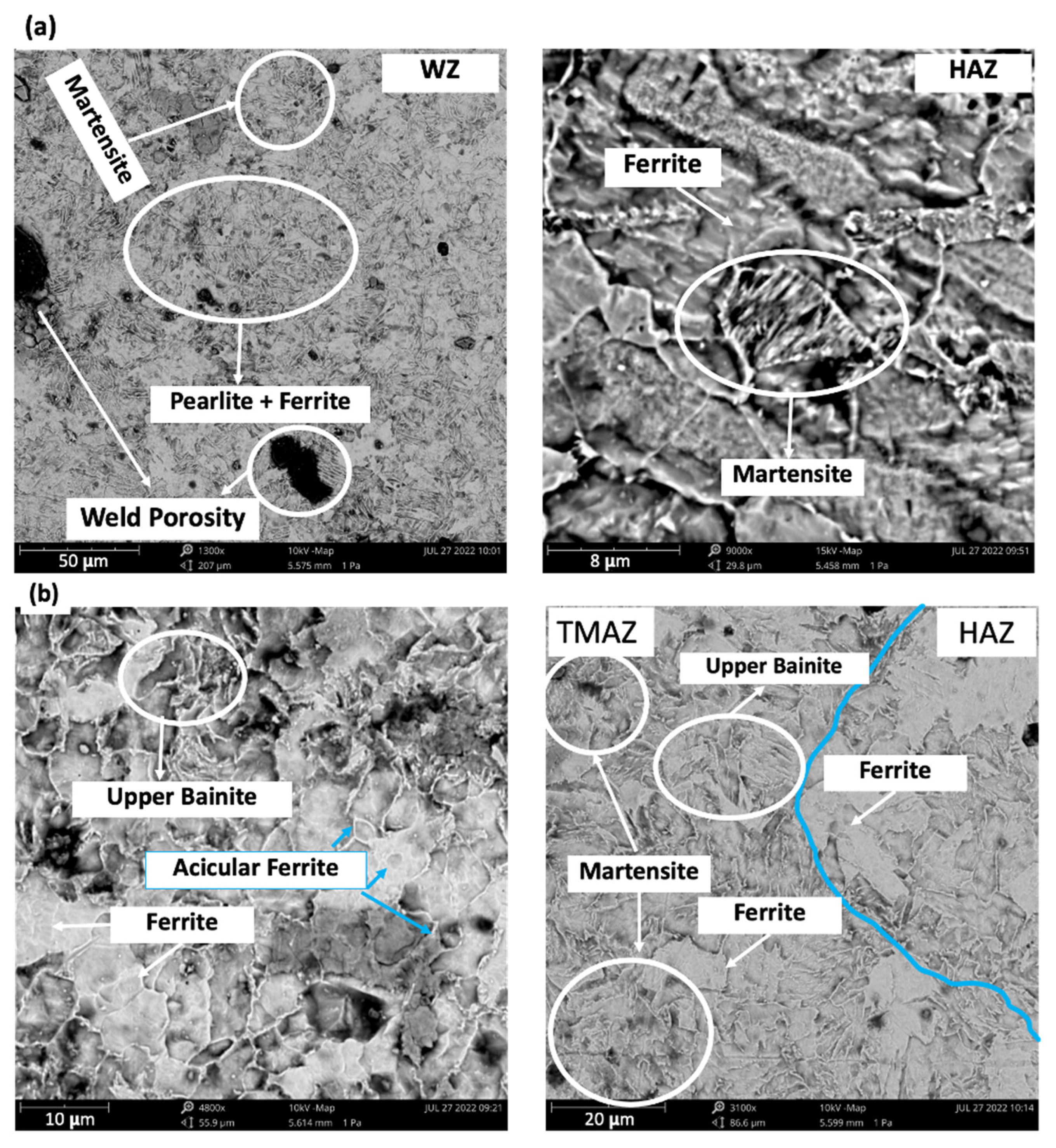
Microstructure Evaluations through Scanning Electron Microscope (SEM)
4. Discussion
4.1. Influence of Welding Process Variants on Microstructure
4.2. Influence of Welding Process Variants on Mechanical Properties
5. Conclusions
- For a welding length of 500 mm in an 8 mm thick plate, the average time required for MAG welding was 20–22 min, whereas the average time required for FSW welding was 12–13 min. This time does not include the amount of time spent on pre-weld prep and post-weld treatments;
- In terms of cost, during the FSW no filler material was used, however, during MAG welding, 10 kg of filler material was used up in just 20 min. Additionally, 120 kg of inert gas was used during the MAG process at a rate of 260 [liters/min];
- The best FSW sample exhibited 21% and 11% higher hardness as compared to the base material and MAG samples. Such a commendable rise in the hardness can be attributed to dynamic recrystallization in the WZ led by severe plastic deformation, localized heating, and faster cooling during the FSW process. Additionally, whereas MAG samples were found with almost 10% hardness variation in the top and bottom regions of the WZ, it was consistent in the case of FSW samples owing to more uniformity in the microstructure.
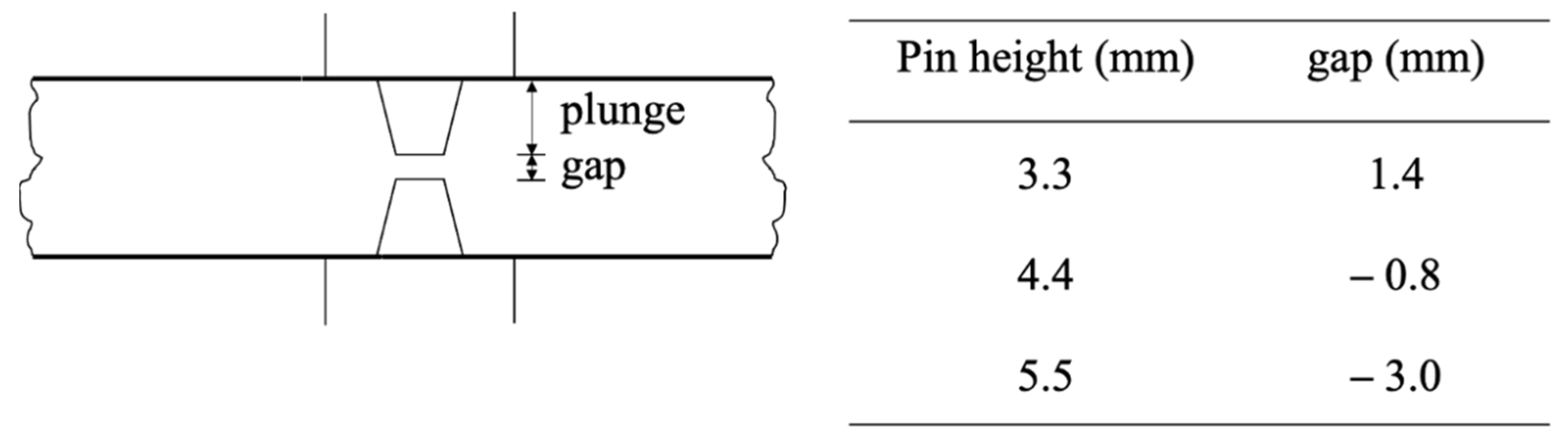
- Of the FSW samples, the one welded with the highest pin height of 5.5 mm and the smallest shoulder diameter of 10 mm outperformed others concerning tensile strength and hardness, owing to the low amount of heat input and 38% overlap of top and bottom passes, led grain refinement.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Grand View Research, Inc. Structural Steel Market Size, Share & Trends Analysis Report by Application (Residential, Non-Residential), by Region (Asia Pacific, North America), and Segment Forecasts, 2021–2028; Grand View Research, Inc.: San Francisco, CA, USA, 2020; Available online: https://www.grandviewresearch.com/industry-analysis/structural-steel-market (accessed on 31 July 2022).
- Lienert, T.; Siewert, T.; Babu, S.; Acoff, V. Dilution in Fusion Welding; ASM International: Almere, The Netherlands, 2011. [Google Scholar]
- Ranjbarnodeh, E.; Hanke, S.; Weiss, S.; Fischer, A. Effect of welding parameters on the heat-affected zone of AISI409 ferritic stainless steel. Int. J. Miner. Metall. Mater. 2012, 19, 923–929. [Google Scholar] [CrossRef]
- Boumerzoug, Z.; Derfouf, C.; Baudin, T. Effect of welding on microstructure and mechanical properties of an industrial low carbon steel. Engineering 2010, 2, 502. [Google Scholar] [CrossRef]
- Akselsen, O.M.; Grong, Ø.; Ryum, N.; Christensen, N. HAZ grain growth mechanisms in welding of low carbon microalloyed steels. Acta Metall. 1986, 34, 1807–1815. [Google Scholar] [CrossRef]
- Nathan, S.R.; Balasubramanian, V.; Malarvizhi, S.; Rao, A.G. Effect of welding processes on mechanical and microstructural characteristics of high strength low alloy naval grade steel joints. Def. Technol. 2015, 11, 308–317. [Google Scholar] [CrossRef]
- Ohya, K.; Kim, J.; Yokoyama, K.i.; Nagumo, M. Microstructures relevant to brittle fracture initiation at the heat-affected zone of weldment of a low carbon steel. Metall. Mater. Trans. A 1996, 27, 2574–2582. [Google Scholar] [CrossRef]
- Thaulow, C.; Paauw, A.J.; Gunleiksrud, Å.; Naess, O.J. Heat affected zone toughness of a low carbon microalloyed steel. Met. Constr. 1985, 17, 94R–99R. [Google Scholar]
- Olabi, A.G.; Hashmi, M.S.J. The microstructure and mechanical properties of low carbon steel welded components after the application of PWHTs. J. Mater. Processing Technol. 1996, 56, 88–97. [Google Scholar] [CrossRef]
- Zhang, Y.-q.; Zhang, H.-q.; Li, J.-F.; Liu, W.-m. Effect of heat input on microstructure and toughness of coarse grain heat affected zone in Nb microalloyed HSLA steels. J. Iron Steel Res. Int. 2009, 16, 73–80. [Google Scholar] [CrossRef]
- Kulekci, M.K. Mechanical properties of friction stir-welded joints of AlCu~ 4SiMg aluminium alloy. Kov. Mater. 2003, 41, 97–105. [Google Scholar]
- Singh, K.; Singh, G.; Singh, H. Review on friction stir welding of magnesium alloys. J. Magnes. Alloys 2018, 6, 399–416. [Google Scholar] [CrossRef]
- Thomas, W.M.; Threadgill, P.L.; Nicholas, E.D. Feasibility of friction stir welding steel. Sci. Technol. Weld. Join. 1999, 4, 365–372. [Google Scholar] [CrossRef]
- Buffa, G.; Fratini, L.; Micari, F.; Settineri, L. On the choice of tool material in friction stir welding of titanium alloys. Proc. NAMRI/SME 2012, 40. [Google Scholar]
- Çam, G. Friction stir welded structural materials: Beyond Al-alloys. Int. Mater. Rev. 2011, 56, 1–48. [Google Scholar] [CrossRef]
- Cho, H.-H.; Han, H.N.; Hong, S.-T.; Park, J.-H.; Kwon, Y.-J.; Kim, S.-H.; Steel, R.J. Microstructural analysis of friction stir welded ferritic stainless steel. Mater. Sci. Eng. A 2011, 528, 2889–2894. [Google Scholar] [CrossRef]
- Fujii, H.; Cui, L.; Tsuji, N.; Maeda, M.; Nakata, K.; Nogi, K. Friction stir welding of carbon steels. Mater. Sci. Eng. A 2006, 429, 50–57. [Google Scholar] [CrossRef]
- Yazdipour, A.R.; Shafieim, A.; Aval, H.J. An investigation of the microstructures and properties of metal inert gas and friction stir welds in aluminum alloy 5083. Sadhana Acad. Proc. Eng. Sci. 2011, 36, 505–514. [Google Scholar] [CrossRef]
- Xue, P.; Ma, Z.Y.; Komizo, Y.; Fujii, H. Achieving ultrafine-grained ferrite structure in friction stir processed weld metal. Mater. Lett. 2016, 162, 161–164. [Google Scholar] [CrossRef]
- Yan, Z.; Liu, X.; Fang, H. Mechanical properties of friction stir welding and metal inert gas welding of Al-Zn aluminum alloy joints. Int. J. Adv. Manuf. Technol. 2017, 91, 3025–3031. [Google Scholar] [CrossRef]
- Kumar, L.; Yazar, K.U.; Pramanik, S. Effect of fusion and friction stir welding techniques on the microstructure, crystallographic texture and mechanical properties of mild steel. Mater. Sci. Eng. A 2019, 754, 400–410. [Google Scholar] [CrossRef]
- Chen, J.; Young, B.; Uy, B. Behavior of high strength structural steel at elevated temperatures. J. Struct. Eng. 2006, 132, 1948–1954. [Google Scholar] [CrossRef]
- Campanella, D.; Marcon, G.; Lombardo, A.; Buffa, G.; Fratini, L. The role of thermal contribution in the design of AA2024 friction stir welded butt and lap joints: Mechanical properties and energy demand. Prod. Eng. 2022, 16, 247–259. [Google Scholar] [CrossRef]
- Wright, A.; Munro, T.R.; Hovanski, Y. Evaluating Temperature Control in Friction Stir Welding for Industrial Applications. J. Manuf. Mater. Process. 2021, 5, 124. [Google Scholar] [CrossRef]
- Konkol, P.J.; Mathers, J.A.; Johnson, R.; Pickens, J.R. Friction stir welding of HSLA-65 steel for shipbuilding. J. Ship Prod. 2003, 19, 159–164. [Google Scholar] [CrossRef]
- Hasieber, M.; Grätzel, M.; Bergmann, J.P. A novel approach for the detection of geometric-and weight-related FSW tool wear using stripe light projection. J. Manuf. Mater. Process. 2020, 4, 60. [Google Scholar] [CrossRef]
- Momeni, M.; Guillot, M. Effect of tool design and process parameters on lap joints made by right angle friction stir welding (RAFSW). J. Manuf. Mater. Process. 2019, 3, 66. [Google Scholar] [CrossRef]
- Sabry, I.; El-Kassas, A.M.; Mourad, A.-H.I.; Thekkuden, D.T.; Abu Qudeiri, J. Friction stir welding of T-joints: Experimental and statistical analysis. J. Manuf. Mater. Process. 2019, 3, 38. [Google Scholar] [CrossRef]
- Lambert, A.; Drillet, J.; Gourgues, A.F.; Sturel, T.; Pineau, A. Microstructure of martensite-austenite constituents in heat affected zones of high strength low alloy steel welds in relation to toughness properties. Sci. Technol. Weld. Join. 2000, 5, 168–173. [Google Scholar] [CrossRef]
- Kang, J.; Wang, C.; Wang, G.D. Microstructural characteristics and impact fracture behavior of a high-strength low-alloy steel treated by intercritical heat treatment. Mater. Sci. Eng. A 2012, 553, 96–104. [Google Scholar] [CrossRef]
- Bates, W.P.; Patel, V.; Rana, H.; Andersson, J.; De Backer, J.; Igestrand, M.; Fratini, L. Properties Augmentation of Cast Hypereutectic Al–Si Alloy Through Friction Stir Processing. Met. Mater. Int. 2022, 1–14. [Google Scholar] [CrossRef]
- Rana, H.; Badheka, V. Elucidation of the role of rotation speed and stirring direction on AA 7075-B4C surface composites formulated by friction stir processing. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2017, 233, 977–994. [Google Scholar] [CrossRef]
- Rana, H.; Badheka, V. Influence of friction stir processing conditions on the manufacturing of Al-Mg-Zn-Cu alloy/boron carbide surface composite. J. Mater. Process. Technol. 2018, 255, 795–807. [Google Scholar] [CrossRef]
- Rana, H.; Badheka, V.; Kumar, A.; Satyaprasad, A. Strategical parametric investigation on manufacturing of Al–Mg–Zn–Cu alloy surface composites using FSP. Mater. Manuf. Processes 2018, 33, 534–545. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Ultimate Tensile Strength [Mpa] | Yield Strength 0.2% Proof [Mpa] | Elongation at Break [%] | Vickers Hardness [HV] | ||
|---|---|---|---|---|---|---|
| S355J2 | 610 | 470 | 6 | 170 | ||
| C | Si | Mn | P | S | Cu | |
| Max | max | max | max | max | max | |
| 0.20 | 0.55 | 1.60 | 0.025 | 0.025 | 0.40 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Campanella, D.; Rana, H.; Lupo, T.; Di Lorenzo, R. A Comparative Study of Mechanical and Microstructural Behavior for Metal Active Gas and Friction Stir Welded Micro-Alloyed Structural Steel. J. Manuf. Mater. Process. 2022, 6, 104. https://doi.org/10.3390/jmmp6050104
Campanella D, Rana H, Lupo T, Di Lorenzo R. A Comparative Study of Mechanical and Microstructural Behavior for Metal Active Gas and Friction Stir Welded Micro-Alloyed Structural Steel. Journal of Manufacturing and Materials Processing. 2022; 6(5):104. https://doi.org/10.3390/jmmp6050104
Chicago/Turabian StyleCampanella, Davide, Harikrishna Rana, Toni Lupo, and Rosa Di Lorenzo. 2022. "A Comparative Study of Mechanical and Microstructural Behavior for Metal Active Gas and Friction Stir Welded Micro-Alloyed Structural Steel" Journal of Manufacturing and Materials Processing 6, no. 5: 104. https://doi.org/10.3390/jmmp6050104
APA StyleCampanella, D., Rana, H., Lupo, T., & Di Lorenzo, R. (2022). A Comparative Study of Mechanical and Microstructural Behavior for Metal Active Gas and Friction Stir Welded Micro-Alloyed Structural Steel. Journal of Manufacturing and Materials Processing, 6(5), 104. https://doi.org/10.3390/jmmp6050104