
A Review of Polymer-Based Materials for Fused Filament Fabrication (FFF): Focus on Sustainability and Recycled Materials




Abstract
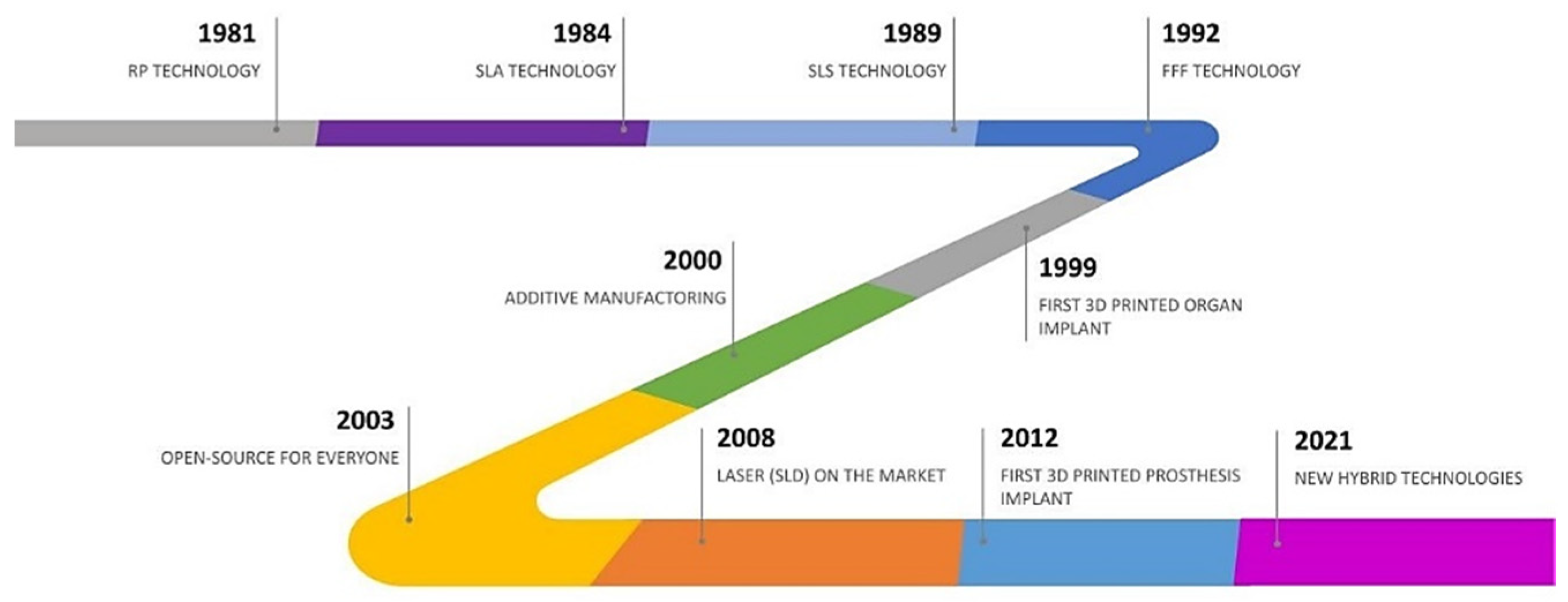
1. Introduction
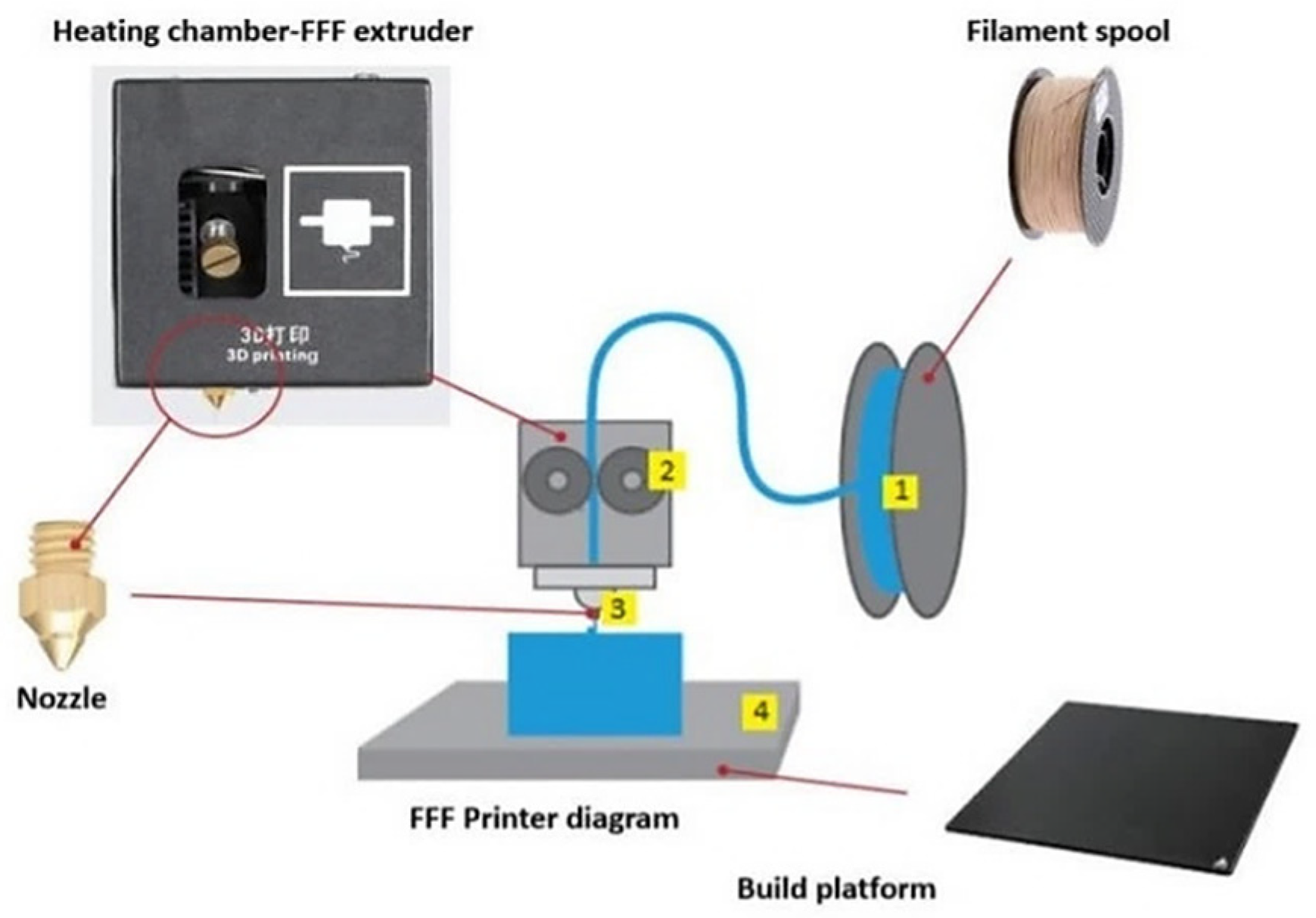
2. Fused Filament Fabrication (FFF)
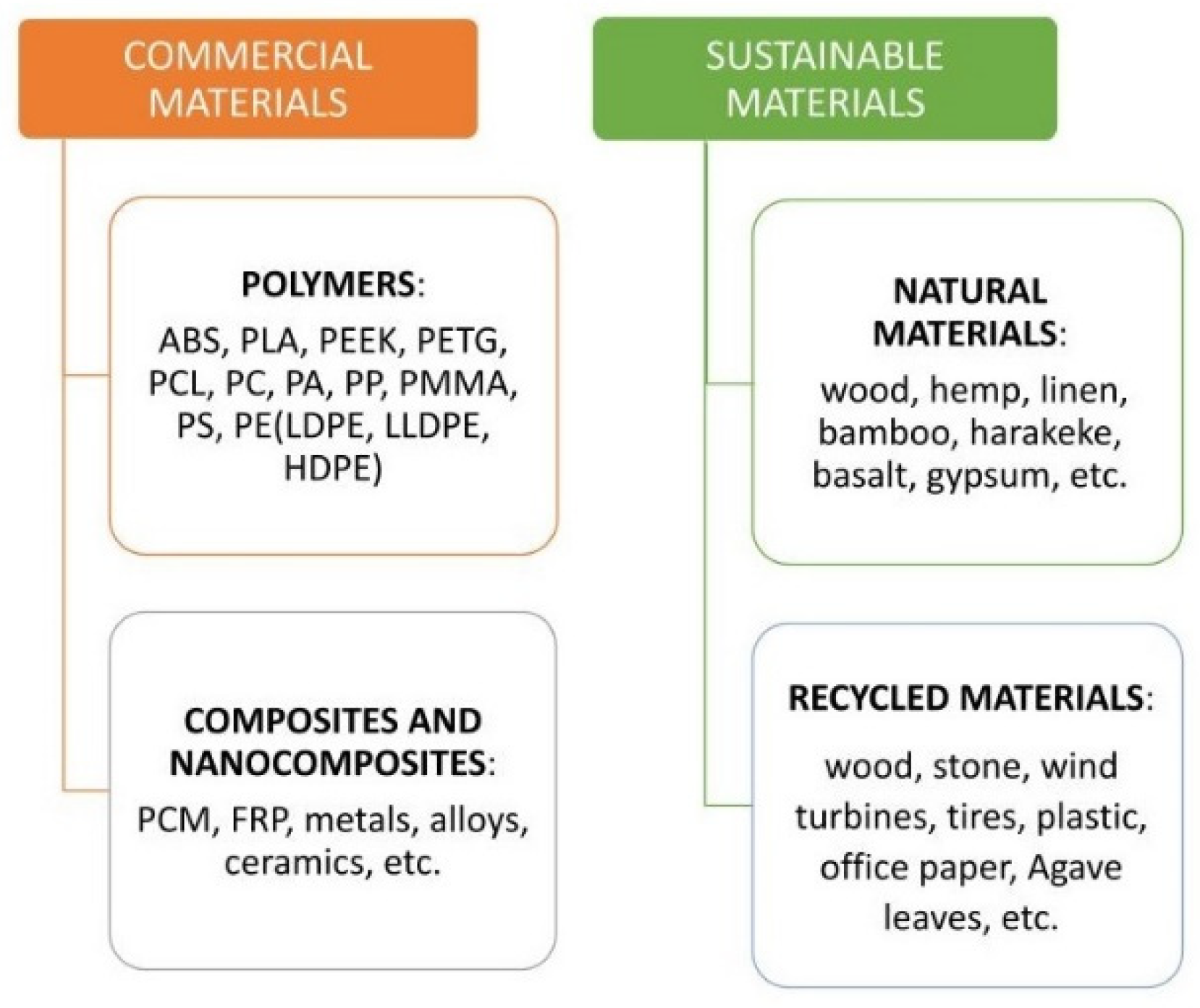
3. Materials for FFF Technology
3.1. Commercial Materials
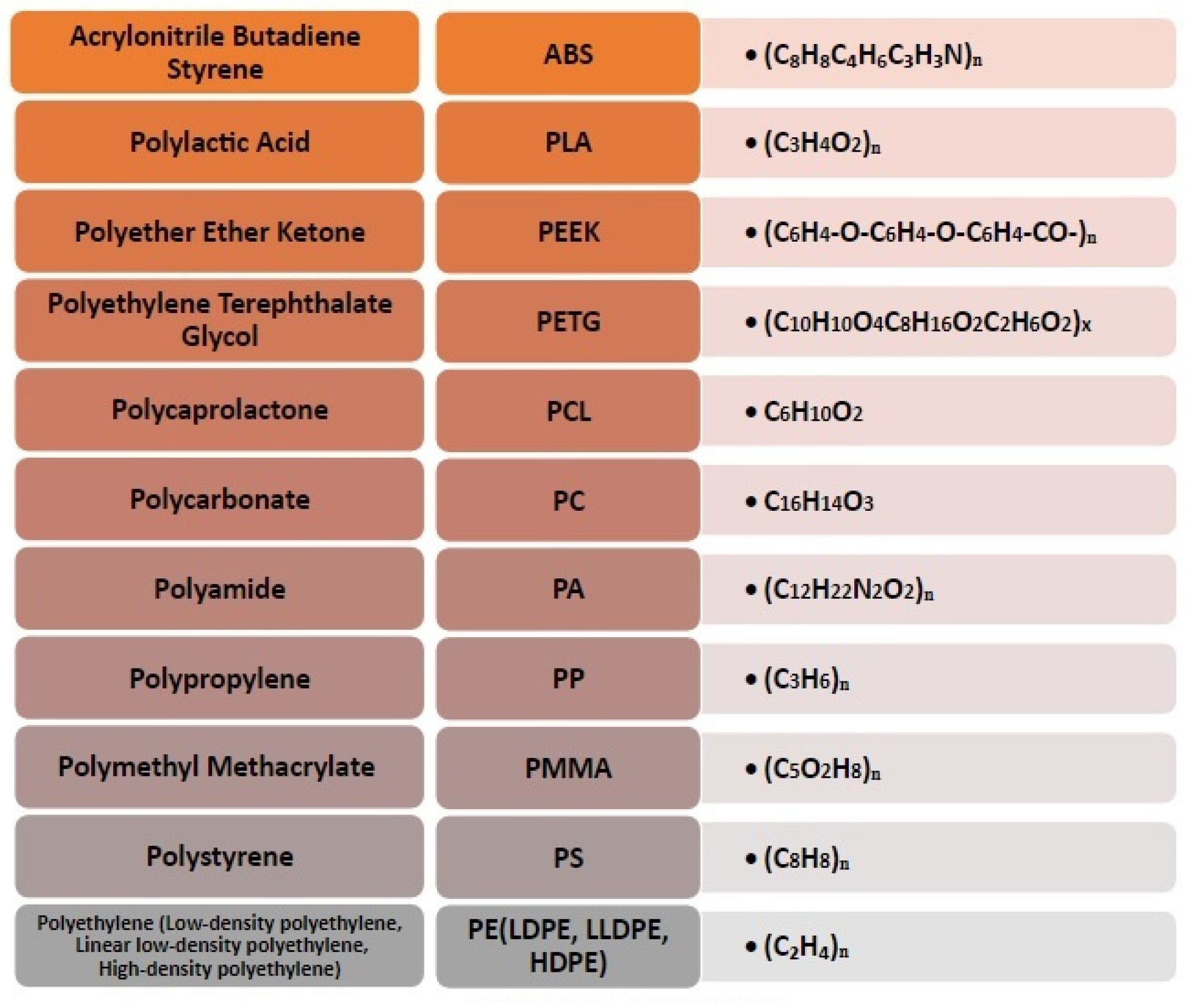
3.1.1. Polymers
3.1.2. Composites and Nanocomposites
3.2. Sustainable Materials
3.2.1. Natural Materials
3.2.2. Recycled Materials
4. Applications: Focus on Cultural Heritage
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| ABS | Acrylonitrile Butadiene Styrene |
| AM | Additive Manufacturing |
| AMF | Additive Manufacturing Format |
| APC | AcetoxyPropyl Cellulose |
| ASTM | American Society for Testing Materials |
| ATR-FTIR | Attenuated Total Reflectance[––]Fourier Transform Infrared Spectroscopy |
| BFs | Basalt Fibers |
| BJ | Binder Jetting |
| CA | Cellulose Acetate |
| CAD | Computer-Aided Design |
| CH | Cultural Heritage |
| CN | Cellulose Nanocells |
| CNFs | Cellulose NanoFibers |
| CSW | Cocoa Shell Waste |
| μCT | Micro-Computed Tomography |
| 2D | Two-Dimensional |
| 3D | Three-Dimensional |
| 4D | Four-Dimensional |
| DDM | Direct Digital Manufacturing |
| DED | Directed Energy Deposition |
| DLP | Digital Light Processing |
| DOD | Drop On Demand |
| DSC | Differential Scanning Calorimetry |
| EBM | Electron Beam Melting |
| EG | Exfoliated Graphite |
| EPDM-g-MAH | Ethylene Propylene Diene Monomer grafted with Maleic AHydride |
| FDM | Fused Deposition Modelling |
| FFF | Fused Filament Fabrication |
| FRP | Fiber Reinforced Polymers |
| HDPE | High Density PolyEthylene |
| HIPS | High Impact PolyStyrene |
| HPPM | High-Performance Polymeric Materials |
| LCD | Liquid Crystal Display |
| LDPE | Low Density PolyEthylene |
| LENS | Laser Engineered Net Shaping |
| LLDPE | Linear Low Density PolyEthylene |
| LM | Layer Manufacturing |
| LOM | Laminate Object Manufacturing |
| LS | Lecce Stone |
| MD | Marble Dust |
| MDI | DiphenylMethyl propane diisocyanate |
| ME | Material Extrusion |
| MJ | Material Jetting |
| MJM | Multi Jet Modelling |
| MOE | Modulus Of Elasticity |
| MPa | Mega Pascals |
| OPEFB | Oil Palm Empty Fruit Bunch |
| OPF | Oil Palm Fiber |
| PA | PolyAmide |
| PAEK | PolyArylEtherKetone |
| PBF | Powder Bed Fusion |
| PBS | PolyButylene Succinate |
| PC | PolyCarbonate |
| PCL | PolyCaproLactone |
| PMC | Polymer Matrix Composite |
| PE | PolyEthylene |
| PEG | PolyEthylene Glycol |
| PEI | PolyEtherImide |
| PEEK | PolyEtherEtherketone |
| PET | PolyEthylene Terephthalate |
| PETG | PolyEthylene Terephthalate Glycol |
| PHA | PolyHydroxyAlkanoates |
| PLA | Polylactic Acid |
| PMC | Polymer Matrix Composites |
| PMMA | PolyMethyl MethylAcrylate |
| PP | PolyPropylene |
| PPSU | PolyPhenylSUlfone |
| PS | PolyStyrene |
| PVA | PolyVinyl Alcohol |
| PVC | Polyvinyl Chloride |
| R&D | Research and Development |
| RH | Relative Humidity |
| RM | Rapid Manufacturing |
| RP | Rapid Prototyping |
| RT | Rapid Tooling |
| SEM | Scanning Electron Microscope |
| SL | Sheet Lamination |
| SLA | Stereo Lithography |
| SLM | Selective Laser Melting |
| SLS | Selective Laser Sintering |
| STL | Standard Triangulation Language |
| TBC | TriButyl Citrate |
| TGA | ThermoGravimetric Analysis |
| TPE | ThermoPlastic Elastomer |
| TPU | Thermoplastic PolyUrethane |
| TRIP | Techniques Recovery Innovative Printable |
| UAVs | Unmanned Aerial Vehicles |
| UF | Urea Formaldehyde |
| UV | UltraViolet |
| VP | Vat Photo Polymerization |
| WF | Wood Flour |
| XRD | X-ray Diffraction |
References
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Daminabo, S.C.; Goel, S.; Grammatikos, S.A.; Nezhad, H.Y.; Thakur, V.K. Fused deposition modeling-based additive manufacturing (3D printing): Techniques for polymer material systems. Mater. Today Chem. 2020, 16, 100248. [Google Scholar] [CrossRef]
- Wu, H.; Fahy, W.P.; Kim, S.; Kim, H.; Zhao, N.; Pilato, L.; Kafi, A.; Bateman, S.; Koo, J.H. Recent developments in polymers/polymer nanocomposites for additive manufacturing. Prog. Mater. Sci. 2020, 111. [Google Scholar] [CrossRef]
- Ivanova, O.; Williams, C.; Campbell, T. Additive manufacturing (AM) and nanotechnology: Promises and challenges. Rapid Prototyp. J. 2013, 19, 353–364. [Google Scholar] [CrossRef]
- González-Henríquez, C.M.; Sarabia-Vallejos, M.A.; Rodriguez-Hernandez, J. Polymers for additive manufacturing and 4D-printing: Materials, methodologies, and biomedical applications. Prog. Polym. Sci. 2019, 94, 57–116. [Google Scholar] [CrossRef]
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Blok, L.G.; Longana, M.L.; Yu, H.; Woods, B.K.S. An investigation into 3D printing of fibre reinforced thermoplastic composites. Addit. Manuf. 2018, 22, 176–186. [Google Scholar] [CrossRef]
- Melnikova, R.; Ehrmann, A.; Finsterbusch, K. 3D printing of textile-based structures by Fused Deposition Modelling (FDM) with different polymer materials. IOP Conf. Ser. Mater. Sci. Eng. 2014, 62, 012018. [Google Scholar] [CrossRef]
- Christ, J.F.; Aliheidari, N.; Ameli, A.; Pötschke, P. 3D printed highly elastic strain sensors of multiwalled carbon nanotube/thermoplastic polyurethane nanocomposites. Mater. Des. 2017, 131, 394–401. [Google Scholar] [CrossRef]
- Rigotti, D.; Dorigato, A.; Pegoretti, A. 3D Printable Thermoplastic Polyurethane Blends with Thermal Energy Storage/Release Capabilities; Elsevier Ltd.: Amsterdam, The Netherlands, 2018; Volume 15, ISBN 3904612824. [Google Scholar]
- Nelson, M.D.; Ramkumar, N.; Gale, B.K. Flexible, transparent, sub-100 μm microfluidic channels with fused deposition modeling 3D-printed thermoplastic polyurethane. J. Micromech. Microeng. 2019, 29, 095010. [Google Scholar] [CrossRef]
- Korpela, J.; Kokkari, A.; Korhonen, H.; Malin, M.; Narhi, T.; Seppalea, J. Biodegradable and bioactive porous scaffold structures prepared using fused deposition modeling. J. Biomed. Mater. Res. Part B Appl. Biomater. 2013, 101, 610–619. [Google Scholar] [CrossRef] [PubMed]
- Walker, J.L.; Santoro, M. Processing and Production of Bioresorbable Polymer Scaffolds for Tissue Engineering; Elsevier Ltd.: Amsterdam, The Netherlands, 2017; ISBN 9780081002667. [Google Scholar]
- Chen, X.; Gao, C.; Jiang, J.; Wu, Y.; Zhu, P.; Chen, G. 3D printed porous PLA/nHA composite scaffolds with enhanced osteogenesis and osteoconductivityin vivo for bone regeneration. Biomed. Mater. 2019, 14, 065003. [Google Scholar] [CrossRef] [PubMed]
- Esposito Corcione, C.; Gervaso, F.; Scalera, F.; Padmanabhan, S.K.; Madaghiele, M.; Montagna, F.; Sannino, A.; Licciulli, A.; Maffezzoli, A. Highly loaded hydroxyapatite microsphere/PLA porous scaffolds obtained by fused deposition modelling. Ceram. Int. 2019, 45, 2803–2810. [Google Scholar] [CrossRef]
- Corcione, C.E.; Gervaso, F.; Scalera, F.; Montagna, F.; Maiullaro, T.; Sannino, A.; Maffezzoli, A. 3D printing of hydroxyapatite polymer-based composites for bone tissue engineering. J. Polym. Eng. 2017, 37, 741–746. [Google Scholar] [CrossRef]
- Corcione, C.E.; Scalera, F.; Gervaso, F.; Montagna, F.; Sannino, A.; Maffezzoli, A. One-step solvent-free process for the fabrication of high loaded PLA/HA composite filament for 3D printing. J. Therm. Anal. Calorim. 2018, 134, 575–582. [Google Scholar] [CrossRef]
- Makvandi, P.; Corcione, C.E.; Paladini, F.; Gallo, A.L.; Montagna, F.; Jamaledin, R.; Pollini, M.; Maffezzoli, A. Antimicrobial modified hydroxyapatite composite dental bite by stereolithography. Polym. Adv. Technol. 2018, 29, 364–371. [Google Scholar] [CrossRef]
- Dias, D.; Vale, A.C.; Cunha, E.P.F.; Paiva, M.C.; Reis, R.L.; Vaquette, C.; Alves, N.M. 3D-printed cryomilled poly(ε-caprolactone)/graphene composite scaffolds for bone tissue regeneration. J. Biomed. Mater. Res. Part B Appl. Biomater. 2021, 109, 961–972. [Google Scholar] [CrossRef]
- Silva, M.; Pinho, I.S.; Covas, J.A.; Alves, N.M.; Paiva, M.C. 3D printing of graphene-based polymeric nanocomposites for biomedical applications. Funct. Compos. Mater. 2021, 2, 1–21. [Google Scholar] [CrossRef]
- Masood, S.H.; Song, W.Q. Development of new metal/polymer materials for rapid tooling using Fused deposition modelling. Mater. Des. 2004, 25, 587–594. [Google Scholar] [CrossRef]
- Brenken, B.; Barocio, E.; Favaloro, A.; Kunc, V.; Pipes, R.B. Fused filament fabrication of fiber-reinforced polymers: A review. Addit. Manuf. 2018, 21, 1–16. [Google Scholar] [CrossRef]
- Krajangsawasdi, N.; Blok, L.G.; Hamerton, I.; Longana, M.L.; Woods, B.K.S.; Ivanov, D.S. Fused deposition modelling of fibre reinforced polymer composites: A parametric review. J. Compos. Sci. 2021, 5, 29. [Google Scholar] [CrossRef]
- Gao, X.; Yu, N.; Li, J. Influence of Printing Parameters and Filament Quality on Structure and Properties of Polymer Composite Components Used in the Fields of Automotive; Elsevier Inc.: Amsterdam, The Netherlands, 2020; ISBN 9780128195352. [Google Scholar]
- Turner, B.N.; Gold, S.A. A review of melt extrusion additive manufacturing processes: II. Materials, dimensional accuracy, and surface roughness. Rapid Prototyp. J. 2015, 21, 250–261. [Google Scholar] [CrossRef]
- Xia, H.; Lu, J.; Tryggvason, G. A numerical study of the effect of viscoelastic stresses in fused filament fabrication. Comput. Methods Appl. Mech. Eng. 2019, 346, 242–259. [Google Scholar] [CrossRef]
- Wu, W.P.H.; Fahy, S.; Kim, H.; Kim, N.; Gibson, D.I.; Rosen, B.S. Extrusion-based systems. In Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Gibson, I., Rosen, D.B.S., Eds.; Elsevier: New York, NY, USA, 2015; pp. 147–173. [Google Scholar]
- Fallon, J.J.; McKnight, S.H.; Bortner, M.J. Highly loaded fiber filled polymers for material extrusion: A review of current understanding. Addit. Manuf. 2019, 30, 100810. [Google Scholar] [CrossRef]
- Ghisellini, P.; Cialani, C.; Ulgiati, S. A review on circular economy: The expected transition to a balanced interplay of environmental and economic systems. J. Clean. Prod. 2016, 114, 11–32. [Google Scholar] [CrossRef]
- Ellen MacArthur Foundation towards the Circular Economy: Economic and Business Rationale for an Accelerated Transition. 2012. Available online: https://ellenmacarthurfoundation.org/towards-the-circular-economy-vol-1-an-economic-and-business-rationale-for-an (accessed on 30 November 2021).
- Kirchherr, J.; Reike, D.; Hekkert, M. Conceptualizing the circular economy: An analysis of 114 definitions. Resour. Conserv. Recycl. 2017, 127, 221–232. [Google Scholar] [CrossRef]
- Vyavahare, S.; Teraiya, S.; Panghal, D.; Kumar, S. Fused deposition modelling: A review. Rapid Prototyp. J. 2020, 26, 176–201. [Google Scholar] [CrossRef]
- Licciulli, A.; Corcione, C.E.; Greco, A.; Amicarelli, V.; Maffezzoli, A. Laser stereolithography of ZrO2 toughened Al2O3. J. Eur. Ceram. Soc. 2004, 24, 3769–3777. [Google Scholar] [CrossRef]
- Corcione, C.E.; Greco, A.; Maffezzoli, A. Photopolymerization kinetics of an epoxy-based resin for stereolithography. J. Appl. Polym. Sci. 2004, 92, 3484–3491. [Google Scholar] [CrossRef]
- Ngo, D. Formlabs Form 2 3D Printer Review: An Excellent 3D Printer for a Hefty Price 2016. Available online: https://www.cnet.com/reviews/formlabs-form-2-3d-printer-review/ (accessed on 30 November 2021).
- The Ultimate Guide to Stereolithography (SLA) 3D Printing 2017. Available online: https://formlabs.com/blog/ultimate-guide-to-stereolithography-sla-3d-printing/ (accessed on 16 January 2022).
- On the Difference between DLP and LCD Based SLA Printers 2019. Available online: https://www.matter-replicator.com/2019/03/02/on-the-difference-between-dlp-and-lcd-based-sla-printers/ (accessed on 30 November 2021).
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies–Rapid Prototyping to Direct Digital Manufacturing; Springer: New York, NY, USA, 2010. [Google Scholar]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. Manuf. Technol. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- Levy, G.N.; Schindel, R.; Kruth, J.P. Rapid manufacturing and rapid tooling with layer manufacturing (LM) technologies, state of the art and future perspectives. CIRP Ann. Manuf. Technol. 2003, 52, 589–609. [Google Scholar] [CrossRef]
- Medellin-Castillo, H.I.; Zaragoza-Siqueiros, J. Design and manufacturing strategies for fused deposition modelling in additive manufacturing: A review. Chin. J. Mech. Eng. 2019, 32, 1–16. [Google Scholar] [CrossRef]
- Li, H.; Wang, T.; Sun, J.; Yu, Z. Rapid Prototyping Journal the effect of process parameters in fused deposition modelling on bonding degree and mechanical properties (2018) “The effect of process parameters in fused deposition modelling on bonding degree and mechanical properties”. Rapid Prototyp. J. Rapid Prototyp. J. Iss Rapid Prototyp. J. 2017, 24, 80–92. [Google Scholar]
- Mohan, N.; Senthil, P.; Vinodh, S.; Jayanth, N. A review on composite materials and process parameters optimisation for the fused deposition modelling process. Virtual Phys. Prototyp. 2017, 12, 47–59. [Google Scholar] [CrossRef]
- Gao, X.; Qi, S.; Kuang, X.; Su, Y.; Li, J.; Wang, D. Fused filament fabrication of polymer materials: A review of interlayer bond. Addit. Manuf. 2021, 37, 101658. [Google Scholar] [CrossRef]
- Algarni, M.; Ghazali, S. Comparative study of the sensitivity of pla, abs, peek, and petg’s mechanical properties to fdm printing process parameters. Crystals 2021, 11, 995. [Google Scholar] [CrossRef]
- Rajendran Royan, N.R.; Leong, J.S.; Chan, W.N.; Tan, J.R.; Shamsuddin, Z.S.B. Current state and challenges of natural fibre-reinforced polymer composites as feeder in fdm-based 3d printing. Polymers 2021, 13, 2289. [Google Scholar] [CrossRef] [PubMed]
- Kariz, M.; Sernek, M.; Obućina, M.; Kuzman, M.K. Effect of wood content in FDM filament on properties of 3D printed parts. Mater. Today Commun. 2018, 14, 135–140. [Google Scholar] [CrossRef]
- Pervaiz, S.; Qureshi, T.A.; Kashwani, G.; Kannan, S. 3D printing of fiber-reinforced plastic composites using fused deposition modeling: A status review. Materials 2021, 14, 4520. [Google Scholar] [CrossRef]
- Rett, J.P.; Traore, Y.L.; Ho, E.A. Sustainable materials for fused deposition modeling 3D printing applications. Adv. Eng. Mater. 2021, 23, 1–8. [Google Scholar] [CrossRef]
- Cano-Vicent, A.; Tambuwala, M.M.; Hassan, S.S.; Barh, D.; Aljabali, A.A.A.; Birkett, M.; Arjunan, A.; Serrano-Aroca, Á. Fused deposition modelling: Current status, methodology, applications and future prospects. Addit. Manuf. 2021, 47, 102378. [Google Scholar] [CrossRef]
- Zanjanijam, A.R.; Major, I.; Lyons, J.G.; Lafont, U.; Devine, D.M. Fused filament fabrication of peek: A review of process-structure-property relationships. Polymers 2020, 12, 1665. [Google Scholar] [CrossRef] [PubMed]
- Guessasma, S.; Belhabib, S.; Nouri, H. Printability and tensile performance of 3D printed polyethylene terephthalate glycol using fused deposition modelling. Polymers 2019, 11, 1220. [Google Scholar] [CrossRef] [PubMed]
- Vidakis, N.; Petousis, M.; Korlos, A.; Velidakis, E.; Mountakis, N.; Charou, C.; Myftari, A. Strain rate sensitivity of polycarbonate and thermoplastic polyurethane for various 3d printing temperatures and layer heights. Polymers 2021, 13, 2752. [Google Scholar] [CrossRef]
- Schirmeister, C.G.; Hees, T.; Licht, E.H.; Mülhaupt, R. 3D printing of high density polyethylene by fused filament fabrication. Addit. Manuf. 2019, 28, 152–159. [Google Scholar] [CrossRef]
- Dong, M.; Zhang, S.; Gao, D.; Chou, B. The study on polypropylene applied in fused deposition modeling. AIP Conf. Proc. 2019, 2065, 030059. [Google Scholar] [CrossRef]
- Milosevic, M.; Stoof, D.; Pickering, K.L. Characterizing the mechanical properties of fused deposition modelling natural fiber recycled polypropylene composites. J. Compos. Sci. 2017, 1, 7. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Velidakis, E.; Liebscher, M.; Mechtcherine, V.; Tzounis, L. On the strain rate sensitivity of fused filament fabrication (Fff) processed pla, abs, petg, pa6, and pp thermoplastic polymers. Polymers 2020, 12, 2924. [Google Scholar] [CrossRef]
- Mikula, K.; Skrzypczak, D.; Izydorczyk, G.; Warchoł, J.; Moustakas, K.; Chojnacka, K.; Witek-Krowiak, A. 3D printing filament as a second life of waste plastics—A review. Environ. Sci. Pollut. Res. 2021, 28, 12321–12333. [Google Scholar] [CrossRef]
- Cao, Q.; Xie, H. Characterization for elastic constants of fused deposition modelling-fabricated materials based on the virtual fields method and digital image correlation. Acta Mech. Sin. Xuebao 2017, 33, 1075–1083. [Google Scholar] [CrossRef]
- Kristiawan, R.B.; Imaduddin, F.; Ariawan, D.; Arifin, Z. A review on the fused deposition modeling (FDM) 3D printing: Filament processing, materials, and printing parameters. Open Eng. 2021, 11, 639–649. [Google Scholar] [CrossRef]
- Stoof, D.; Pickering, K. Sustainable composite fused deposition modelling filament using recycled pre-consumer polypropylene. Compos. Part B Eng. 2018, 135, 110–118. [Google Scholar] [CrossRef]
- Shanmugam, V.; Pavan, M.V.; Babu, K.; Karnan, B. Fused deposition modeling based polymeric materials and their performance: A review. Polym. Compos. 2021, 42, 5656–5677. [Google Scholar] [CrossRef]
- Lyons, B.; Ochsendorf, J.; Leuthardt, E.C. Frontiers of engineering. Front. Eng. 2000, 138. [Google Scholar] [CrossRef]
- Ghiban, B.; Pascu, N.E.; Antoniac, I.V.; Jiga, G.; Milea, C.; Petre, G.; Gheorghe, C.; Munteanu, C.; Istrate, B. Surface characterization of fracture in polylactic acid vs. PLA + Particle (Cu, Al, Graphene) insertions by 3D fused deposition modeling technology. Coatings 2021, 11, 633. [Google Scholar] [CrossRef]
- Olesik, P.; Godzierz, M.; Kozioł, M. Preliminary characterization of novel LDPE-based wear-resistant composite suitable for FDM 3D printing. Materials 2019, 12, 2520. [Google Scholar] [CrossRef] [PubMed]
- Torrado Perez, A.R.; Roberson, D.A.; Wicker, R.B. Fracture surface analysis of 3D-printed tensile specimens of novel ABS-based materials. J. Fail. Anal. Prev. 2014, 14, 343–353. [Google Scholar] [CrossRef]
- Spoerk, M.; Savandaiah, C.; Arbeiter, F.; Sapkota, J.; Holzer, C. Optimization of mechanical properties of glass-spheres-filled polypropylene composites for extrusion-based additive manufacturing. Polym. Compos. 2019, 40, 638–651. [Google Scholar] [CrossRef]
- Khatri, B.; Lappe, K.; Habedank, M.; Mueller, T.; Megnin, C.; Hanemann, T. Fused deposition modeling of ABS-barium titanate composites: A simple route towards tailored dielectric devices. Polymers 2018, 10, 666. [Google Scholar] [CrossRef]
- Masood, S.H.; Song, W.Q. Thermal characteristics of a new metal/polymer material for FDM rapid prototyping process. Assem. Autom. 2005, 25, 309–315. [Google Scholar] [CrossRef]
- Kania, A.; Berent, K.; Mazur, T.; Sikora, M. 3D printed composites with uniform distribution of Fe3O4 nanoparticles and magnetic shape anisotropy. Addit. Manuf. 2021, 46, 102149. [Google Scholar] [CrossRef]
- Aumnate, C.; Pongwisuthiruchte, A.; Pattananuwat, P.; Potiyaraj, P. Fabrication of ABS/Graphene oxide composite filament for fused filament fabrication (FFF) 3D Printing. Adv. Mater. Sci. Eng. 2018, 2018. [Google Scholar] [CrossRef]
- Hwang, S.; Reyes, E.I.; Moon, K.; Rumpf, R.C.; Kim, N.S. Thermo-mechanical characterization of metal/polymer composite filaments and printing parameter study for fused deposition modeling in the 3D printing process. J. Electron. Mater. 2015, 44, 771–777. [Google Scholar] [CrossRef]
- Kwok, S.W.; Goh, K.H.H.; Tan, Z.D.; Tan, S.T.M.; Tjiu, W.W.; Soh, J.Y.; Ng, Z.J.G.; Chan, Y.Z.; Hui, H.K.; Goh, K.E.J. Electrically conductive filament for 3D-printed circuits and sensors. Appl. Mater. Today 2017, 9, 167–175. [Google Scholar] [CrossRef]
- Dickson, A.N.; Barry, J.N.; McDonnell, K.A.; Dowling, D.P. Fabrication of continuous carbon, glass and Kevlar fibre reinforced polymer composites using additive manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar] [CrossRef]
- Carneiro, O.S.; Silva, A.F.; Gomes, R. Fused deposition modeling with polypropylene. Mater. Des. 2015, 83, 768–776. [Google Scholar] [CrossRef]
- Hamidi, A.; Tadesse, Y. Single step 3D printing of bioinspired structures via metal reinforced thermoplastic and highly stretchable elastomer. Compos. Struct. 2019, 210, 250–261. [Google Scholar] [CrossRef]
- Berretta, S.; Davies, R.; Shyng, Y.T.; Wang, Y.; Ghita, O. Fused deposition modelling of high temperature polymers: Exploring CNT PEEK composites. Polym. Test. 2017, 63, 251–262. [Google Scholar] [CrossRef]
- Bayraktar, I.; Doganay, D.; Coskun, S.; Kaynak, C.; Akca, G.; Unalan, H.E. 3D printed antibacterial silver nanowire/polylactide nanocomposites. Compos. Part B Eng. 2019, 172, 671–678. [Google Scholar] [CrossRef]
- Romani, A.; Mantelli, A.; Tralli, P.; Turri, S.; Levi, M.; Suriano, R. Metallization of thermoplastic polymers and composites 3D printed by fused filament fabrication. Technologies 2021, 9, 49. [Google Scholar] [CrossRef]
- Romero, P.E.; Arribas-Barrios, J.; Rodriguez-Alabanda, O.; González-Merino, R.; Guerrero-Vaca, G. Manufacture of polyurethane foam parts for automotive industry using FDM 3D printed molds. CIRP J. Manuf. Sci. Technol. 2021, 32, 396–404. [Google Scholar] [CrossRef]
- Penumakala, P.K.; Santo, J.; Thomas, A. A critical review on the fused deposition modeling of thermoplastic polymer composites. Compos. Part B Eng. 2020, 201, 108336. [Google Scholar] [CrossRef]
- Ahlhelm, M.; Günther, P.; Scheithauer, U.; Schwarzer, E.; Günther, A.; Slawik, T.; Moritz, T.; Michaelis, A. Innovative and novel manufacturing methods of ceramics and metal-ceramic composites for biomedical applications. J. Eur. Ceram. Soc. 2016, 36, 2883–2888. [Google Scholar] [CrossRef]
- Postiglione, G.; Natale, G.; Griffini, G.; Levi, M.; Turri, S. Conductive 3D microstructures by direct 3D printing of polymer/carbon nanotube nanocomposites via liquid deposition modeling. Compos. Part A Appl. Sci. Manuf. 2015, 76, 110–114. [Google Scholar] [CrossRef]
- Zhang, P.; Wang, Z.; Li, J.; Li, X.; Cheng, L. From materials to devices using fused deposition modeling: A state-of-art review. Nanotechnol. Rev. 2020, 9, 1594–1609. [Google Scholar] [CrossRef]
- Bardot, M.; Schulz, M.D. Biodegradable poly(Lactic acid) nanocomposites for fused deposition modeling 3d printing. Nanomaterials 2020, 10, 2567. [Google Scholar] [CrossRef]
- Silva, M.; Gomes, C.; Pinho, I.; Gonçalves, H.; Vale, A.C.; Covas, J.A.; Alves, N.M.; Paiva, M.C. Poly(lactic acid)/graphite nanoplatelet nanocomposite filaments for ligament scaffolds. Nanomaterials 2021, 11, 2796. [Google Scholar] [CrossRef]
- Cobos, C.M.; Fenollar, O.; López Martinez, J.; Ferrandiz, S.; Garzón, L. Effect of maleinized linseed oil (MLO) on thermal and rheolological properties of PLA/MWCNT and PLA/HNT nanocomposites for additive manufacturing. Rapid Prototyp. J. 2020, 26, 1027–1033. [Google Scholar] [CrossRef]
- Jing, J.; Chen, Y.; Shi, S.; Yang, L.; Lambin, P. Facile and scalable fabrication of highly thermal conductive polyethylene/graphene nanocomposites by combining solid-state shear milling and FDM 3D-printing aligning methods. Chem. Eng. J. 2020, 402, 126218. [Google Scholar] [CrossRef]
- Dul, S.; Fambri, L.; Pegoretti, A. Development of New Nanocomposites for 3D Printing Applications; Elsevier Inc.: Amsterdam, The Netherlands, 2020; ISBN 9780128195352. [Google Scholar]
- Pezzana, L.; Riccucci, G.; Spriano, S.; Battegazzore, D.; Sangermano, M.; Chiappone, A. 3d printing of pdms-like polymer nanocomposites with enhanced thermal conductivity: Boron nitride based photocuring system. Nanomaterials 2021, 11, 373. [Google Scholar] [CrossRef]
- Ferretti, P.; Santi, G.M.; Leon-cardenas, C.; Freddi, M.; Donnici, G.; Frizziero, L.; Liverani, A. Molds with advanced materials for carbon fiber manufacturing with 3D printing technology. Polymers 2021, 13, 3700. [Google Scholar] [CrossRef] [PubMed]
- Mantelli, A.; Romani, A.; Suriano, R.; Diani, M.; Colledani, M.; Sarlin, E.; Turri, S.; Levi, M. Uv-assisted 3D printing of polymer composites from thermally and mechanically recycled carbon fibers. Polymers 2021, 13, 726. [Google Scholar] [CrossRef] [PubMed]
- Loh, G.H.; Sotayo, A.; Pei, E. Development and testing of material extrusion additive manufactured polymer–textile composites. Fash. Text. 2021, 8, 1–21. [Google Scholar] [CrossRef]
- Romani, A.; Rognoli, V.; Levi, M. Design, materials, and extrusion-based additive manufacturing in circular economy contexts: From waste to new products. Sustainabiliy 2021, 13, 7269. [Google Scholar] [CrossRef]
- Gkartzou, E.; Koumoulos, E.P.; Charitidis, C.A. Production and 3D printing processing of bio-based thermoplastic filament. Manuf. Rev. 2017, 4, 14. [Google Scholar] [CrossRef]
- Daver, F.; Lee, K.P.M.; Brandt, M.; Shanks, R. Cork–PLA composite filaments for fused deposition modelling. Compos. Sci. Technol. 2018, 168, 230–237. [Google Scholar] [CrossRef]
- Kariz, M.; Sernek, M.; Kuzman, M.K. Effect of humidity on 3D-printed specimens from wood-pla filaments. Wood Res. 2018, 63, 917–922. [Google Scholar]
- Le Guen, M.J.; Hill, S.; Smith, D.; Theobald, B.; Gaugler, E.; Barakat, A.; Mayer-Laigle, C. Influence of rice husk and wood biomass properties on the manufacture of filaments for fused deposition modeling. Front. Chem. 2019, 7, 15–20. [Google Scholar] [CrossRef]
- Zhao, D.; Cai, X.; Shou, G.; Gu, Y.; Wang, P. Study on the preparation of bamboo plastic composite intend for additive manufacturing. Key Eng. Mater. 2016, 667, 250–258. [Google Scholar] [CrossRef]
- Stoof, D.; Pickering, K.; Zhang, Y. Fused deposition modelling of natural fibre/polylactic acid composites. J. Compos. Sci. 2017, 1, 8. [Google Scholar] [CrossRef]
- Osman, M.A.; Atia, M.R.A. Investigation of ABS-rice straw composite feedstock filament for FDM. Rapid Prototyp. J. 2018, 24, 1067–1075. [Google Scholar] [CrossRef]
- Tao, Y.; Wang, H.; Li, Z.; Li, P.; Shi, S.Q. Development and application ofwood flour-filled polylactic acid composite filament for 3d printing. Materials 2017, 10, 339. [Google Scholar] [CrossRef] [PubMed]
- Depuydt, D.; Balthazar, M.; Hendrickx, K.; Six, W.; Ferraris, E.; Desplentere, F.; Ivens, J.; Van Vuure, A.W. Production and characterization of bamboo and flax fiber reinforced polylactic acid filaments for fused deposition modeling (FDM). Polym. Compos. 2019, 40, 1951–1963. [Google Scholar] [CrossRef]
- Bi, H.; Ren, Z.; Guo, R.; Xu, M.; Song, Y. Fabrication of flexible wood flour/thermoplastic polyurethane elastomer composites using fused deposition molding. Ind. Crops Prod. 2018, 122, 76–84. [Google Scholar] [CrossRef]
- Garcia Gonzalez, M.N.; Levi, M.; Turri, S.; Griffini, G. Lignin nanoparticles by ultrasonication and their incorporation in waterborne polymer nanocomposites. J. Appl. Polym. Sci. 2017, 134, 45318. [Google Scholar] [CrossRef]
- Das, A.K.; Agar, D.A.; Rudolfsson, M.; Larsson, S.H. A review on wood powders in 3D printing: Processes, properties and potential applications. J. Mater. Res. Technol. 2021, 15, 241–255. [Google Scholar] [CrossRef]
- Henke, K.; Treml, S. Wood based bulk material in 3D printing processes for applications in construction. Eur. J. Wood Wood Prod. 2013, 71, 139–141. [Google Scholar] [CrossRef]
- Sia, C.V.; Nakai, Y.; Tanaka, H.; Shiozawa, D. Interfacial fracture toughness evaluation of poly(L-lactide acid)/natural fiber composite by using double shear test method. Open J. Compos. Mater. 2014, 4, 97–105. [Google Scholar] [CrossRef][Green Version]
- Shinoj, S.; Visvanathan, R.; Panigrahi, S.; Kochubabu, M. Oil palm fiber (OPF) and its composites: A review. Ind. Crops Prod. 2011, 33, 7–22. [Google Scholar] [CrossRef]
- Tenhunen, T.M.; Moslemian, O.; Kammiovirta, K.; Harlin, A.; Kääriäinen, P.; Österberg, M.; Tammelin, T.; Orelma, H. Surface tailoring and design-driven prototyping of fabrics with 3D-printing: An all-cellulose approach. Mater. Des. 2018, 140, 409–419. [Google Scholar] [CrossRef]
- Yu, S.; Bale, H.; Park, S.; Hwang, J.Y.; Hong, S.H. Anisotropic microstructure dependent mechanical behavior of 3D-printed basalt fiber-reinforced thermoplastic composites. Compos. Part B Eng. 2021, 224, 109184. [Google Scholar] [CrossRef]
- Ferrari, F.; Corcione, C.E.; Montagna, F.; Maffezzoli, A. 3D printing of polymer waste for improving people’s awareness about marine litter. Polymers 2020, 12, 1738. [Google Scholar] [CrossRef] [PubMed]
- Farina, I.; Singh, N.; Colangelo, F.; Luciano, R.; Bonazzi, G.; Fraternali, F. High-performance Nylon-6 sustainable filaments for additive manufacturing. Materials 2019, 12, 3955. [Google Scholar] [CrossRef] [PubMed]
- Wei, B.; Yang, S.; Wang, Q. Green recycling of aluminum plastic packaging waste by solid-state shear milling and 3D printing for thermal conductive composites. Polym. Adv. Technol. 2021, 32, 2576–2587. [Google Scholar] [CrossRef]
- John, M.J.; Dyanti, N.; Mokhena, T.; Agbakoba, V.; Sithole, B. Design and development of cellulosic bionanocomposites from forestry waste residues for 3d printing applications. Materials 2021, 14, 3462. [Google Scholar] [CrossRef]
- Figueroa-Velarde, V.; Diaz-Vidal, T.; Cisneros-López, E.O.; Robledo-Ortiz, J.R.; López-Naranjo, E.J.; Ortega-Gudiño, P.; Rosales-Rivera, L.C. Mechanical and physicochemical properties of 3d-printed agave fibers/poly(Lactic) acid biocomposites. Materials 2021, 14, 3111. [Google Scholar] [CrossRef]
- Rahimizadeh, A.; Kalman, J.; Fayazbakhsh, K.; Lessard, L. Mechanical and thermal study of 3D printing composite filaments from wind turbine waste. Polym. Compos. 2021, 42, 2305–2316. [Google Scholar] [CrossRef]
- Lendvai, L.; Singh, T.; Fekete, G.; Patnaik, A.; Dogossy, G. Utilization of waste marble dust in poly(lactic acid)-based biocomposites: Mechanical, thermal and wear properties. J. Polym. Environ. 2021, 29, 2952–2963. [Google Scholar] [CrossRef]
- Esposito Corcione, C.; Palumbo, E.; Masciullo, A.; Montagna, F.; Torricelli, M.C. Fused deposition modeling (FDM): An innovative technique aimed at reusing Lecce stone waste for industrial design and building applications. Constr. Build. Mater. 2018, 158, 276–284. [Google Scholar] [CrossRef]
- Tao, Y.; Liu, M.; Han, W.; Li, P. Waste office paper filled polylactic acid composite filaments for 3D printing. Compos. Part B Eng. 2021, 221, 108998. [Google Scholar] [CrossRef]
- Tran, T.N.; Bayer, I.S.; Heredia-Guerrero, J.A.; Frugone, M.; Lagomarsino, M.; Maggio, F.; Athanassiou, A. Cocoa shell waste biofilaments for 3D printing applications. Macromol. Mater. Eng. 2017, 302, 1–10. [Google Scholar] [CrossRef]
- Kuo, C.C.; Wang, C.W.; Lee, Y.F.; Liu, Y.L.; Qiu, Q.Y. A surface quality improvement apparatus for ABS parts fabricated by additive manufacturing. Int. J. Adv. Manuf. Technol. 2017, 89, 635–642. [Google Scholar] [CrossRef]
- Klippstein, H.; Diaz De Cerio Sanchez, A.; Hassanin, H.; Zweiri, Y.; Seneviratne, L. Fused deposition modeling for unmanned aerial vehicles (UAVs): A review. Adv. Eng. Mater. 2018, 20, 1700552. [Google Scholar] [CrossRef]
- Uriondo, A.; Esperon-Miguez, M.; Perinpanayagam, S. The present and future of additive manufacturing in the aerospace sector: A review of important aspects. Proc. Inst. Mech. Eng. Part G J. Aerosp. Eng. 2015, 229, 2132–2147. [Google Scholar] [CrossRef]
- Kumar, P.; Rajak, D.K.; Abubakar, M.; Ali, S.G.M.; Hussain, M. 3D Printing technology for biomedical practice: A review. J. Mater. Eng. Perform. 2021, 30, 5342–5355. [Google Scholar] [CrossRef]
- Calcagnile, P.; Cacciatore, G.; Demitri, C.; Montagna, F.; Corcione, C.E. A feasibility study of processing polydimethylsiloxane-sodium carboxymethylcellulose composites by a low-cost fused deposition modeling 3D printer. Materials 2018, 11, 1578. [Google Scholar] [CrossRef]
- Aydin, A.; Demirtas, Z.; Ok, M.; Erkus, H.; Cebi, G.; Uysal, E.; Gunduz, O.; Ustundag, C.B. 3D printing in the battle against COVID-19. Emergent Mater. 2021, 4, 363–386. [Google Scholar] [CrossRef]
- Biswas, M.C. Fused deposition modeling 3D printing technology in textile and fashion industry: Materials and innovation. Mod. Concepts Mater. Sci. 2019, 2, 1–5. [Google Scholar] [CrossRef]
- Bhasin, S.; Singari, R.M.; Kumar, H. Effect of 3D Printing on textile fabric. In Advances in Manufacturing and Industrial Engineering; Springer: Singapore, 2021; pp. 157–164. [Google Scholar] [CrossRef]
- Cangelli, E.; Conteduca, M. Architecture on demand. New scenarios for the design project and the construction industry. Techne 2018, 16, 96–104. [Google Scholar] [CrossRef]
- Singh, S.; Singh, G.; Prakash, C.; Ramakrishna, S. Current status and future directions of fused filament fabrication. J. Manuf. Process. 2020, 55, 288–306. [Google Scholar] [CrossRef]
- Greggio, I. La stampa 3D nei Beni Culturali Analisi e Caratterizzazione di Materiali per la Fabbricazione Digitale di Beni Culturali. 2018. Available online: http://dspace.unive.it/bitstream/handle/10579/12795/843468-1216022.pdf?sequence=2 (accessed on 30 November 2021).
- Chatterjee, A.; Dhande, S.G. Heritage preservation in digital way—A contemporary research issue. In Multimedia Information Extraction and Digital Heritage Preservation; World Scientific: Singapore, 2011; pp. 155–168. [Google Scholar]
- Bonora, V.; Tucci, G.; Meucci, A.; Pagnini, B. Photogrammetry and 3D printing for marble statues replicas: Critical issues and assessment. Sustainability 2021, 13, 680. [Google Scholar] [CrossRef]
- Scopigno, R.; Cignoni, P.; Pietroni, N.; Callieri, M.; Dellepiane, M. Digital fabrication techniques for cultural heritage: A Survey. Comput. Graph. Forum 2017, 36, 6–21. [Google Scholar] [CrossRef]
- Nagy, E.E.; Nagy, E.E. Studies in conservation the making of mike kelley’ s the wages of sin’ s exhibition copy: Replication as a means of preservation the making of Mike Kelley’s The Wages of Sin’ s exhibition copy: Replication as a means of preservation. Stud. Conserv. 2021, 1–18. [Google Scholar] [CrossRef]
- Ballarin, M.; Balletti, C.; Vernier, P.; Heritage, C. Replicas in cultural heritage: 3D printing and the museum experience. Int. Arch. Photogramm. Remote Sens. Spat. Inf. Sci. 2020, 42, 4–7. [Google Scholar] [CrossRef]
- Deng, L.; He, K.; Zhou, T. Design of robotic and additive manufacturing for cultural heritage. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020. [Google Scholar] [CrossRef]
- Betocchi, U.; Madeddu, N. Stampa 3D: Una nuova risorsa per gli allestimenti museali. Museol. Sci. Mem. 2016, 15, 151–155. [Google Scholar]
- Montusiewicz, J.; Barszcz, M.; Dziedzic, K.; Nowicki, T. The method of decomposition of architectural objects for the preparation of 3D virtual models and replication. Adv. Sci. Technol. Res. J. 2021, 15, 247–257. [Google Scholar] [CrossRef]
- Fotia, A.; Modafferi, A.; Nunnari, A.; Amico, D.; Feo, L.; Calabria, R. From UAV survey to 3D printing, geomatics techniques for the enhancement of small village Cultural Heritage. J. WSEAS Trans. Environ. Dev. 2021, 17, 479–489. [Google Scholar] [CrossRef]
- Monno, A. Tecnologie 3D per i musei. Museol. Sci. Nuova Ser. 2010, 4, 111–117. [Google Scholar]
- Fiorenza, L.; Adams, J.W.; Yong, R.; Ranjitkar, S.; Hughes, T.; Quayle, M.; Mcmenamin, P.G.; Kaidonis, J.; Townsend, G.C. Technical note: The use of 3D printing in dental anthropology collections. Am. J. Phys. Anthro. 2018, 167, 400–406. [Google Scholar] [CrossRef]
- Higueras, M.; Calero, A.I.; Jos, F. Digital 3D modeling using photogrammetry and 3D printing applied to the restoration of a Hispano-Roman architectural ornament. Digit. Appl. Archaeol. Cult. Herit. 2021, 20, e00179. [Google Scholar] [CrossRef]
- Fatuzzo, G.; Sequenzia, G.; Oliveri, S.M.; Barbagallo, R.; Calì, M. An integrated approach to customize the packaging of heritage Artefacts. Lect. Notes Mech. Eng. 2017, 167–175. [Google Scholar] [CrossRef]
- Sánchez-Belenguer, C.; Vendrell-Vidal, E.; Sánchez-López, M.; Díaz-Marín, C.; Aura-Castro, E. Automatic Production of Tailored Packaging for Fragile Archaeological Artifacts. J. Comput. Cult. Herit. 2015, 8, 1–11. [Google Scholar] [CrossRef]
- Cronin, C. Intellectual Property Implications of 3D Printing of Cultural Heritage 2010. SSRN 3849013. 2021. Available online: https://papers.ssrn.com/sol3/papers.cfm?abstract_id=3849013 (accessed on 16 January 2022).
- Scianna, A.; Filippo, G. Di Rapid prototyping for the extension of the accessibility to cultural heritage for blind people. Int. Arch. Photogramm. Remote Sens. Spat. Inf. Sci. 2019, XLII, 1–5. [Google Scholar]
- Auricchio, F.; Greco, A.; Alaimo, G.; Giacometti, V.; Marconi, S. 3D printing technology for buildings’ accessibility: The tactile map for MTE Museum in Pavia. J. Civ. Eng. Archit 2017, 11, 736–747. [Google Scholar] [CrossRef][Green Version]
- Anastasiadou, C.; Vettese, S. “From souvenirs to 3D printed souvenirs”. Exploring the capabilities of additive manufacturing technologies in (re)-framing tourist souvenirs. Tour. Manag. 2019, 71, 428–442. [Google Scholar] [CrossRef]
- Neumüller, M.; Reichinger, A.; Rist, F.; Kern, C. 3D Printing for Cultural Heritage: Preservation, Accessibility, Research and Education Material Turn and Multi-Sensory Experiences in the Art; Springer: Berlin/Heidelberg, Germany, 2014; pp. 119–134. [Google Scholar]
- Balletti, C.; Ballarin, M.; Guerra, F. 3D printing: State of the art and future perspectives. J. Cult. Herit. 2017, 26, 172–182. [Google Scholar] [CrossRef]
- Scopigno, R.; Cignoni, P.; Pietroni, N.; Callieri, M.; Dellepiane, M. Digital fabrication technologies for cultural heritage (STAR). In Proceedings of the Eurographics Workshops on Graphics and Cultural Heritage, Darmstadt, Germany, 6–8 October2014; pp. 75–85. [Google Scholar]
- Heritage, C.; Martino, S.; Toolbox, P.P. 3D Printing Applied to Cultural Heritage. 2021, pp. 2–3. Available online: https://www.digitalmeetsculture.net/article/3d-printing-applied-to-cultural-heritage/%3Fupm_export%3Dpdf+&cd=1&hl=it&ct=clnk&gl=it (accessed on 30 November 2021).
- Clini, P.; Mehtedi, M.E.; Nespeca, R.; Ruggeri, L.; Raffaelli, E. A Digital reconstruction procedure from laser scanner survey to 3D printing: The theoretical model of The Arch of Trajan (Ancona). ScirestIT 2017, 7, 1–12. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polymer | Melting Temperature (°C) | Tensile Strength (MPa) | Young’s Modulus (GPa) | Biodegradability | Filament Diameter (mm) | Extrusion Temperature (°C) | Printing Speed (mm/s) | Ref. |
|---|---|---|---|---|---|---|---|---|
| ABS | 177–320 | 11–65 | 1–2.65 | NO | 1.75 ± 0.05 | 215–275 | 25–40 | [45,46,47,48,49,50] |
| PLA | 120–205 | 30–65 | 2.3–2.9 | YES | 1.75 ± 0.05 | 160–230 | 25–110 | [45,46,48,49,50] |
| PEEK | 343 | 100 | 3.56–4.00 | NO | 1.75 ± 0.05 | 340–440 | 5–30 | [45,48,50,51] |
| PETG | 230–260 | 29–56 | 0.42–0.88 | NO | 1.75 ± 0.05 | 220–250 | 15–45 | [45,46,48,49,50,52] |
| PC | 250–343 | 58.6–72 | 1.79–3.24 | NO | 1.75 ± 0.05/1.75 ± 0.07 | 200–280 | 25 | [49,53] |
| PA | 216–300 | 35–186 | 0.45–3.50 | NO | 1.75 ± 0.05 | 230–250 | 40 | [48,49,50] |
| HDPE | 120–220 | 24.5–27.5 | 0.88–1.10 | NO | 1.75 ± 0.05/2.8 ± 0.01 | 200–260 | 25–250 | [46,48,54] |
| PP | 150–160 | 17–21 | 0.79–0.88 | NO | 1.75 ± 0.05 | 165–250 | 8–60 | [46,48,55,56] |
| Polymer | Filler | Content of Filler (%) | Tensile Strength (Mpa) | Young’s Modulus (GPa) | Filament Diameter (mm) | Extrusion Temperature (°C) | Printing Speed (mm/s) | Ref. | |
|---|---|---|---|---|---|---|---|---|---|
| micro and nanoparticles | PLA | Cu, Al, graphene | 1.6–4 | 15–40 | / | / | 180–210 | / | [64] |
| LDPE | glass | 30 | / | 0.22 | 1.45 ± 0.10 | 210 | 3 | [65] | |
| ABS | TiO2 | 5 | 18.4–32.2 | 1.35–1.71 | 1.9 | 230 | 40 | [66] | |
| PP | glass | 30 | 8.1–20.6 | 1.05–1.65 | 1.9 | / | / | [67] | |
| ABS | BaTiO3 | 10–35 | 13.7–25.5 | 2.6–3.3 | 1.75 ± 0.10 | 210–230 | / | [68] | |
| Nylon | Fe | 30–40 | / | / | 1.78–1.85 | / | / | [69] | |
| PEG-PVB and silicone gel | Fe3O4 | 20–60 | / | / | / | / | 5–10 | [70] | |
| ABS | graphene | 20 | 30 | 2.4 | 1.75 | 220 | 20 | [71] | |
| ABS | Cu | 10–50 | 26.5–42 | 0.9 | 1.75 | / | / | [72] | |
| PLA | hydroxyapatite | 3.4 | / | 3 | 1.75 | 200 | 50 | [16] | |
| PLA | hydroxyapatite | 30 | / | / | 1.75 | 150 | 30 | [17] | |
| PP | carbon black | 15.5–32.3 | / | / | 1.4–1.7 | 230 | / | [73] | |
| fibers | Nylon | glass fiber | / | 156–212 | 3.28–4.91 | / | 263 | / | [74] |
| Nylon | carbon fiber | / | 198 | 8.46 | / | 263 | / | [74] | |
| Nylon | evlar fiber | / | 110–161 | 4.23–4.76 | / | 263 | / | [74] | |
| PP | glass fiber | 30 | 28–45 | 1.4–2.2 | 1.75 | 185 | 8 | [75] | |
| PETG | CNT | / | 46 | 1.79 | 1.75 | 230 | 5–10 | [76] | |
| PEEK | CNT | 1–5 | 65–100 | / | 2.7 ± 0.3 | 350–390 °C | 30 | [77] | |
| PLA | AgNW | 1–4 | / | / | 1.75 | 210 | / | [78] |
| Material Composition | Filament Diameter (mm) | Extrusion Temperature (°C) | Printing Speed (mm/s) | Tensile Strength (MPa) | Young’s Modulus (GPa) | Ref. | |
|---|---|---|---|---|---|---|---|
| natural material | PLA/low-cost kraft lignin (5%) | 1.78 ± 0.04 | 205 | 20 | 40.8–51.2 | 2.28–2.47 | [95] |
| PLA/cork/TBC | 1.75 ± 0.05 | 230 | 30 | 30.53 ± 1.0 | 2.49 ± 0.15 | [96] | |
| ABS or PLA/beech wood (0–50%) | 1.75–1.45 | 275 (ABS), 230 (PLA) | 30 | 30–57 | 3.0–3.94 | [47,97] | |
| PLA/pine wood/rice husk | 1.75 | 210 | / | 30–40 | 1.5–2.0 | [98] | |
| PLA/bamboo powder/PEG | 1.8 | 175, 195 | 30, 50 | / | / | [99] | |
| PLA/hemp and harakeke | 3/2.6–3 | 110 | / | 24–30 | 2.7–4.2 | [100] | |
| ABS/rice straw (5–15%) | 1.75 ± 0.3 | 250 | / | 12–30 | 1.3–2.5 | [101] | |
| Material Composition | Filament Diameter (mm) | Extrusion Temperature (°C) | Printing Speed (mm/sec) | Tensile Strength (MPa) | Young’s Modulus (GPa) | Ref. | |
|---|---|---|---|---|---|---|---|
| recycle material | recycled PET from bottles | 1.75 | 250 | 50 | 33.79–47.08 | 0.65–1.36 | [112] |
| recycled Nylon-6/ABS/TiO2 | 1.75 | 235, 230 | 50, 40 | 76.20–86.91 | 1.64–2.34 | [113] | |
| recycled packaging APWW/EG | 1.75 | 165–190 | 2.5 | 13.58 | / | [114] | |
| recycled cellulose/PLA | / | 190 | 60 | 32.71–38.74 | 2.00–2.8 | [115] | |
| recycled Agave leaves/PLA | 1.7 ± 0.07 | 190 | 50 | 28–51 | 2.5–3.4 | [116] | |
| wind turbine waste/PLA | 1.75 | 215 | 40 | 41.94–57.57 | 3.17–4.03 | [117] | |
| recycled marble dust/PLA | / | 195 | / | 49.1–53.08 | 2.69–3.83 | [118] | |
| Lecce stone waste/PLA | 1.75 | 200 | 50 | / | / | [119] | |
| Sector | Specific Use | Ref. |
|---|---|---|
| Automotive | prototypes, research and development, molds, racing cars, tools, components of cars | [80,91,122,131] |
| Aerospace | prototypes, research and development, computational fluid dynamics, micro-frames or interior aircraft components, repair parts, unmanned aerial vehicles, electronic element integration components | [50,63,123,124] |
| Biomedical | prototypes, research and development, microdevices, surgical tools, medical device, personal protective equipment, face masks, prostheses, implants, tissue engineering, scaffolds and bio-ink, reconstruction of anatomical parts, transdermal patches, drug delivery system, valves, ventilator devices | [15,16,17,18,19,20,34,50,86,125,126,127] |
| Textile and fashion | prototypes, research and development, fabrics, clothes, shoes, jewelry, accessories, ornaments | [50,128,129,131] |
| Architectural | prototypes, research and development, buildings, building components | [50,118,119,130] |
| Aim | Specific Use | Ref. |
|---|---|---|
| Research and development | production of new composite filaments and prototypes | [50,119,134,135] |
| Permanent or temporary replacement of artwork | replicas of archaeological finds, sculptures, architectural elements, paintings and works of art and molds | [133,134,136,137] |
| Fruition by web | online museum collections of 3D replicas, sharing of cad and stl models | [138,139] |
| Historical or morphometric studies | reconstruction of archaeological sites, monuments, archaeological finds, fossil | [140,141,142,143] |
| Restoration | reintegration of missing parts | [142,144] |
| Storage, transport or display of fragile artefacts | customized packaging or support structures | [134,145,146] |
| Fruition, conservation and education | new museum itineraries with touchable replicas of works of art | [139,142,147,148,149] |
| Valorization and promotion of educational learning | innovative laboratories equipped with scanners and 3D printers located in the museum | [139] |
| Promotion and new business | museum merchandising, souvenir | [139,142,150] |
| Fruition and social inclusion | new multisensory museum itineraries (3D replicas of artworks, panel with a Braille, audio device) | [139,149,151] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fico, D.; Rizzo, D.; Casciaro, R.; Esposito Corcione, C. A Review of Polymer-Based Materials for Fused Filament Fabrication (FFF): Focus on Sustainability and Recycled Materials. Polymers 2022, 14, 465. https://doi.org/10.3390/polym14030465
Fico D, Rizzo D, Casciaro R, Esposito Corcione C. A Review of Polymer-Based Materials for Fused Filament Fabrication (FFF): Focus on Sustainability and Recycled Materials. Polymers. 2022; 14(3):465. https://doi.org/10.3390/polym14030465
Chicago/Turabian StyleFico, Daniela, Daniela Rizzo, Raffaele Casciaro, and Carola Esposito Corcione. 2022. "A Review of Polymer-Based Materials for Fused Filament Fabrication (FFF): Focus on Sustainability and Recycled Materials" Polymers 14, no. 3: 465. https://doi.org/10.3390/polym14030465
APA StyleFico, D., Rizzo, D., Casciaro, R., & Esposito Corcione, C. (2022). A Review of Polymer-Based Materials for Fused Filament Fabrication (FFF): Focus on Sustainability and Recycled Materials. Polymers, 14(3), 465. https://doi.org/10.3390/polym14030465