
Compensation-Based Full-Filed Thermal Homogenization for Contrast Enhancement in Long Pulse Thermographic Imaging




Abstract
1. Introduction
2. Theory
2.1. Active Thermographic Testing (ATT)
2.2. Long Pulse Thermogrpahy (LPT)
2.3. Equipment Calibration and Compensation
2.3.1. IR Camera Characteristics and Calibration
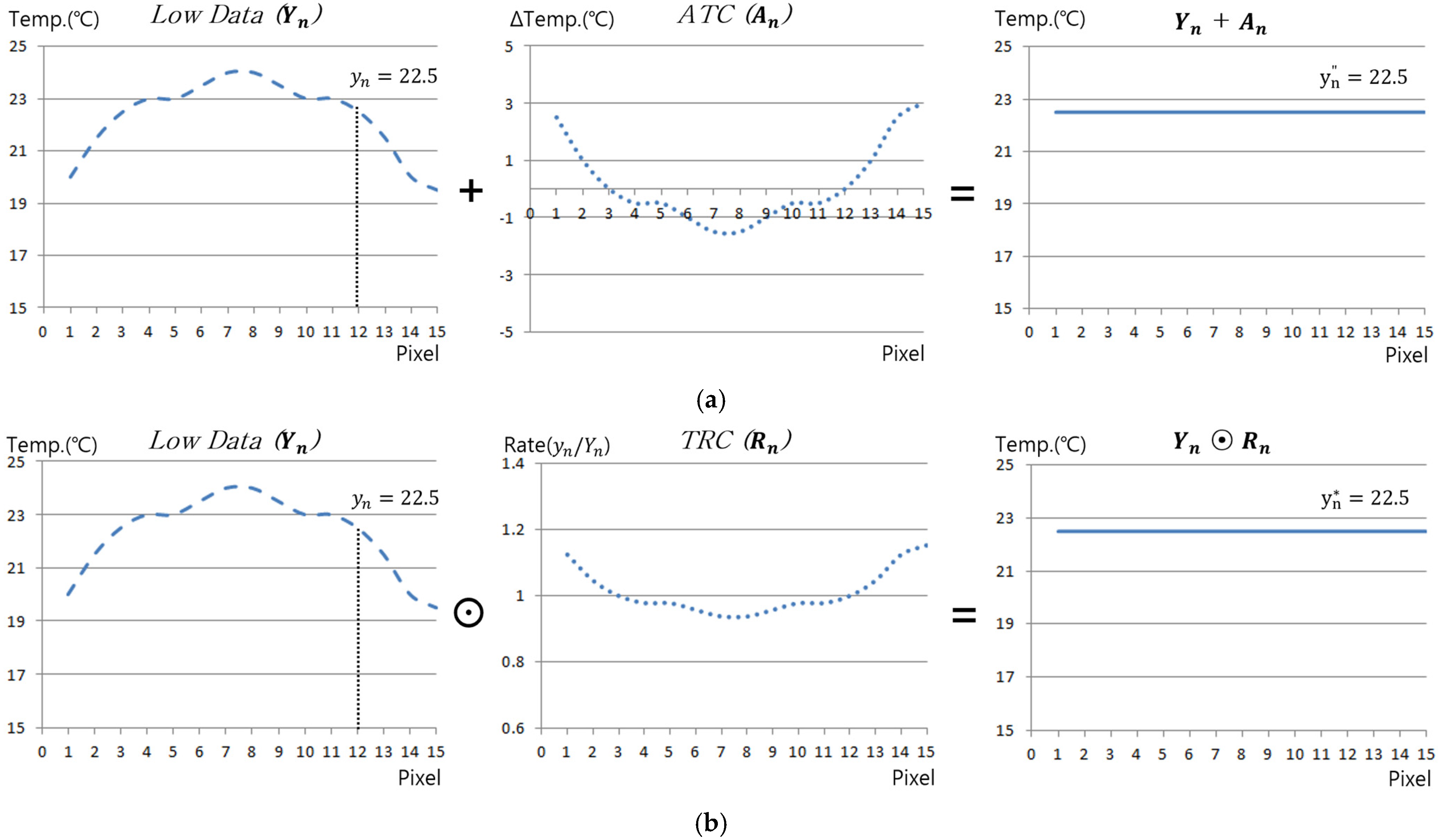
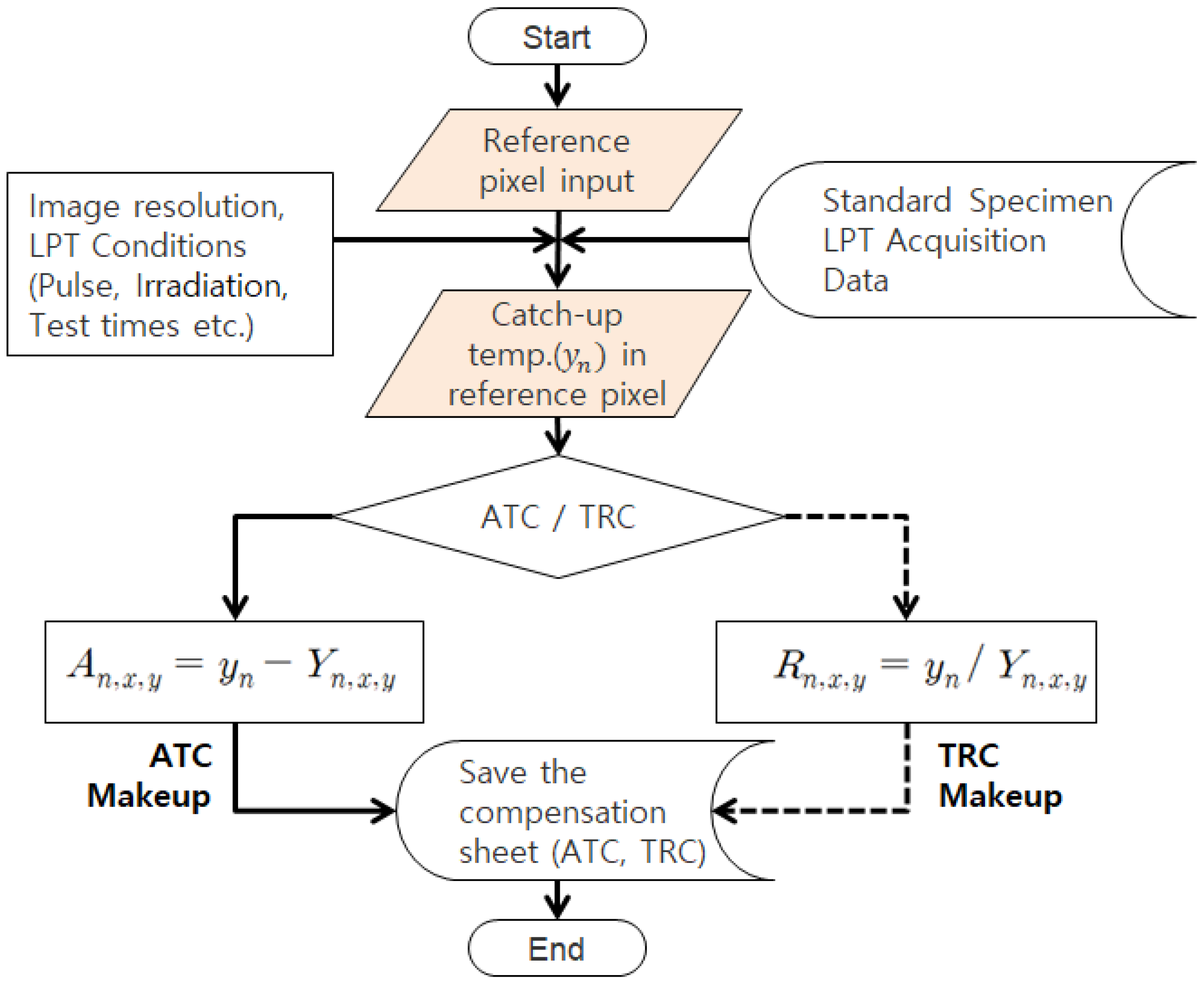
2.3.2. Compensation Method of IR Image
- (1)
- Absolute Temperature Compensation (ATC)
- (2)
- Temperature Rate Compensation (TRC)
3. Methods
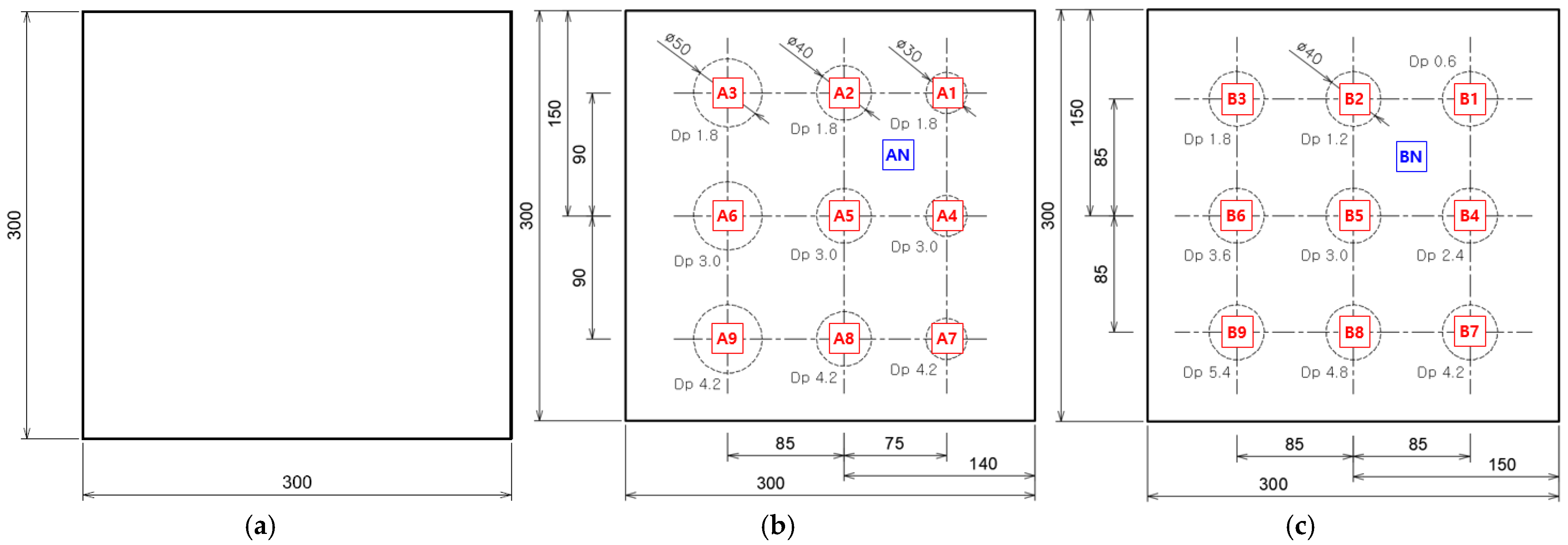
3.1. Reference and Mock-Up Specimen
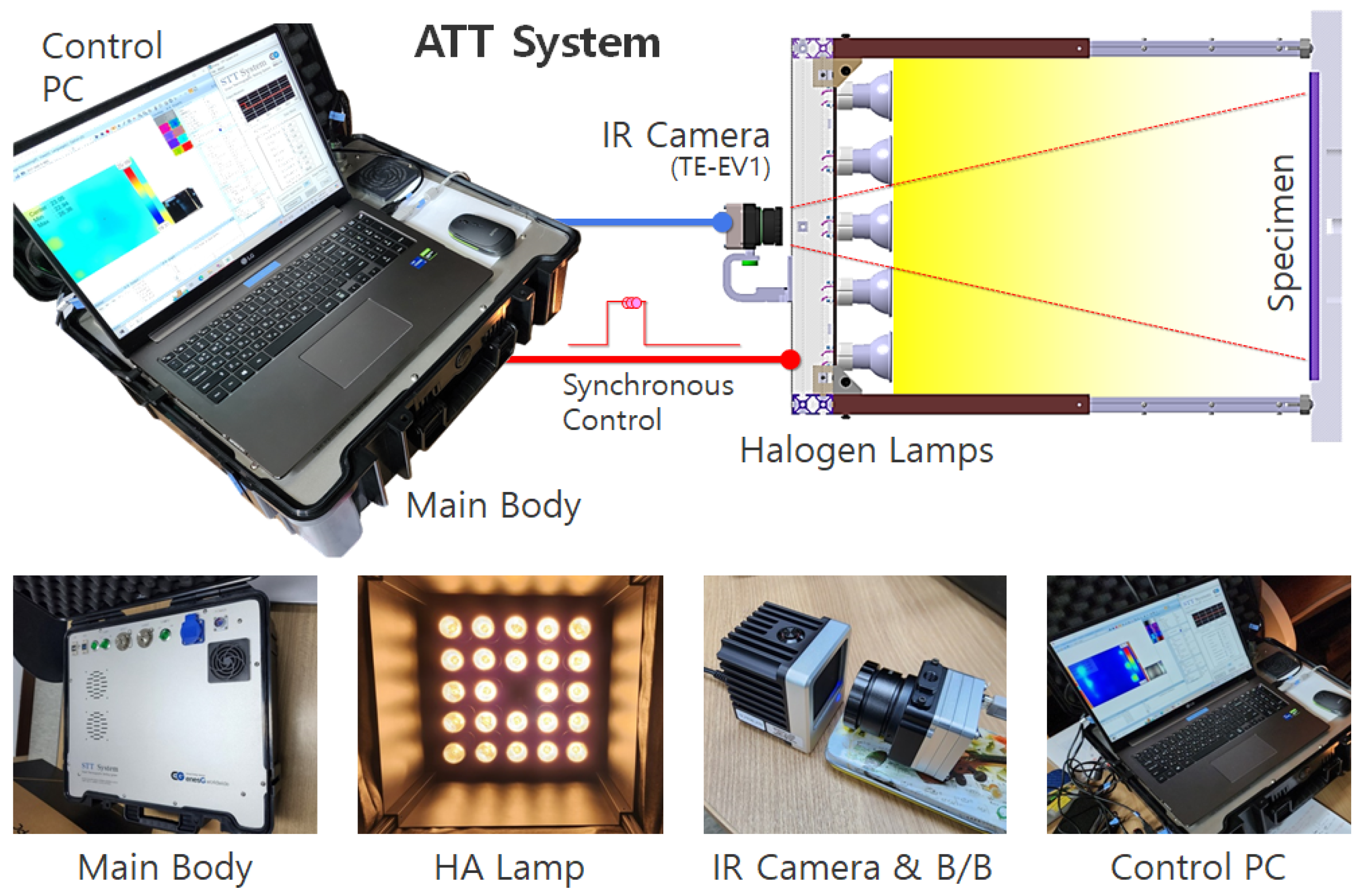
3.2. Configuration of Test Equipment
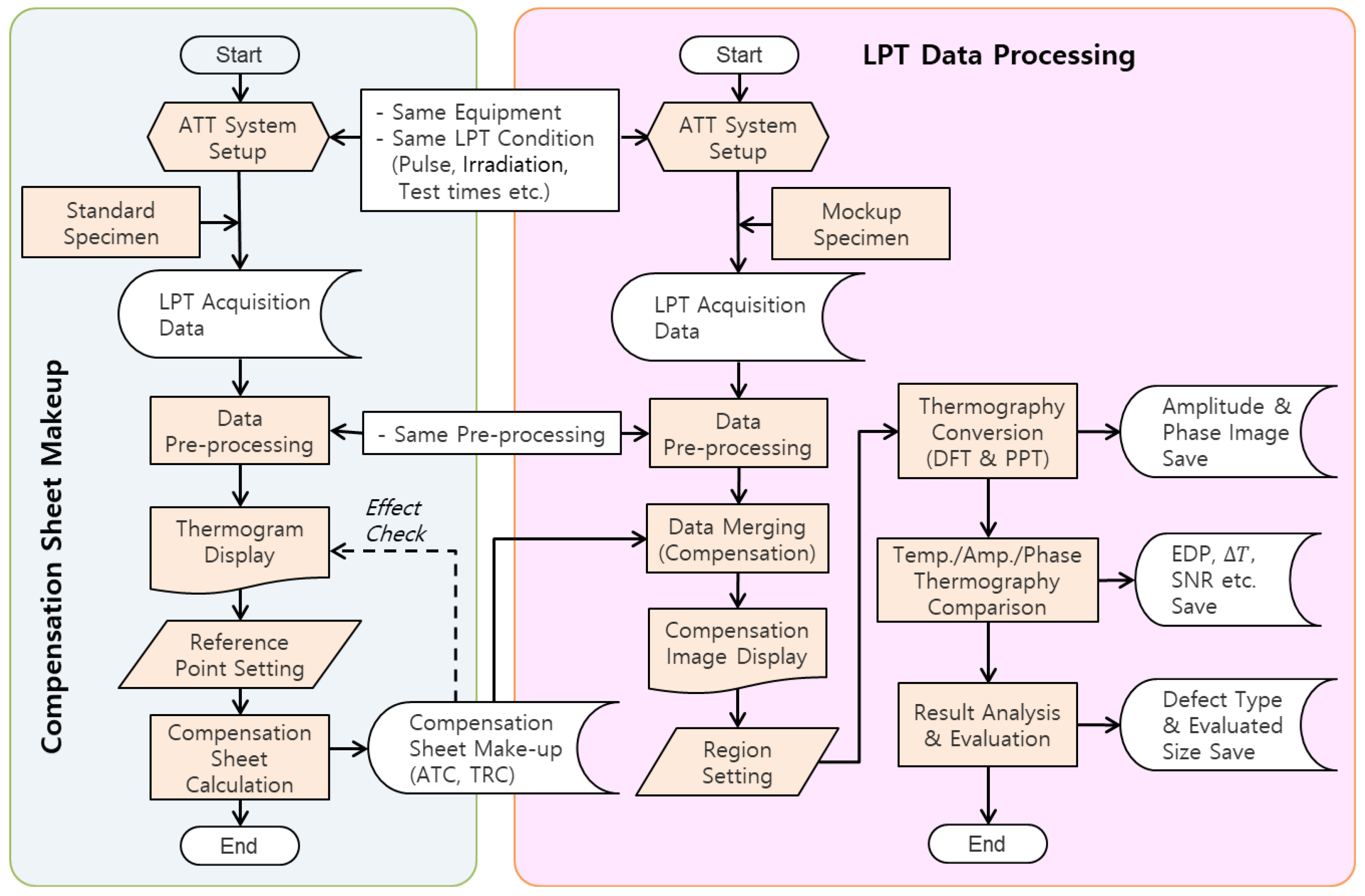
3.3. Analysis Process
- (1)
- The pre-processing of raw transient temperature data acquired from the LPT inspection.
- (2)
- The transformation of amplitude and phase images using fast Fourier transform (FFT) and pulse phase thermography (PPT) techniques.
- (3)
- The post-processing of temperature, amplitude, and phase images for defect detection and evaluation, including comparative analysis.
3.3.1. Pulsed Phase Thermography (PPT)
3.3.2. Signal-to-Noise-Ratio (SNR)
3.3.3. Median and Absolute Value Evaluation
3.4. LPT Testing Condition
4. Results and Discussion
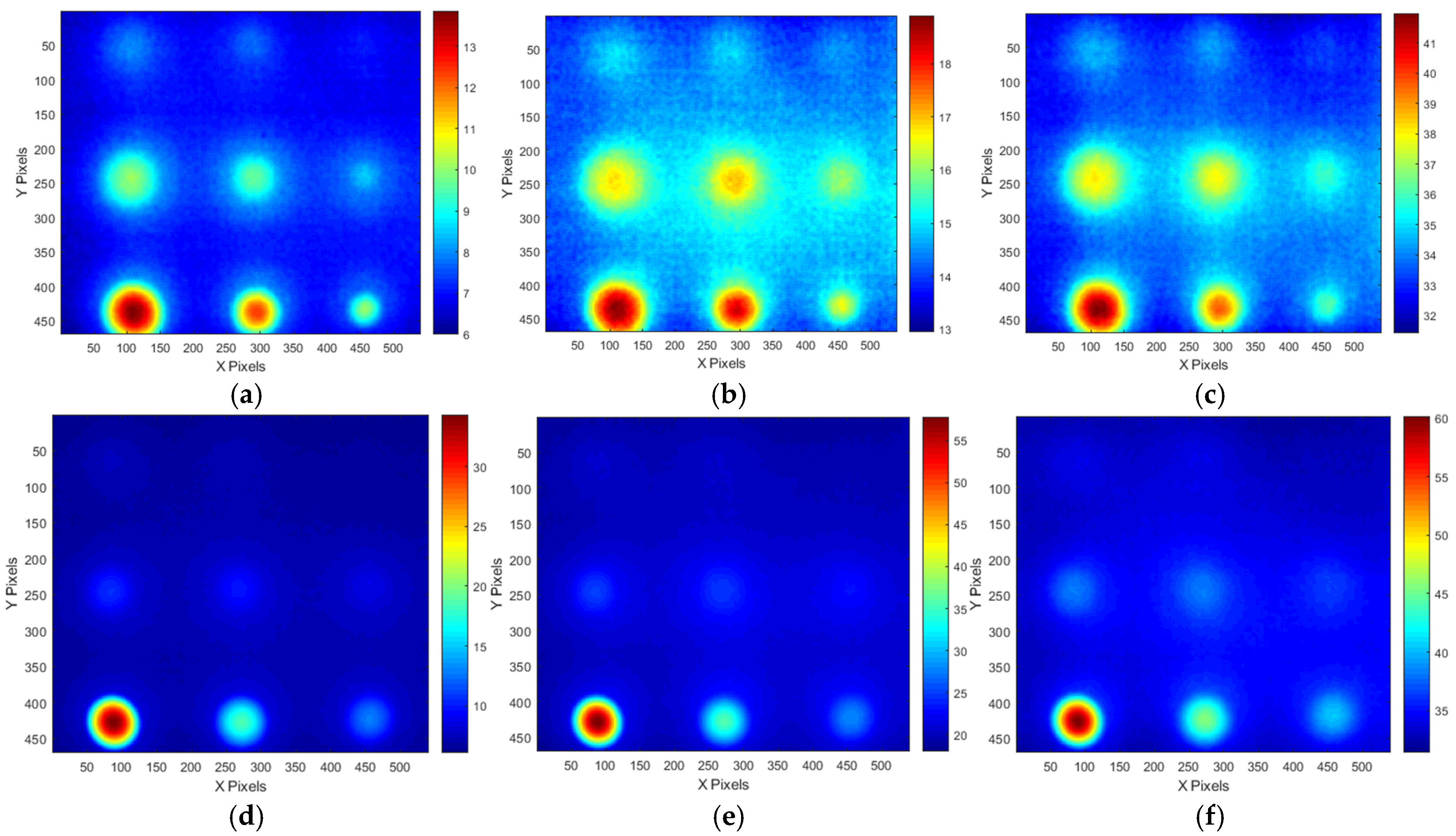
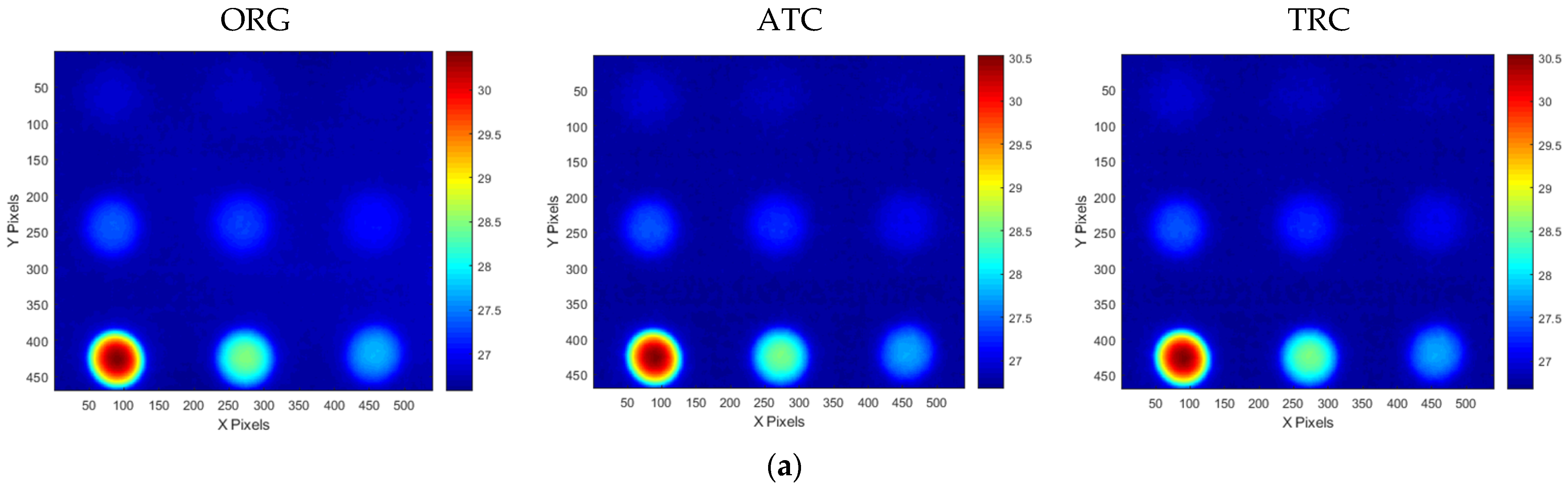
4.1. Comparison of Temperature Contrast
4.2. Temperature Thermogarm and SNR Trend
4.3. Amplitude and SNR Trend
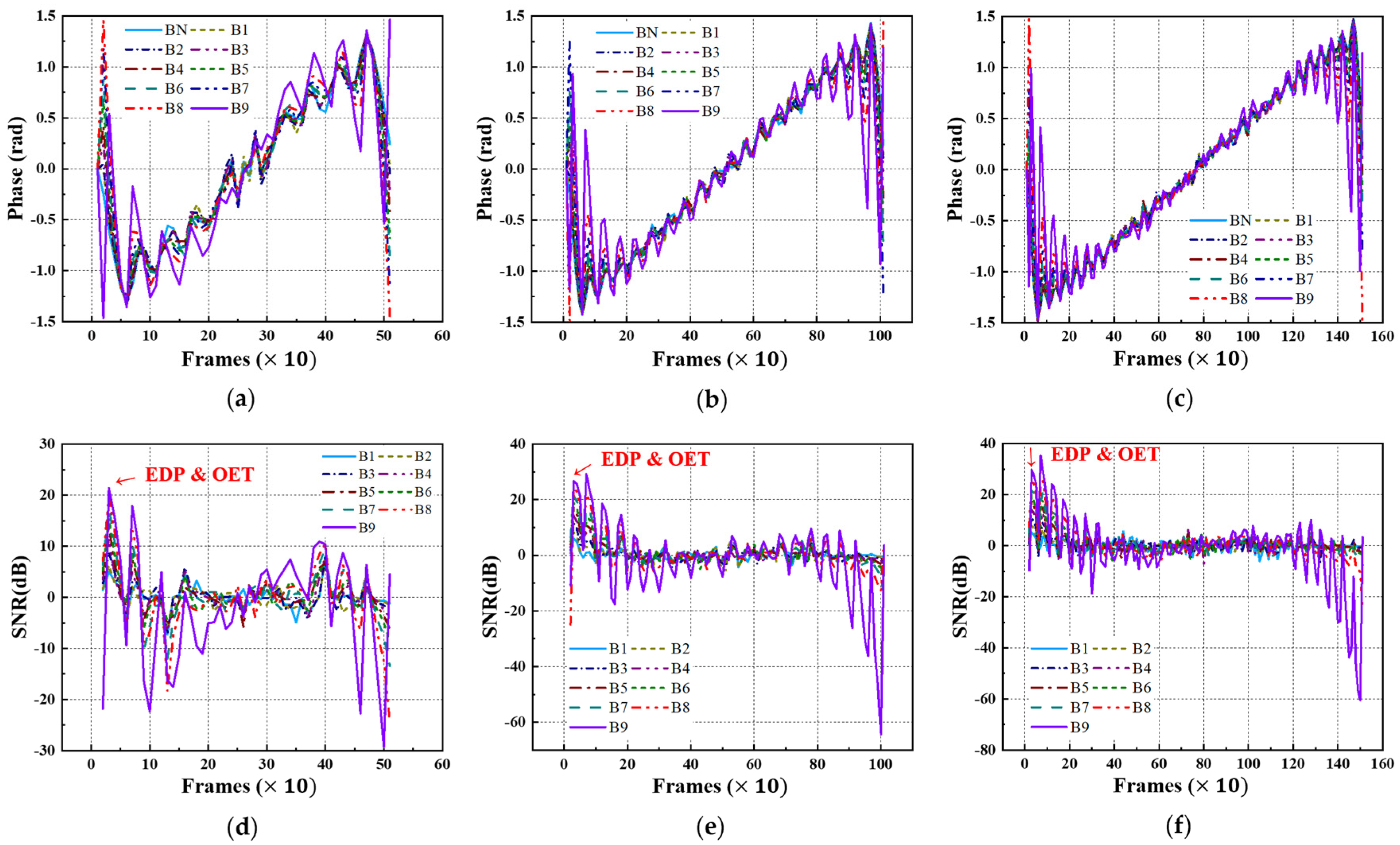
4.4. Phase and SNR Trend
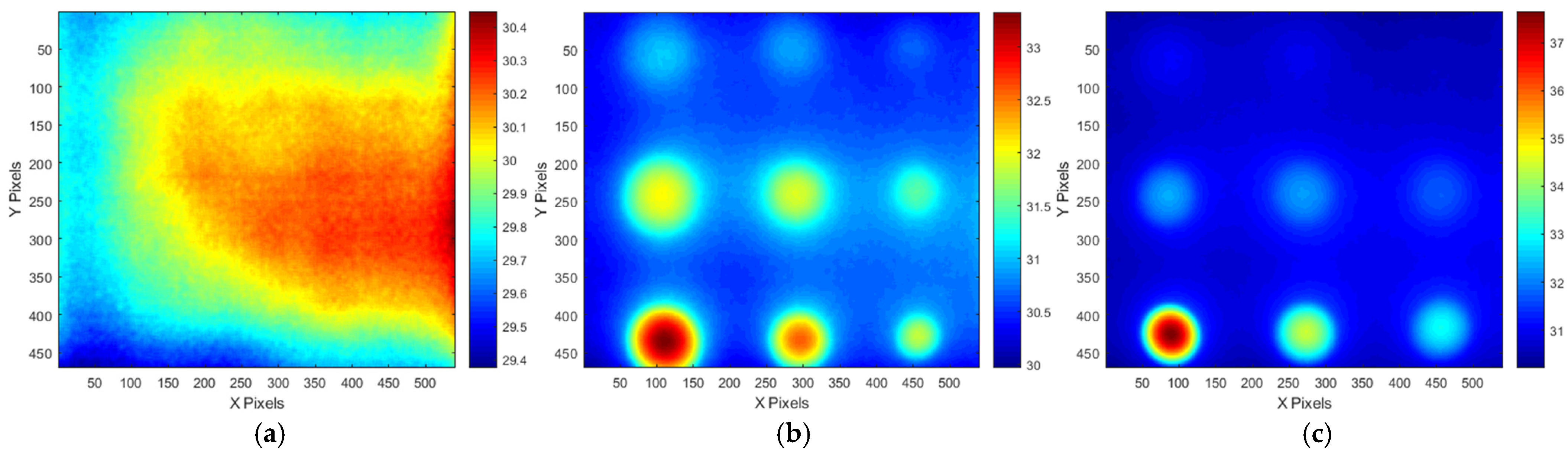
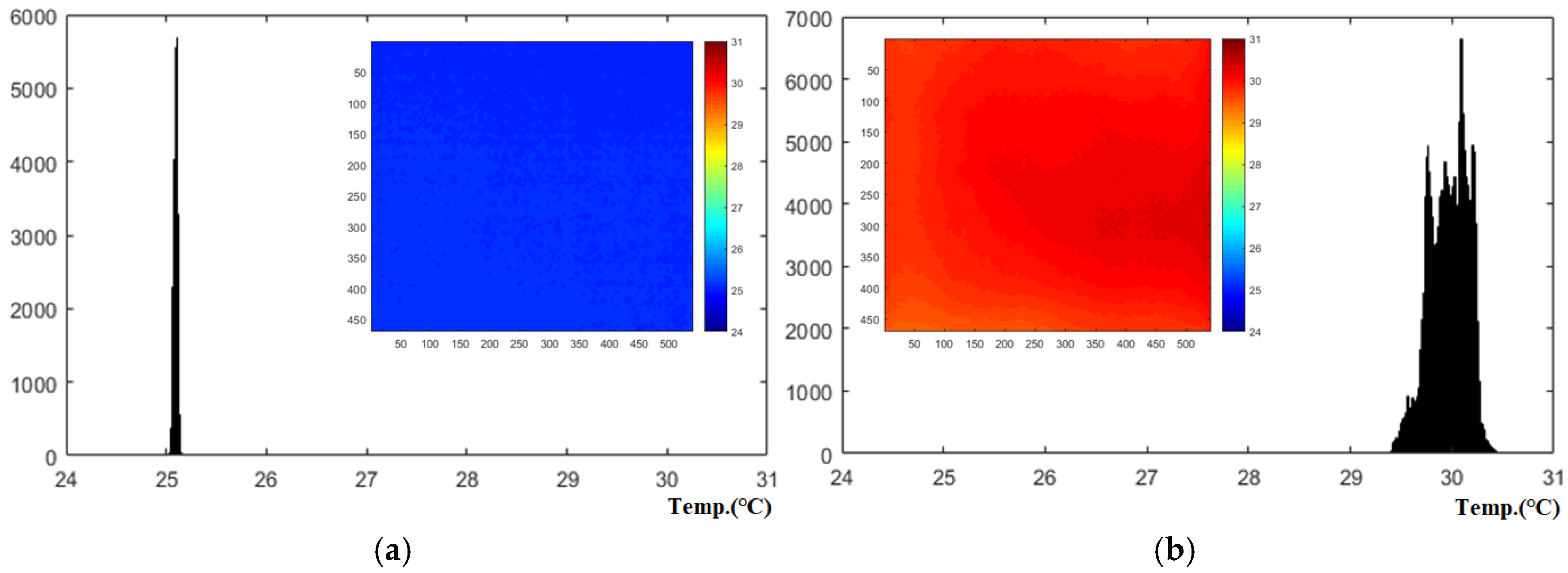
4.5. Compensation Effect for Non-Uniform Heating
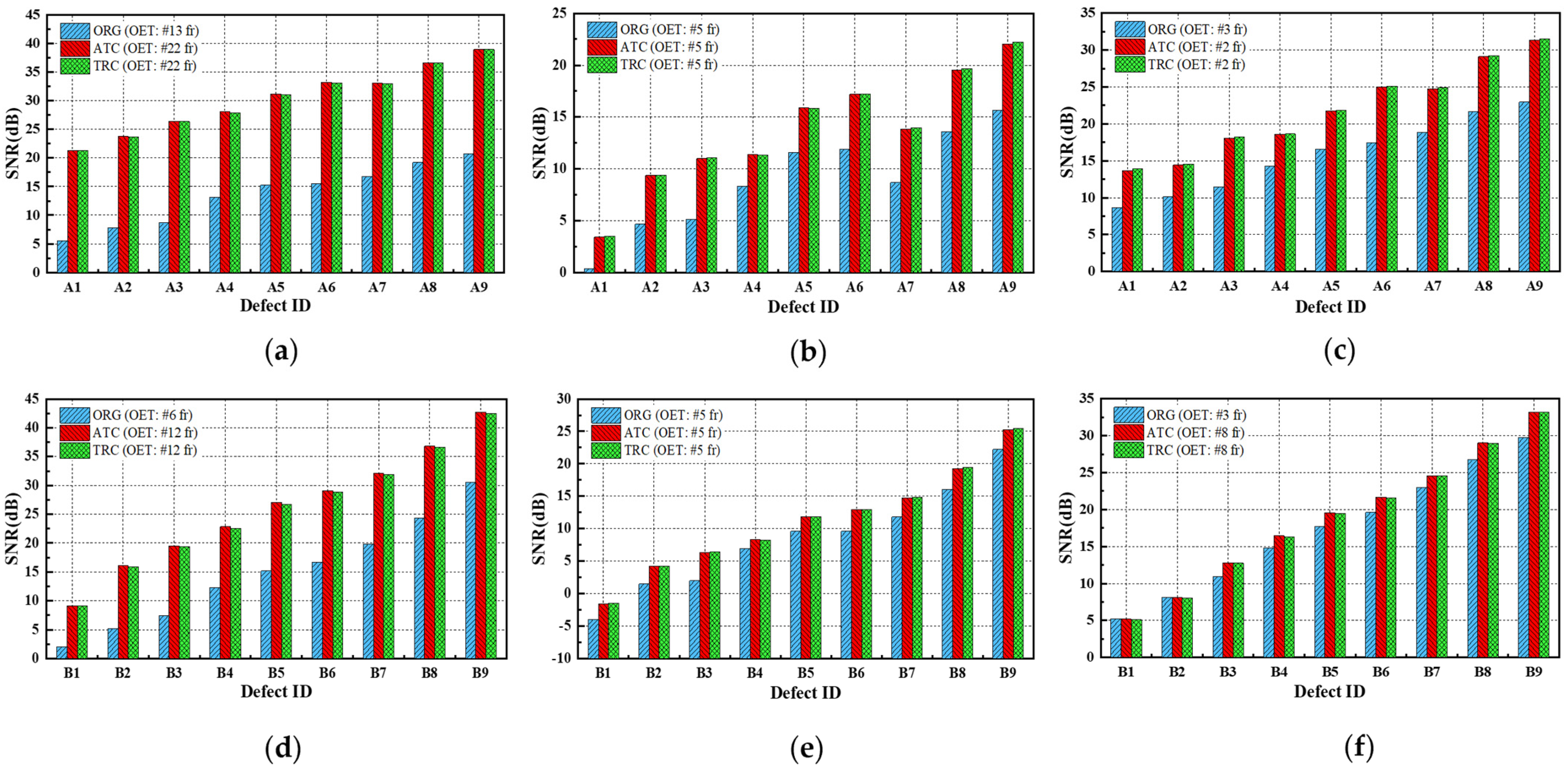
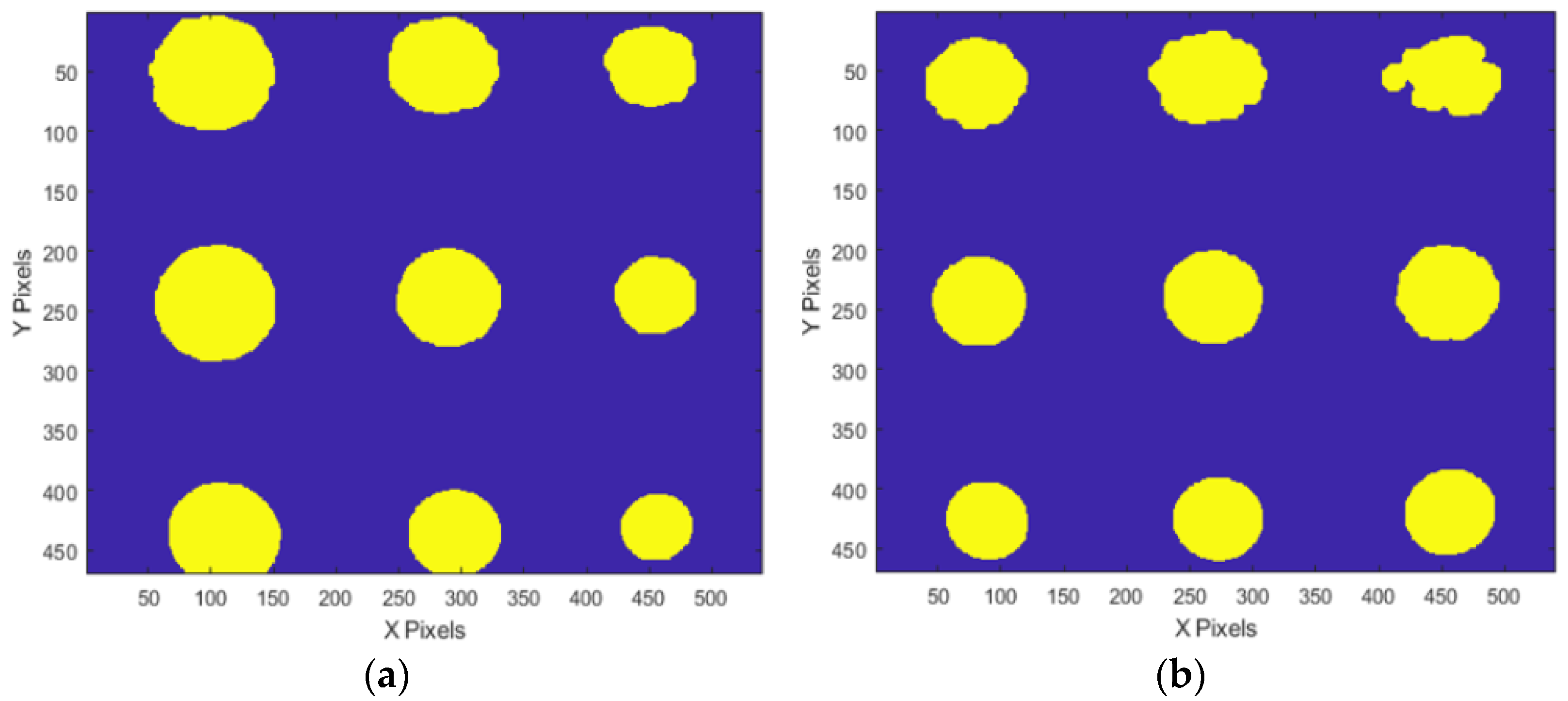
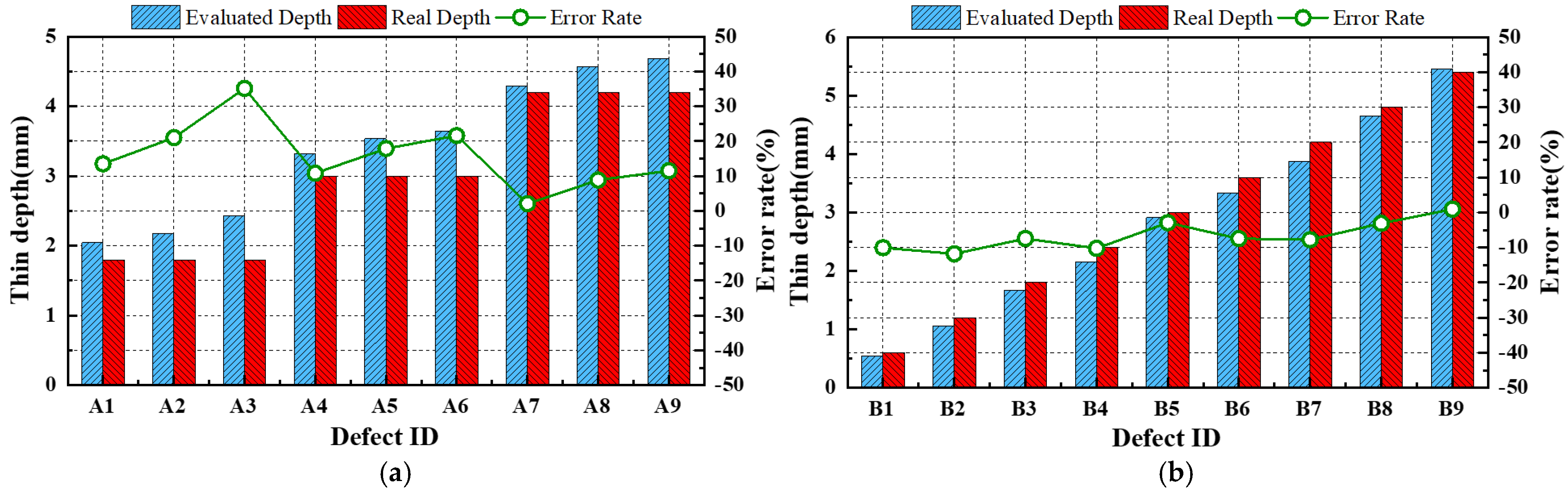
4.6. Quantitative Evaluation of Defect Sizing and Depth
5. Conclusions
- (1)
- The development and validation of a compensation-based thermal homogenization technique to correct non-uniform heating effects in LPT.
- (2)
- The demonstration of significant improvements in SNR, improving detectability down to 10% thin defects.
- (3)
- The introduction of an efficient, direct quantitative defect assessment method that eliminates the need for complex phase and amplitude transformations.
- (4)
- Comprehensive experimental validation using realistic mock-up specimens, confirming the feasibility of our approach for industrial NDT applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| ATC | Absolute Temperature Compensation |
| ATT | Active Thermographic Testing |
| ECT | Eddy Current Testing |
| EDP | Easy Detectable Period |
| FFT | Fast Fourier Transform |
| FPA | Focal Plane Array |
| HA | Halogen Array |
| IR | InfraRed |
| LIT | Lock-In Thermography |
| LPT | Long Pulse Thermography |
| NDT | Non-Destructive Testing |
| NUC | Non-Uniformity Correction |
| OET | Optimal Evaluation Time |
| ORG | Original |
| PC | Personal Computer |
| PPT | Pulse Phase Thermography |
| PT | Pulsed Thermography |
| RT | Radiographic Testing |
| SHT | Step Heating Thermography |
| SNR | Signal-to-Noise Ratio |
| TRC | Temperature Rate Compensation |
| TSR | Thermographic Signal Reconstruction |
| TT | Thermographic Testing |
| UT | Ultrasonic Testing |
References
- Dwivedi, S.K.; Vishwakarma, M.; Soni, A. Advances and Researches on Non Destructive Testing: A Review. Mater. Today Proc. 2018, 5, 3690–3698. [Google Scholar] [CrossRef]
- Ida, N.; Meyendorf, N. Handbook of Advanced Nondestructive Evaluation; Springer International Publishing: Cham, Switzerland, 2019. [Google Scholar]
- Ibarra-Castanedo, C.; Maldague, X.P. Infrared thermography. In Handbook of Technical Diagnostics: Fundamentals and Application to Structures and Systems; Springer: Berlin/Heidelberg, Germany, 2013; pp. 175–220. [Google Scholar]
- Wang, Z.; Tian, G.; Meo, M.; Ciampa, F. Image Processing Based Quantitative Damage Evaluation in Composites with Long Pulse Thermography. NDT E Int. 2018, 99, 93–104. [Google Scholar] [CrossRef]
- Kim, C.; Kang, S.; Chung, Y.; Kim, O.; Kim, W. Quantification of the Effective Detectable Period for Concrete Voids of CLP by Lock-in Thermography. Appl. Sci. 2023, 13, 8247. [Google Scholar] [CrossRef]
- Lee, S.; Chung, Y.; Kim, C.; Shrestha, R.; Kim, W. Thermographic Inspection of CLP Defects on the Subsurface Based on Binary Image. Int. J. Precis. Eng. Manuf. 2022, 23, 269–279. [Google Scholar] [CrossRef]
- Ciampa, F.; Mahmoodi, P.; Pinto, F.; Meo, M. Recent Advances in Active Infrared Thermography for Non-Destructive Testing of Aerospace Components. Sensors 2018, 18, 609. [Google Scholar] [CrossRef] [PubMed]
- Vavilov, V.; Burleigh, D. Infrared Thermography and Thermal Nondestructive Testing; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- Khodayar, F.; Sojasi, S.; Maldague, X. Infrared Thermography and NDT: 2050 Horizon. Quant. InfraRed Thermogr. J. 2016, 13, 210–231. [Google Scholar] [CrossRef]
- Chung, Y.; Lee, S.; Kim, W. Latest Advances in Common Signal Processing of Pulsed Thermography for Enhanced Detectability: A Review. Appl. Sci. 2021, 11, 12168. [Google Scholar] [CrossRef]
- Yang, R.; He, Y. Optically and Non-Optically Excited Thermography for Composites: A Review. Infrared Phys. Technol. 2016, 75, 26–50. [Google Scholar] [CrossRef]
- Wang, Z.; Zhu, J.; Tian, G.; Ciampa, F. Comparative Analysis of Eddy Current Pulsed Thermography and Long Pulse Thermography for Damage Detection in Metals and Composites. NDT E Int. 2019, 107, 102155. [Google Scholar] [CrossRef]
- Almond, D.P.; Angioni, S.L.; Pickering, S.G. Long Pulse Excitation Thermographic Non-Destructive Evaluation. NDT E Int. 2017, 87, 7–14. [Google Scholar] [CrossRef]
- Ding, L.; Ye, Y.; Ye, C.; Luo, Y.; He, H.; Zhang, D.; Su, Z. Fourier Phase Analysis Combined with a Fusion Scheme in Long Pulse Thermography. Infrared Phys. Technol. 2023, 134, 104929. [Google Scholar] [CrossRef]
- Wei, Y.; Xiao, Y.; Gu, X.; Ren, J.; Zhang, Y.; Zhang, D.; Chen, Y.; Li, H.; Li, S. Inspection of Defects in Composite Structures using Long Pulse Thermography and Shearography. Heliyon 2024, 10, e33184. [Google Scholar] [CrossRef]
- Moskovchenko, A.; Švantner, M.; Honner, M. Detection of Gunshot Residue by Flash-Pulse and Long-Pulse Infrared Thermography. Infrared Phys. Technol. 2024, 140, 105366. [Google Scholar] [CrossRef]
- Gomathi, R.; Ramkumar, K. Defect Size Characterization in Unidirectional Curved GFRP Composite by TSR Processed Pulse and Lock in Thermography: A Comparison Study. J. Manuf. Eng. 2023, 18, 30. [Google Scholar]
- Miao, Z.; Wu, D.; Gao, Y.; Wang, Y. Improved Long Pulse Excitation Infrared Nondestructive Testing Evaluation. Opt. Express 2023, 31, 32987–33002. [Google Scholar] [CrossRef]
- Cheng, X.; Chen, P.; Wu, Z.; Cech, M.; Ying, Z.; Hu, X. Automatic Detection of CFRP Subsurface Defects Via Thermal Signals in Long Pulse and Lock-in Thermography. IEEE Trans. Instrum. Meas. 2023, 72, 4504110. [Google Scholar] [CrossRef]
- Anwar, M.; Mustapha, F.; Abdullah, M.N.; Mustapha, M.; Sallih, N.; Ahmad, A.; Mat Daud, S.Z. Defect Detection of GFRP Composites through Long Pulse Thermography using an Uncooled Microbolometer Infrared Camera. Sensors 2024, 24, 5225. [Google Scholar] [CrossRef]
- Wei, Y.; Xiao, Y.; Li, S.; Gu, X.; Zhang, D.; Li, H.; Chen, Y. Depth Prediction of GFRP Composite using Long Pulse Thermography. Measurement 2024, 237, 115259. [Google Scholar] [CrossRef]
- Hyun, H.; Choi, B. A Improved Scene Based Non-Uniformity Correction Algorithm for Infrared Camera. J. Korea Soc. Comput. Inf. 2018, 23, 67–74. [Google Scholar]
- Kim, C.; Kang, S.; Chung, Y.; Kim, O.; Kim, W. Enhancement Contrast of Thermograms through Compensating for Uneven Irradiation in Thermographic Testing for Containment Liner Plates. J. Korean Soc. Nondestruct. Test. 2024, 44, 142–151. [Google Scholar] [CrossRef]
- Vavilov, V. Thermal/Infrared Testing. Nondestruct. Test. Handb. 2009, 5, 124–180. [Google Scholar]
- Choi, M.; Kang, K.; Park, J.; Kim, W.; Kim, K. Quantitative Determination of a Subsurface Defect of Reference Specimen by Lock-in Infrared Thermography. NDT E Int. 2008, 41, 119–124. [Google Scholar] [CrossRef]
- Maldague, X.; Moore, P.O. Infrared and Thermal Testing; American Society for Nondestructive Testing: Columbus, OH, USA, 2001. [Google Scholar]
- Kim, C.; Chung, Y.; Kim, W. Optimization Method for evaluating Essential Factors of Plate Backside Thinning Defects using Lock-in Thermography. J. Korean Soc. Nondestruct. Test. 2020, 40, 452–459. [Google Scholar] [CrossRef]
- Versaci, M.; Laganà, F.; Morabito, F.C.; Palumbo, A.; Angiulli, G. Adaptation of an Eddy Current Model for Characterizing Subsurface Defects in CFRP Plates using FEM Analysis Based on Energy Functional. Mathematics 2024, 12, 2854. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test No. | Initial Temp. (°C) | Time Composition (s) | Total Acquisition Frames (1) | Frame Rate (2) | IFOV | ||
|---|---|---|---|---|---|---|---|
| Heating | Cooling | Total | |||||
| #1 | 25 ± 1 | 10 | 40 | 50 | 501 | 10 | 0.47 |
| #2 | 20 | 80 | 100 | 1001 | |||
| #3 | 30 | 120 | 150 | 1501 | |||
| Test No. | Initial Temp. (°C) | Increase Temp. (°C) | Aver. Temp. (°C) | Min Temp. (°C) | Max Temp. (°C) | Max. Contrast (°C) | Un-Uni. Rate (%) | Variance ) | Standard Deviation ) |
|---|---|---|---|---|---|---|---|---|---|
| #1 | 24.7 | 1.8 | 26.5 | 26.2 | 26.7 | 0.5 | 25.4 | 0.004 | 0.06 |
| #2 | 25.1 | 3.2 | 28.3 | 27.9 | 28.7 | 0.8 | 25.0 | 0.02 | 0.13 |
| #3 | 25.2 | 5.1 | 30.3 | 29.4 | 30.5 | 1.1 | 21.5 | 0.04 | 0.19 |
| Specimen | Test No. | Test Condition (Heating/Cooling, s) | Max. Contrast (°C) | EDP (Frames) | OET (Frame) |
|---|---|---|---|---|---|
| A-type | #1 | 10/40 | 1.82 | 50~150 | 70 |
| #2 | 20/80 | 2.48 | 50~240 | 80 | |
| #3 | 30/120 | 2.76 | 60~350 | 130 | |
| B-type | #1 | 10/40 | 5.64 | 30~140 | 50 |
| #2 | 20/80 | 6.71 | 30~220 | 90 | |
| #3 | 30/120 | 7.00 | 30~330 | 60 |
| Specimen | Test No. | Test Condition (Heating/Cooling, s) | EDP (Frames) | OET (Frame) |
|---|---|---|---|---|
| A-type | #1 | 10/40 | 30~40 | 30 |
| #2 | 20/80 | 30~50 | 50 | |
| #3 | 30/120 | 50, 90 | 50 | |
| B-type | #1 | 10/40 | 30~50 | 30 |
| #2 | 20/80 | 40~50 | 40 | |
| #3 | 30/120 | 50, 100 | 50 |
| Specimen | Test No. | Test Condition (Heating/Cooling, s) | EDP (Frames) | OET (Frame) |
|---|---|---|---|---|
| A-type | #1 | 10/40 | 20~30 | 20 |
| #2 | 20/80 | 20~30 | 20 | |
| #3 | 30/120 | 20~40 | 30 | |
| B-type | #1 | 10/40 | 30 | 30 |
| #2 | 20/80 | 30~50, 80 | 30 | |
| #3 | 30/120 | 30~50, 80~90 | 30 |
| Type | Defect ID | Indicated Pixel Size (1) | Evaluated Dia. (mm) (2) | Real Dia. (Φ, mm) | Φ Error Rate (%) | SNR (dB) (3) | Evaluated Depth (mm) | Real Depth (mm) | Error Rate (%) |
|---|---|---|---|---|---|---|---|---|---|
| A-type | A1 | 74 | 34.8 | 30 | 16 | 21.3 | 2.0 | 1.8 | 14 |
| A2 | 89 | 41.8 | 40 | 5 | 23.7 | 2.2 | 1.8 | 21 | |
| A3 | 100 | 47.0 | 50 | −6 | 26.4 | 2.4 | 1.8 | 35 | |
| A4 | 65 | 30.6 | 30 | 2 | 28.1 | 3.3 | 3.0 | 11 | |
| A5 | 83 | 39.0 | 40 | −2 | 31.2 | 3.5 | 3.0 | 18 | |
| A6 | 96 | 45.1 | 50 | −10 | 33.2 | 3.7 | 3.0 | 22 | |
| A7 | 57 | 26.8 | 30 | −11 | 33.1 | 4.3 | 4.2 | 2 | |
| A8 | 74 | 34.8 | 40 | −13 | 36.7 | 4.6 | 4.2 | 9 | |
| A9 | 89 | 41.8 | 50 | −16 | 39.0 | 4.7 | 4.2 | 12 | |
| B-type | B1 | 95 | 44.7 | 40 | 12 | 9.2 | 0.5 | 0.6 | −10 |
| B2 | 94 | 44.2 | 40 | 10 | 16.1 | 1.1 | 1.2 | −12 | |
| B3 | 81 | 38.1 | 40 | −5 | 19.5 | 1.7 | 1.8 | −7 | |
| B4 | 82 | 38.5 | 40 | −4 | 22.8 | 2.2 | 2.4 | −10 | |
| B5 | 78 | 36.7 | 40 | −8 | 27.0 | 2.9 | 3.0 | −3 | |
| B6 | 74 | 34.8 | 40 | −13 | 29.1 | 3.3 | 3.6 | −7 | |
| B7 | 72 | 33.8 | 40 | −15 | 32.1 | 3.9 | 4.2 | −8 | |
| B8 | 70 | 32.9 | 40 | −18 | 36.8 | 4.7 | 4.8 | −3 | |
| B9 | 65 | 30.6 | 40 | −24 | 42.7 | 5.5 | 5.4 | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chung, Y.; Kim, C.; Kang, S.; Kim, W.; Suh, H. Compensation-Based Full-Filed Thermal Homogenization for Contrast Enhancement in Long Pulse Thermographic Imaging. Sensors 2025, 25, 1969. https://doi.org/10.3390/s25071969
Chung Y, Kim C, Kang S, Kim W, Suh H. Compensation-Based Full-Filed Thermal Homogenization for Contrast Enhancement in Long Pulse Thermographic Imaging. Sensors. 2025; 25(7):1969. https://doi.org/10.3390/s25071969
Chicago/Turabian StyleChung, Yoonjae, Chunyoung Kim, Seongmin Kang, Wontae Kim, and Hyunkyu Suh. 2025. "Compensation-Based Full-Filed Thermal Homogenization for Contrast Enhancement in Long Pulse Thermographic Imaging" Sensors 25, no. 7: 1969. https://doi.org/10.3390/s25071969
APA StyleChung, Y., Kim, C., Kang, S., Kim, W., & Suh, H. (2025). Compensation-Based Full-Filed Thermal Homogenization for Contrast Enhancement in Long Pulse Thermographic Imaging. Sensors, 25(7), 1969. https://doi.org/10.3390/s25071969