
High-Frequency Workpiece Image Recognition Model Integrating Multi-Level Network Structure


Abstract
1. Introduction
- (1)
- We introduce a lightweight mixed attention module (LMAM) to extract global workpiece image features with strong illumination robustness, and the global recognition results are obtained through the backbone network.
- (2)
- We use a weakly supervised area detection module to locate the locally important areas of the workpiece, which is then introduced into the branch network to obtain local recognition results.
- (3)
- We combine the global and local recognition results in the branch fusion module to achieve the final recognition of high-frequency workpiece images.
2. The Proposed Model
2.1. Overall Framework
2.2. The Lightweight Mixed Attention Module (LMAM)
2.2.1. The Lightweight Channel Attention Module (LCAM)
2.2.2. The Lightweight Spatial Attention Module (LSAM)
2.3. The Weakly Supervised Region Detection Module
2.4. The Branch Fusion Module
3. Experimental Results
3.1. Dataset
3.2. Experimental Settings
3.3. Model Parameter Selection
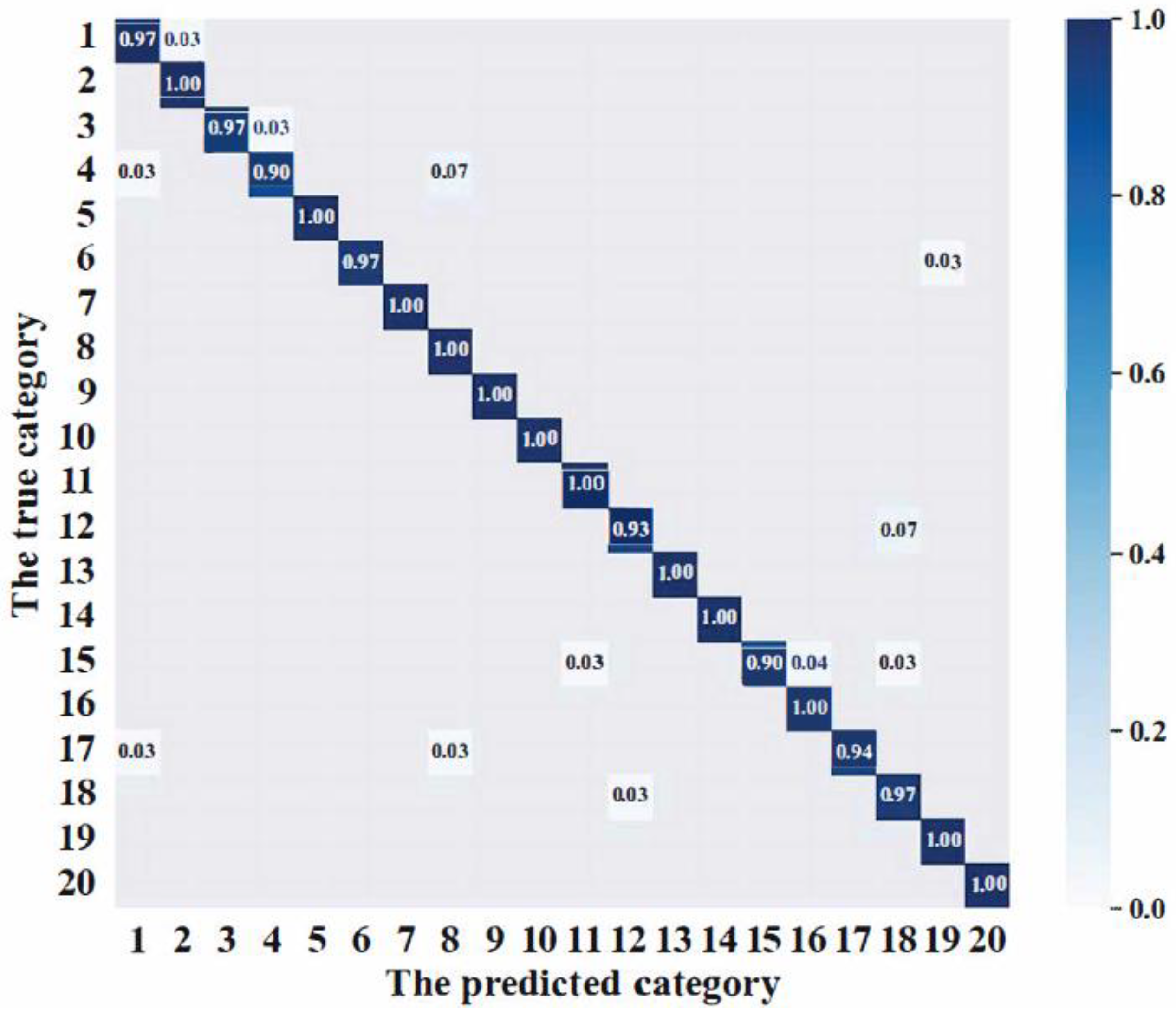
3.4. Comparison of Recognition Performance
3.5. Ablation Study
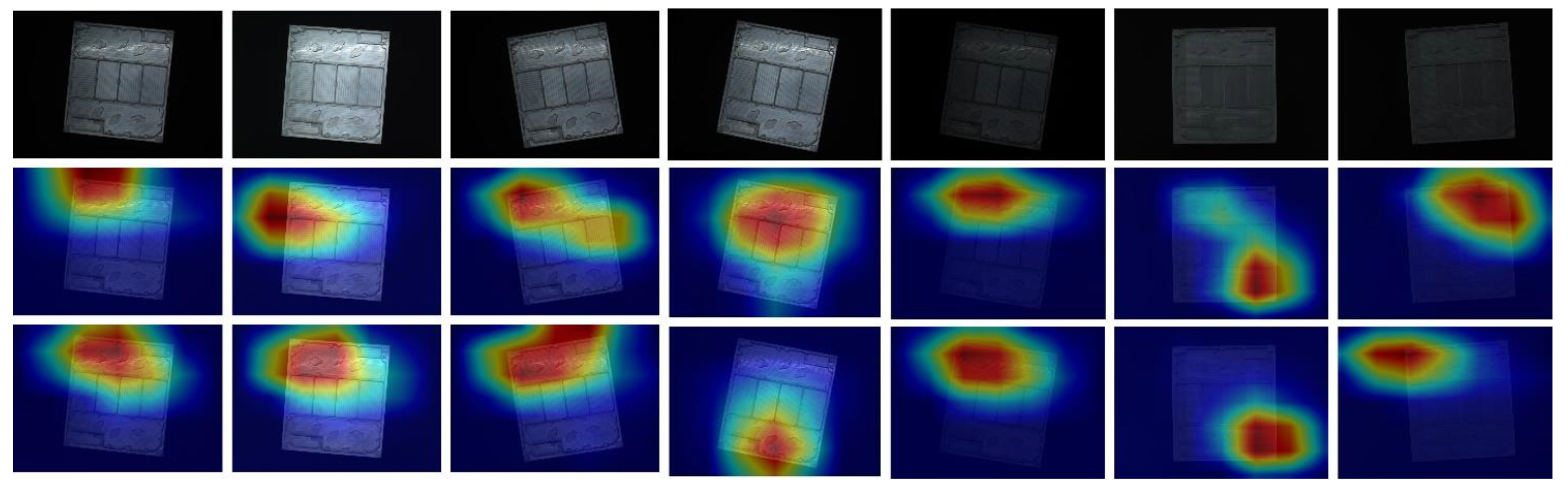
3.6. Visualization Results
3.7. Discussion and Limitation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wübbeke, J.; Meissner, M.; Zenglein, M.J.; Ives, J.; Conrad, B. Made in China 2025. Mercat. Inst. China Studies. Pap. China 2016, 2, 4. [Google Scholar]
- Zenglein, M.J.; Holzmann, A. Evolving made in China 2025. MERICS Pap. China 2018, 8, 78. [Google Scholar]
- Zhou, J. Intelligent Manufacturing—Main Direction of “Made in China 2025”. China Mech. Eng. 2015, 26, 2273. [Google Scholar]
- Zhao, H.; Jia, J.; Koltun, V. Exploring self-attention for image recognition. In Proceedings of the IEEE/CVF Conference on Computer Vision and Pattern Recognition, Seattle, WA, USA, 13–19 June 2020; pp. 10076–10085. [Google Scholar]
- Sampurno, R.M.; Liu, Z.; Abeyrathna, R.M.; Ahamed, T. Intrarow Uncut Weed Detection Using You-Only-Look-Once Instance Segmentation for Orchard Plantations. Sensors 2024, 24, 893. [Google Scholar] [CrossRef] [PubMed]
- Alam, L.; Kehtarnavaz, N. Improving Recognition of Defective Epoxy Images in Integrated Circuit Manufacturing by Data Augmentation. Sensors 2024, 24, 738. [Google Scholar] [CrossRef] [PubMed]
- Sheykhmousa, M.; Mahdianpari, M.; Ghanbari, H.; Ghamisi, P.; Homayouni, S. Support vector machine versus random forest for remote sensing image classification: A meta-analysis and systematic review. IEEE J. Sel. Top. Appl. Earth Obs. Remote Sens. 2020, 13, 6308–6325. [Google Scholar] [CrossRef]
- Zhao, C.; Qin, Y.; Zhang, B. Adversarially Learning Occlusions by Backpropagation for Face Recognition. Sensors 2023, 23, 8559. [Google Scholar] [CrossRef]
- Wang, H.; Ma, L. Image Generation and Recognition Technology Based on Attention Residual GAN. IEEE Access 2023, 11, 61855–61865. [Google Scholar] [CrossRef]
- Yi, X.; Qian, C.; Wu, P.; Maponde, B.T.; Jiang, T.; Ge, W. Research on Fine-Grained Image Recognition of Birds Based on Improved YOLOv5. Sensors 2023, 23, 8204. [Google Scholar] [CrossRef]
- Li, Z.; Tang, H.; Peng, Z.; Qi, G.; Tang, J. Knowledge-guided semantic transfer network for few-shot image recognition. IEEE Trans. Neural Netw. Learn. Syst. 2023. [Google Scholar] [CrossRef]
- Xu, C.; Gao, W.; Li, T.; Bai, N.; Li, G.; Zhang, Y. Teacher-student collaborative knowledge distillation for image classification. Appl. Intell. 2023, 53, 1997–2009. [Google Scholar] [CrossRef]
- Yao, P.; Wu, H.; Gao, B.; Tang, J.; Zhang, Q.; Zhang, W.; Yang, J.J.; Qian, H. Fully hardware-implemented memristor convolutional neural network. Nature 2020, 577, 641–646. [Google Scholar] [CrossRef] [PubMed]
- Zhou, G.; Li, J.; Song, Q.; Wang, L.; Ren, Z.; Sun, B.; Hu, X.; Wang, W.; Xu, G.; Chen, X.; et al. Full hardware implementation of neuromorphic visual system based on multimodal optoelectronic resistive memory arrays for versatile image processing. Nat. Commun. 2023, 14, 8489. [Google Scholar] [CrossRef] [PubMed]
- Ou, Y.; Luo, J.; Li, B.; He, B. A classification model of railway fasteners based on computer vision. Neural Comput. Appl. 2019, 31, 9307–9319. [Google Scholar] [CrossRef]
- Luo, J.; He, B.; Ou, Y.; Li, B.; Wang, K. Topic-based label distribution learning to exploit label ambiguity for scene classification. Neural Comput. Appl. 2021, 33, 16181–16196. [Google Scholar] [CrossRef]
- Luo, J.; Wang, Y.; Ou, Y.; He, B.; Li, B. Neighbour-based label distribution learning to model label ambiguity for aerial scene classification. Remote Sens. 2021, 13, 755. [Google Scholar] [CrossRef]
- Xu, Y.; Feng, K.; Yan, X.; Yan, R.; Ni, Q.; Sun, B.; Lei, Z.; Zhang, Y.; Liu, Z. CFCNN: A novel convolutional fusion framework for collaborative fault identification of rotating machinery. Inf. Fusion 2023, 95, 1–16. [Google Scholar] [CrossRef]
- Xu, Y.; Yan, X.; Sun, B.; Feng, K.; Kou, L.; Chen, Y.; Li, Y.; Chen, H.; Tian, E.; Ni, Q.; et al. Online Knowledge Distillation Based Multiscale Threshold Denoising Networks for Fault Diagnosis of Transmission Systems. IEEE Trans. Transp. Electrif. 2023. [Google Scholar] [CrossRef]
- Xu, W.; Li, B.; Ou, Y.; Luo, J. Recognition algorithm for metal parts based on ring template matching. Transducer Microsyst. Technol. 2021, 40, 128–131. [Google Scholar]
- Yin, K.; Ou, Y.; Li, B.; Lin, D. Fast identification algorithm of high frequency components based on ring segmentation. Mach. Des. Manuf. 2022, 12, 196–200. [Google Scholar]
- Wang, Y.; Chen, H.; Zhao, K.; Zhao, P. A mechanical part sorting method based on fast template matching. In Proceedings of the 2018 IEEE International Conference on Mechatronics, Robotics and Automation (ICMRA), Changchun, China, 5–8 August 2018; pp. 135–140. [Google Scholar]
- Yang, T.; Ou, Y.; Su, X.; Wu, X.; Li, B. High frequency workpiece deep learning recognition algorithm based on joint loss supervision. Mach. Build. Autom. 2023, 52, 30–33. [Google Scholar]
- Zhang, P.; Shi, Z.; Li, X.; Ouyang, X. Classification algorithm of main bearing cap based on deep learning. J. Graph. 2021, 42, 572–580. [Google Scholar]
- Szegedy, C.; Vanhoucke, V.; Loffe, S.; Shlens, J.; Wojna, Z. Rethinking the inception architecture for computer vision. In Proceedings of the IEEE/CVF Conference on Computer Vision and Pattern Recognition (CVPR), Las Vegas, NV, USA, 26 June–1 July 2016; pp. 2818–2826. [Google Scholar]
- Chollet, F. Xception: Deep learning with depthwise separable convolutions. In Proceedings of the IEEE/CVF Conference on Computer Vision and Pattern Recognition (CVPR), Honolulu, HI, USA, 21–26 July 2017; pp. 1800–1807. [Google Scholar]
- Tan, M.; Le, Q. Efficientnet: Rethinking model scaling for convolutional neural networks. In Proceedings of the International Conference on Machine Learning (ICML), Long Beach, CA, USA, 9–15 June 2019; pp. 6105–6114. [Google Scholar]
- Woo, S.; Park, J.; Lee, J.Y.; Kweon, I. Cbam: Convolutional block attention module. In Proceedings of the European Conference on Computer Vision (ECCV), Munich, Germany, 8–14 September 2018; pp. 3–19. [Google Scholar]
- Wang, Q.; Wu, B.; Zhu, P.; Li, P.; Zuo, W.; Hu, Q. ECA-Net: Efficient channel attention for deep convolutional neural networks. In Proceedings of the IEEE/CVF Conference on Computer Vision and Pattern Recognition (CVPR), Seattle, WA, USA, 13–19 June 2020; pp. 11534–11542. [Google Scholar]
- Kingma, D.P.; Ba, J.L. Adam: A method for stochastic optimization. arXiv 2014, arXiv:1412.6980. [Google Scholar]
- Paszke, A.; Gross, S.; Massa, F.; Lerer, A.; Bradbury, J.; Chanan, G.; Killeen, T.; Lin, Z.; Gimelshein, N.; Antiga, L.; et al. Pytorch: An imperative style, high-performance deep learning library. Adv. Neural Inf. Process. Syst. 2019, 32. [Google Scholar] [CrossRef]
- Duan, S.; Yin, C.; Liu, M. Recognition Algorithm Based on Convolution Neural Network for the Mechanical Parts. Adv. Manuf. Autom. VIII 2019, 484, 337–347. [Google Scholar]
- Yang, L.; Gan, Z.; Li, Y. Part recognition based on improved convolution neural network. Instrum. Tech. Sens. 2022, 5, 82–87. [Google Scholar]
- Li, C.; Zhou, A.; Yao, A. NOAH: Learning Pairwise Object Category Attentions for Image Classification. arXiv 2024, arXiv:2402.02377. [Google Scholar]
- Lin, H.; Miao, L.; Ziai, A. RAFIC: Retrieval-Augmented Few-shot Image Classification. arXiv 2023, arXiv:2312.06868. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Accuracy (%) | |
|---|---|
| 0.60 | 96.5 |
| 0.65 | 97.7 |
| 0.70 | 98.3 |
| 0.75 | 97.5 |
| 0.80 | 96.8 |
| Accuracy (%) | |
|---|---|
| 0.0 | 96.7 |
| 0.1 | 97.2 |
| 0.2 | 97.4 |
| 0.3 | 97.6 |
| 0.4 | 97.7 |
| 0.5 | 97.8 |
| 0.6 | 98.3 |
| 0.7 | 97.5 |
| 0.8 | 97.0 |
| 0.9 | 96.3 |
| 1.0 | 96.1 |
| Method | The Total Number of Images | The Number of Correct Recognitions | Accuracy (%) |
|---|---|---|---|
| EfficientNet [27] | 6000 | 5142 | 86.2 |
| WorkNet-2 [32] | 6000 | 5370 | 90.0 |
| MFF-CNN [24] | 6000 | 5424 | 90.9 |
| Xception-P [33] | 6000 | 5496 | 92.1 |
| RTMM [20] | 6000 | 5586 | 93.6 |
| JLS-DL [23] | 6000 | 5664 | 94.9 |
| NOAH [34] | 6000 | 5763 | 96.1 |
| RAFIC [35] | 6000 | 5829 | 97.3 |
| ML-EfficientNet-B1 (Our model) | 6000 | 5868 | 98.3 |
| LMAM | WSRDM | BFM | Accuracy (%) |
|---|---|---|---|
| × | × | × | 86.2 |
| √ | × | × | 96.7 |
| √ | √ | × | 97.4 |
| √ | √ | √ | 98.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ou, Y.; Sun, C.; Yuan, R.; Luo, J. High-Frequency Workpiece Image Recognition Model Integrating Multi-Level Network Structure. Sensors 2024, 24, 1982. https://doi.org/10.3390/s24061982
Ou Y, Sun C, Yuan R, Luo J. High-Frequency Workpiece Image Recognition Model Integrating Multi-Level Network Structure. Sensors. 2024; 24(6):1982. https://doi.org/10.3390/s24061982
Chicago/Turabian StyleOu, Yang, Chenglong Sun, Rong Yuan, and Jianqiao Luo. 2024. "High-Frequency Workpiece Image Recognition Model Integrating Multi-Level Network Structure" Sensors 24, no. 6: 1982. https://doi.org/10.3390/s24061982
APA StyleOu, Y., Sun, C., Yuan, R., & Luo, J. (2024). High-Frequency Workpiece Image Recognition Model Integrating Multi-Level Network Structure. Sensors, 24(6), 1982. https://doi.org/10.3390/s24061982