
A Magnetic Food Texture Sensor and Comparison of the Measurement Data of Chicken Nuggets


Abstract
1. Introduction
2. Materials and Methods
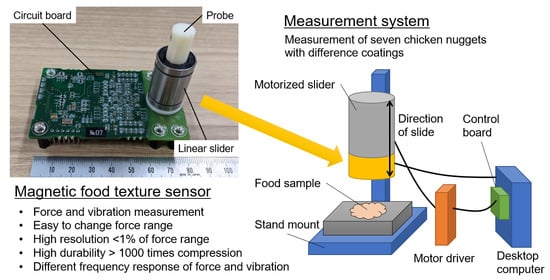
2.1. Magnetic Food Texture Sensor
2.1.1. Structure
2.1.2. Amplifier and Quantization Circuit
2.1.3. Calibration and Range of Force
2.2. Measurement System
2.3. Distance between the Measured Data Points
2.4. Preparation of the Chicken Nuggets
3. Experiments and Results
3.1. Fundamental Evaluation of the Magnetic Food Texture Sensor
3.1.1. Range
3.1.2. Resolution
3.1.3. Durability for Repetition
3.1.4. Differences in the Frequency Response
3.2. Analysis of Measurement Data of Chicken Nuggets
3.2.1. Measurements
3.2.2. Difference in the Measurement Data
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| DTW | Dynamic Time Warping |
| DBA | DTW Barycenter Averaging |
References
- Bourne, M.C. Texture, Viscosity, and Food, 2nd ed.; Food Science and Technology; Academic Press: London, UK, 2002. [Google Scholar]
- Abbott, J.A. Quality measurement of fruits and vegetables. Postharvest Biol. Technol. 1999, 15, 207–225. [Google Scholar] [CrossRef]
- Nishinari, K.; Fang, Y. Perception and measurement of food texture: Solid foods. J. Texture Stud. 2018, 49, 160–201. [Google Scholar] [CrossRef] [PubMed]
- Franceschelli, L.; Berardinelli, A.; Dabbou, S.; Ragni, L.; Tartagni, M. Sensing Technology for Fish Freshness and Safety: A Review. Sensors 2021, 21, 1373. [Google Scholar] [CrossRef]
- Szczesniak, A.S. Texture is a sensory property. Food Qual. Prefer. 2002, 13, 215–225. [Google Scholar] [CrossRef]
- Szczesniak, A.S. Objective Measurements of Food Texture. J. Food Sci. 1963, 28, 410–420. [Google Scholar] [CrossRef]
- Szczesniak, A.S. Classification of Textural Characteristics. J. Food Sci. 1963, 28, 385–389. [Google Scholar] [CrossRef]
- Friedman, H.H.; Whitney, J.E.; Szczesniak, A.S. The Texturometer—A New Instrument for Objective Texture Measurement. J. Food Sci. 1963, 28, 390–396. [Google Scholar] [CrossRef]
- Pellegrino, R.; Cheon, B.K.; Forde, C.G.; Oleszkiewicz, A.; Pieniak, M.; Luckett, C.R. The contribution of texture contrasts and combinations to food acceptance across cultures. J. Texture Stud. 2020, 51, 225–231. [Google Scholar] [CrossRef] [PubMed]
- Saeleaw, M.; Schleining, G. A review: Crispness in dry foods and quality measurements based on acoustic-mechanical destructive techniques. J. Food Eng. 2011. [Google Scholar] [CrossRef]
- Chen, J.; Karlsson, C.; Povey, M. Assessment of Biscuits. J. Texture Stud. 2005, 36, 139–156. [Google Scholar] [CrossRef]
- Varela, P.; Chen, J.; Fiszman, S.; Povey, M.J. Crispness assessment of roasted almonds by an integrated approach to texture description: Texture, acoustics, sensory and structure. J. Chemom. 2006, 20, 311–320. [Google Scholar] [CrossRef]
- Taniwaki, M.; Hanada, T.; Sakurai, N. Device for acoustic measurement of food texture using a piezoelectric sensor. Food Res. Int. 2006, 39, 1099–1105. [Google Scholar] [CrossRef]
- Taniwaki, M.; Kohyama, K. Mechanical and acoustic evaluation of potato chip crispness using a versatile texture analyzer. J. Food Eng. 2012, 112, 268–273. [Google Scholar] [CrossRef]
- Salvador, A.; Varela, P.; Sanz, T.; Fiszman, S.M. Understanding potato chips crispy texture by simultaneous fracture and acoustic measurements, and sensory analysis. LWT Food Sci. Technol. 2009, 42, 763–767. [Google Scholar] [CrossRef]
- Akimoto, H.; Sakurai, N.; Shirai, D. A new device for acoustic measurement of food texture using free running probe. J. Food Eng. 2017, 215, 156–160. [Google Scholar] [CrossRef]
- Sakurai, N.; Akimoto, H.; Takashima, T. Measurement of vertical and horizontal vibrations of a probe for acoustic evaluation of food texture. J. Texture Stud. 2021, 52, 25–35. [Google Scholar] [CrossRef] [PubMed]
- Kato, S.; Wada, N.; Ito, R.; Shiozaki, T.; Nishiyama, Y.; Kagawa, T. Snack texture estimation system using a simple equipment and neural network model. Future Internet 2019, 11, 68. [Google Scholar] [CrossRef]
- Nakamoto, H.; Nishikubo, D.; Kobayashi, F. Food texture evaluation using logistic regression model and magnetic food texture sensor. J. Food Eng. 2018, 222, 20–28. [Google Scholar] [CrossRef]
- Piancino, M.G.; Isola, G.; Cannavale, R.; Cutroneo, G.; Vermiglio, G.; Bracco, P.; Anastasi, G.P. From periodontal mechanoreceptors to chewing motor control: A systematic review. Arch. Oral Biol. 2017, 78, 109–121. [Google Scholar] [CrossRef] [PubMed]
- Goka, M.; Nakamoto, H.; Takenawa, S. A magnetic type tactile sensor by GMR elements and inductors. In Proceedings of the 2010 IEEE/RSJ International Conference on Intelligent Robots and Systems, Taipei, Taiwan, 18–22 October 2010; pp. 885–890. [Google Scholar] [CrossRef]
- Liu, Y.; Han, H.; Liu, T.; Yi, J.; Li, Q.; Inoue, Y. A Novel Tactile Sensor with Electromagnetic Induction and Its Application on Stick-Slip Interaction Detection. Sensors 2016, 16, 430. [Google Scholar] [CrossRef] [PubMed]
- Kawasetsu, T.; Horii, T.; Ishihara, H.; Asada, M. Mexican-Hat-Like Response in a Flexible Tactile Sensor Using a Magnetorheological Elastomer. Sensors 2018, 18, 587. [Google Scholar] [CrossRef] [PubMed]
- Sakoe, H.; Chiba, S. Dynamic programming algorithm optimization for spoken word recognition. IEEE Trans. Acoust. Speech Signal Process. 1978, 26, 43–49. [Google Scholar] [CrossRef]
- Petitjean, F.; Ketterlin, A.; Gançarski, P. A global averaging method for dynamic time warping, with applications to clustering. Pattern Recognit. 2011, 44, 678–693. [Google Scholar] [CrossRef]
- Maeda, T.; Ochi, K.; Nakakura-Ohshima, K.; Youn, S.H.; Wakisaka, S. The Ruffini ending as the primary mechanoreceptor in the periodontal ligament: Its morphology. Crit. Rev. Oral Biol. Med. 1999, 10, 307–327. [Google Scholar] [CrossRef] [PubMed]
- Bolanowski, S.J.; Gescheider, G.A.; Verrillo, R.T.; Checkosky, C.M. Four channels mediate the mechanical aspects of touch. J. Acoust. Soc. Am. 1988, 84, 1680–1694. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials of the Batter Mix | C1 | C2 | C3 | C4 | C5 | C6 | C7 |
| Wheat flour | 70 | 80 | 40 | 20 | 80 | 80 | 10 |
| Acetylated oxidized starch | 30 | 10 | 25 | 0 | 20 | 20 | 0 |
| Acid-treated starch | 0 | 0 | 0 | 20 | 0 | 0 | 0 |
| Oxidized starch | 0 | 0 | 0 | 30 | 0 | 0 | 30 |
| Pregelatinized cornstarch | 0 | 0 | 0 | 0 | 0 | 0 | 20 |
| Distarch phosphate | 0 | 0 | 35 | 30 | 0 | 0 | 40 |
| Dextrin | 0 | 10 | 0 | 0 | 0 | 0 | 0 |
| Paprika pigment | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 1 |
| Leavening agent | 0 | 0 | 0 | 0 | 0.3 | 0.3 | 0 |
| Xanthan gum | 0 | 0 | 0 | 0 | 0 | 0 | 0.1 |
| Cold water | 120 | 120 | 100 | 100 | 140 | 140 | 140 |
| Materials of the Breader Mix | C1 | C2 | C3 | C4 | C5 | C6 | C7 |
| Wheat flour | 90 | 60 | - | - | - | 0 | - |
| Pregelatinized cornstarch | 0 | 20 | - | - | - | 100 | - |
| Distarch phosphate | 0 | 20 | - | - | - | 0 | - |
| Fat powder | 10 | 0 | - | - | - | 0 | - |
| Leavening agent | 0.2 | 0 | - | - | - | 0 | - |
| Index of Nuggets | Texture Sensations |
|---|---|
| C1 | Less both crispness and crunchiness in samples |
| C2 | Repetitive crunchiness with a relatively weak force |
| C3 | Continuous crispness with a relatively strong force |
| C4 | Repetitive crunchiness with a relatively strong force |
| C5 | Short crispness with a relatively weak force |
| C6 | Continuous crispness with a relatively weak force |
| C7 | Short crispness with a relatively strong force |
| C1 | C2 | C3 | C4 | C5 | C6 | C7 | |
|---|---|---|---|---|---|---|---|
| Thickness mm | 2.8 ± |
| Sensor | Mean and Standard Deviation of Force in 1 s Intervals | Mean of Difference | |||||
|---|---|---|---|---|---|---|---|
| 1.00 mm | 1.02 mm | 1.04 mm | 1.06 mm | 1.08 mm | 1.10 mm | ||
| S6 | 7.41 ± 0.05 | 7.56 ± 0.05 | 7.71 ± 0.05 | 7.84 ± 0.05 | 7.96 ± 0.05 | 8.17 ± 0.05 | 0.15 |
| S25 | 29.17 ± 0.19 | 29.61 ± 0.19 | 30.30 ± 0.19 | 30.80 ± 0.18 | 31.57 ± 0.18 | 32.12 ± 0.18 | 0.59 |
| S43 | 45.26 ± 0.20 | 45.93 ± 0.20 | 46.74 ± 0.19 | 47.49 ± 0.20 | 48.21 ± 0.20 | 48.88 ± 0.20 | 0.72 |
| S86 | 79.54 ± 0.31 | 80.25 ± 0.32 | 81.60 ± 0.31 | 82.63 ± 0.30 | 83.94 ± 0.31 | 85.54 ± 0.32 | 1.20 |
| C1 | C2 | C3 | C4 | C5 | C6 | C7 | |
|---|---|---|---|---|---|---|---|
| Force | 0.61 | 0.27 | 0.52 | 0.59 | 0.60 | 0.40 | 0.51 |
| Vibration | 0.48 | 0.47 | 0.31 | 0.56 | 0.43 | 0.39 | 0.53 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nakamoto, H.; Nagahata, Y.; Kobayashi, F. A Magnetic Food Texture Sensor and Comparison of the Measurement Data of Chicken Nuggets. Sensors 2021, 21, 3310. https://doi.org/10.3390/s21103310
Nakamoto H, Nagahata Y, Kobayashi F. A Magnetic Food Texture Sensor and Comparison of the Measurement Data of Chicken Nuggets. Sensors. 2021; 21(10):3310. https://doi.org/10.3390/s21103310
Chicago/Turabian StyleNakamoto, Hiroyuki, Yuya Nagahata, and Futoshi Kobayashi. 2021. "A Magnetic Food Texture Sensor and Comparison of the Measurement Data of Chicken Nuggets" Sensors 21, no. 10: 3310. https://doi.org/10.3390/s21103310
APA StyleNakamoto, H., Nagahata, Y., & Kobayashi, F. (2021). A Magnetic Food Texture Sensor and Comparison of the Measurement Data of Chicken Nuggets. Sensors, 21(10), 3310. https://doi.org/10.3390/s21103310